
An Investigation on the Synthesis of Alkali Activated Materials from Thermally Modified Clays




Abstract
:1. Introduction
2. Experimental Conditions
2.1. Materials
2.2. Binder and Mortar Preparation
2.3. Characterization Methods
3. Results and Discussion
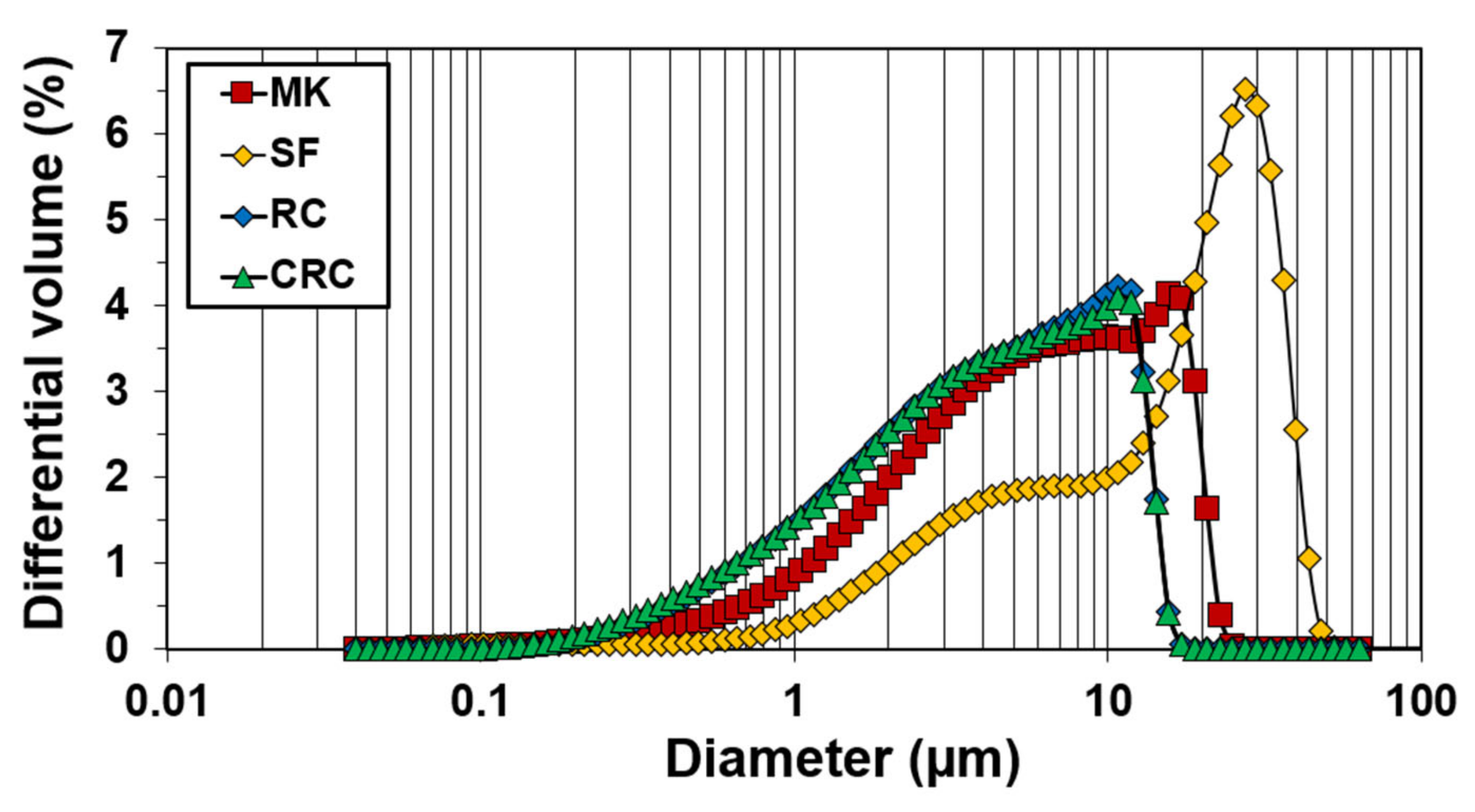
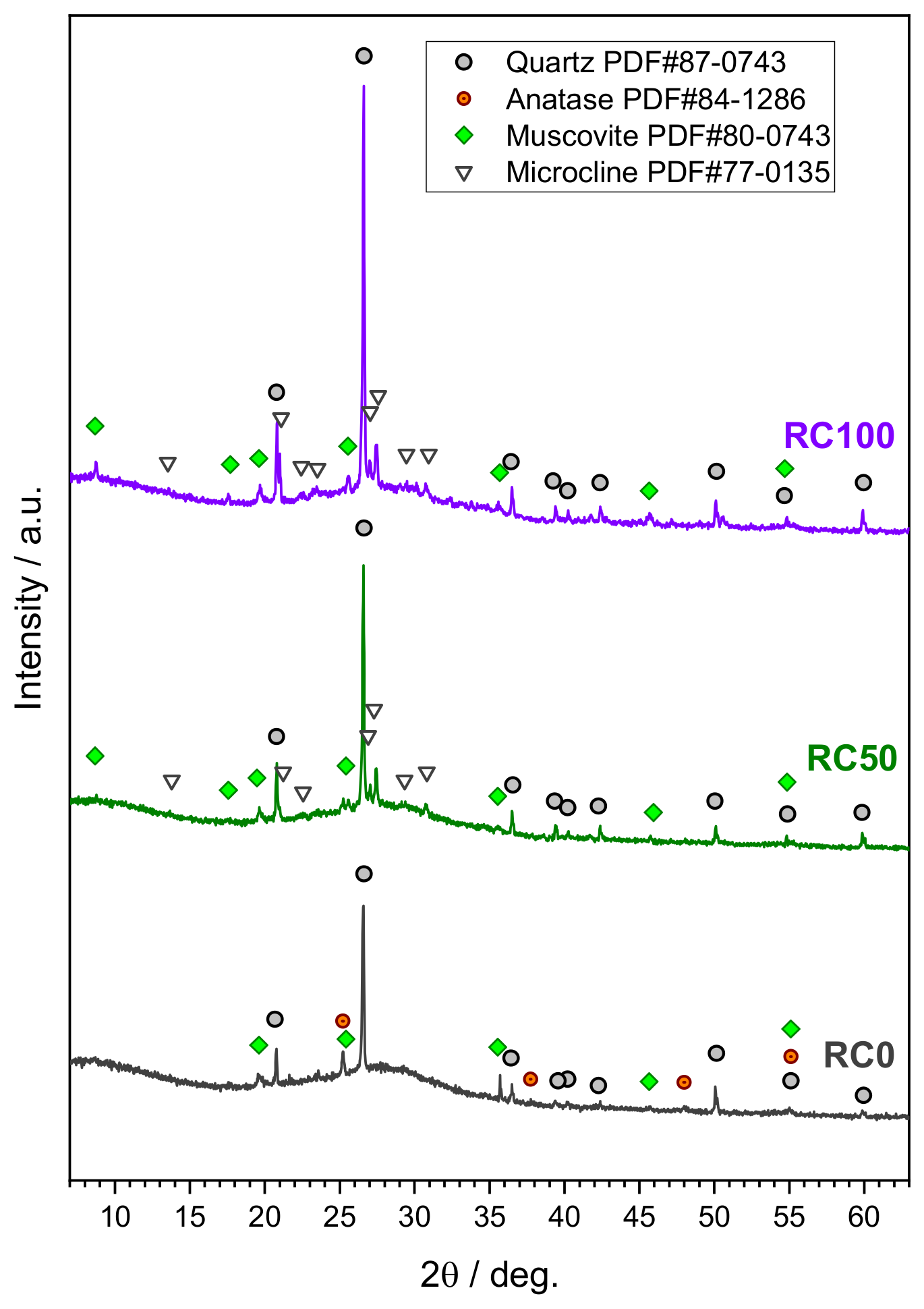
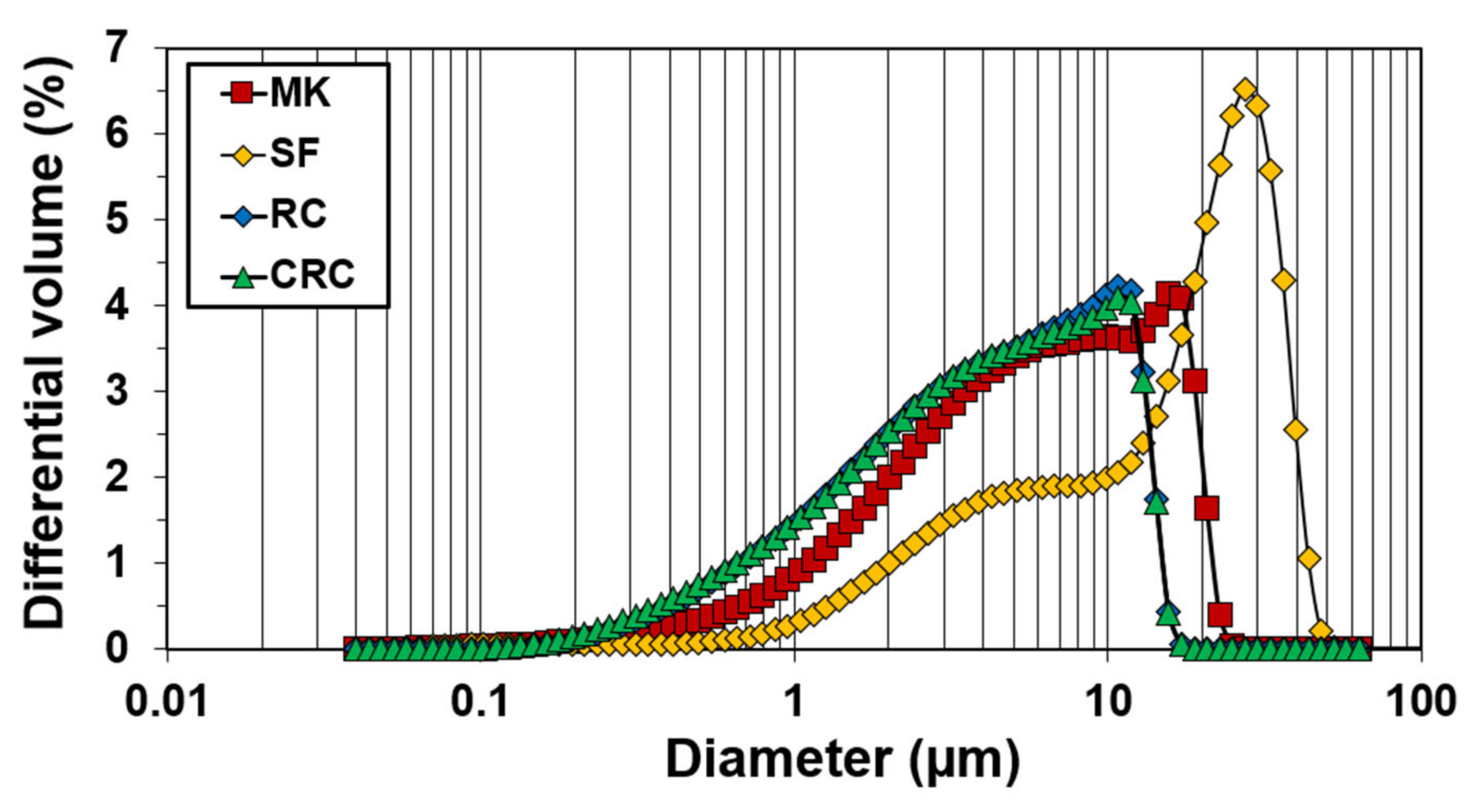
3.1. Precursor Characterization
3.2. Alkali Activated Binders Characterization
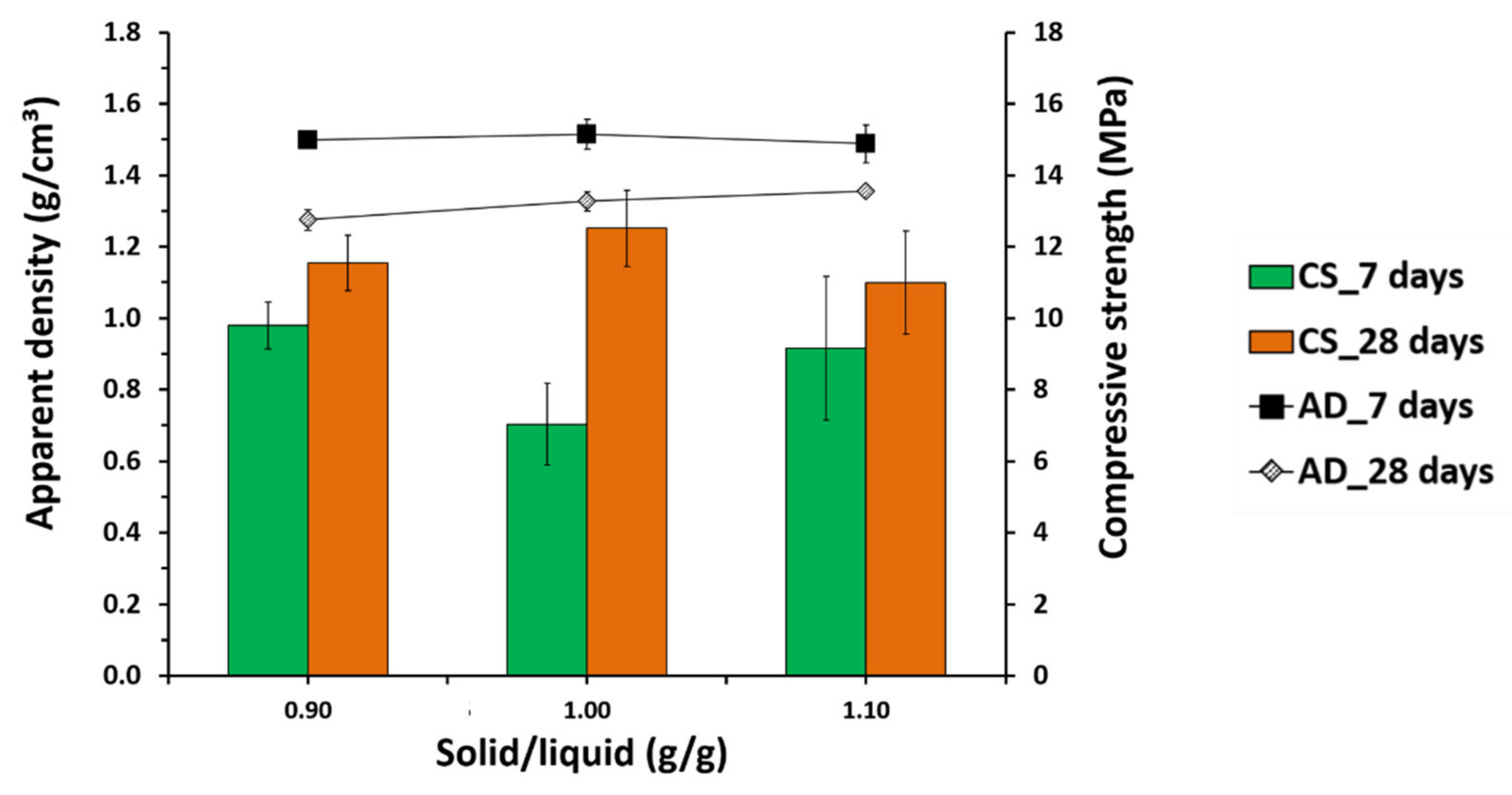
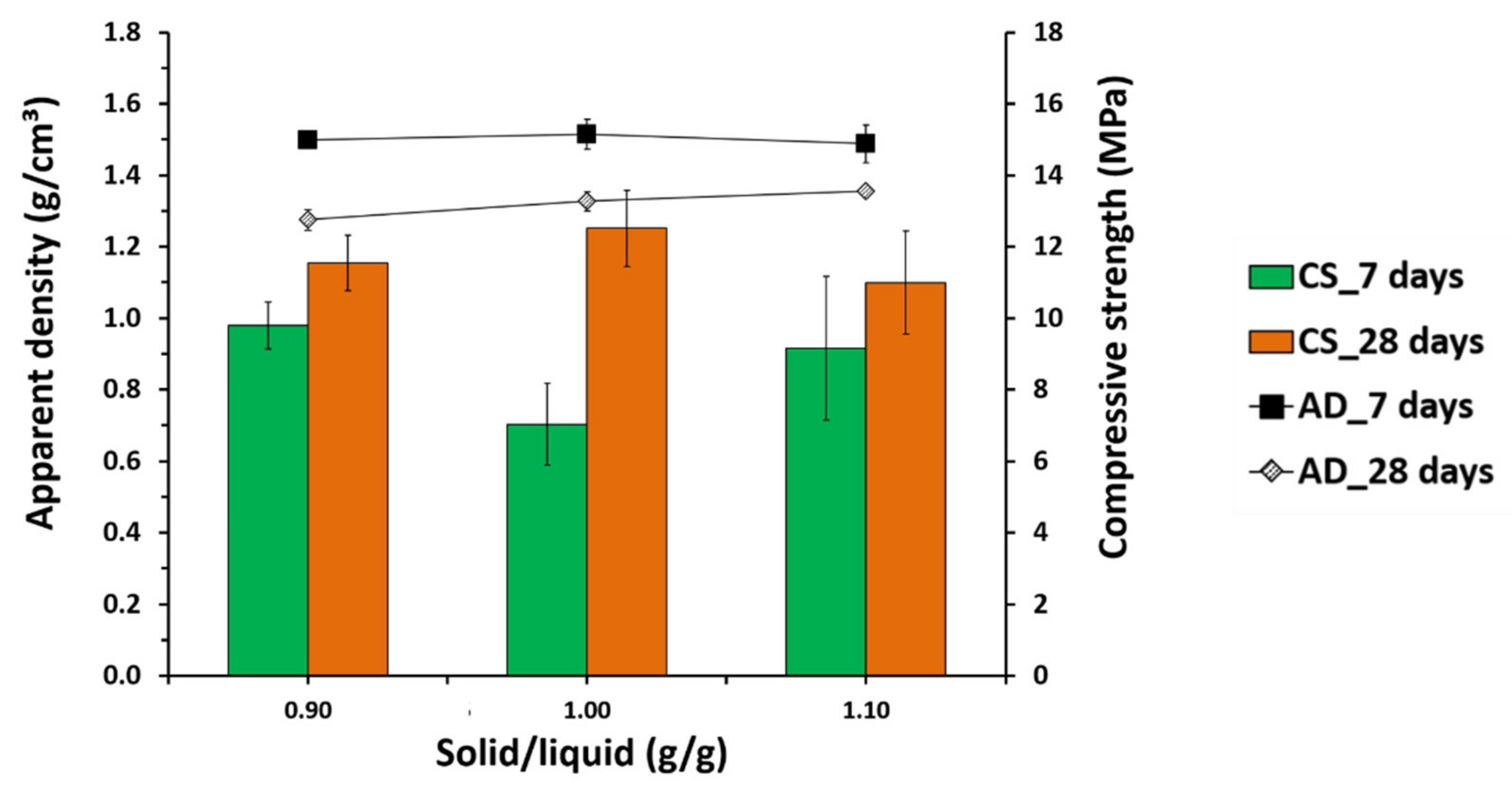
3.2.1. Influence of Solid-to-Liquid Ratio
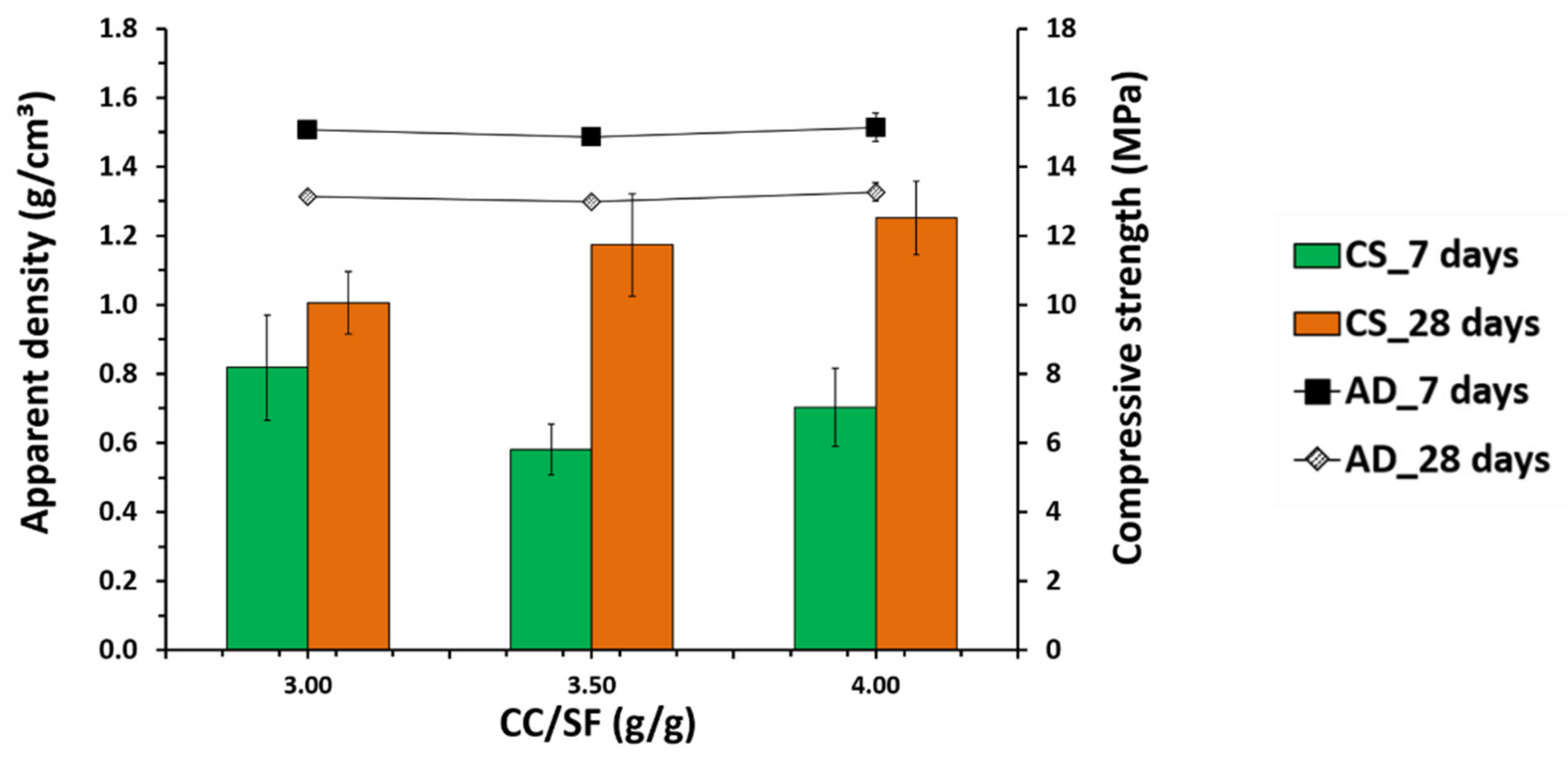
3.2.2. Influence of SF Incorporation
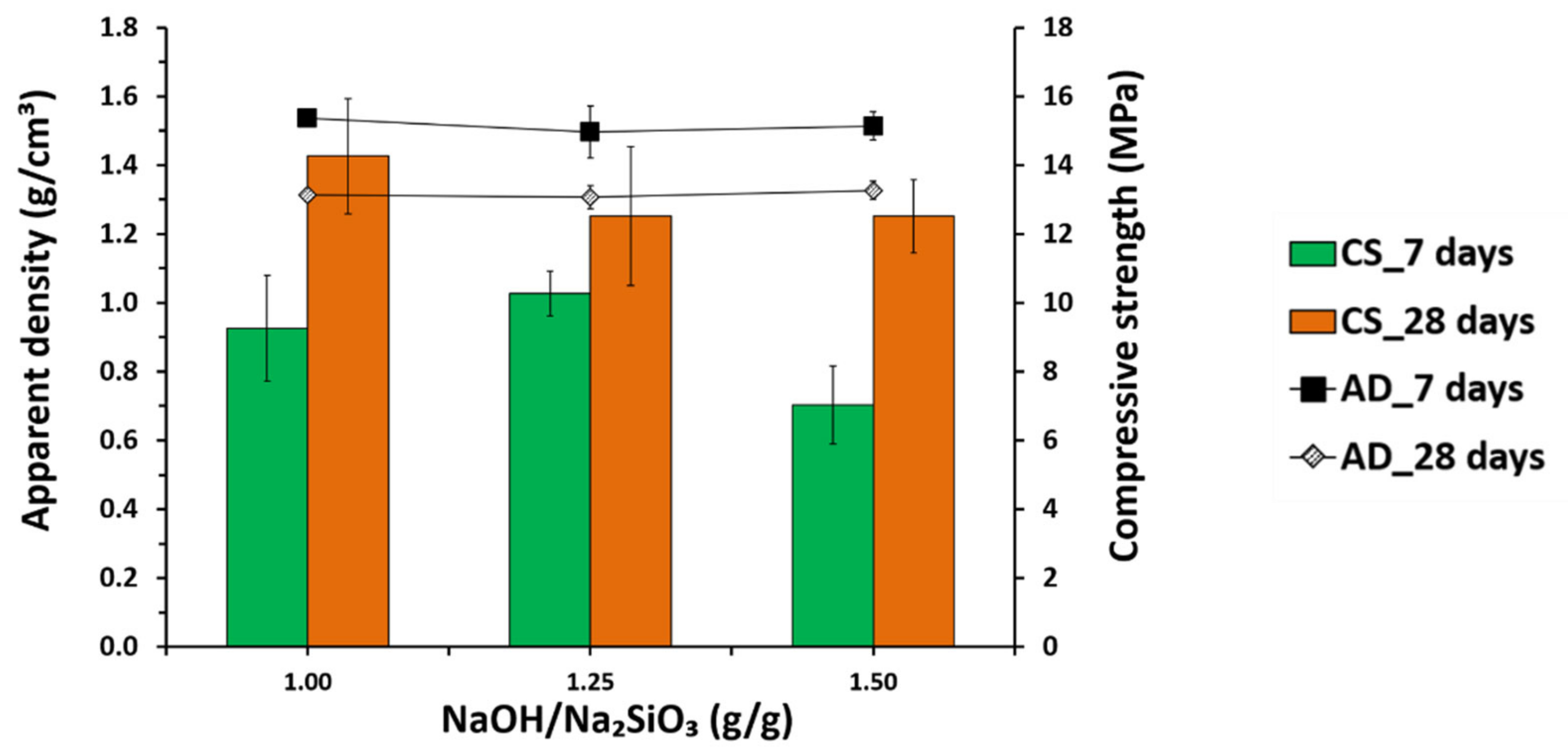
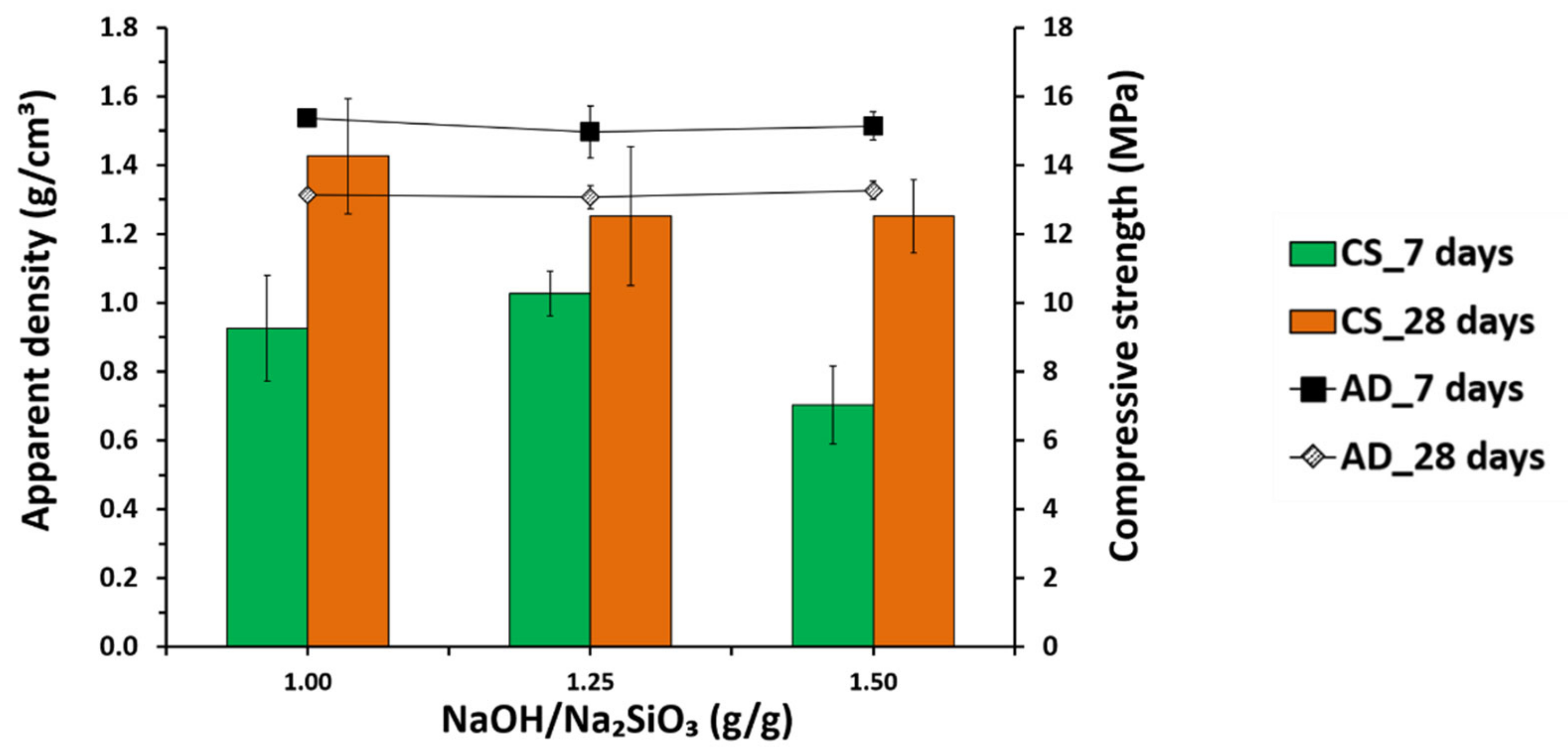
3.2.3. Influence of NaOH-to-Na2SiO3 Ratio
3.2.4. Influence of NaOH Molarity
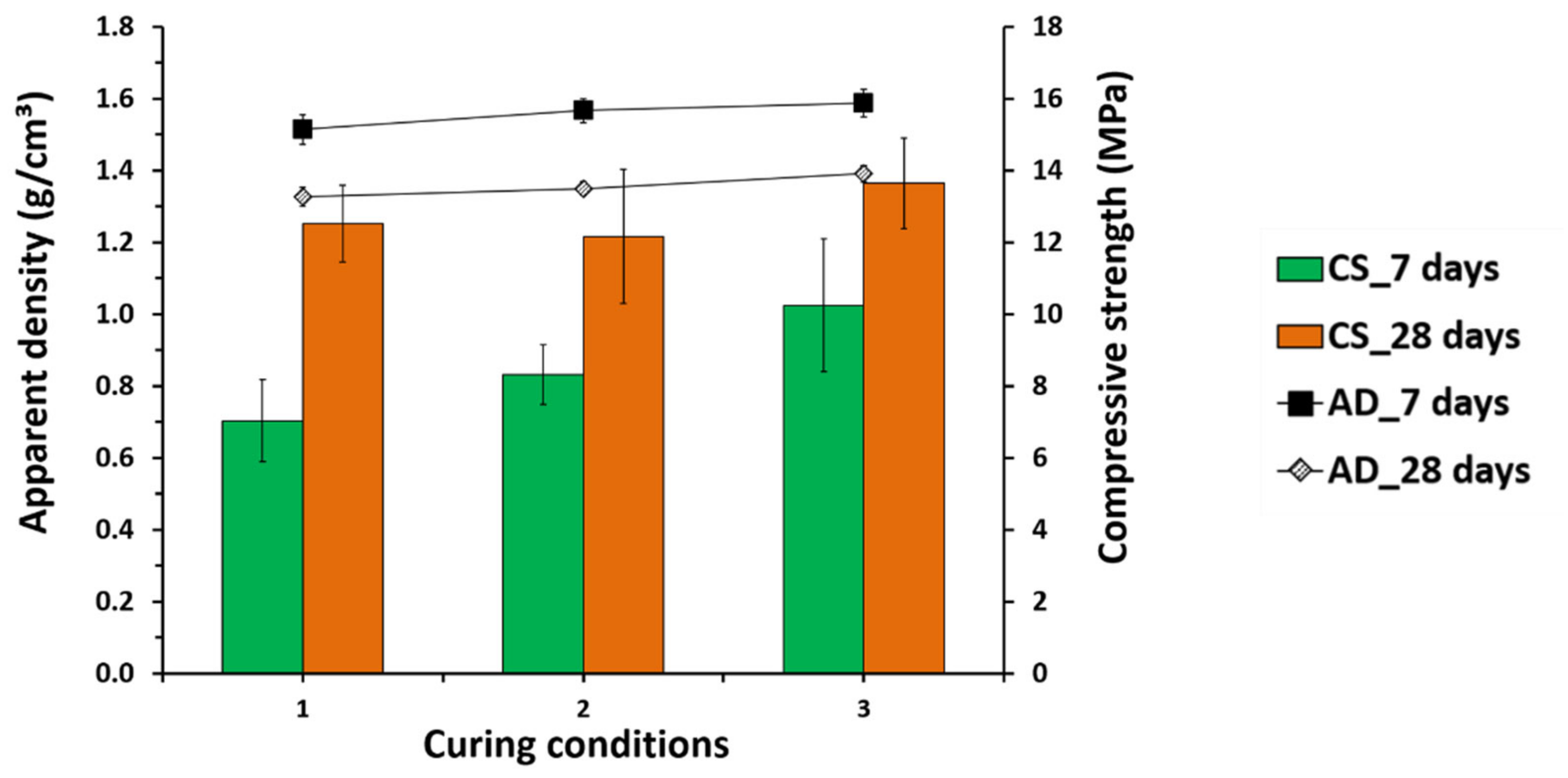
3.2.5. Effect of Curing Conditions
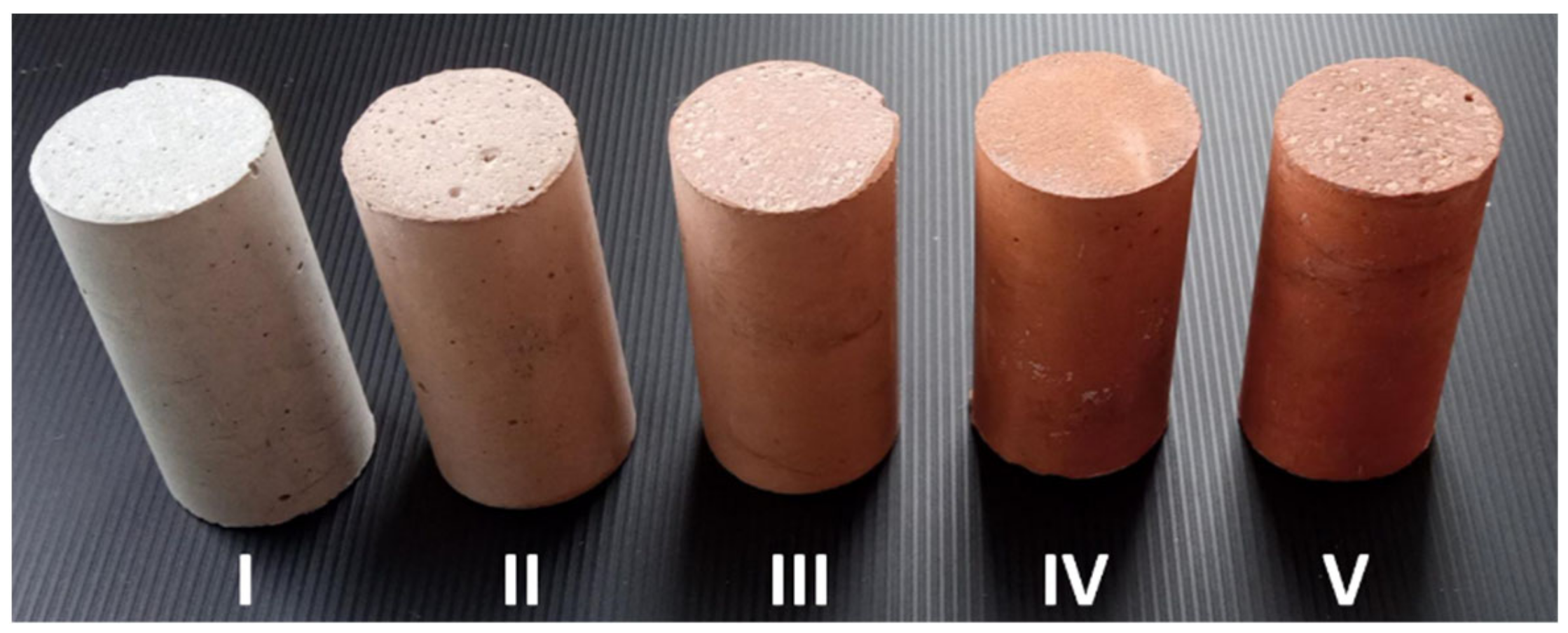
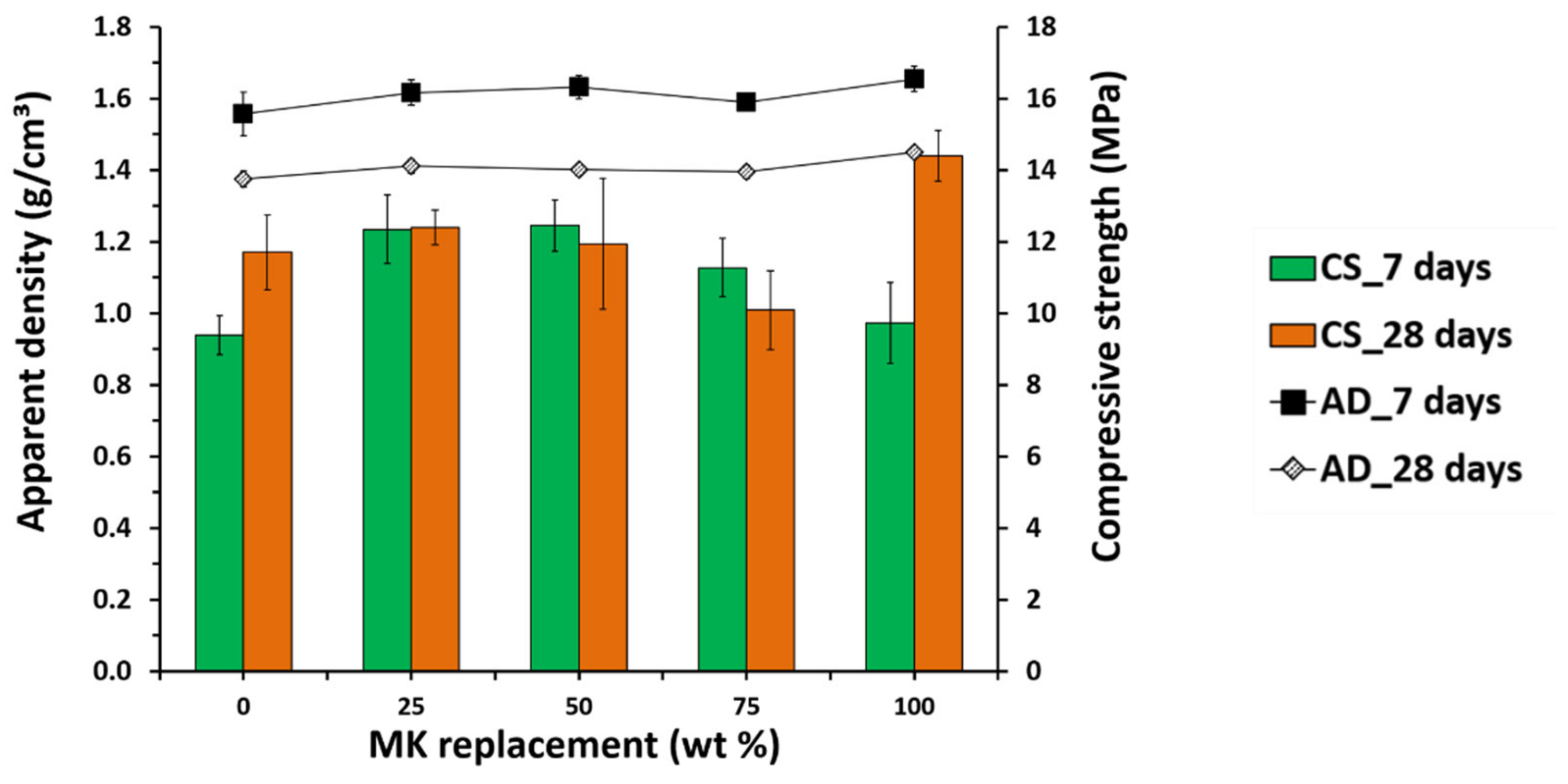
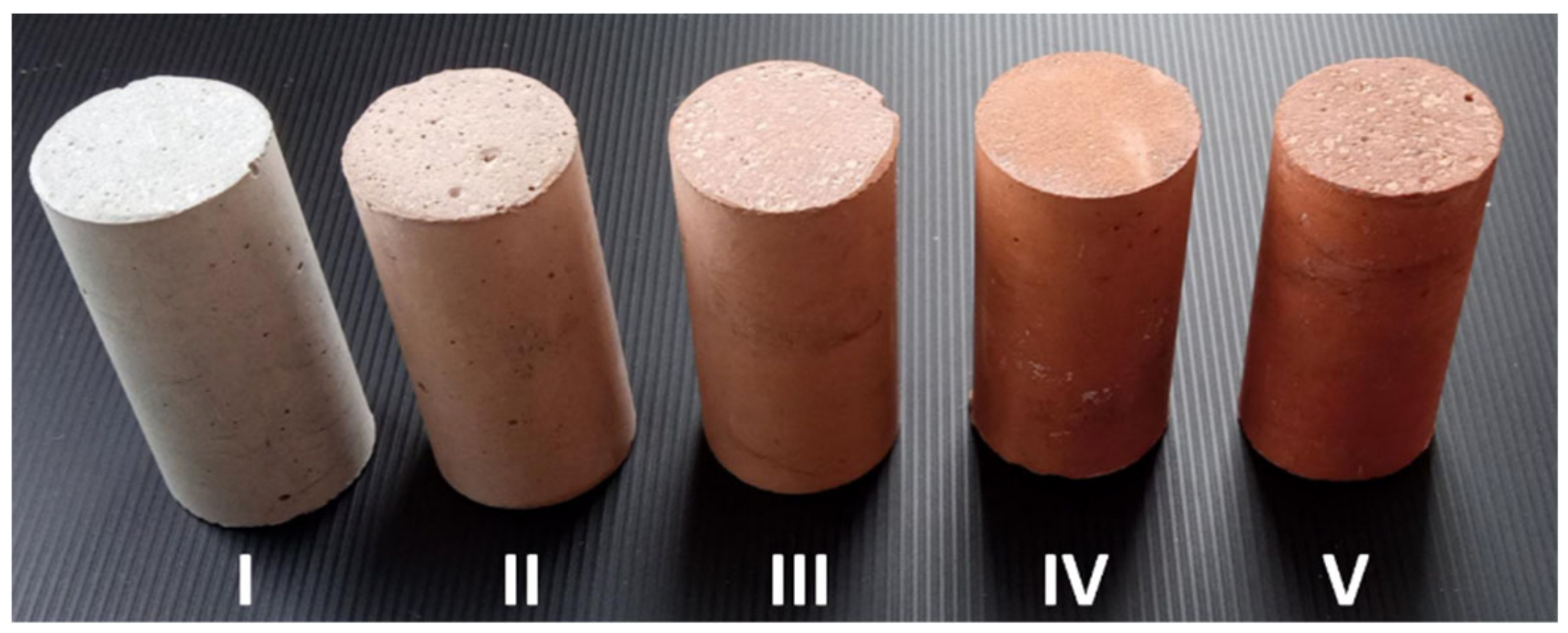
3.2.6. Influence of CRC Incorporation
3.3. Alkali Activated Mortars
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EPA USA. Inventory of U.S. Greenhouse Gas Emissions and Sinks. 8 February 2017. Available online: https://www.epa.gov/ghgemissions/inventory-us-greenhouse-gas-emissions-and-sinks (accessed on 8 June 2022).
- Habert, G.; Miller, S.A.; John, V.M.; Provis, J.L.; Favier, A.; Horvath, A.; Scrivener, K.L. Environmental impacts and decarbonization strategies in the cement and concrete industries. Nat. Rev. Earth Environ. 2020, 1, 559–573. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Abergel, T.; Dean, B.; Dulac, J.; Hamilton, I.; Wheeler, T. Global Status Report: Towards a Zero-Emission, Efficient and Resilient Buildings and Construction Sector. 2018. Available online: https://www.worldgbc.org/sites/default/files/2018%20GlobalABC%20Global%20Status%20Report.pdf (accessed on 10 June 2022).
- Favier, A.; De Wolf, C.; Scrivener, K.; Habert, G. A Sustainable Future for the European Cement and Concrete Industry: Technology Assessment for Full Decarbonisation of the Industry by 2050; ETH Zurich: Zurich, Switzerland, 2018. [Google Scholar]
- Amran, M.; Debbarma, S.; Ozbakkaloglu, T. Fly ash-based eco-friendly geopolymer concrete: A critical review of the long-term durability properties. Constr. Build. Mater. 2021, 270, 121857. [Google Scholar] [CrossRef]
- Gartner, E.; Sui, T. Alternative cement clinkers. Cem. Concr. Res. 2018, 114, 27–39. [Google Scholar] [CrossRef]
- Hertel, T.; Van den Bulck, A.; Onisei, S.; Sivakumar, P.P.; Pontikes, Y. Boosting the use of bauxite residue (red mud) in cement—Production of an Fe-rich calciumsulfoaluminate-ferrite clinker and characterisation of the hydration. Cem. Concr. Res. 2021, 145, 106463. [Google Scholar] [CrossRef]
- Ribeiro, F.R.C.; Modolo, R.C.E.; Kulakowski, M.P.; Brehm, F.A.; Moraes, C.A.M.; Ferreira, V.M.; Mesquita, E.F.T.; de Azevedo, A.R.G.; Monteiro, S.N. Production of Belite Based Clinker from Ornamental Stone Processing Sludge and Calcium Carbonate Sludge with Lower CO2 Emissions. Materials 2022, 15, 2352. [Google Scholar] [CrossRef]
- Sabbah, A.; Zhutovsky, S. Effect of sulfate content and synthesis conditions on phase composition of belite-ye’elimite-ferrite (BYF) clinker. Cem. Concr. Res. 2022, 155, 106745. [Google Scholar] [CrossRef]
- Tan, B.; Okoronkwo, M.U.; Kumar, A.; Ma, H. Durability of calcium sulfoaluminate cement concrete. J. Zhejiang Univ. Sci. A 2020, 21, 118–128. [Google Scholar] [CrossRef]
- Meyer, V.; de Cristofaro, N.; Bryant, J.; Sahu, S. Solidia Cement an Example of Carbon Capture and Utilization. Key Eng. Mater. 2018, 761, 197–203. [Google Scholar] [CrossRef]
- Bishnoi, S. Calcined Clays for Sustainable Concrete; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Dhandapani, Y.; Joseph, S.; Bishnoi, S.; Kunther, W.; Kanavaris, F.; Kim, T.; Irassar, E.; Castel, A.; Zunino, F.; Machner, A.; et al. Durability performance of binary and ternary blended cementitious systems with calcined clay: A RILEM TC 282 CCL review. Mater. Struct. 2022, 55, 145. [Google Scholar] [CrossRef]
- Ez-zaki, H.; Marangu, J.M.; Bellotto, M.; Dalconi, M.C.; Artioli, G.; Valentini, L. A Fresh View on Limestone Calcined Clay Cement (LC3) Pastes. Materials 2021, 14, 3037. [Google Scholar] [CrossRef] [PubMed]
- Sharma, M.; Bishnoi, S.; Martirena, F.; Scrivener, K. Limestone calcined clay cement and concrete: A state-of-the-art review. Cem. Concr. Res. 2021, 149, 106564. [Google Scholar] [CrossRef]
- Ascensão, G.; Marchi, M.; Segata, M.; Faleschini, F.; Pontikes, Y. Reaction kinetics and structural analysis of alkali activated Fe–Si–Ca rich materials. J. Clean. Prod. 2020, 246, 119065. [Google Scholar] [CrossRef]
- Novais, R.M.; Pullar, R.C.; Labrincha, J.A. Geopolymer foams: An overview of recent advancements. Prog. Mater. Sci. 2020, 109, 100621. [Google Scholar] [CrossRef]
- Palomo, A.; Maltseva, O.; Garcia-Lodeiro, I.; Fernández-Jiménez, A. Portland Versus Alkaline Cement: Continuity or Clean Break: “A Key Decision for Global Sustainability”. Front. Chem. 2021, 9, 705475. [Google Scholar] [CrossRef] [PubMed]
- Abdulkareem, M.; Havukainen, J.; Nuortila-Jokinen, J.; Horttanainen, M. Environmental and economic perspective of waste-derived activators on alkali-activated mortars. J. Clean. Prod. 2021, 280, 124651. [Google Scholar] [CrossRef]
- Abdulkareem, M.; Havukainen, J.; Horttanainen, M. How environmentally sustainable are fibre reinforced alkali-activated concretes? J. Clean. Prod. 2019, 236, 117601. [Google Scholar] [CrossRef]
- Fořt, J.; Mildner, M.; Keppert, M.; Černý, R. Waste solidified alkalis as activators of aluminosilicate precursors: Functional and environmental evaluation. J. Build. Eng. 2022, 54, 104598. [Google Scholar] [CrossRef]
- Habert, G.; Ouellet-Plamondon, C. Recent update on the environmental impact of geopolymers. RILEM Tech. Lett. 2016, 1, 17. [Google Scholar] [CrossRef]
- Mascarin, L.; Ez-zaki, H.; Garbin, E.; Bediako, M.; Valentini, L. Mitigating the ecological footprint of alkali-activated calcined clays by waste marble addition. Cem. Concr. Compos. 2022, 127, 104382. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Volcanic ash-based geopolymer cements/concretes: The current state of the art and perspectives. Environ. Sci. Pollut. Res. 2017, 24, 4433–4446. [Google Scholar] [CrossRef] [PubMed]
- Hamid, M.A.; Yaltay, N.; Türkmenoğlu, M. Properties of pumice-fly ash based geopolymer paste. Constr. Build. Mater. 2022, 316, 125665. [Google Scholar] [CrossRef]
- Tan, J.; Dan, H.; Ma, Z. Metakaolin based geopolymer mortar as concrete repairs: Bond strength and degradation when subjected to aggressive environments. Ceram. Int. 2022, 48, 23559–23570. [Google Scholar] [CrossRef]
- Novais, R.M.; Ascensão, G.; Seabra, M.P.; Labrincha, J.A. Waste glass from end-of-life fluorescent lamps as raw material in geopolymers. Waste Manag. 2016, 52, 245–255. [Google Scholar] [CrossRef] [PubMed]
- Ascensão, G.; Seabra, M.P.; Aguiar, J.B.; Labrincha, J.A. Red mud-based geopolymers with tailored alkali diffusion properties and pH buffering ability. J. Clean. Prod. 2017, 148, 23–30. [Google Scholar] [CrossRef]
- Giels, M.; Hertel, T.; Gijbels, K.; Schroeyers, W.; Pontikes, Y. High performance mortars from vitrified bauxite residue; the quest for the optimal chemistry and processing conditions. Cem. Concr. Res. 2022, 155, 106739. [Google Scholar] [CrossRef]
- Arnout, L.; Beersaerts, G.; Liard, M.; Lootens, D.; Pontikes, Y. Valorising Slags from Non-ferrous Metallurgy into Hybrid Cementitious Binders: Mix Design and Performance. Waste Biomass Valorization 2021, 12, 4679–4694. [Google Scholar] [CrossRef]
- Ascensão, G.; Beersaerts, G.; Marchi, M.; Segata, M.; Faleschini, F.; Pontikes, Y. Shrinkage and Mitigation Strategies to Improve the Dimensional Stability of CaO-FeOx-Al2O3-SiO2 Inorganic Polymers. Materials 2019, 12, 3679. [Google Scholar] [CrossRef]
- Klima, K.M.; Schollbach, K.; Brouwers, H.J.H.; Yu, Q. Thermal and fire resistance of Class F fly ash based geopolymers—A review. Constr. Build. Mater. 2022, 323, 126529. [Google Scholar] [CrossRef]
- Li, X.; Bai, C.; Qiao, Y.; Wang, X.; Yang, K.; Colombo, P. Preparation, properties and applications of fly ash-based porous geopolymers: A review. J. Clean. Prod. 2022, 359, 132043. [Google Scholar] [CrossRef]
- Novais, R.M.; Ascensão, G.; Tobaldi, D.M.; Seabra, M.P.; Labrincha, J.A. Biomass fly ash geopolymer monoliths for effective methylene blue removal from wastewaters. J. Clean. Prod. 2018, 171, 783–794. [Google Scholar] [CrossRef]
- Novais, R.M.; Buruberri, L.H.; Ascensão, G.; Seabra, M.P.; Labrincha, J.A. Porous biomass fly ash-based geopolymers with tailored thermal conductivity. J. Clean. Prod. 2016, 119, 99–107. [Google Scholar] [CrossRef]
- Rakhimova, N.R. A review of calcined clays and ceramic wastes as sources for alkali-activated materials. Geosystem Eng. 2020, 23, 287–298. [Google Scholar] [CrossRef]
- Beersaerts, G.; Ascensão, G.; Pontikes, Y. Modifying the pore size distribution in Fe-rich inorganic polymer mortars: An effective shrinkage mitigation strategy. Cem. Concr. Res. 2021, 141, 106330. [Google Scholar] [CrossRef]
- Ferone, C.; Liguori, B.; Capasso, I.; Colangelo, F.; Cioffi, R.; Cappelletto, E.; Di Maggio, R. Thermally treated clay sediments as geopolymer source material. Appl. Clay Sci. 2015, 107, 195–204. [Google Scholar] [CrossRef]
- Khalifa, A.Z.; Pontikes, Y.; Elsen, J.; Cizer, Ö. Comparing the reactivity of different natural clays under thermal and alkali activation. RILEM Tech. Lett. 2019, 4, 74–80. [Google Scholar] [CrossRef]
- Valentini, L.; Mascarin, L.; Dalconi, M.C.; Garbin, E.; Ferrari, G.; Artioli, G. Performance and Properties of Alkali-Activated Blend of Calcined Laterite and Waste Marble Powder. In Calcined Clays for Sustainable Concrete; Bishnoi, S., Ed.; RILEM Bookseries; Springer: Singapore, 2020; Volume 25, pp. 375–380. ISBN 9789811528057. [Google Scholar]
- Valentini, L.; Mascarin, L. Assessing the dimensional stability of alkali-activated calcined clays in the fresh state: A time-lapse X-ray imaging approach. Mater. Struct. 2021, 54, 35. [Google Scholar] [CrossRef]
- Khalifa, A.Z.; Cizer, Ö.; Pontikes, Y.; Heath, A.; Patureau, P.; Bernal, S.A.; Marsh, A.T.M. Advances in alkali-activation of clay minerals. Cem. Concr. Res. 2020, 132, 106050. [Google Scholar] [CrossRef]
- Lopes, C.; Lisboa, V.; Carvalho, J.; Mateus, A.; Martins, L. Challenges to access and safeguard mineral resources for society: A case study of kaolin in Portugal. Land Use Policy 2018, 79, 263–284. [Google Scholar] [CrossRef]
- Reichl, C.; Schatz, M.; Zsak, G. World Mining Data 2018 Iron and Ferro Alloy Metals Non-Ferrous Metals Precious Metals Industrial Minerals Mineral Fuels. 2018. Available online: https://www.world-mining-data.info/wmd/downloads/PDF/WMD2018.pdf (accessed on 28 June 2022).
- Peys, A.; White, C.E.; Rahier, H.; Blanpain, B.; Pontikes, Y. Alkali-activation of CaO-FeOx-SiO2 slag: Formation mechanism from in-situ X-ray total scattering. Cem. Concr. Res. 2019, 122, 179–188. [Google Scholar] [CrossRef]
- Simon, S.; Gluth, G.J.G.; Peys, A.; Onisei, S.; Banerjee, D.; Pontikes, Y. The fate of iron during the alkali-activation of synthetic (CaO-)FeOx-SiO2 slags: An Fe K -edge XANES study. J. Am. Ceram. Soc. 2018, 101, 2107–2118. [Google Scholar] [CrossRef]
- Ascensão, G.; Faleschini, F.; Marchi, M.; Segata, M.; Van De Sande, J.; Rahier, H.; Bernardo, E.; Pontikes, Y. High-Temperature Behavior of CaO-FeOx-Al2O3-SiO2-Rich Alkali Activated Materials. Appl. Sci. 2022, 12, 2572. [Google Scholar] [CrossRef]
- EN 1015-11:2019; Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. European Committee for Standardization: Brussels, Belgium, 2019.
- ASTM International. Standard Test Method for Obtaining and Testing Drilled Cores and Sawed Beams of Concrete. Available online: https://www.astm.org/c0042_c0042m-12.html (accessed on 15 July 2022).
- EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). European Committee for Standardization: Brussels, Belgium, 2007. Available online: https://www.en-standard.eu/din-en-1015-3-methods-of-test-for-mortar-for-masonry-part-3-determination-of-consistence-of-fresh-mortar-by-flow-table-includes-amendments-a1-2004-a2-2006/ (accessed on 15 July 2022).
- EN 1015-6; Methods of Test for Mortar for Masonry Determination of Bulk Density of Fresh Mortar. European Committee for Standardization. European Committee for Standardization: Brussels, Belgium, 2007. Available online: https://www.en-standard.eu/search/?q=EN+1015-6 (accessed on 15 July 2022).
- EN 12504-4; Testing Concrete in Structures—Part 4: Determination of Ultrasonic Pulse Velocity. European Committee for Standardization. European Committee for Standardization: Brussels, Belgium, 2021. Available online: https://www.en-standard.eu/csn-en-12504-4-testing-concrete-in-structures-part-4-determination-of-ultrasonic-pulse-velocity/ (accessed on 29 July 2022).
- EN 12504-4; EN 1015-18:2002 Methods of Test for Mortar for Masonry Determination of Water Absorption Coefficient Due to Capillary Action of Hardened Mortar. European Committee for Standardization: Brussels, Belgium, 2002. Available online: https://www.en-standard.eu/bs-en-1015-18-2002-methods-of-test-for-mortar-for-masonry-determination-of-water-absorption-coefficient-due-to-capillary-action-of-hardened-mortar/ (accessed on 15 July 2022).
- Merabtene, M.; Kacimi, L.; Clastres, P. Elaboration of geopolymer binders from poor kaolin and dam sludge waste. Heliyon 2019, 5, e01938. [Google Scholar] [CrossRef]
- Ferraz, E.; Andrejkovičová, S.; Hajjaji, W.; Velosa, A.L.; Silva, A.S.; Rocha, F. Pozzolanic activity of metakaolins by the French standard of the modified Chapelle test: A direct methology. Acta Geodyn. Geomater. 2015, 12, 289–298. [Google Scholar] [CrossRef]
- Oshani, F.; Allahverdi, A.; Kargari, A.; Norouzbeigi, R.; Mahmoodi, N.M. Effect of preparation parameters on properties of metakaolin-based geopolymer activated by silica fume-sodium hydroxide alkaline blend. J. Build. Eng. 2022, 104984. [Google Scholar] [CrossRef]
- Sukontasukkul, P.; Chindaprasirt, P.; Pongsopha, P.; Phoo-Ngernkham, T.; Tangchirapat, W.; Banthia, N. Effect of fly ash/silica fume ratio and curing condition on mechanical properties of fiber-reinforced geopolymer. J. Sustain. Cem. Based Mater. 2020, 9, 218–232. [Google Scholar] [CrossRef]
- Park, S.; Yu, J.; Oh, J.E.; Pyo, S. Effect of Silica Fume on the Volume Expansion of Metakaolin-Based Geopolymer Considering the Silicon-to-Aluminum Molar Ratio. Int. J. Concr. Struct. Mater. 2022, 16, 20. [Google Scholar] [CrossRef]
- Albidah, A.; Alghannam, M.; Abbas, H.; Almusallam, T.; Al-Salloum, Y. Characteristics of metakaolin-based geopolymer concrete for different mix design parameters. J. Mater. Res. Technol. 2021, 10, 84–98. [Google Scholar] [CrossRef]
- Supit, S.W.M.; Olivia, M. Compressive strength and sulfate resistance of metakaolin-based geopolymer mortar with different ratio of alkaline activator. Mater. Today Proc. 2022, S2214785322045333. [Google Scholar] [CrossRef]
- Zhao, Y.; Wnag, H.; He, Y.; Yang, L.; Wu, H. Effect of Na+ on hydration degree of alkali activated metakaolin polymer. Mag. Civ. Eng. 2022, 112, 11208. [Google Scholar] [CrossRef]
- Dimas, D.; Giannopoulou, I.; Panias, D. Polymerization in sodium silicate solutions: A fundamental process in geopolymerization technology. J. Mater. Sci. 2009, 44, 3719–3730. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture Proportion (wt.%) | S/L * | C/S * | SH/SS * | NaOH | Curing Cond. | Factor | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| MK | SF | CRC | NaOH | Na2SiO3 | wt.% | wt.% | wt.% | mol/dm3 | |||
| SL0.90 | 37.8 | 9.5 | 0.0 | 31.7 | 21.1 | 0.9 | 4.0 | 1.50 | 10.0 | C1 | S/L ratio |
| SL1.00 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C1 | |
| SL1.10 | 42.0 | 10.5 | 0.0 | 28.5 | 19.0 | 1.1 | 4.0 | 1.50 | 10.0 | C1 | |
| CS4.00 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C1 | C/S ratio |
| CS3.50 | 38.9 | 11.1 | 0.0 | 30.0 | 20.0 | 1.0 | 3.5 | 1.50 | 10.0 | C1 | |
| CS3.00 | 37.5 | 12.5 | 0.0 | 30.0 | 20.0 | 1.0 | 3.0 | 1.50 | 10.0 | C1 | |
| HS1.50 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C1 | SH/SS ratio |
| HS1.25 | 40.0 | 10.0 | 0.0 | 27.8 | 22.2 | 1.0 | 4.0 | 1.25 | 10.0 | C1 | |
| HS1.00 | 40.0 | 10.0 | 0.0 | 25.0 | 25.0 | 1.0 | 4.0 | 1.00 | 10.0 | C1 | |
| M8 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 8.0 | C1 | NaOH M |
| M10 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C1 | |
| M12 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 12.0 | C1 | |
| C1 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C1 | Curing cond. |
| C2 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C2 | |
| C3 | 40.0 | 10.0 | 0.0 | 30.0 | 20.0 | 1.0 | 4.0 | 1.50 | 10.0 | C3 | |
| R0 | 37.5 | 12.5 | 0.0 | 25.0 | 25.0 | 1.0 | 3.0 | 1.00 | 12.0 | C3 | CRC dosage |
| R25 | 28.1 | 12.5 | 9.4 | 25.0 | 25.0 | 1.0 | 3.0 | 1.00 | 12.0 | C3 | |
| R50 | 18.8 | 12.5 | 18.8 | 25.0 | 25.0 | 1.0 | 3.0 | 1.00 | 12.0 | C3 | |
| R75 | 9.4 | 12.5 | 28.1 | 25.0 | 25.0 | 1.0 | 3.0 | 1.00 | 12.0 | C3 | |
| R100 | 0.0 | 12.5 | 37.5 | 25.0 | 25.0 | 1.0 | 3.0 | 1.00 | 12.0 | C3 | |
| C1 | 40 °C ± 95 RH | 20 °C ± 95% RH | 20 °C ± 65 RH | |
| 1 day | 6 days | 21 days | ||
| C2 | 20 °C ± 95 RH | 40 °C ± 95 RH | 20 °C ± 95 RH | 20 °C ± 65 RH |
| 1 day | 1 day | 5 days | 21 days | |
| C3 | 20 °C ± 95 RH | 40 °C ± 95 RH | 20 °C ± 95 RH | 20 °C ± 65 RH |
| 1 day | 5 days | 1 day | 21 days | |
 | ||||
| Time (days) | ||||
| LOI * | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | TiO2 | K2O | Na2O | Others | |
|---|---|---|---|---|---|---|---|---|---|---|
| MK | 1.9 | 57.0 | 34.5 | 0.2 | 1.2 | 0.2 | 1.8 | 0.4 | nd * | 2.9 |
| CRC | 1.2 | 56.0 | 33.9 | 0.2 | 4.2 | 0.5 | 0.4 | 3.4 | 0.1 | 0.3 |
| SF | 1.3 | 97.4 | 0.5 | 0.2 | nd * | 0.1 | nd * | 0.2 | 0.2 | 0.2 |
| Material | Mean Particle Size (µm) | D10 (µm) | D50 (µm) | D90 (µm) |
|---|---|---|---|---|
| MK | 7.73 | 1.41 | 6.22 | 16.92 |
| SF | 18.11 | 2.70 | 17.77 | 35.16 |
| RC | 5.43 | 0.94 | 4.37 | 11.74 |
| CRC | 5.33 | 0.88 | 4.25 | 11.66 |
| Water Absorption (WA) | Open Porosity (OP) | |
|---|---|---|
| % | % | |
| SL0.90 | 15.68 ± 0.16 | 24.18 ± 0.17 |
| SL1.00 | 14.34 ± 0.07 | 22.48 ± 0.15 |
| SL1.10 | 14.96 ± 0.66 | 24.23 ± 1.09 |
| CS4.00 | 14.34 ± 0.07 | 22.48 ± 0.15 |
| CS3.50 | 14.35 ± 0.20 | 22.23 ± 0.37 |
| CS3.00 | 14.45 ± 0.73 | 22.09 ± 0.91 |
| HS1.50 | 14.34 ± 0.07 | 22.48 ± 0.15 |
| HS1.25 | 15.47 ± 0.12 | 24.38 ± 0.16 |
| HS1.00 | 15.51 ± 0.17 | 24.50 ± 0.38 |
| M8 | 19.02 ± 0.27 | 29.36 ± 0.47 |
| M10 | 14.34 ± 0.07 | 22.48 ± 0.15 |
| M12 | 11.82 ± 0.28 | 18.56 ± 0.61 |
| C1 | 14.34 ± 0.07 | 22.48 ± 0.15 |
| C2 | 16.98 ± 0.22 | 27.90 ± 0.45 |
| C3 | 15.16 ± 0.07 | 24.78 ± 0.24 |
| R0 | 13.58 ± 0.72 | 21.81 ± 1.79 |
| R25 | 14.27 ± 0.14 | 23.90 ± 0.15 |
| R50 | 14.71 ± 0.82 | 24.08 ± 1.39 |
| R75 | 13.00 ± 0.11 | 21.07 ± 0.20 |
| R100 | 10.77 ± 0.16 | 17.54 ± 0.27 |
| Code | SV (mm) * | FD (g/cm3) * | AD (g/cm3) * | EM (GPa) * | WA (%) * | CI * |
|---|---|---|---|---|---|---|
| MR0 | 180 ± 5 | 2.01 | 1.78 ± 0.00 | 15.4 ± 0.0 | 6.7 ± 0.0 | 0.118 ± 0.002 |
| MR25 | 175 ± 5 | 1.99 | 1.85 ± 0.02 | 16.8 ± 0.2 | 7.0 ± 0.3 | 0.138 ± 0.002 |
| MR50 | 175 ± 10 | 2.01 | 1.88 ± 0.07 | 16.3 ± 0.5 | 7.5 ± 0.3 | 0.120 ± 0.007 |
| MR75 | 175 ± 5 | 2.00 | 1.91 ± 0.01 | 16.8 ± 0.1 | 4.1 ± 0.7 | 0.128 ± 0.006 |
| MR100 | 170 ± 5 | 2.05 | 1.99 ± 0.01 | 14.7 ± 0.1 | 3.0 ± 0.2 | 0.101 ± 0.000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ascensão, G.; Bernardo, E.; Ferreira, V.M. An Investigation on the Synthesis of Alkali Activated Materials from Thermally Modified Clays. Appl. Sci. 2022, 12, 9085. https://doi.org/10.3390/app12189085
Ascensão G, Bernardo E, Ferreira VM. An Investigation on the Synthesis of Alkali Activated Materials from Thermally Modified Clays. Applied Sciences. 2022; 12(18):9085. https://doi.org/10.3390/app12189085
Chicago/Turabian StyleAscensão, Guilherme, Enrico Bernardo, and Victor M. Ferreira. 2022. "An Investigation on the Synthesis of Alkali Activated Materials from Thermally Modified Clays" Applied Sciences 12, no. 18: 9085. https://doi.org/10.3390/app12189085
APA StyleAscensão, G., Bernardo, E., & Ferreira, V. M. (2022). An Investigation on the Synthesis of Alkali Activated Materials from Thermally Modified Clays. Applied Sciences, 12(18), 9085. https://doi.org/10.3390/app12189085