
Enhanced Adhesion—Efficient Demolding Integration DLP 3D Printing Device

 , ,
, ,
Abstract
:1. Introduction
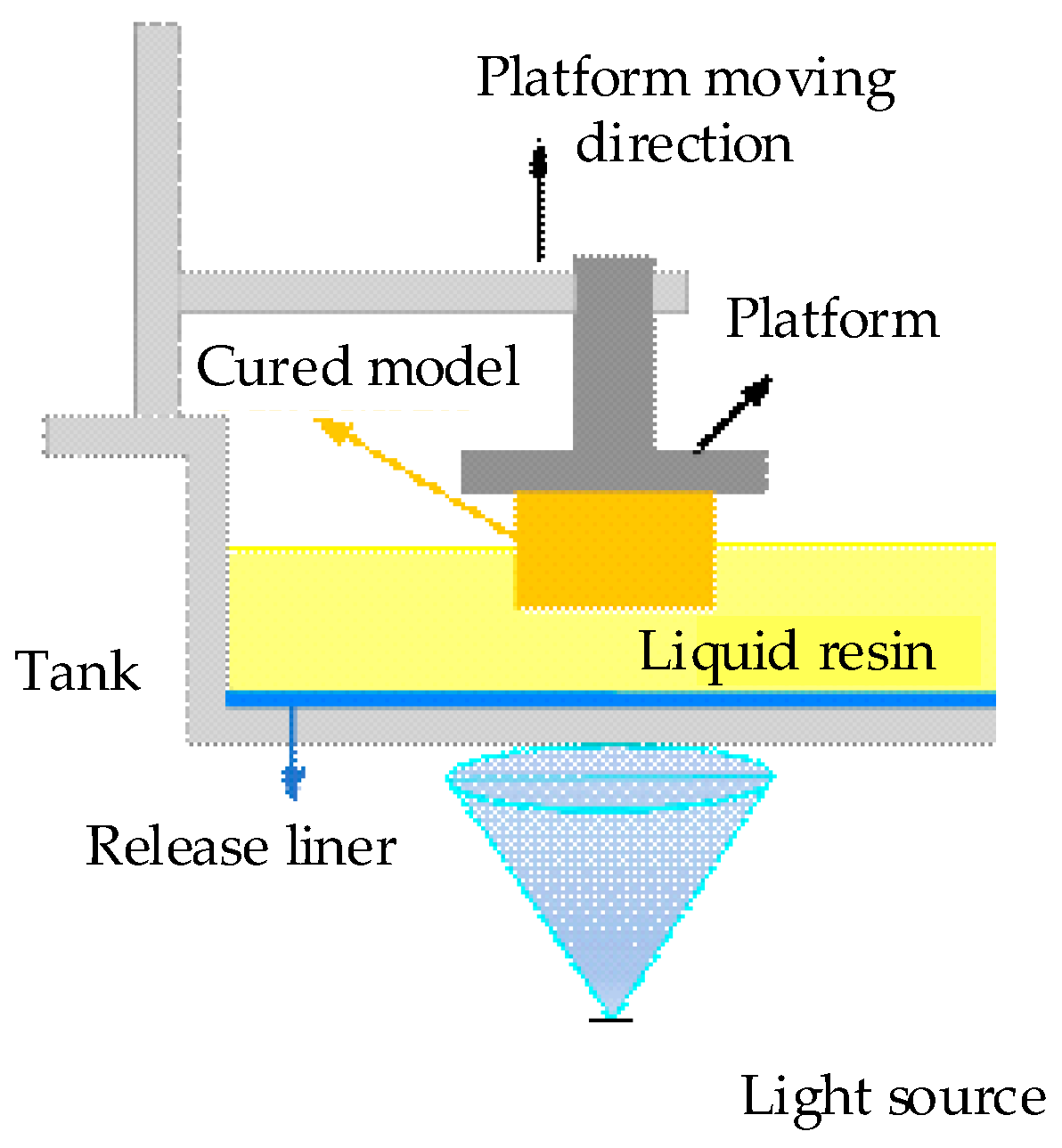
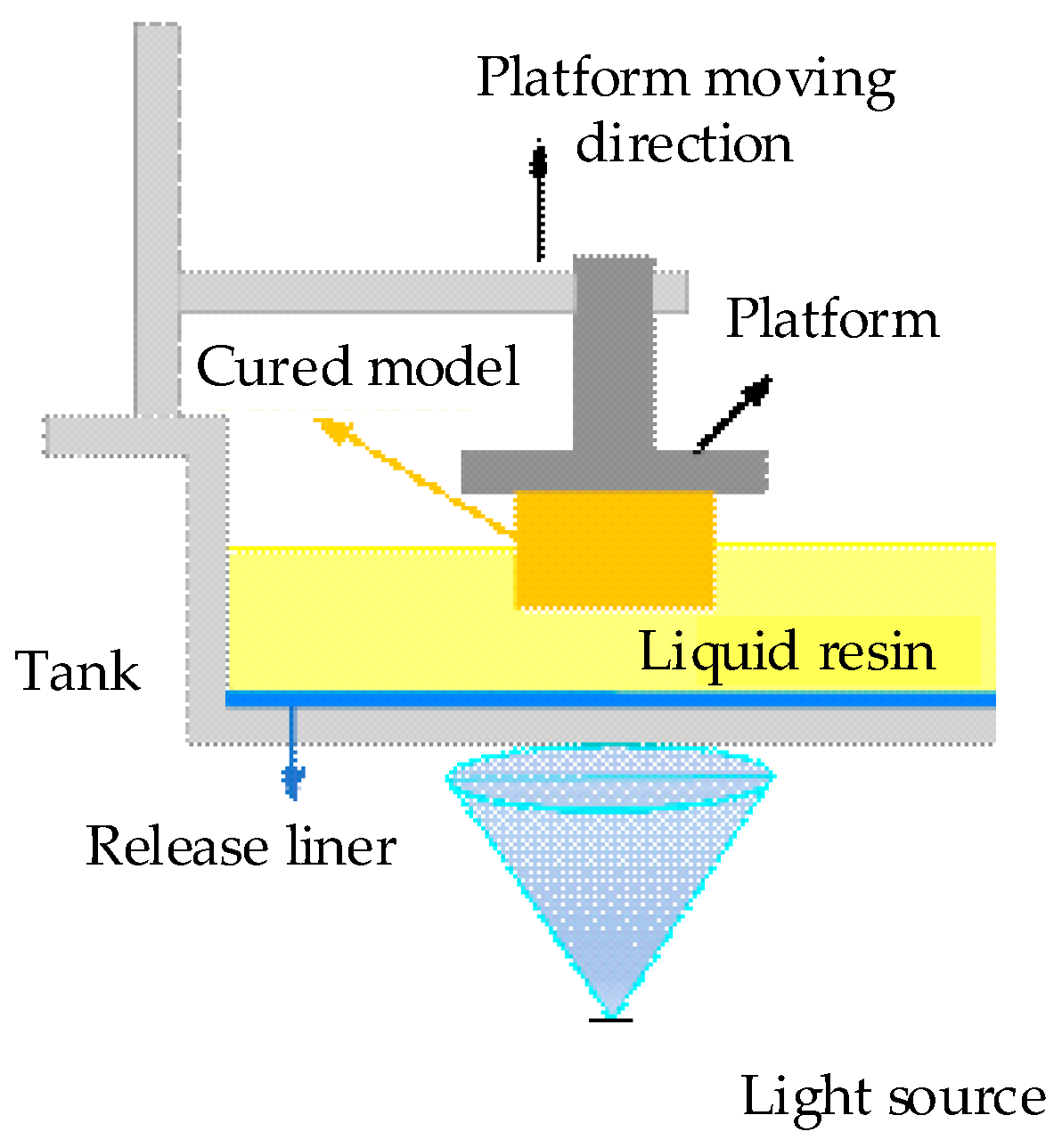
2. DLP 3D Printing Forming Principle
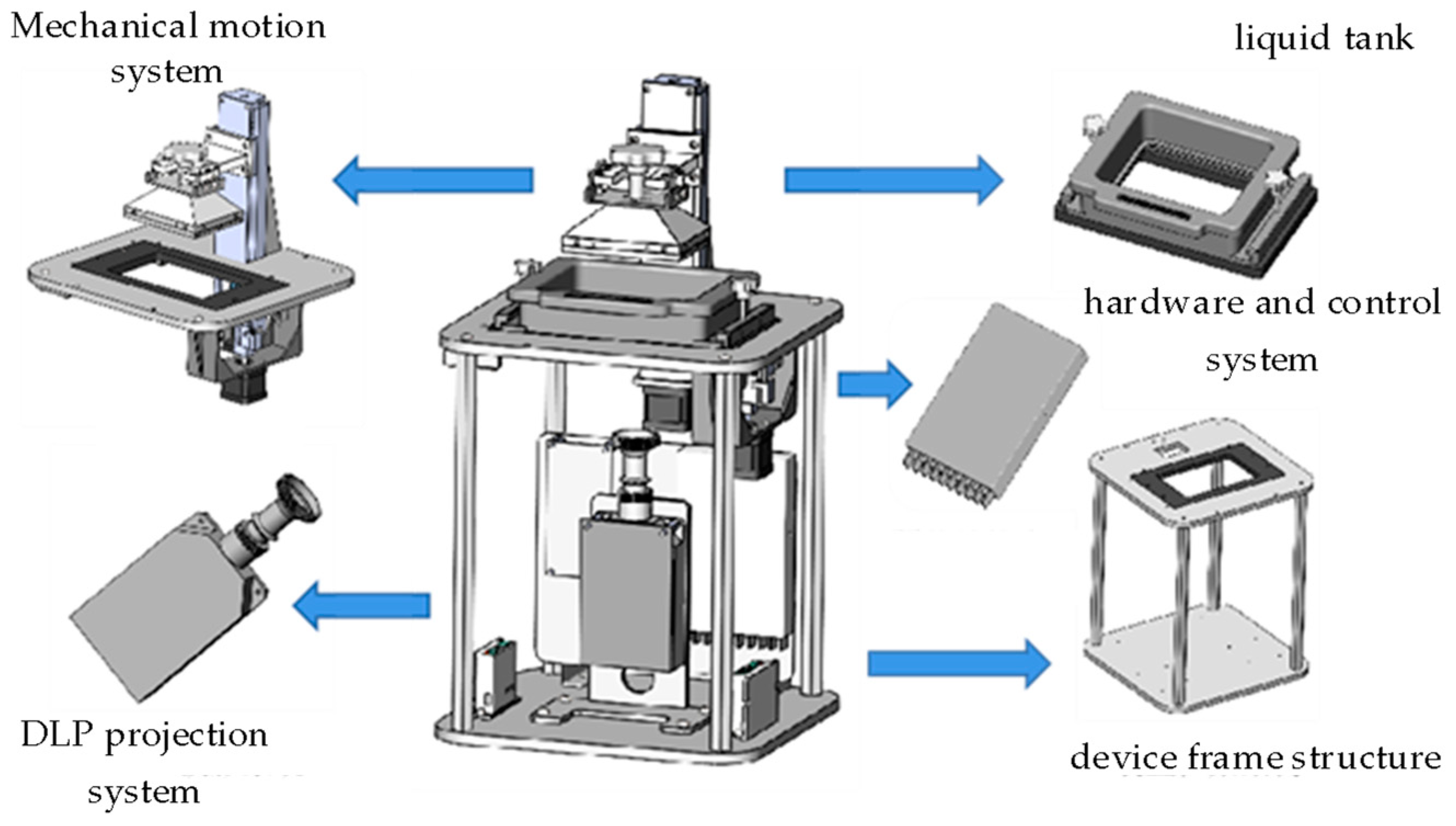
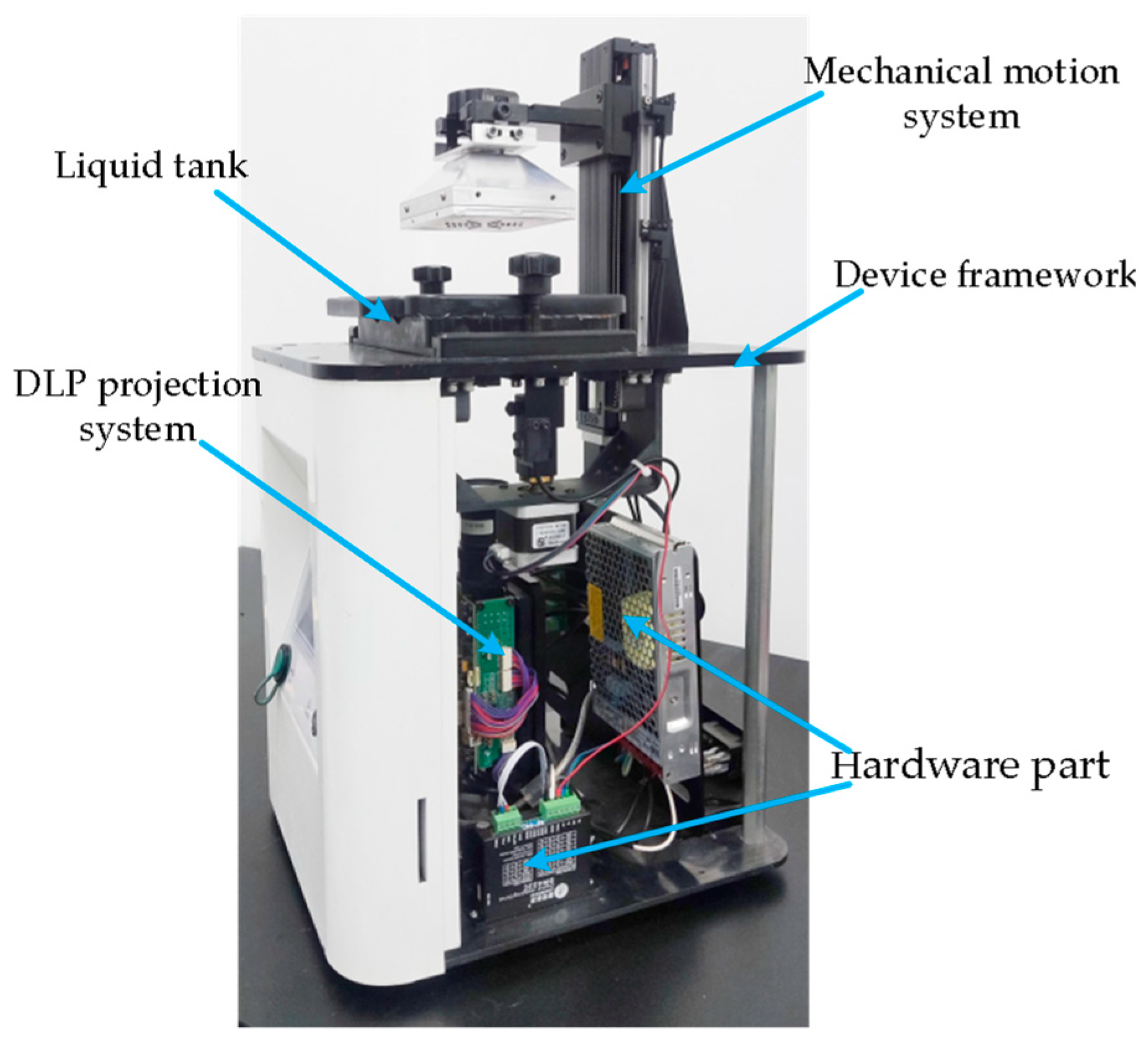
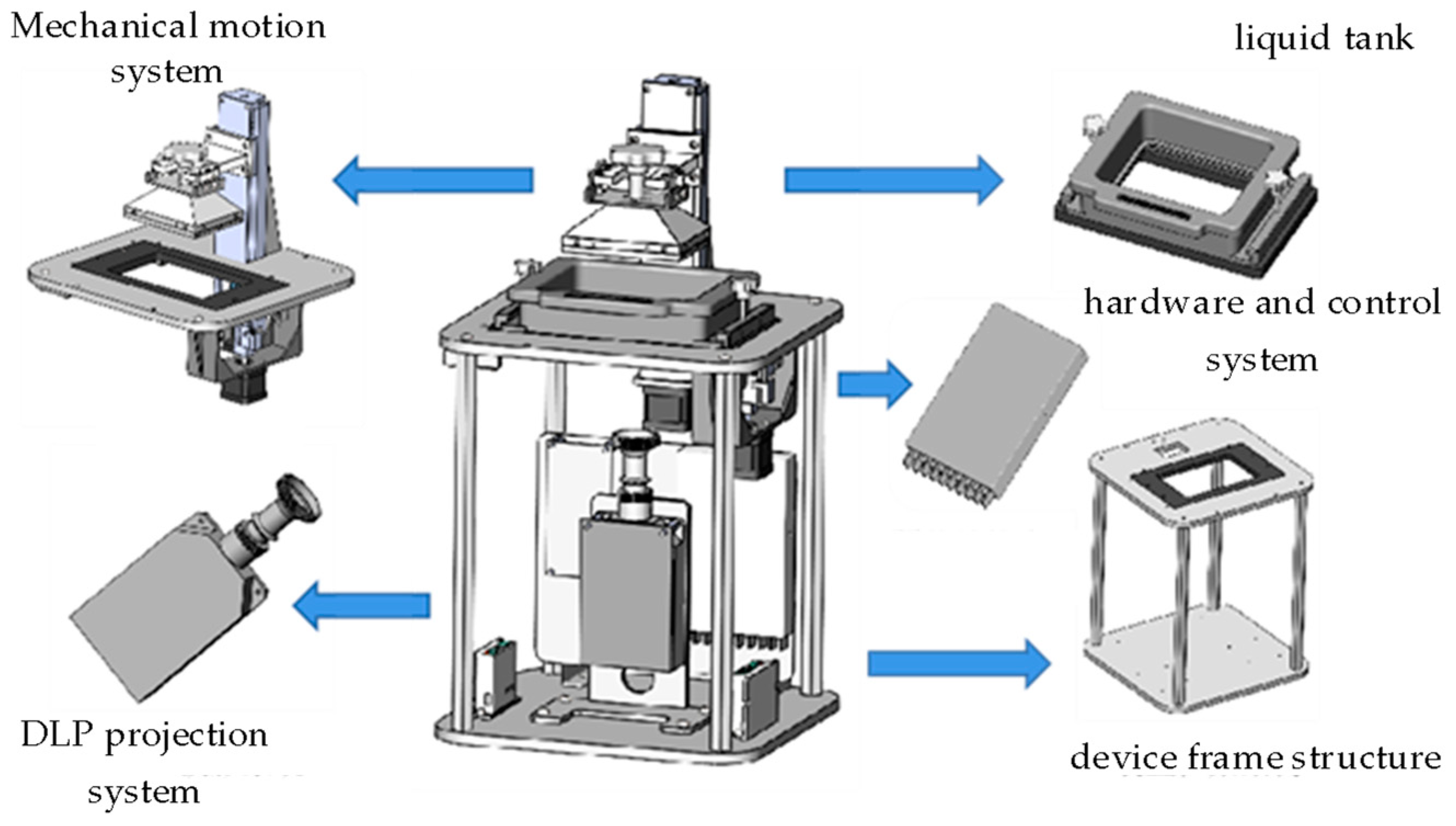
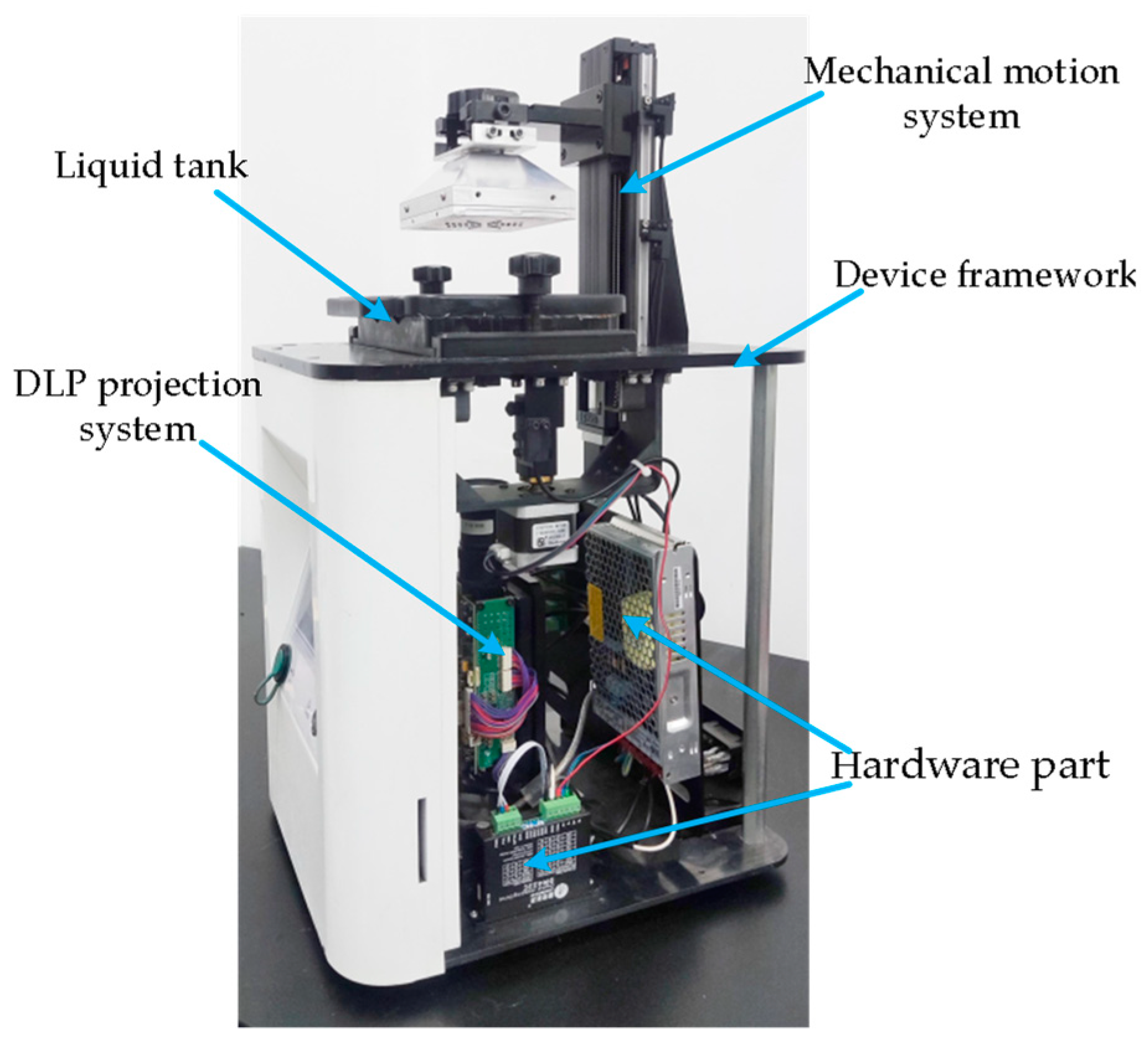
3. Overall Scheme Design
3.1. DLP Projection System
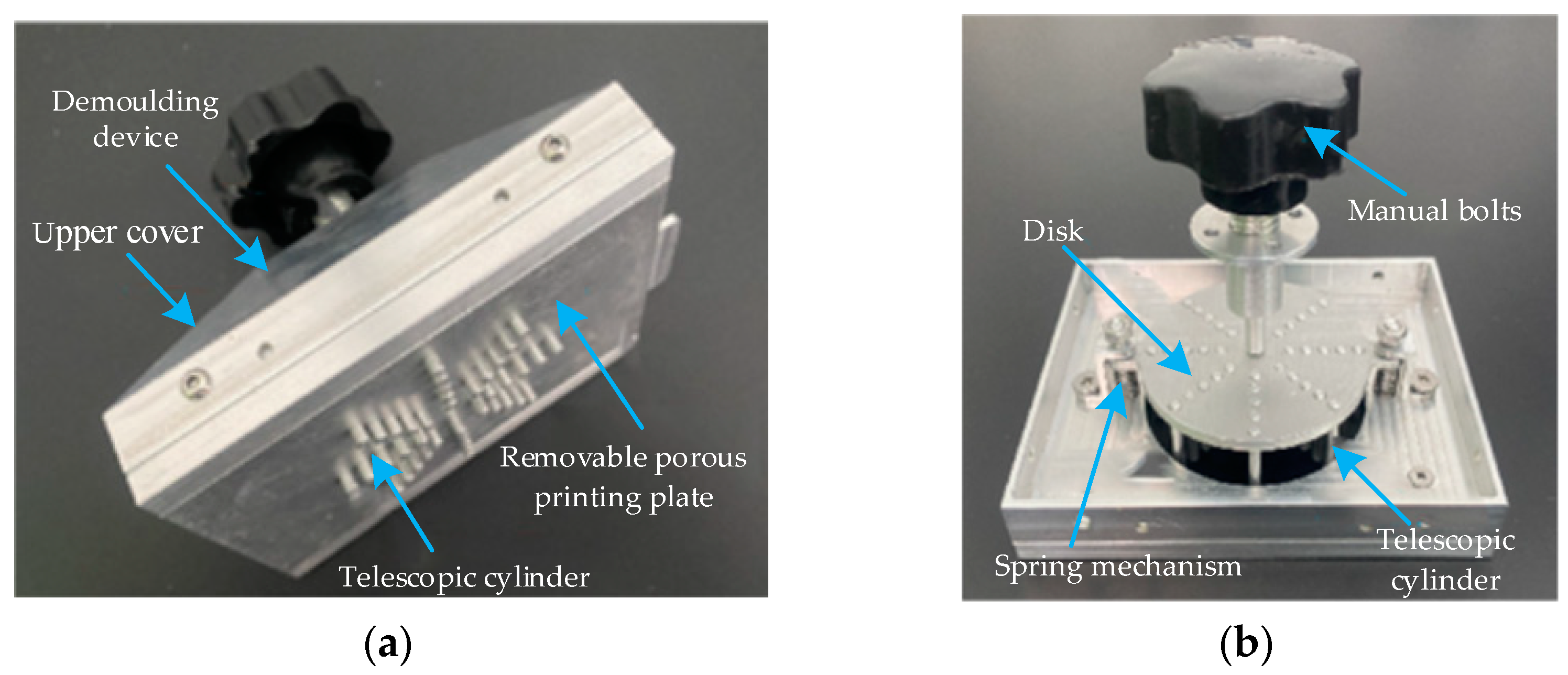
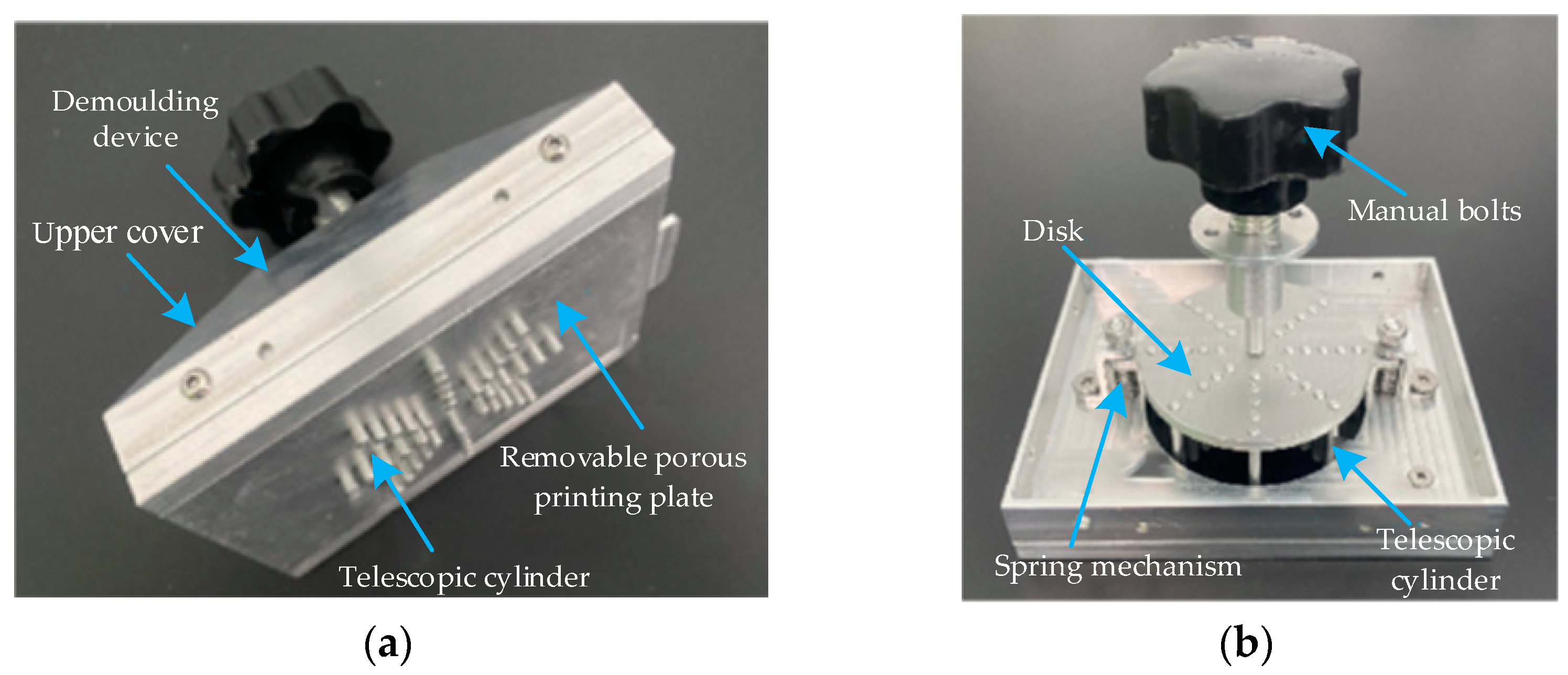
3.1.1. Printing Platform
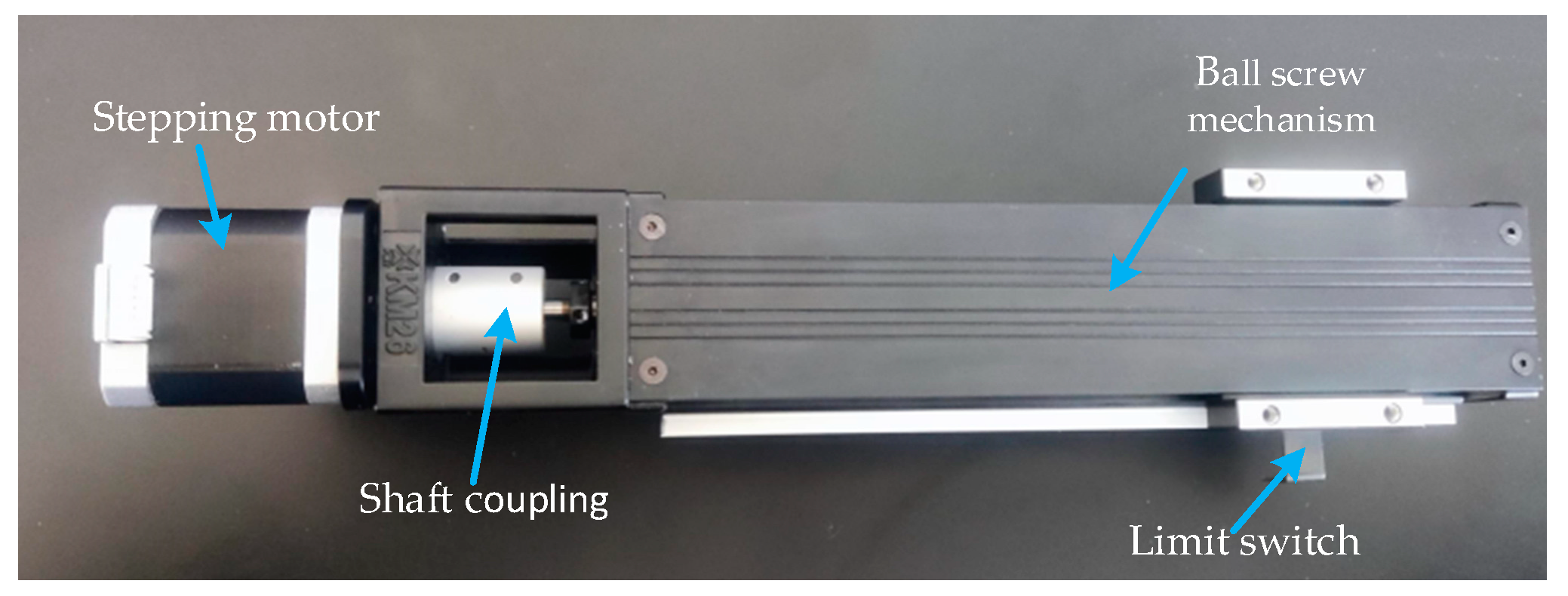
3.1.2. Z-Axis Motion Mechanism
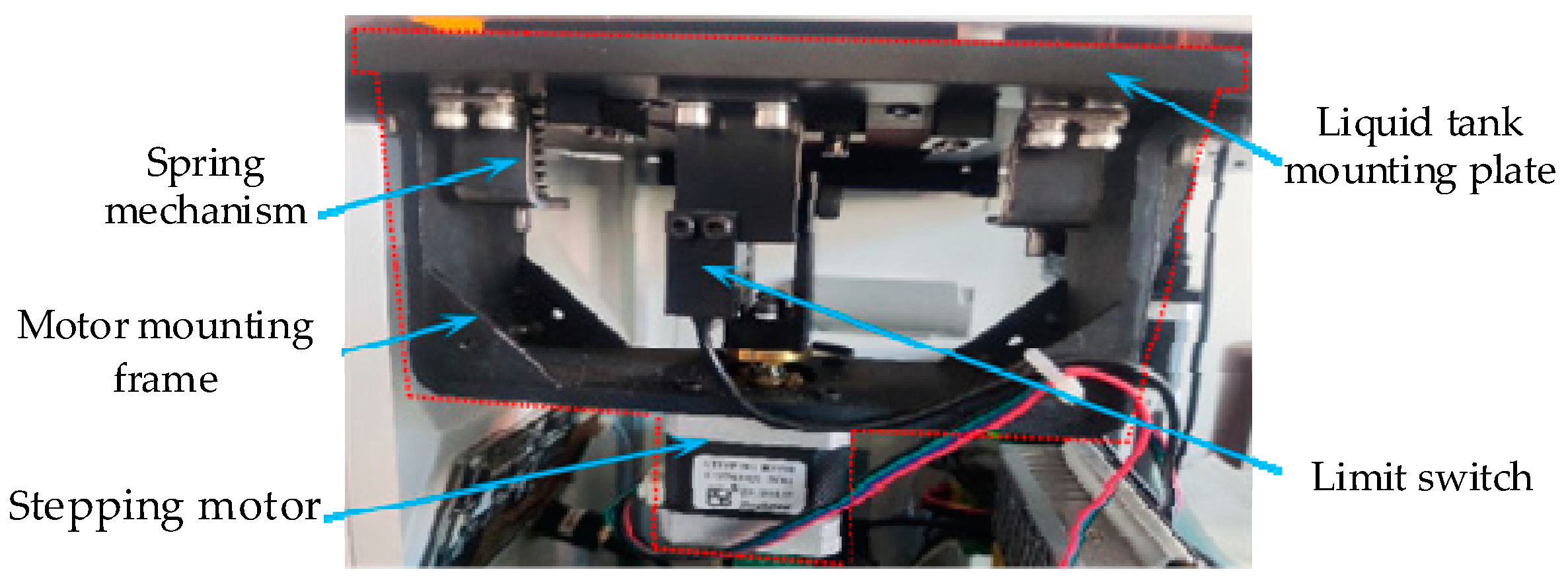
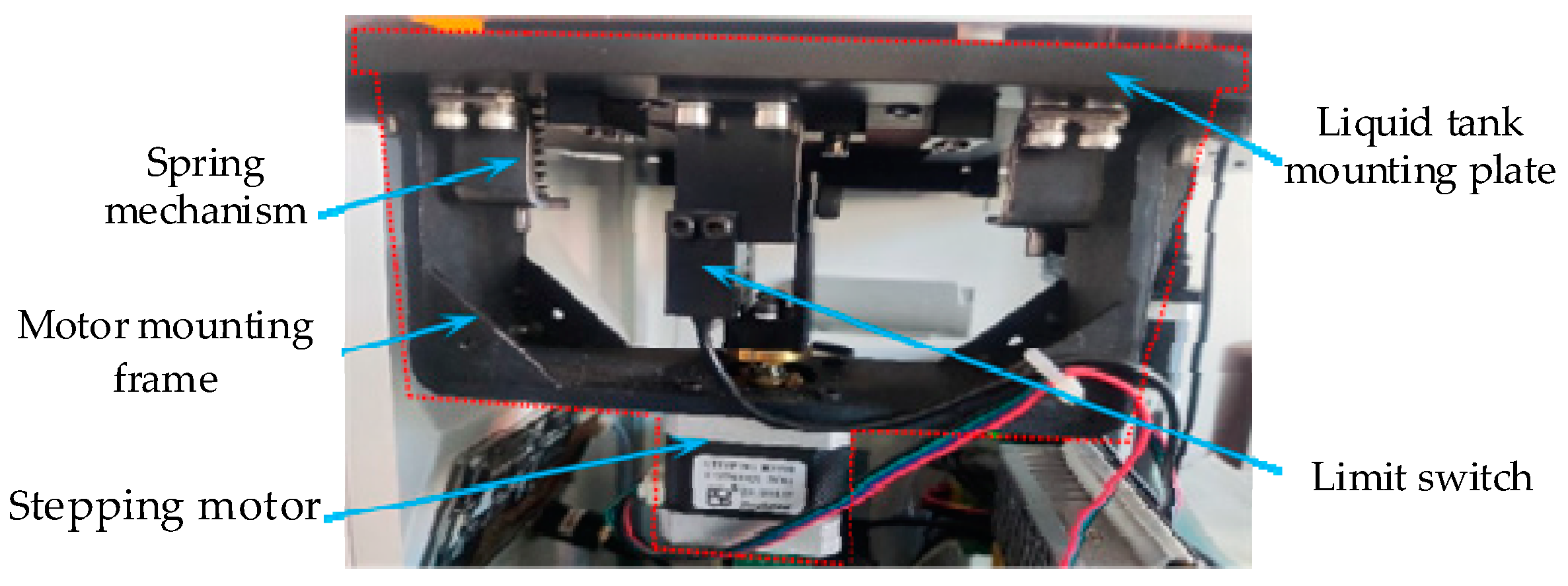
3.1.3. Swing Mechanism
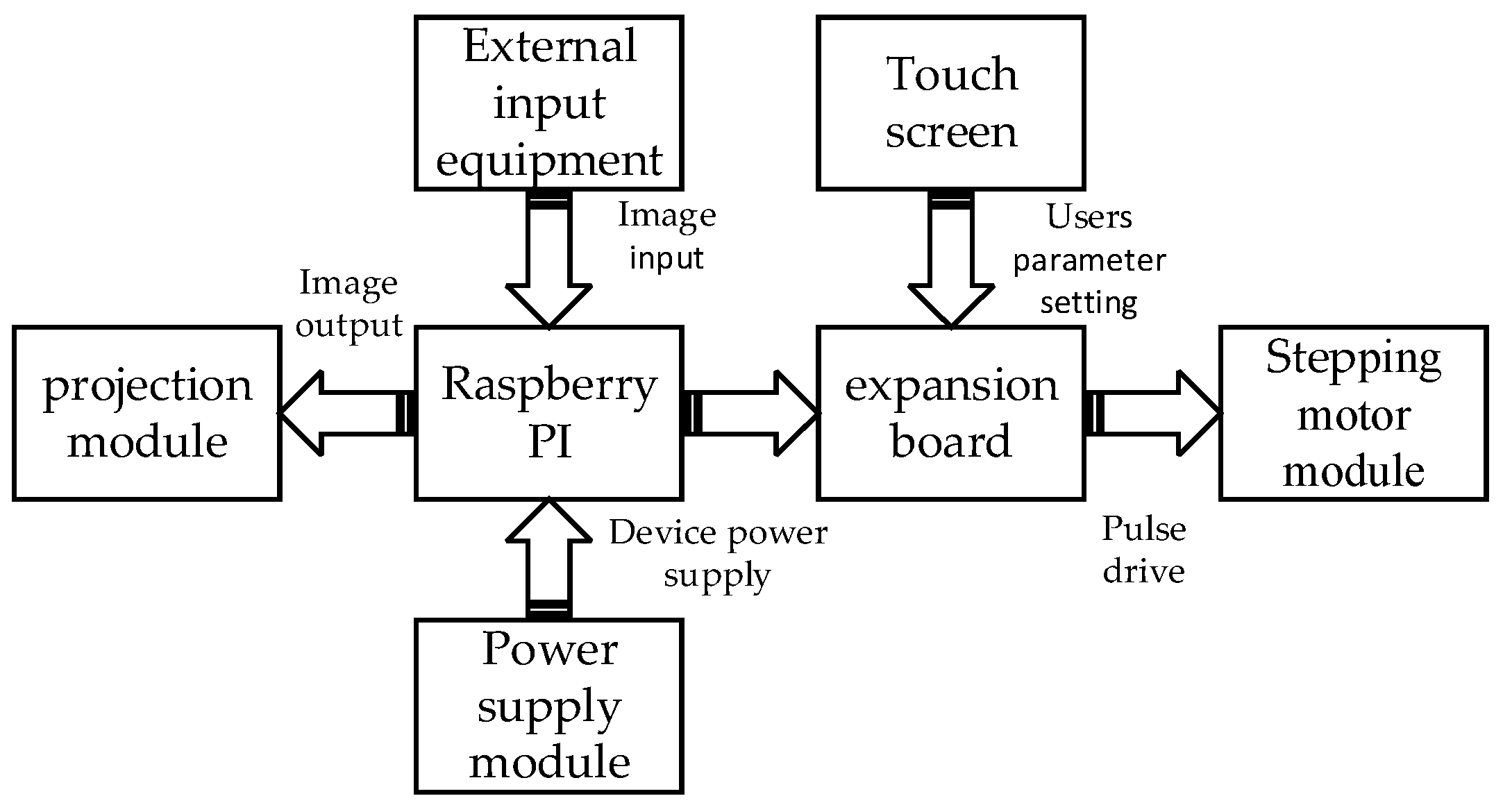
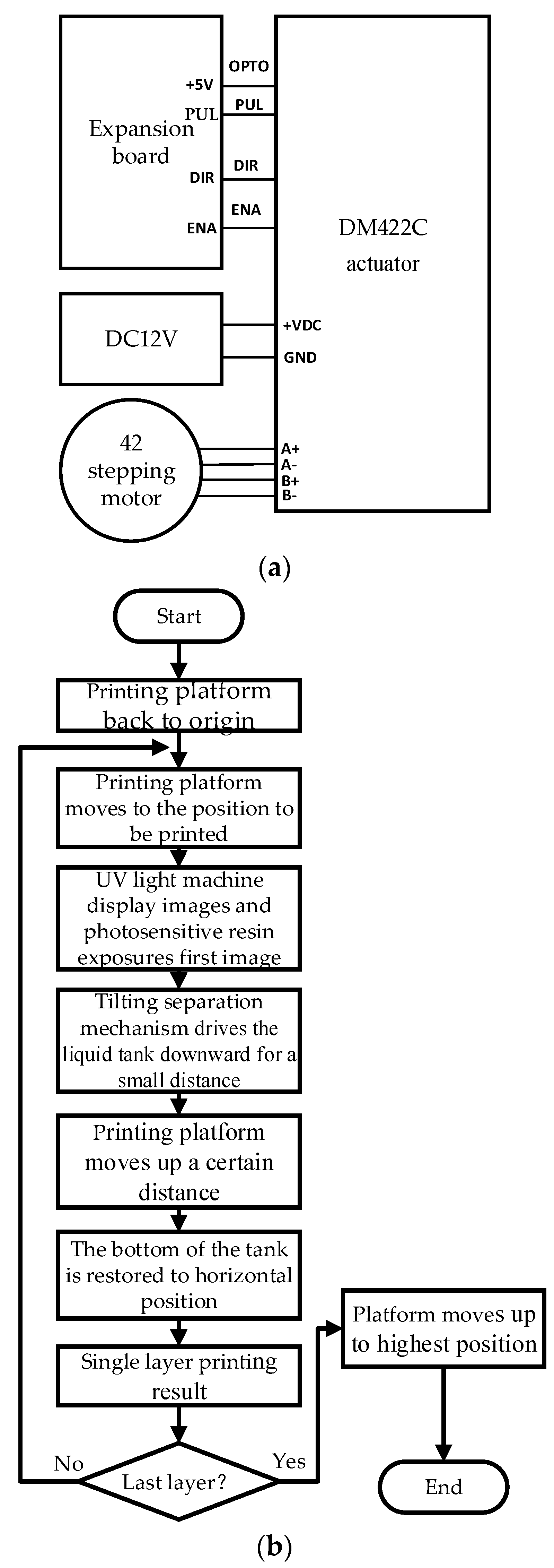
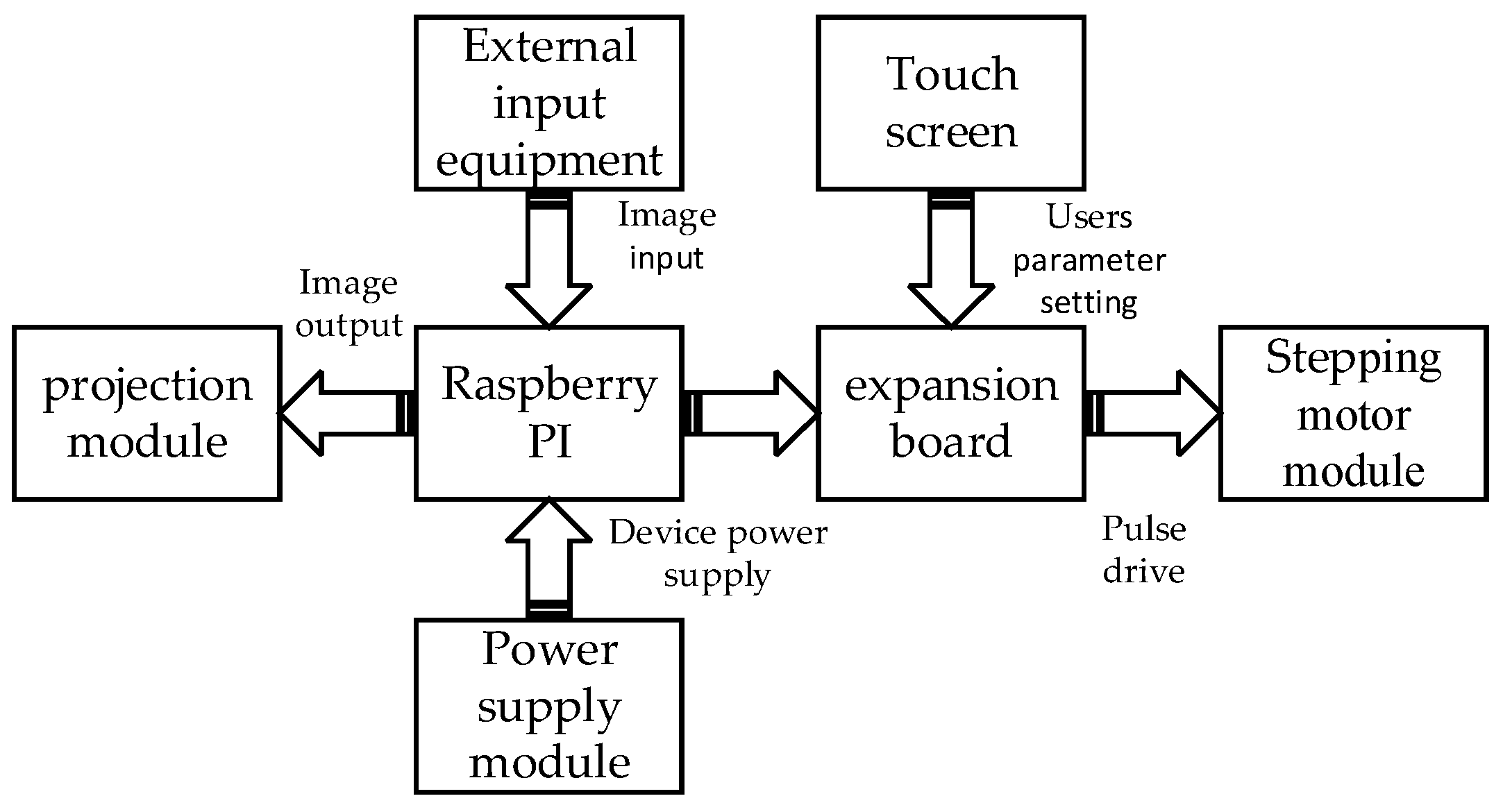
3.2. Hardware and Control System
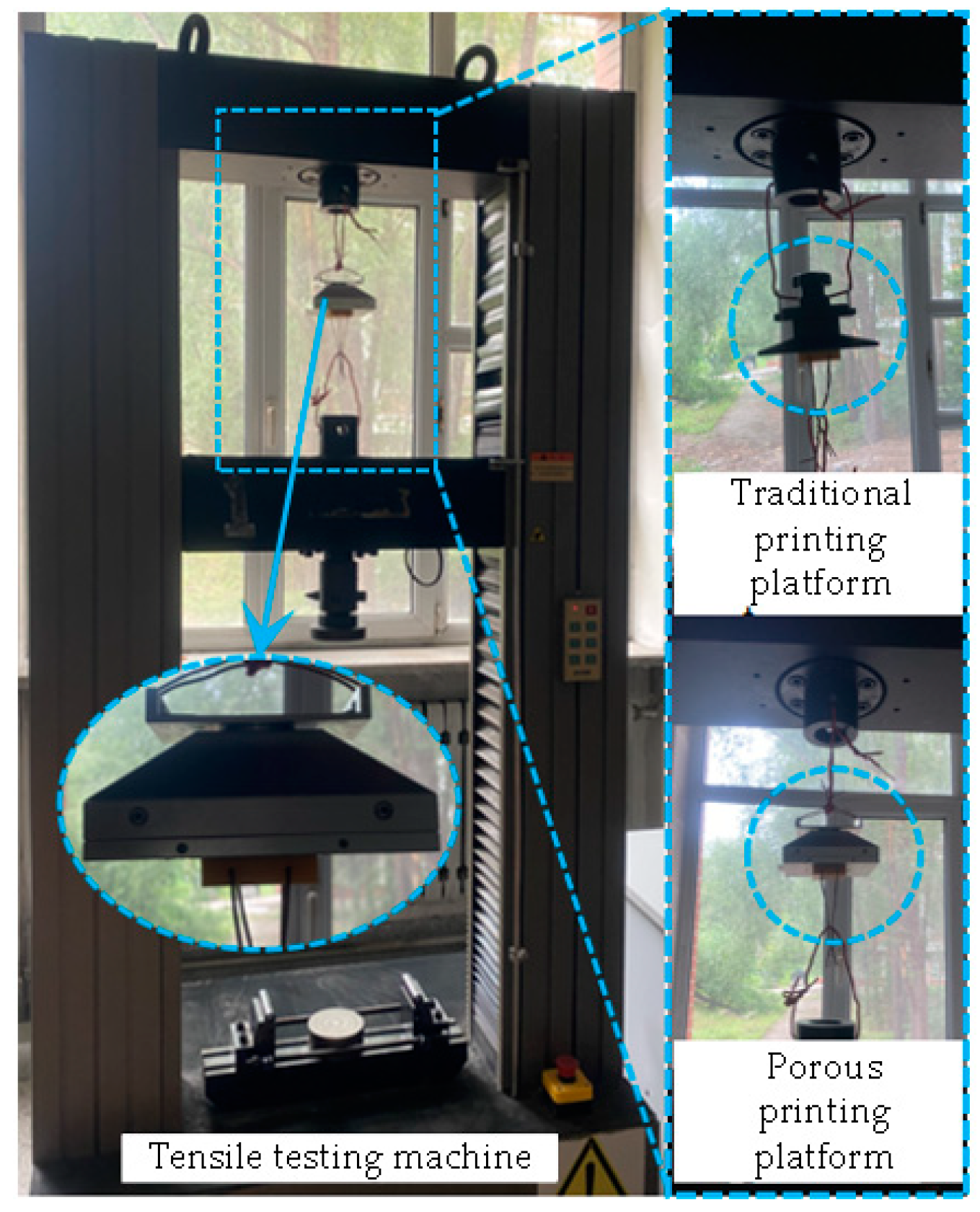
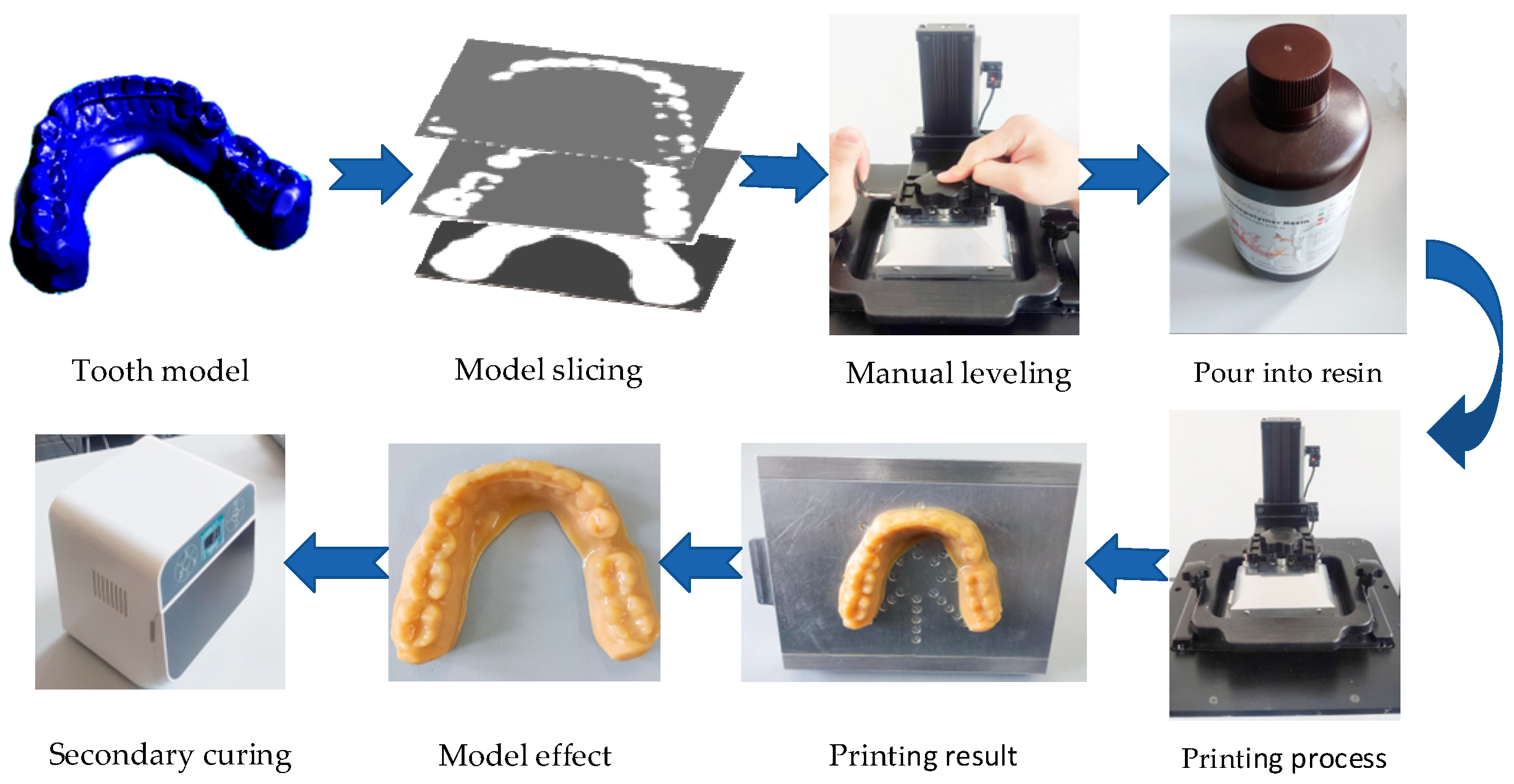
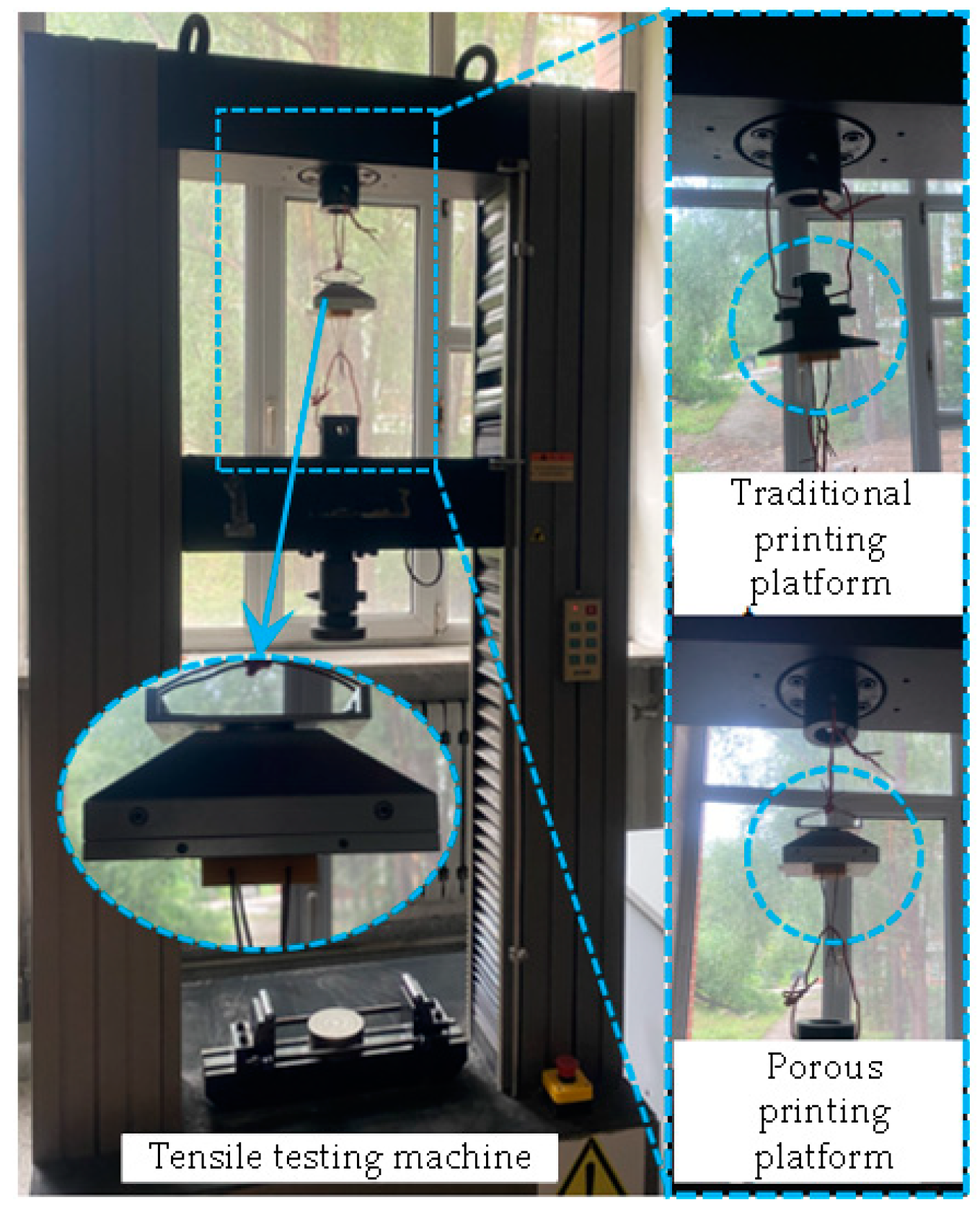
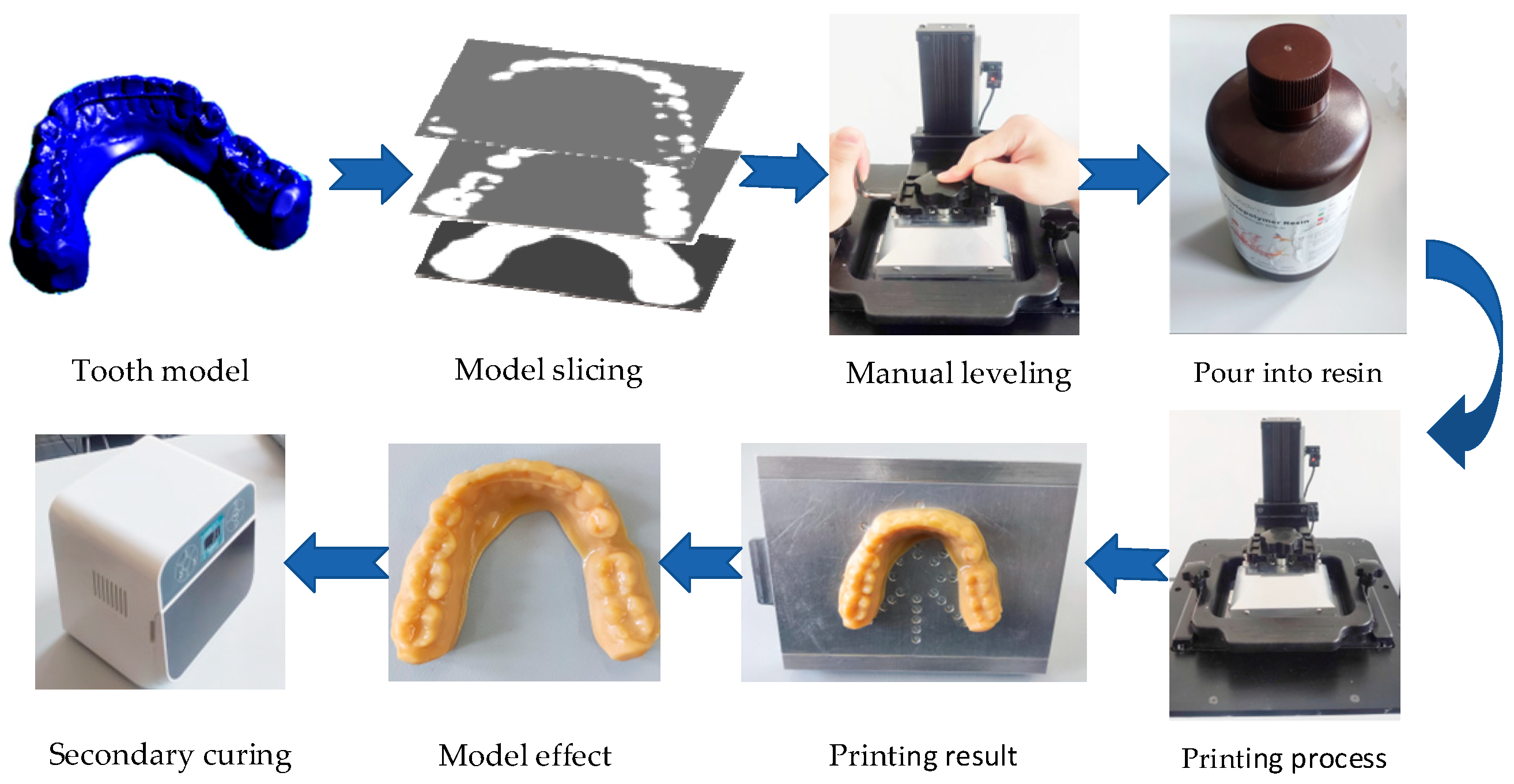
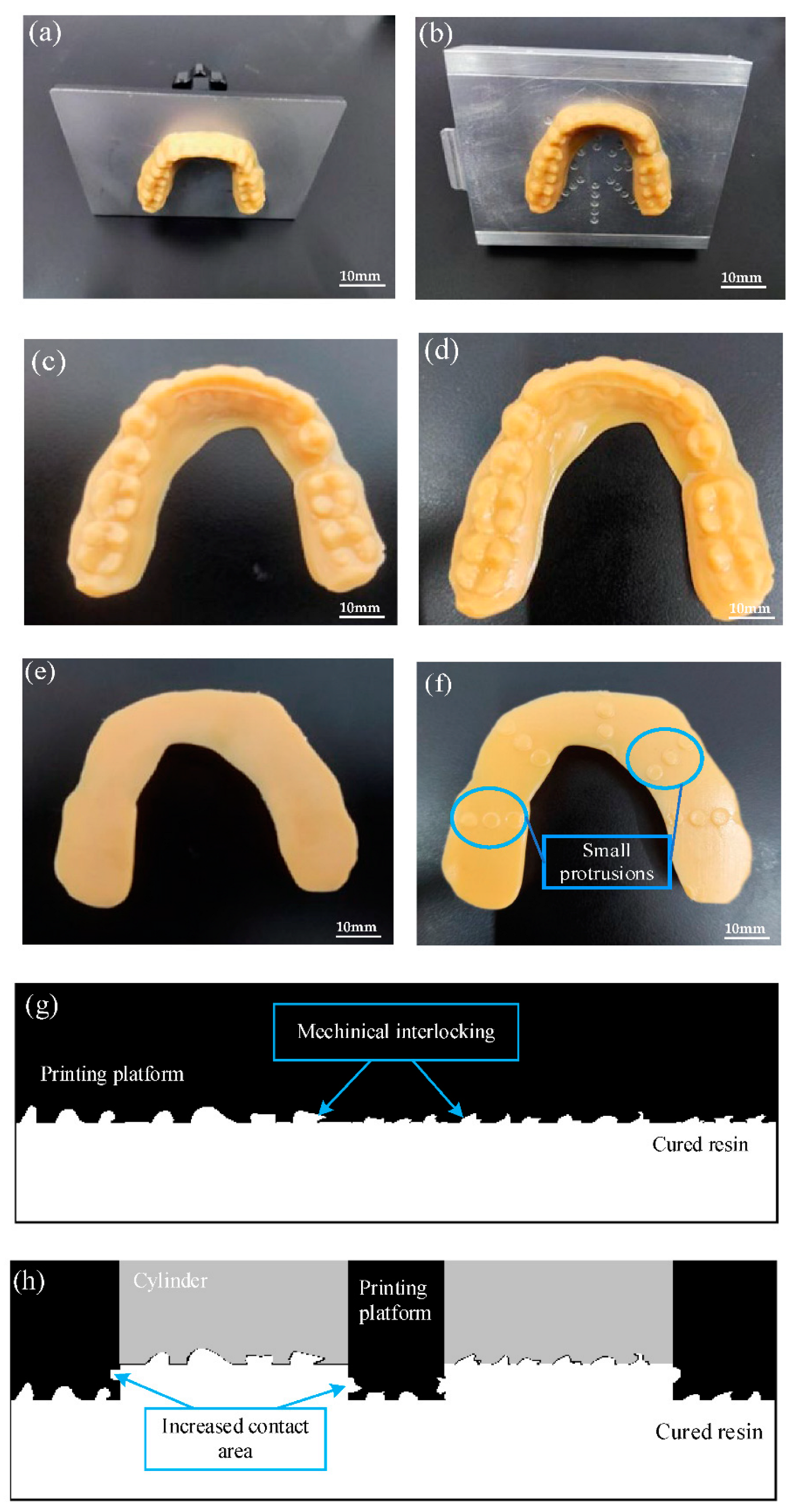
4. Experimental Verification
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bahnini, I.; Rivette, M.; Rechia, A.; Siadat, A.; Elmesbahi, A. Additive manufacturing technology: The status, applications, and prospects. Int. J. Adv. Manuf. Technol. 2018, 97, 147–161. [Google Scholar] [CrossRef] [Green Version]
- Lu, B.; Li, D. Development of the Additive Manufacturing (3D printing) Technology. Mach. Build. Autom. 2013, 42, 1–4. [Google Scholar]
- Khorasani, M.; Loy, J.; Ghasemi, A.H.; Sharabian, E.; Leary, M.; Mirafzal, H.; Cochrane, P.; Rolfe, B.; Gibson, I. A review of Industry 4.0 and additive manufacturing synery. Rapid Prototyp. J. 2022. Ahead-of-print. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, C.; Congbo, X.; Wenqiu, L. Development Status of 3D Printing Technology and Equipment. Mech. Res. Appl. 2021, 34, 224–227. [Google Scholar]
- Li, Y.; Li, D.; Li, B. Introduction to stereolithography and application. J. Appl. Opt. 1999, 3, 35–37. [Google Scholar]
- Bourell, D.L. Sintering in Laser Sintering. JOM 2016, 68, 885–889. [Google Scholar] [CrossRef]
- Mueller, B.; Kochan, D. Laminated object manufacturing for rapid tooling and patternmaking in foundry industry. Comput. Ind. 1999, 39, 47–53. [Google Scholar] [CrossRef]
- Daminabo, S.; Goel, S.; Grammatikos, S.; Nezhad, H.Y.; Thakur, V.K. FDM-based Additive Manufacturing (3D Printing): Techniques for Polymer Material Systems. Mater. Today 2020, 16, 100248. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef] [PubMed]
- Anunmana, C.; Ueawitthayasuporn, C.; Kiattavorncharoen, S.; Thanasrisuebwong, P. In Vitro Comparison of Surgical Implant Placement Accuracy Using Guides Fabricated by Three Different Additive Technologies. Appl. Sci. 2020, 10, 7791. [Google Scholar] [CrossRef]
- Reich, S.; Berndt, S.; Kühne, C.; Herstell, H. Accuracy of 3D-Printed Occlusal Devices of Different Volumes Using a Digital Light Processing Printer. Appl. Sci. 2022, 12, 1576. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Eliazar, S.; Mansour, N.; Cooperstein, I.; Shukrun, E.; Szlar, A. 4D printing shape memory polymers for dynamic jewellery and fashionwear. Virtual Phys. Prototyp. 2016, 11, 263–270. [Google Scholar] [CrossRef]
- Mu, Q.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T. Digital light processing 3D printing of conductive complex structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, Z.; Li, Y. Stereolithography: Principle, Technologies, Applications and Novel Developments. Mech. Electr. Eng. Technol. 2020, 49, 7. [Google Scholar]
- Wang, Q.; Yang, X.; Hui, Z.; Zhao, R.; Yang, Z.; Guo, M.; Li, Y. Influence of Micro-texture Characteristics of Substrate on Separation Force in Constrained-surface Projection Based Stereolithography. J. Mech. Eng. 2021, 57, 196–206. [Google Scholar]
- Huang, Y.M.; Jiang, C. On-line force monitoring of platform ascending rapid prototyping system. J. Mater. Processing Technol. 2005, 159, 257–264. [Google Scholar] [CrossRef]
- Pan, Y.; Zhou, C.; Chen, Y. A fast mask projection stereolithography process for fabricating digital models in minutes. J. Manuf. Sci. Eng. 2012, 134, 051011. [Google Scholar] [CrossRef]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Rrmoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef]
- Fang, H.; Chen, J. 3D Printing Based on Digital Light Processing Technology. J. Beijing Univ. Technol. 2015, 41, 1775–1782. [Google Scholar]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 6. [Google Scholar] [CrossRef]
- Barone, S.; Neri, P.; Paoli, A.; Razionale, A.; Tamburrino, F. Development of a DLP 3D printer for orthodontic applications. Procedia Manuf. 2019, 38, 1017–1025. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Z. Design and realization of 3D printer based on the principle of DLP. Manuf. Technol. Mach. Tool 2018, 4, 4. [Google Scholar]
- Liao, Z.; Deng, J. Technical Analysis of DLP Light Curing Rapid Prototyping Equipment. Mech. Electr. Eng. Technol. 2018, 47, 66–69. [Google Scholar]
- Wu, L.; Liu, Z.; Guan, Y.; Cui, K.; Jian, M.; Qin, Y.; Li, Y.; Yang, F.; Yang, T. Visual presentation for monitoring layer-wise curing quality in DLP 3D printing. Rapid Prototyp. J. 2021, 27, 1776–1790. [Google Scholar] [CrossRef]
- Dave, H.K.; Karumuri, R.T.; Prajapati, A.R.; Rajpurohit, S.R. Specific energy absorption during compression testing of ABS and FPU parts fabricated using LCD-SLA based 3D printer. Rapid Prototyp. J. 2022. Ahead-of-print. [Google Scholar] [CrossRef]
- Kim, H.J.; Lim, S.W.; Lee, M.K.; Ju, S.W.; Park, S.H.; Ahn, J.S.; Hwang, K.G. Which Three-Dimensional Printing Technology Can Replace Conventional Manual Method of Manufacturing Oral Appliance? A Preliminary Comparative Study of Physical and Mechanical Properties. Appl. Sci. 2022, 12, 130. [Google Scholar] [CrossRef]
- Alageel, O. Three-dimensional printing technologies for dental prosthesis: A review. Rapid Prototyp. J. 2022. Ahead-of-print. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device Parameters | Value |
|---|---|
| Printer size | 320 × 300 × 585 mm |
| Input parameters | AC 220 V/50 HZ |
| Printing accuracy | ±0.05 mm |
| Recommended printing thickness | 0.1 mm |
| Printing speed | 40 mm/h |
| Maximum printing size | 89.6 × 56 × 95 mm |
| Power | 65 W |
| Net weight | 20 Kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, T.; Yan, B.; Jiang, M.; Xu, B.; Xu, Y.; Yu, Y.; Ma, T.; Wang, H. Enhanced Adhesion—Efficient Demolding Integration DLP 3D Printing Device. Appl. Sci. 2022, 12, 7373. https://doi.org/10.3390/app12157373
Jiang T, Yan B, Jiang M, Xu B, Xu Y, Yu Y, Ma T, Wang H. Enhanced Adhesion—Efficient Demolding Integration DLP 3D Printing Device. Applied Sciences. 2022; 12(15):7373. https://doi.org/10.3390/app12157373
Chicago/Turabian StyleJiang, Ting, Bo Yan, Minzheng Jiang, Buguang Xu, Yi Xu, Yueqiang Yu, Tingang Ma, and Hao Wang. 2022. "Enhanced Adhesion—Efficient Demolding Integration DLP 3D Printing Device" Applied Sciences 12, no. 15: 7373. https://doi.org/10.3390/app12157373
APA StyleJiang, T., Yan, B., Jiang, M., Xu, B., Xu, Y., Yu, Y., Ma, T., & Wang, H. (2022). Enhanced Adhesion—Efficient Demolding Integration DLP 3D Printing Device. Applied Sciences, 12(15), 7373. https://doi.org/10.3390/app12157373