
The Effect of Inorganic Preservatives in the Norway Spruce Wood on Its Wettability and Adhesion with PUR Glue



Abstract
:1. Introduction
2. Materials and Methods
2.1. Wood, Inorganic Preservatives, Wood Treatment with Preservatives
2.2. Wettability of Spruce Wood Specimens Treated with Inorganic Preservatives
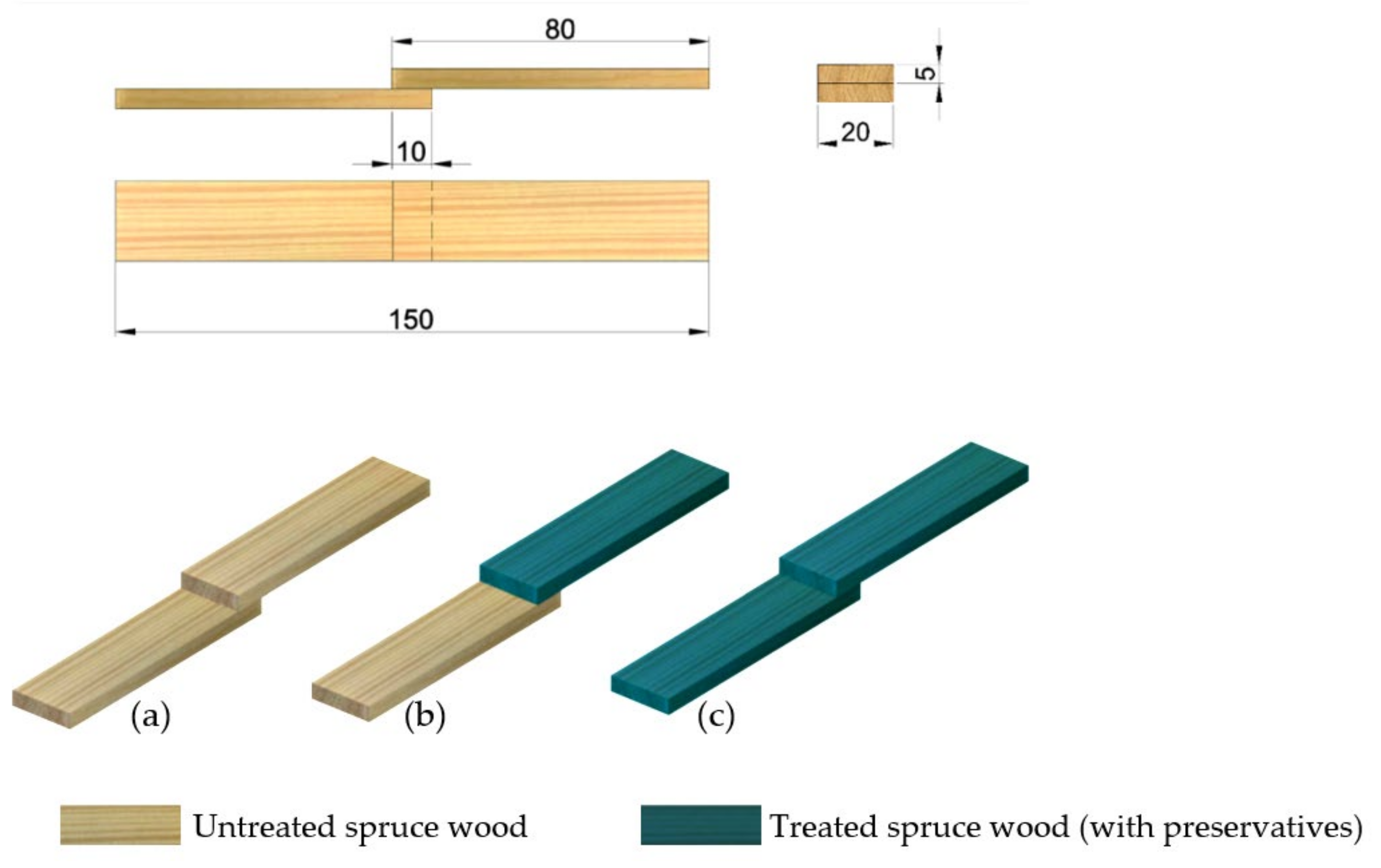
2.3. PUR Glue, Preparation and Shear Strength of Glued Joints in the Control and Test Sets
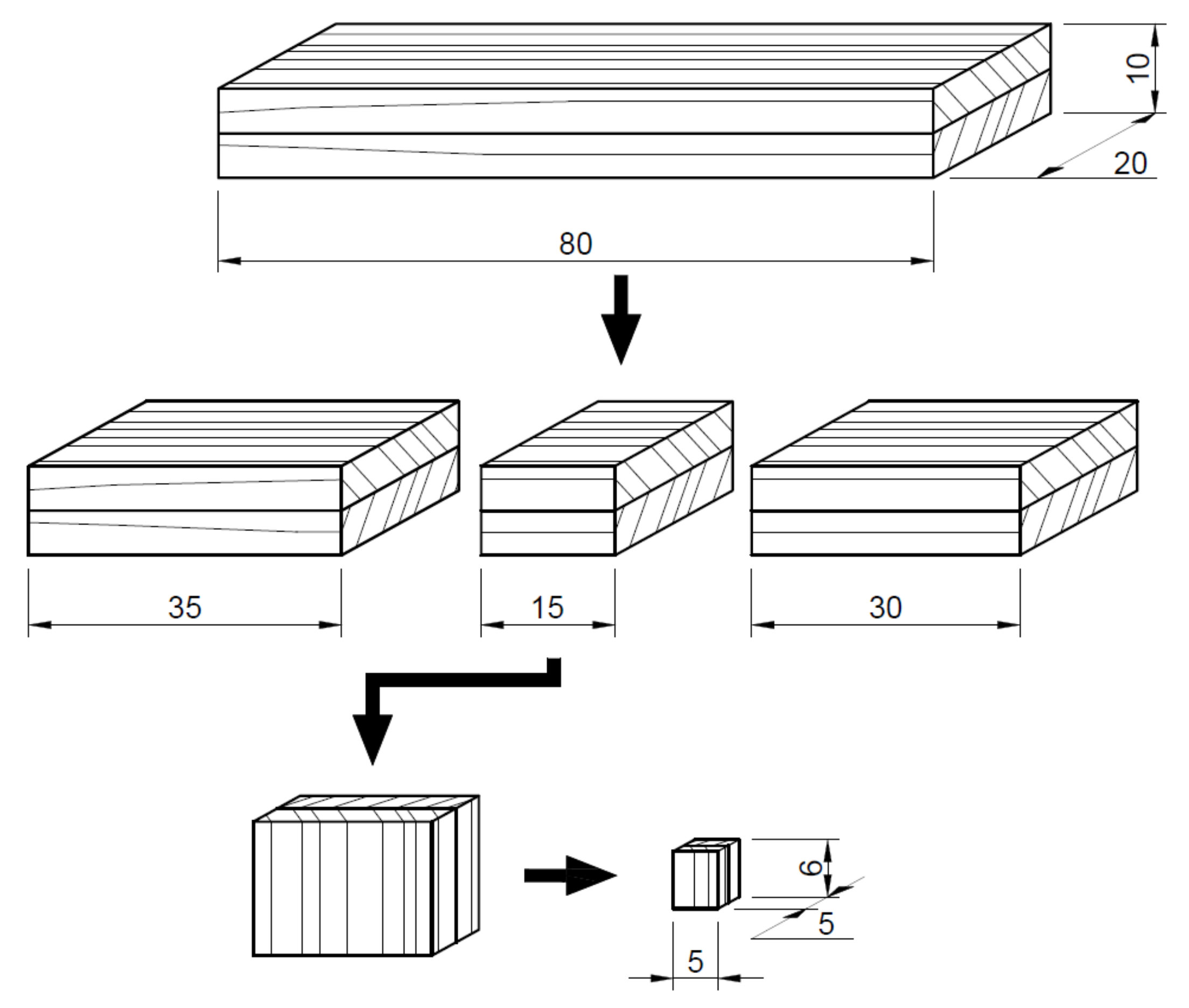
2.4. Microscopic Analysis of “Wood—PUR” Interphases
2.5. Statistical Analyses
3. Results and Discussion
3.1. Wettability of Spruce Wood Effected by Inorganic Preservatives
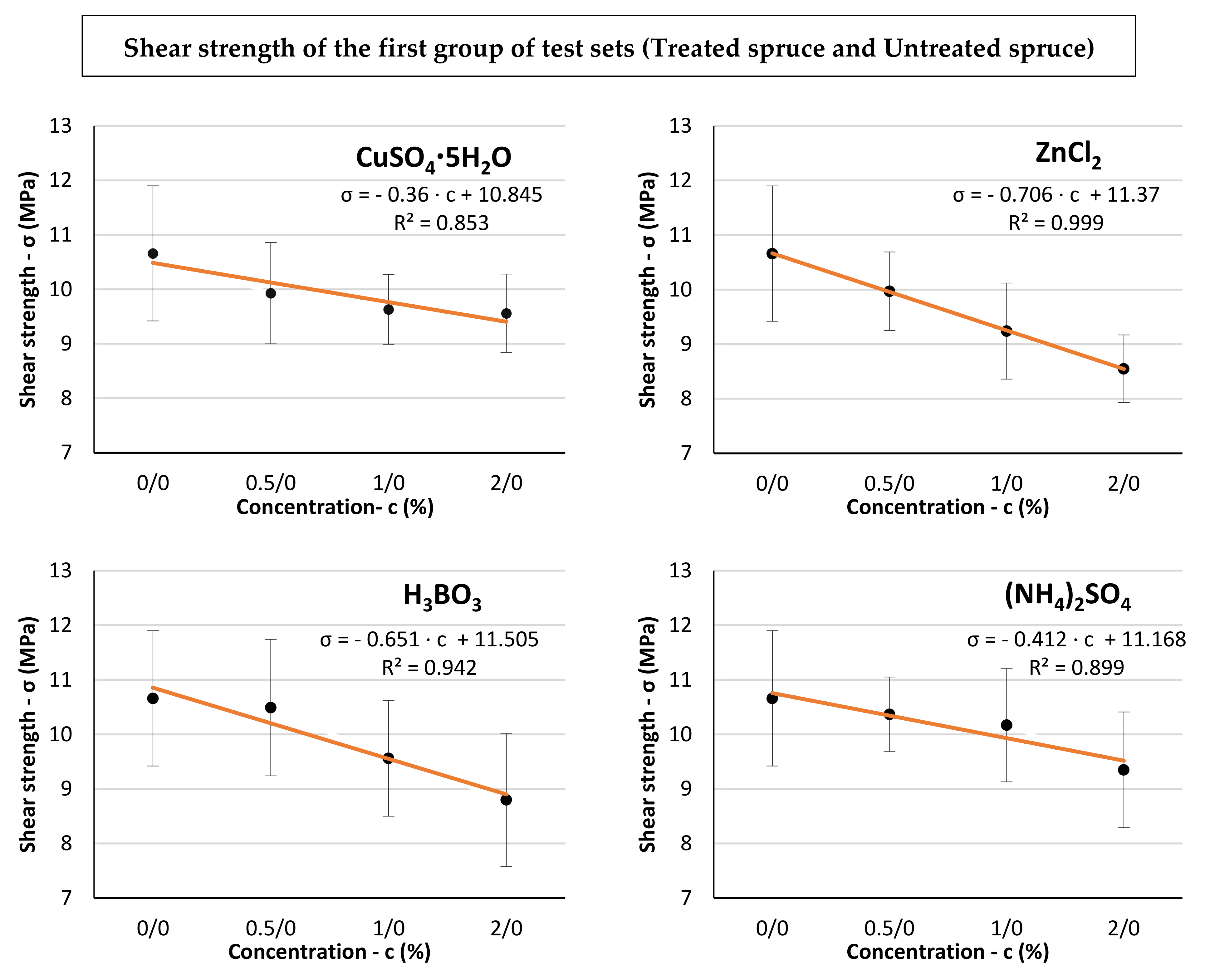
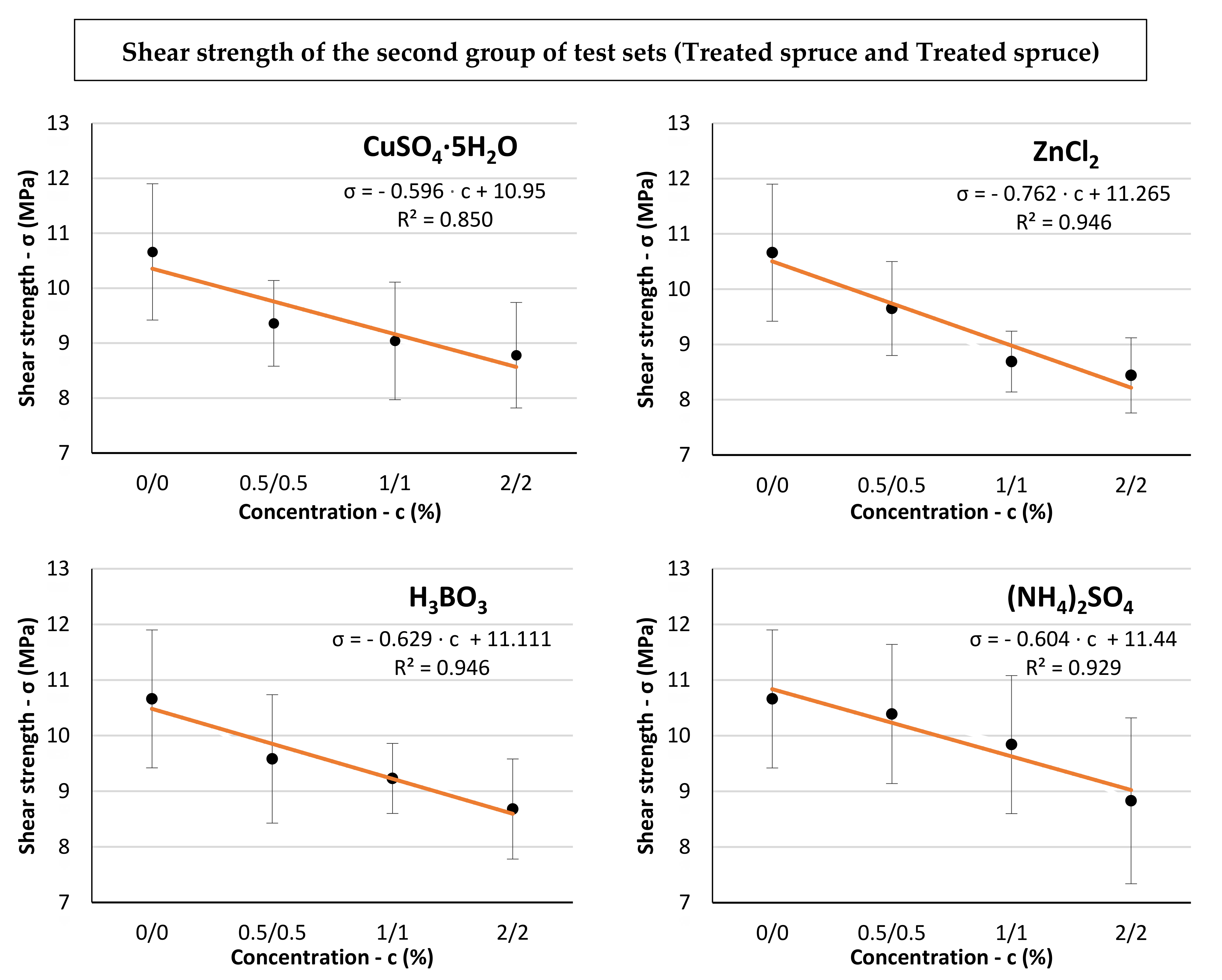
3.2. Strength of Joints “Spruce Wood—PUR Glue” Effected by Inorganic Preservatives
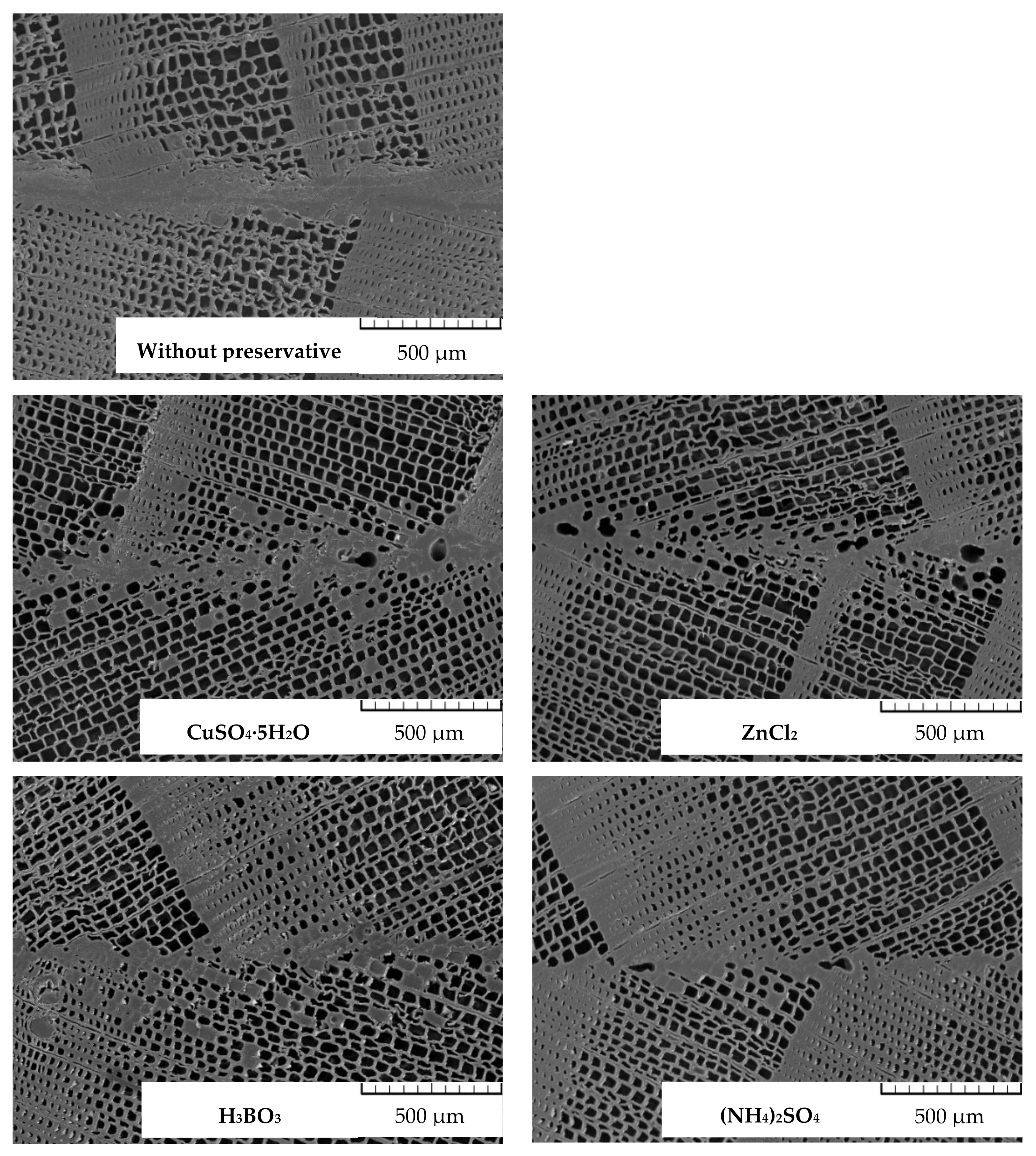
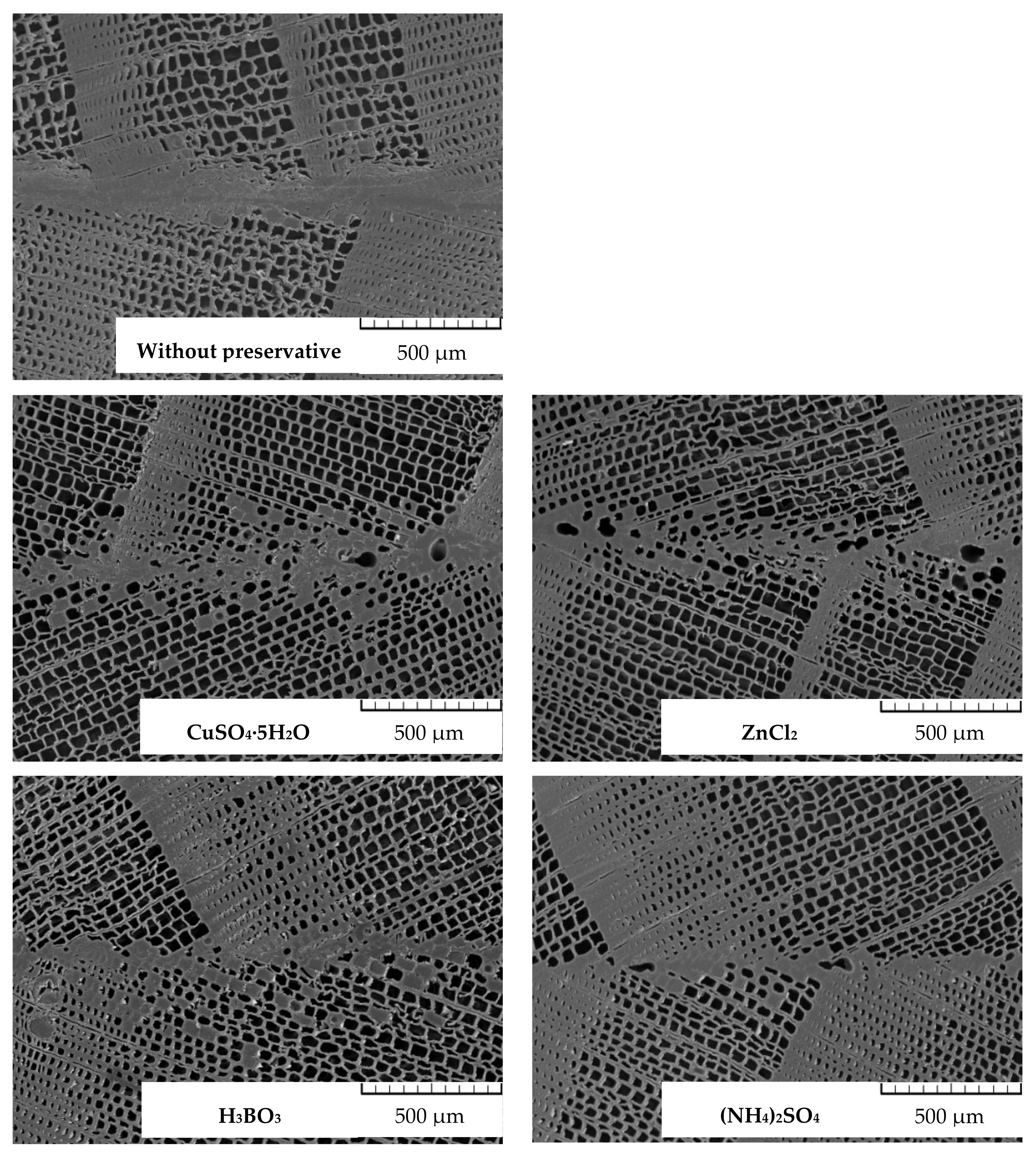
3.3. Microscopic Characteristics of “Wood—PUR” Interphases Effected by Inorganic Preservatives
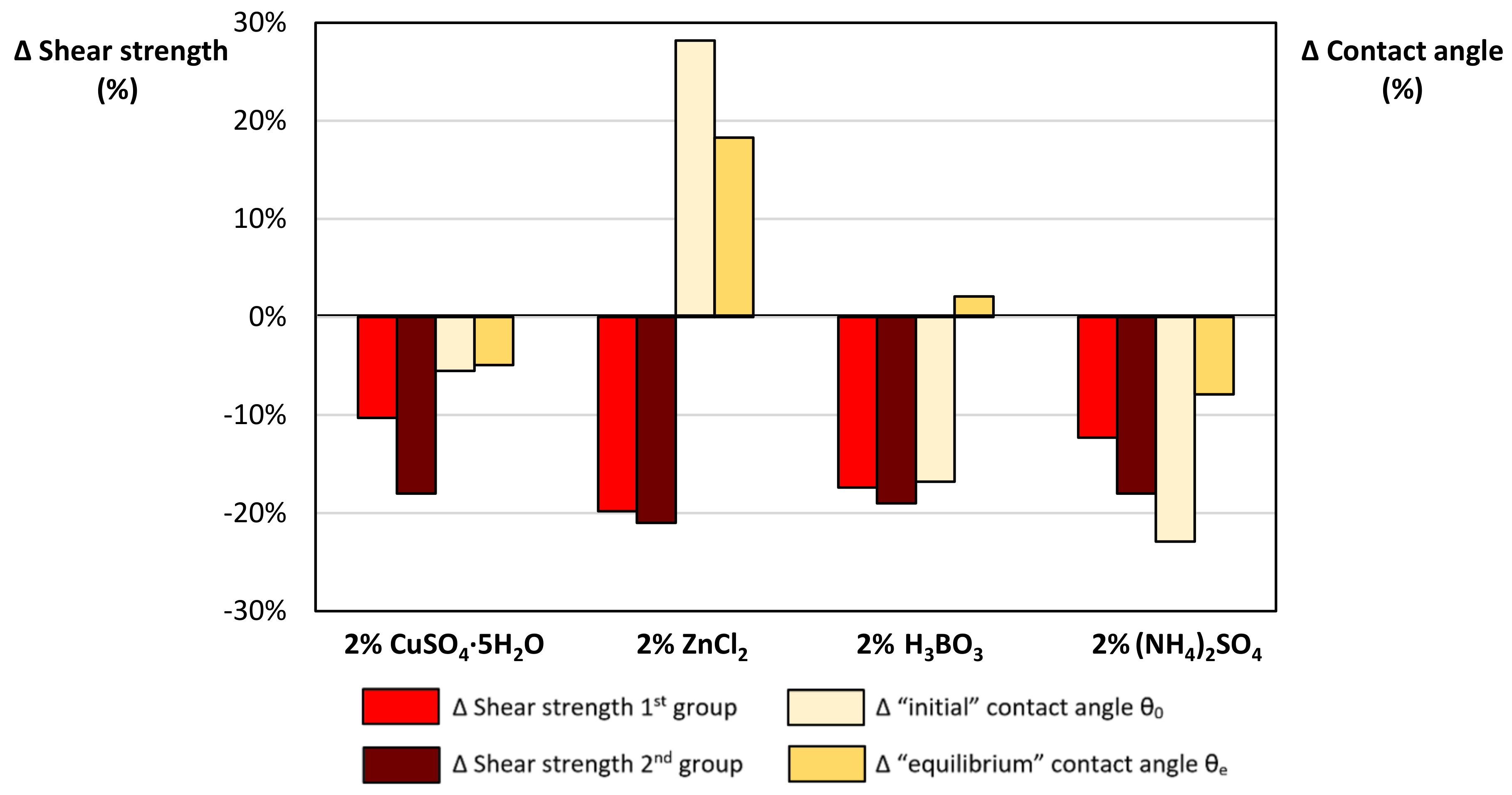
3.4. Strength of Glue Joints in Sets Versus Wood Wettability
4. Conclusions
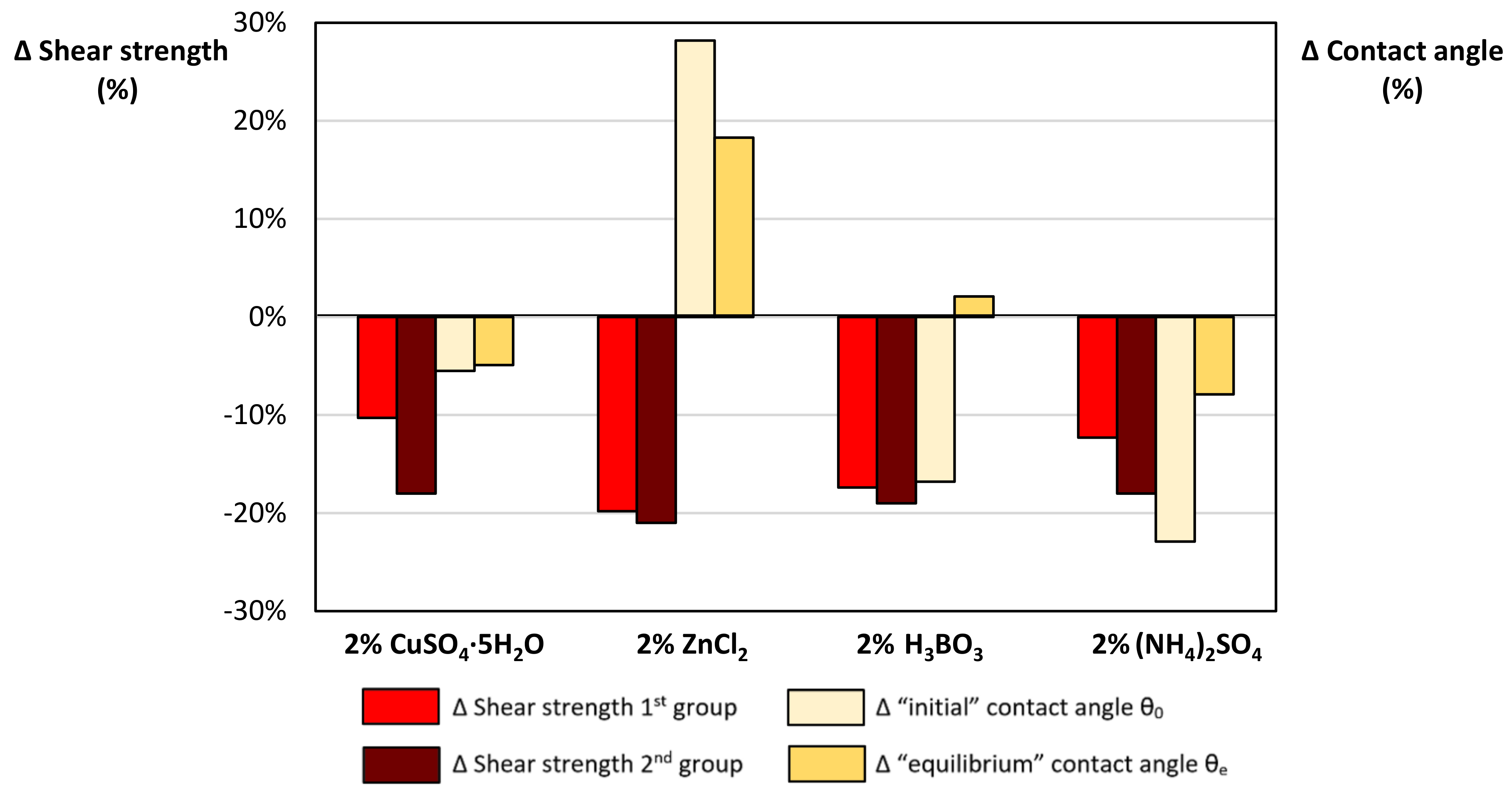
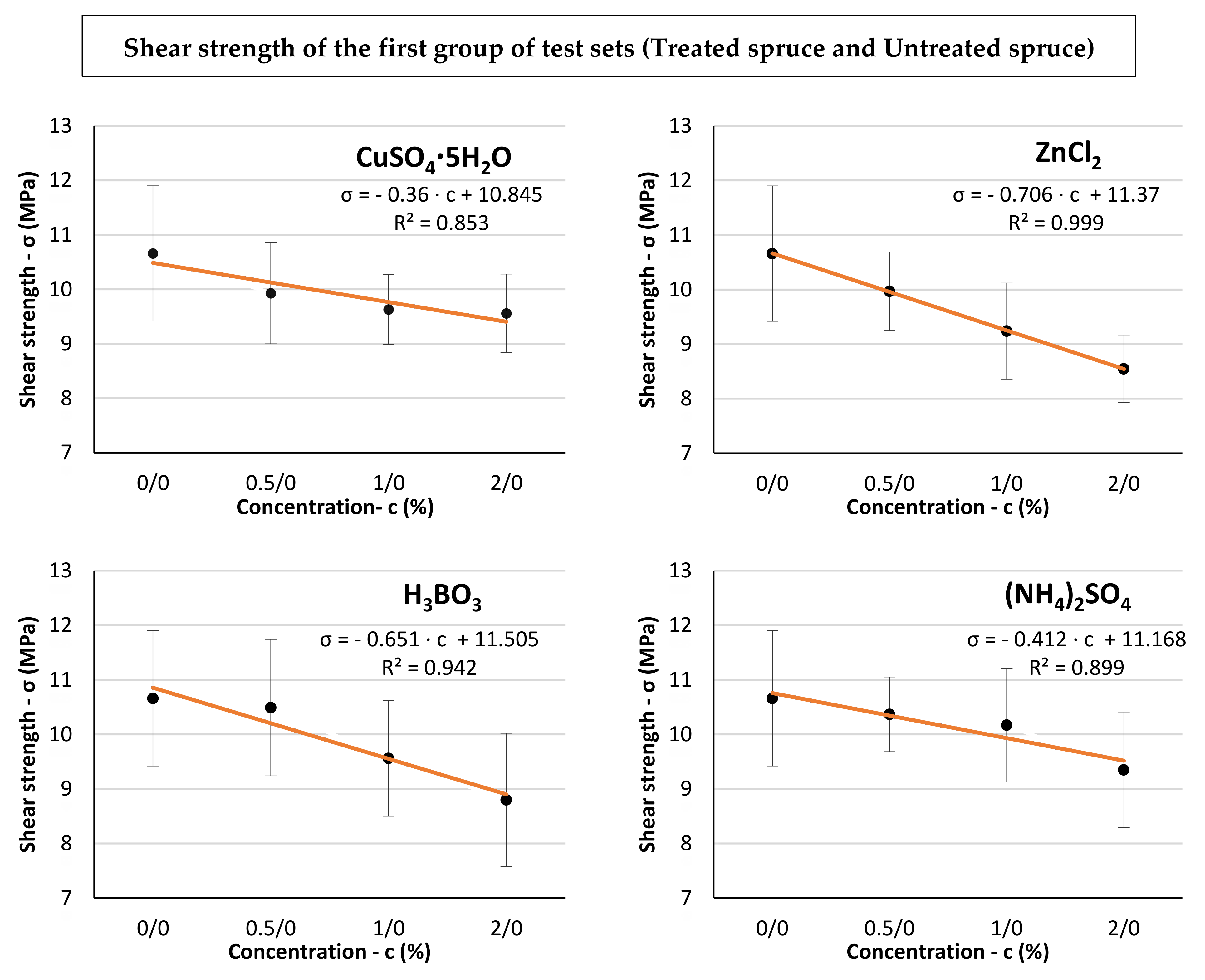
- The shear strength of joints, created from PUR glue and Norway spruce wood, continually decreased with increasing concentrations (0.5% to 2%) of inorganic preservatives (CuSO4·5H2O, ZnCl2, H3BO3, and (NH4)2SO4) in spruce wood, and more apparently for test sets prepared from both chemically treated specimens.
- The shear strength of joints in presence of inorganic preservatives usually did not meet the minimum strength of 10 MPa by the standard EN 204, at which the lowest shear strength was achieved for the second test set when both spruce specimens were pretreated with 2% zinc chloride, while the slight losses in adhesion caused ammonium sulfate.
- Comparing the contact angles of spruce wood pretreated with preservatives and the shear strength of glued joints, only slight connections appeared between these properties, because the spruce wood specimens with lower contact angles and better wettability (using (NH4)2SO4, but also CuSO4·5H2O and H3BO3) did not always form the test sets with a higher shear strength compared to the test sets from specimens with the worst wettability (using ZnCl2).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2013, 45, 32–41. [Google Scholar] [CrossRef]
- Burdurlu, E.; Kılıç, Y.; Elibol, G.C.; Kılıç, M. The shear strength of Calabrian pine (Pinus brutia Ten.) bonded with polyurethane and polyvinyl acetate adhesives. J. Appl. Polym. Sci. 2006, 99, 3050–3061. [Google Scholar] [CrossRef]
- Kilic, M.; Hiziroglu, S.; Burdurlu, E. Effect of machining on surface roughness of wood. Build. Environ. 2006, 41, 1074–1078. [Google Scholar] [CrossRef]
- Kamke, F.A.; Lee, J.N. Adhesive penetration in wood—A review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]
- Özçifçi, A.; Yapici, F. Effects of machining method and grain orientation on the bonding strength of some wood species. J. Mater. Process. Technol. 2008, 202, 353–358. [Google Scholar] [CrossRef]
- Konnerth, J.; Kluge, M.; Schweizer, G.; Miljković, M.; Gindl-Altmutter, W. Survey of selected adhesive bonding properties of nine European softwood and hardwood species. Eur. J. Wood Wood Prod. 2016, 74, 809–819. [Google Scholar] [CrossRef] [Green Version]
- Bockel, S.; Mayer, I.; Konnerth, J.; Niemz, P.; Swaboda, C.; Beyer, M.; Harling, S.; Weiland, G.; Bieri, N.; Pichelin, F. Influence of wood extractives on two-component polyurethane adhesive for structural hardwood bonding. J. Adhes. 2018, 94, 829–845. [Google Scholar] [CrossRef]
- Hu, L.; Qin, L.; Wu, D.; Xu, H.; Yang, Z. Radial variation in bonding performance of preservative-treated wood within Pinus elliottii trees and its relationships with wood density and adhesive penetration. BioResources 2021, 16, 2204–2214. [Google Scholar] [CrossRef]
- Yörür, H.; Aydemir, D.; Uysal, B. The factors affecting on bonding strength of impregnated wood material. Bartın Orman Fak. Derg. 2010, 12, 99–106. [Google Scholar]
- Reinprecht, L. Vybrané vlastnosti dreva po jeho úprave kyselinou, zásadou alebo oxidačným činidlom. (Selected properties of wood after its modification by acids, bases or oxidizing agents). Drev. Výsk. Wood Res. 1988, 119, 43–62. [Google Scholar]
- Tribulová, T.; Kačík, F.; Evtuguin, D.V.; Čabalová, I. Influence of chemical treatment on chemical changes of fir wood. Key Eng. Mater. 2016, 688, 38–43. [Google Scholar] [CrossRef]
- Şimsek, H.; Baysal, E.; Yılmaz, M.; Culha, F. Some mechanical properties of wood impregnated with environmentally-friendly boron and copper based chemicals. Wood Res. 2013, 58, 495–504. [Google Scholar]
- Esteves, B.; Nunes, L.; Domingos, I.; Pereira, H. Improvement of termite resistance, dimensional stability and mechanical properties of pine wood by paraffin impregnation. Eur. J. Wood Wood Prod. 2014, 72, 609–615. [Google Scholar] [CrossRef] [Green Version]
- Reinprecht, L. Wood Deterioration, Protection and Maintenance; John Wiley & Sons, Ltd.: Chichester, UK, 2016; 357p. [Google Scholar]
- Keskin, H. Impacts of impregnation with fire retardant chemicals on the MOE in bending of some woods. Politek. Derg. 2017, 20, 607–612. [Google Scholar]
- Keskin, H.; Atar, M.; Akyildiz, M.H. Bonding strengths of poly (vinyl acetate), Desmodur-VTKA, phenol–formaldehyde and urea–formaldehyde adhesives in wood materials impregnated with Vacsol Azure. Mater. Des. 2009, 30, 3789–3794. [Google Scholar] [CrossRef]
- Vick, C.B.; DeGroot, R.C.; Youngquist, J. Compatibility of nonacidic waterborne preservatives with phenol-formaldehyde adhesive. For. Prod. J. 1990, 40, 16–22. [Google Scholar]
- Tascioglu, C.; Goodell, B.; Lopez-Anido, R. Bond durability characterization of preservative treated wood and E-glass/phenolic composite interfaces. Compos. Sci. Technol. 2003, 63, 979–991. [Google Scholar] [CrossRef]
- Uysal, B. Influence of pretreatment on shear strength of various wood species. J. Appl. Polym. Sci. 2006, 100, 245–252. [Google Scholar] [CrossRef]
- Reinprecht, L.; Iždinský, J.; Vidholdová, Z. Biological resistance and application properties of particleboards containing nano-zinc oxide. Adv. Mater. Sci. Eng. 2018, 2018, 2680121. [Google Scholar] [CrossRef] [Green Version]
- Alade, A.A.; Naghizadeh, Z.; Wessels, C.B.; Tyhoda, L. A review of the effects of wood preservative impregnation on adhesive bonding and joint performance. J. Adhes. Sci. Technol. 2021, 1–25. [Google Scholar] [CrossRef]
- Keskin, H.; Mutlu, E. The Bending strength properties of some wood types impregnated with fire retardant chemicals. In Proceedings of the 4th International Symposium on Innovative Technologies in Engineering and Science (ISITES2016), Alanya/Antalya, Turkey, 3–5 November 2016; pp. 1074–1083. [Google Scholar]
- Colakoglu, G.; Colak, S.; Aydin, I.; Yildiz, U.C.; Yildiz, S. Effect of boric acid treatment on mechanical properties of laminated beech veneer lumber. Silva Fenn. 2003, 37, 505–510. [Google Scholar] [CrossRef] [Green Version]
- Toker, H.; Baysal, E.; Ozcifci, A.; Altınok, M.; Sönmez, A.B.; Yapıcı, F.; Altun, S. An investigation on compression parallel to grain values of wood impregnated with some boron compounds. Wood Res. 2008, 53, 59–67. [Google Scholar]
- Simsek, H.; Baysal, E.; Peker, H. Some mechanical properties and decay resistance of wood impregnated with environmentally-friendly borates. Constr. Build. Mater. 2010, 24, 2279–2284. [Google Scholar] [CrossRef]
- Simsek, H.; Baysal, E. Some physical and mechanical properties of borate-treated oriental beech wood. Drv. Ind. 2015, 66, 97–103. [Google Scholar] [CrossRef]
- Özçifçi, A.; Örs, Y.; Uysal, B. Determination of some physical and mechanical properties of laminated veneer lumber impregnated with boron compounds. J. Appl. Polym. Sci. 2007, 105, 2218–2224. [Google Scholar] [CrossRef]
- Wu, Z.; Deng, X.; Luo, Z.; Zhang, B.; Xi, X.; Yu, L.; Li, L. Improvements in fire resistance, decay resistance, anti-mold property and bonding performance in plywood treated with manganese chloride, phosphoric acid, boric acid and ammonium chloride. Coatings 2021, 11, 399. [Google Scholar] [CrossRef]
- Özçifçi, A. Effects of boron compounds on the bonding strength of phenol-formaldehyde and melamine-formaldehyde adhesives to impregnated wood materials. J. Adhes. Sci. Technol. 2006, 20, 1147–1153. [Google Scholar] [CrossRef]
- Özçifçi, A. Impacts of impregnation with boron compounds on the bonding strength of wood materials. Constr. Build. Mater. 2008, 22, 541–545. [Google Scholar] [CrossRef]
- Reinprecht, L.; Tiňo, R.; Šomšák, M. The impact of fungicides, plasma, UV-additives and weathering on the adhesion strength of acrylic and alkyd coatings to the Norway spruce wood. Coatings 2020, 10, 1111. [Google Scholar] [CrossRef]
- Qin, L.; Hu, L.; Yang, Z.; Duan, W. Effect of the ACQ preservative on the bonding strength of aqueous polymer isocyanate bonded masson pine joints and on the adhesive penetration into wood. BioResources 2019, 14, 2610–2621. [Google Scholar]
- Lim, H.; Tripathi, S.; Tang, J.D. Bonding performance of adhesive systems for cross-laminated timber treated with micronized copper azole type C (MCA-C). Constr. Build. Mater. 2020, 232, 117208. [Google Scholar] [CrossRef]
- Shukla, S.R.; Kamdem, D.P. Effect of copper based preservatives treatment of the properties of southern pine LVL. Constr. Build. Mater. 2012, 34, 593–601. [Google Scholar] [CrossRef]
- Shukla, S.R.; Kamdem, D.P. Properties of red maple laminated veneer lumber impregnated with waterborne micronized and two soluble copper formulations. Wood Mater. Sci. Eng. 2020, 15, 64–75. [Google Scholar] [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from recycled wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Iždinský, J.; Reinprecht, L.; Vidholdová, Z. Particleboards from recycled pallets. Forests 2021, 12, 1597. [Google Scholar] [CrossRef]
- Felton, C.C.; De Groot, R.C. The recycling potential of preservative-treated wood. For. Prod. J. 1996, 46, 37. [Google Scholar]
- Höglmeier, K.; Weber-Blaschke, G.; Richter, K. Potentials for cascading of recovered wood from building deconstruction—A case study for south-east Germany. Resour. Conserv. Recycl. 2013, 78, 81–91. [Google Scholar] [CrossRef]
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading recycling of wood waste: A review. Polymers 2021, 13, 1752. [Google Scholar] [CrossRef]
- Piao, C.; Shupe, T.F.; Gibson, M.; Hse, C.Y. CCA retention and its effects on the bonding performance of decommissioned treated wood: A preliminary study. In Proceedings of the Conference Proceedings Paper 104th Annual Meeting of the American Wood Protection Association, Portland, OR, USA, 18–20 May 2008; pp. 246–255. [Google Scholar]
- Piao, C.; Monlezun, C.J.; Shupe, T.F. Glue-line bonding performance of decommissioned CCA-treated wood. Part I: Without retreatment. For. Prod. J. 2009, 59, 36–42. [Google Scholar]
- Piao, C.; Monlezun, C.J.; Hse, C.Y.; Nipper, W.A. Glue-line bonding performance of decommissioned CCA-treated wood. Part II: Retreated with CCA. For. Prod. J. 2009, 59, 31–39. [Google Scholar] [CrossRef]
- Örs, Y.; Atar, M.; Keskin, H. Bonding strength of some adhesives in wood materials impregnated with Imersol-Aqua. Int. J. Adhes. Adhes. 2004, 24, 287–294. [Google Scholar] [CrossRef]
- Akyüz, I.; Ersen, N.; Tiryaki, S.; Bayram, B.Ç.; Akyüz, K.C.; Peker, H. Modeling and comparison of bonding strength of impregnated wood material by using different methods: Artificial neural network and multiple linear regression. Wood Res. 2019, 64, 483–498. [Google Scholar]
- Frihart, C.R. Interaction of copper wood preservatives and adhesives. In Proceedings of the 26th Annual Meeting of the Adhesion Society, Inc.: Adhesion Fundamentals: From Molecules to Mechanisms and Modeling, Myrtle Beach, SC, USA, 23–26 February 2003; The Adhesion Society: Blacksburg, VA, USA, 2003; pp. 244–245. [Google Scholar]
- Lorenz, L.F.; Frihart, C. Adhesive bonding of wood treated with ACQ and copper azole preservatives. For. Prod. J. 2006, 56, 90–93. [Google Scholar]
- Ozdemir, T.; Temiz, A.; Aydin, I. Effect of wood preservatives on surface properties of coated wood. Adv. Mater. Sci. Eng. 2015, 2015, 631835. [Google Scholar] [CrossRef] [Green Version]
- EN 205; Adhesives—Wood Adhesives for Non-Structural Applications—Determination of Tensile Shear Strength of Lap Joints. European Committee for Standardization: Brussels, Belgium, 2016.
- Unger, A.; Schniewind, A.P.; Unger, W. Conservation of Wood Artifacts; Springer: Berlin/Heidelberg, Germany, 2001; 578p, ISBN 3-540-41580-7. [Google Scholar]
- Chinpark, A. The effect of ammonium sulphate on fire retardancy and thermal decomposition mechanism of rubber wood by LOI and TGA/DTG. Naresuan Univ. Eng. J. 2018, 13, 1–9. [Google Scholar]
- Iždinský, J.; Reinprecht, L.; Sedliačik, J.; Kúdela, J.; Kučerová, V. Bonding of selected hardwoods with PVAc adhesive. Appl. Sci. 2020, 11, 67. [Google Scholar] [CrossRef]
- Liptáková, E.; Kúdela, J. Analysis of the wood-wetting process. Holzforschung 1994, 48, 139–144. [Google Scholar] [CrossRef]
- Vidholdová, Z.; Ciglian, D.; Reinprecht, L. Bonding of the thermally modified Norway spruce wood with the PUR and PVAc adhesives. Acta Facultatis Xylologiae Zvolen res Publica Slovaca 2021, 63, 63–73. [Google Scholar]
- Mamoňová, M. Wood Anatomy; Technical University in Zvolen: Zvolen, Slovakia, 2013; 123p, ISBN 978-80-228-2499-6. [Google Scholar]
- Mamoňová, M. Elektrónová Mikroskopia a Štúdium Drevných Štruktúr (Electron Microscopy and Study of Wooden Structures); Technical University in Zvolen: Zvolen, Slovakia, 2018; 94p, ISBN 978-80-228-3150-5. [Google Scholar]
- Xu, N.; Liu, W.; Hou, Q.; Wang, P.; Yao, Z. Effect of autohydrolysis on the wettability, absorbility and further alkali impregnation of poplar wood chips. Bioresour. Technol. 2016, 216, 317–322. [Google Scholar] [CrossRef] [Green Version]
- Aydin, I.; Colakoglu, G. Variation in surface roughness, wettability and some plywood properties after preservative treatment with boron compounds. Build. Environ. 2007, 42, 3837–3840. [Google Scholar] [CrossRef]
- Wang, X.; Wang, F.; Yu, Z.; Zhang, Y.; Qi, C.; Du, L. Surface free energy and dynamic wettability of wood simultaneously treated with acidic dye and flame retardant. J. Wood Sci. 2017, 63, 271–280. [Google Scholar] [CrossRef] [Green Version]
- Ziglio, A.C.; Sardela, M.R.; Gonçalves, D. Wettability, surface free energy and cellulose crystallinity for pine wood (Pinus sp.) modified with chili pepper extracts as natural preservatives. Cellulose 2018, 25, 6151–6160. [Google Scholar] [CrossRef]
- Bao, X.; Zhang, M.; Li, P.; Lu, J.; Yuan, G.; Zuo, Y. Investigating the surface wettability and surface free energy of sodium silicate-impregnated poplar wood. Wood Mater. Sci. Eng. 2021, 1–10. [Google Scholar] [CrossRef]
- EN 204; Classification of Thermoplastic Wood Adhesives for Non-Structural Applications. European Committee for Standardization: Brussels, Belgium, 2016.
- Atar, M.; Keskin, H.; Yavuzcan, H.G. Impacts of impregnation with boron compounds on the bonding strength of some wood materials. In Bonding of Modified Wood, Proceedings of the 5th COST E34 International Workshop, Bled, Slovenia, 6 September 2007; Biotechnical Faculty, University of Ljubljana: Ljubljana, Slovenia, 2007; pp. 61–69. [Google Scholar]
- Lai, Y.Z. Chemical degradation. In Wood and Cellulosic Chemistry; Dekker: New York, NY, USA, 2000; pp. 443–512. [Google Scholar]
- Cavdar, A.D.; Mengeloğlu, F.; Karakus, K. Effect of boric acid and borax on mechanical, fire and thermal properties of wood flour filled high density polyethylene composites. Measurement 2015, 60, 6–12. [Google Scholar] [CrossRef]
- Oezcifci, A.; Okçu, O. The influence of the impregnating chemicals on the bonding strength of impregnated wood materials. J. Appl. Polym. Sci. 2008, 107, 2871–2876. [Google Scholar] [CrossRef]
- Mahani, Z.N.; Tajvidi, M. Viscoelastic mapping of spruce-polyurethane bond line area using AM-FM atomic force microscopy. Int. J. Adhes. Adhes. 2017, 79, 59–66. [Google Scholar] [CrossRef]
- Kúdela, J.; Javorek, Ľ.; Mrenica, L. Influence of milling and sanding on beech wood surface properties. Part II. Wetting and thermo-dynamical characteristics of wood surface. Wood Technol. 2016, 95, 154–158. [Google Scholar]
- Jankowska, A.; Zbiec, M.; Kozakiewicz, P.; Koczan, G.; Olenska, S.; Beer, P. The wettability and surface free energy of sawn, sliced and sanded European oak wood. Maderas. Cienc. Tecnol. 2018, 20, 443–454. [Google Scholar] [CrossRef] [Green Version]
- Leggate, W.; McGavin, R.L.; Miao, C.; Outhwaite, A.; Chandra, K.; Dorries, J.; Kumar, C.; Knackstedt, M. The influence of mechanical surface preparation methods on southern pine and spotted gum wood properties: Wettability and permeability. BioResources 2020, 15, 8554–8576. [Google Scholar] [CrossRef]
- Shupe, T.E.; Hse, C.Y.; Choong, E.T.; Groom, L.H. Effect of wood grain and veneer side on loblolly pine veneer wettability. For. Prod. J. 1998, 48, 95–97. [Google Scholar]
- Shi, S.Q.; Gardner, D.J. Dynamic adhesive wettability of wood. Wood Fiber Sci. 2001, 33, 58–68. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spruce Wood Treated with 2% Inorganic Preservative | Contact Angle (°) | |
|---|---|---|
| θ0 | θe | |
| Without preservative | 75.20 (8.03) | 39.25 (7.58) |
| CuSO4·5H2O | 71.05 (9.61) d | 37.32 (7.86) d |
| ZnCl2 | 96.43 (9.21) a | 46.45 (5.70) b |
| H3BO3 | 62.54 (5.98) a | 40.06 (5.06) d |
| (NH4)2SO4 | 57.96 (5.47) a | 36.14 (9.61) d |
| Shear Strength (MPa) | |||||
|---|---|---|---|---|---|
| Preservative Concentration “c” (%) | CuSO4·5H2O | ZnCl2 | H3BO3 | (NH4)2SO4 | Without Preservative |
| Reference group of test set (Untreated spruce and Untreated spruce) | |||||
| 0 | - | - | - | - | 10.66 (1.24) |
| First group of test sets (Treated spruce and Untreated spruce) | |||||
| 0.5 | 9.93 (0.93) d | 9.97 (0.72) d | 10.49 (1.25) d | 10.37 (0.68) d | - |
| 1 | 9.63 (0.64) c | 9.24 (0.88) b | 9.56 (1.06) c | 10.17 (1.04) d | - |
| 2 | 9.56 (0.72) c | 8.55 (0.62) a | 8.80 (0.90) a | 9.35 (1.06) c | - |
| Second group of test sets (Treated spruce and Treated spruce) | |||||
| 0.5 | 9.36 (0.78) b | 9.65 (0.85) c | 9.58 (1.15) b | 10.39 (1.25) d | - |
| 1 | 9.04 (1.07) b | 8.69 (0.55) a | 9.23 (0.63) b | 9.84 (1.24) d | - |
| 2 | 8.78 (0.96) a | 8.44 (0.68) a | 8.68 (1.22) a | 8.83 (1.49) b | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciglian, D.; Reinprecht, L. The Effect of Inorganic Preservatives in the Norway Spruce Wood on Its Wettability and Adhesion with PUR Glue. Appl. Sci. 2022, 12, 5642. https://doi.org/10.3390/app12115642
Ciglian D, Reinprecht L. The Effect of Inorganic Preservatives in the Norway Spruce Wood on Its Wettability and Adhesion with PUR Glue. Applied Sciences. 2022; 12(11):5642. https://doi.org/10.3390/app12115642
Chicago/Turabian StyleCiglian, Dávid, and Ladislav Reinprecht. 2022. "The Effect of Inorganic Preservatives in the Norway Spruce Wood on Its Wettability and Adhesion with PUR Glue" Applied Sciences 12, no. 11: 5642. https://doi.org/10.3390/app12115642
APA StyleCiglian, D., & Reinprecht, L. (2022). The Effect of Inorganic Preservatives in the Norway Spruce Wood on Its Wettability and Adhesion with PUR Glue. Applied Sciences, 12(11), 5642. https://doi.org/10.3390/app12115642