
Mix Design and Engineering Properties of Fiber-Reinforced Pervious Concrete Using Lightweight Aggregates



Abstract
:1. Introduction
2. Experimental Details
2.1. Materials Properties
2.2. Test Variables and Experimental Design
2.3. Mix Proportions and Casting of Specimens
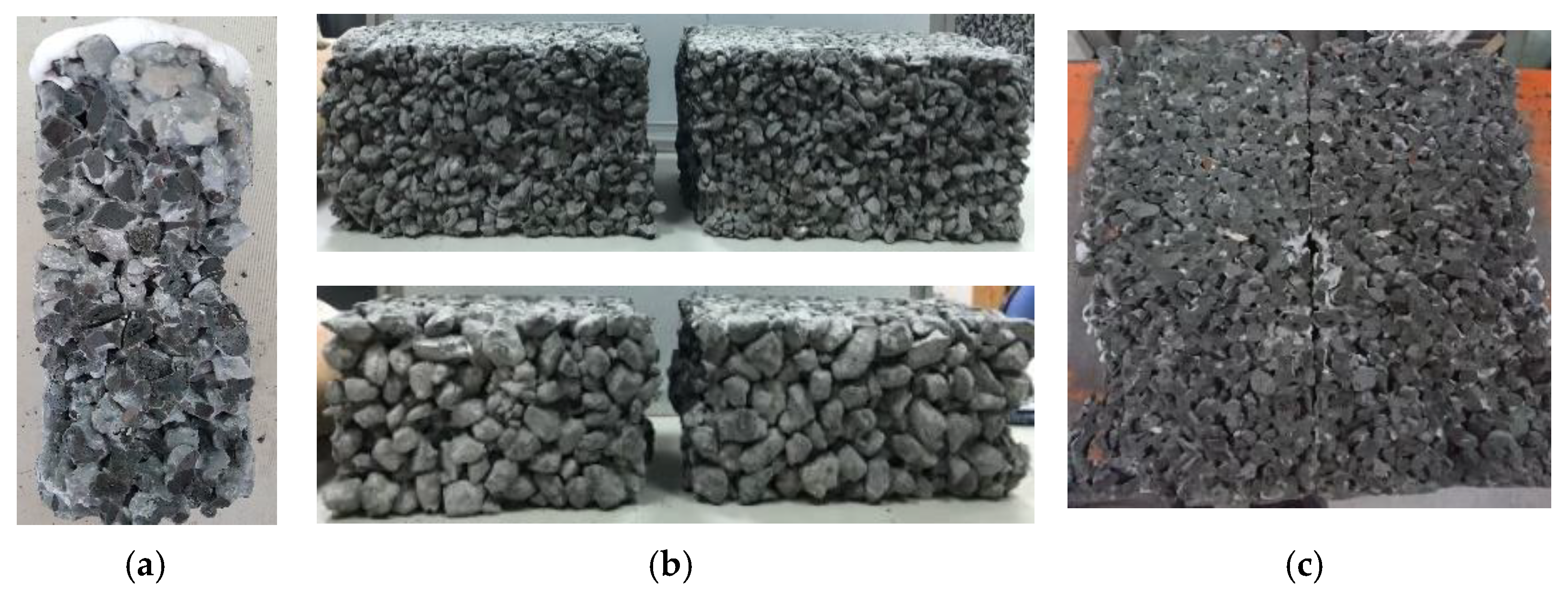
2.4. Test Methods and Data Analysis
3. Results and Discussion
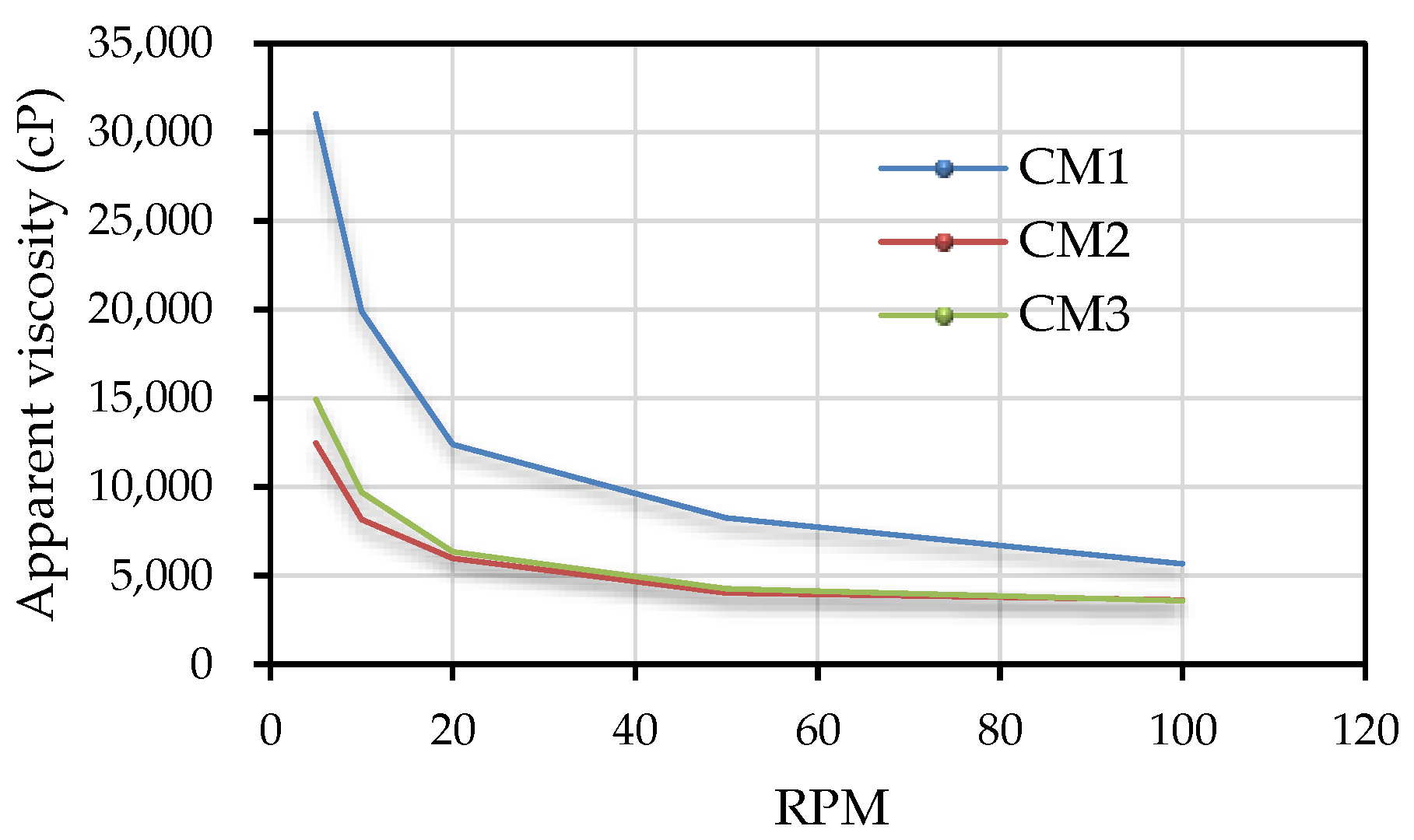
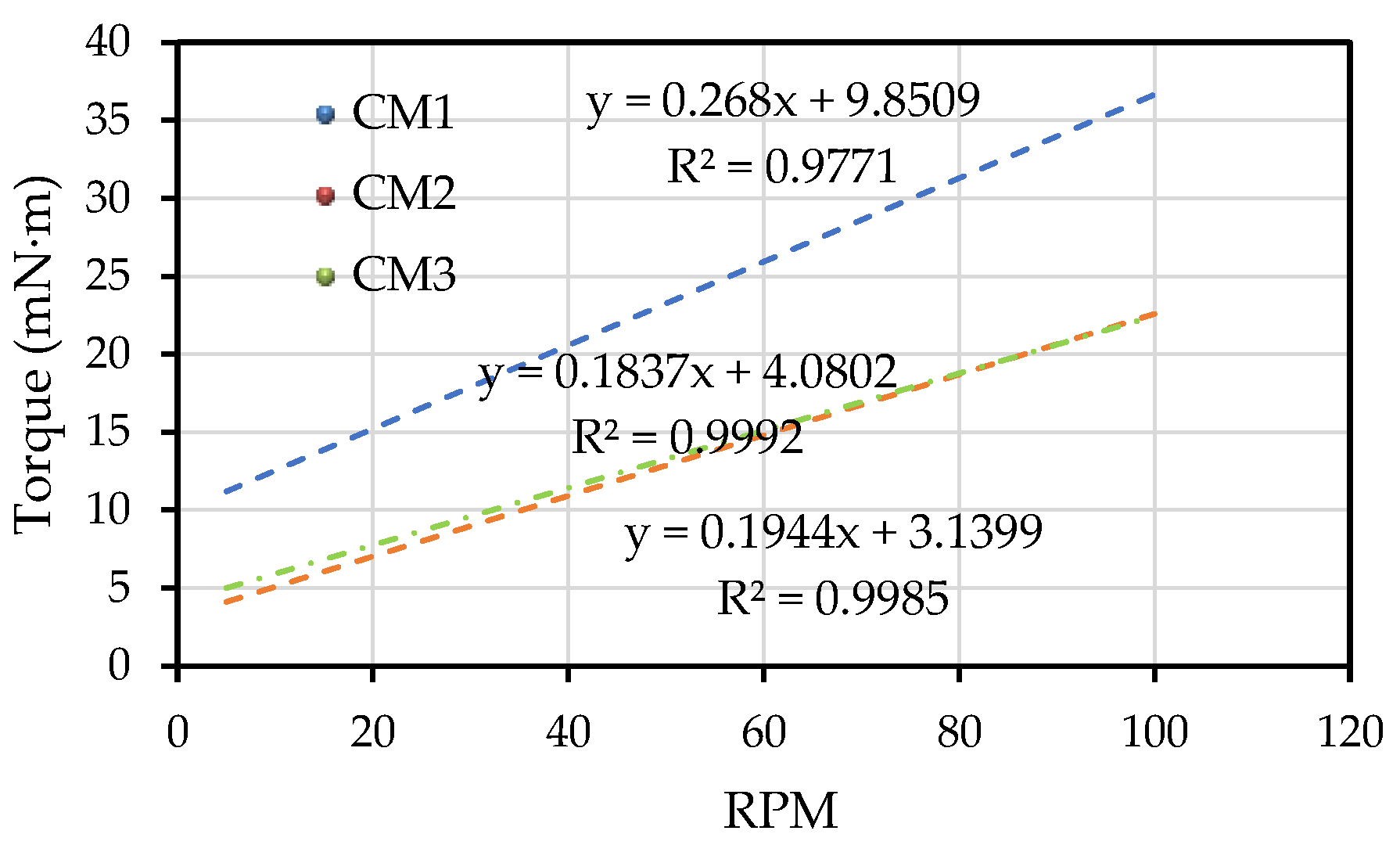
3.1. Test Results of the Matrixes
3.2. Test Results of the Fiber-Reinforced LPC
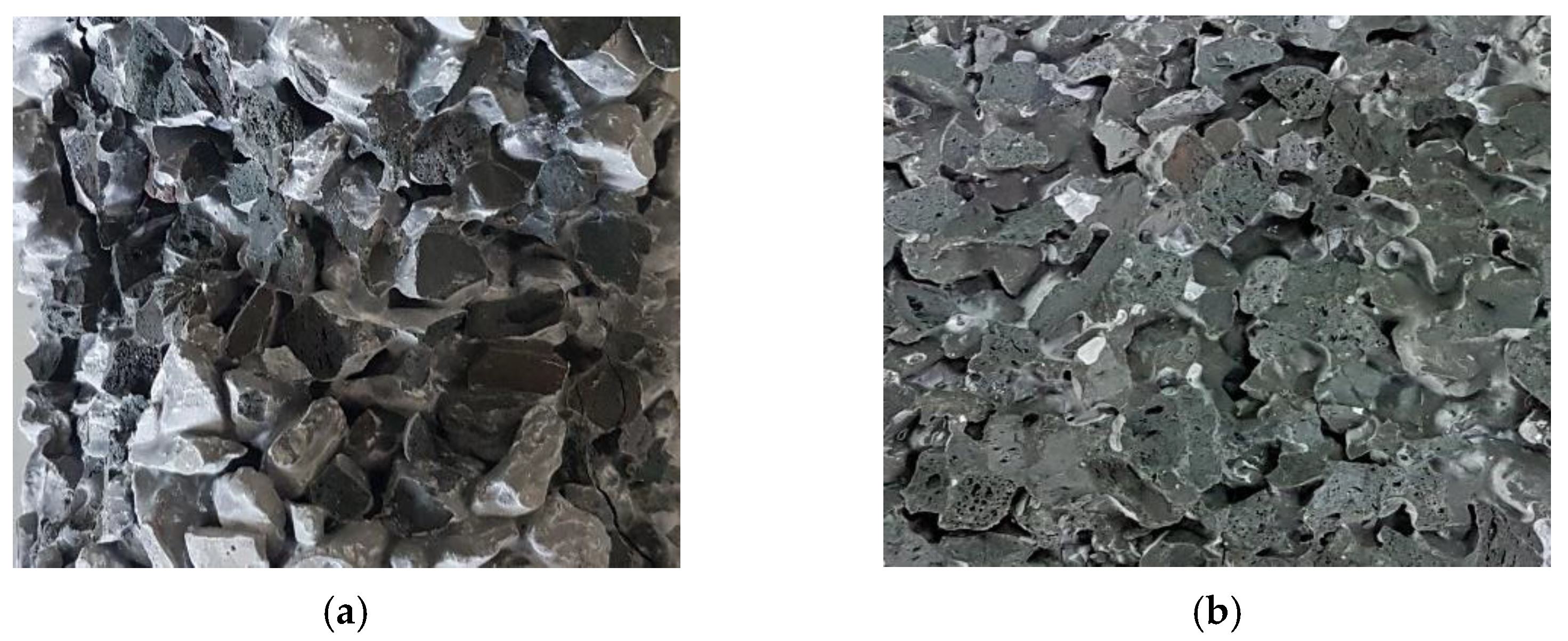
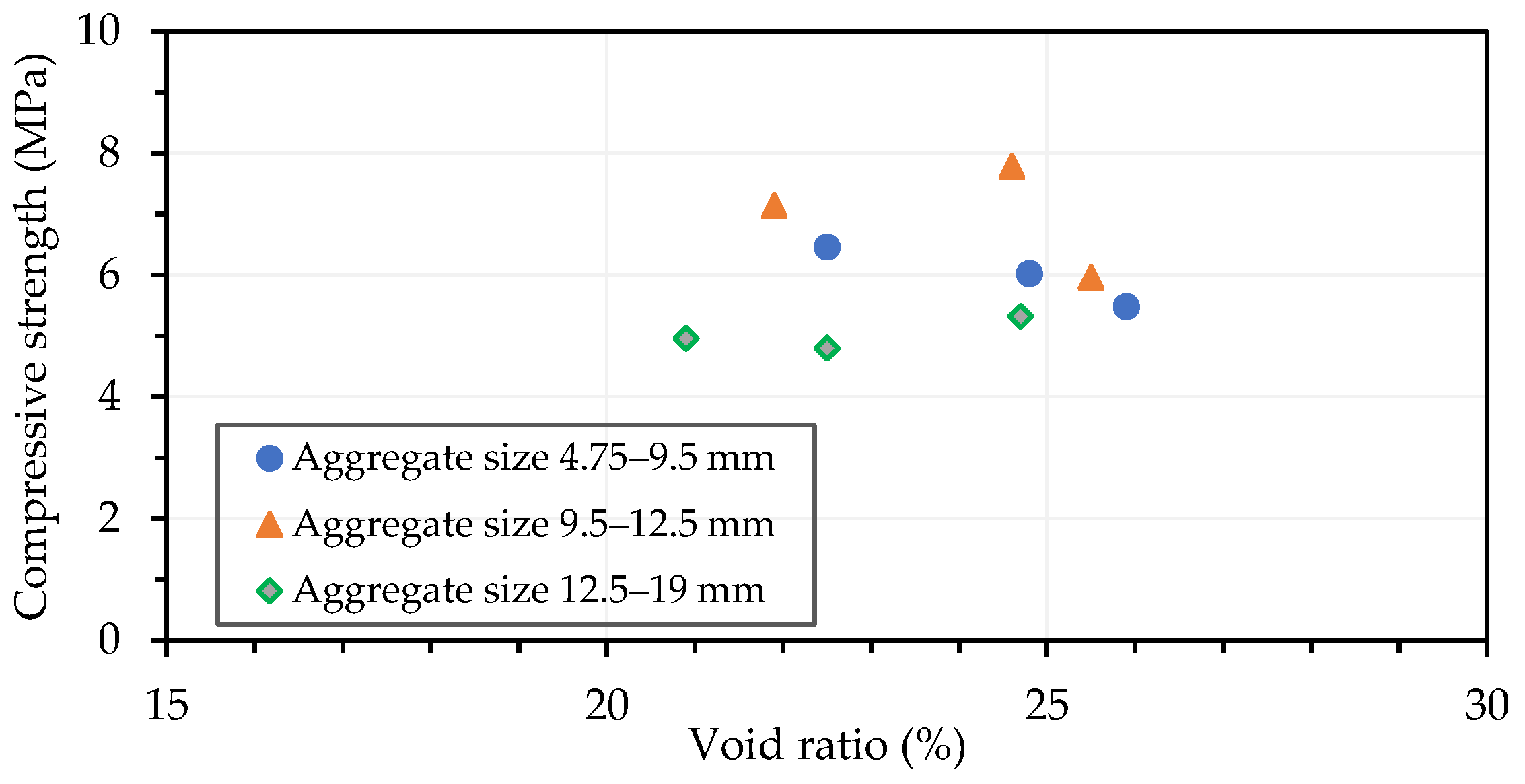
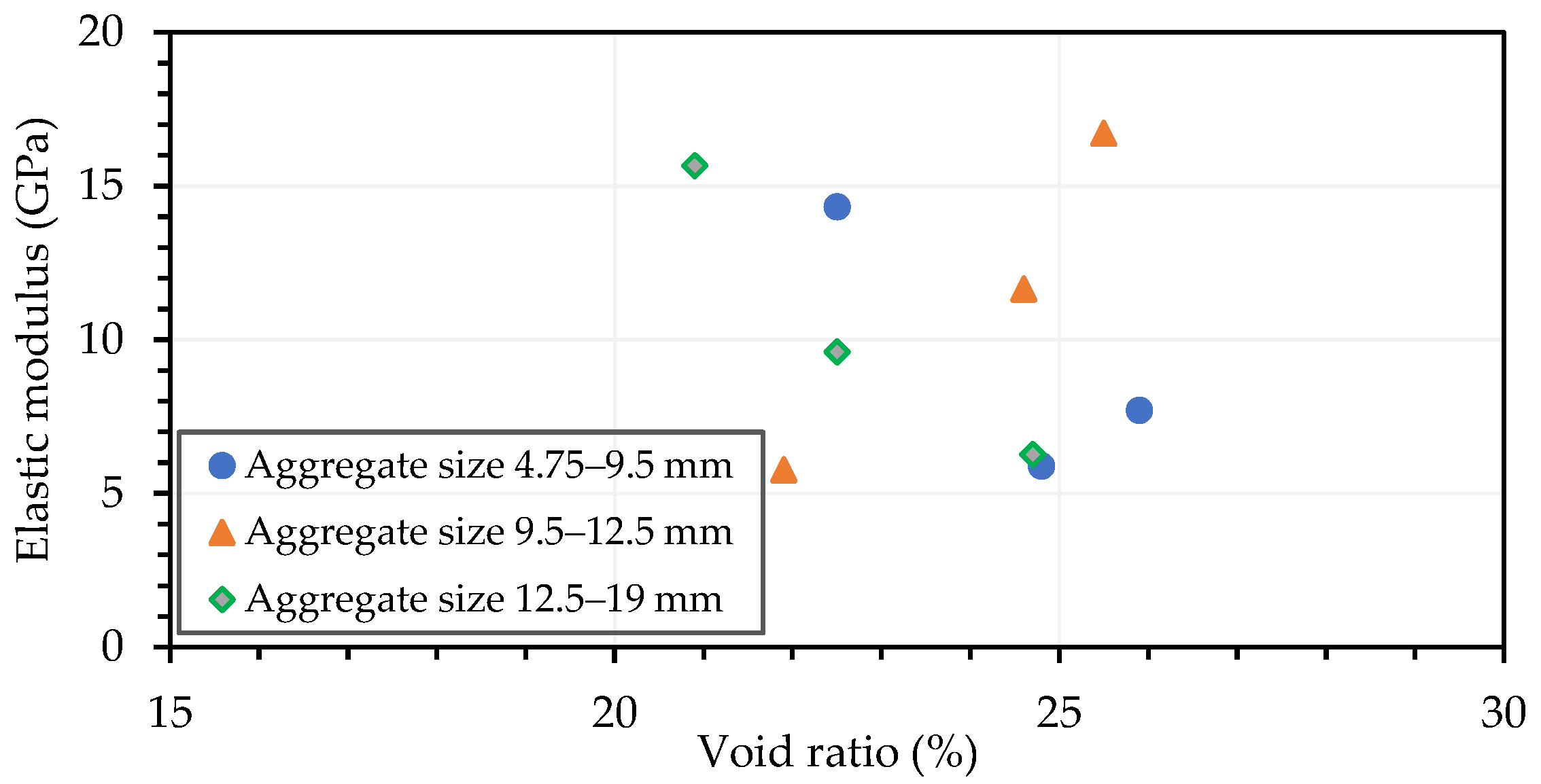
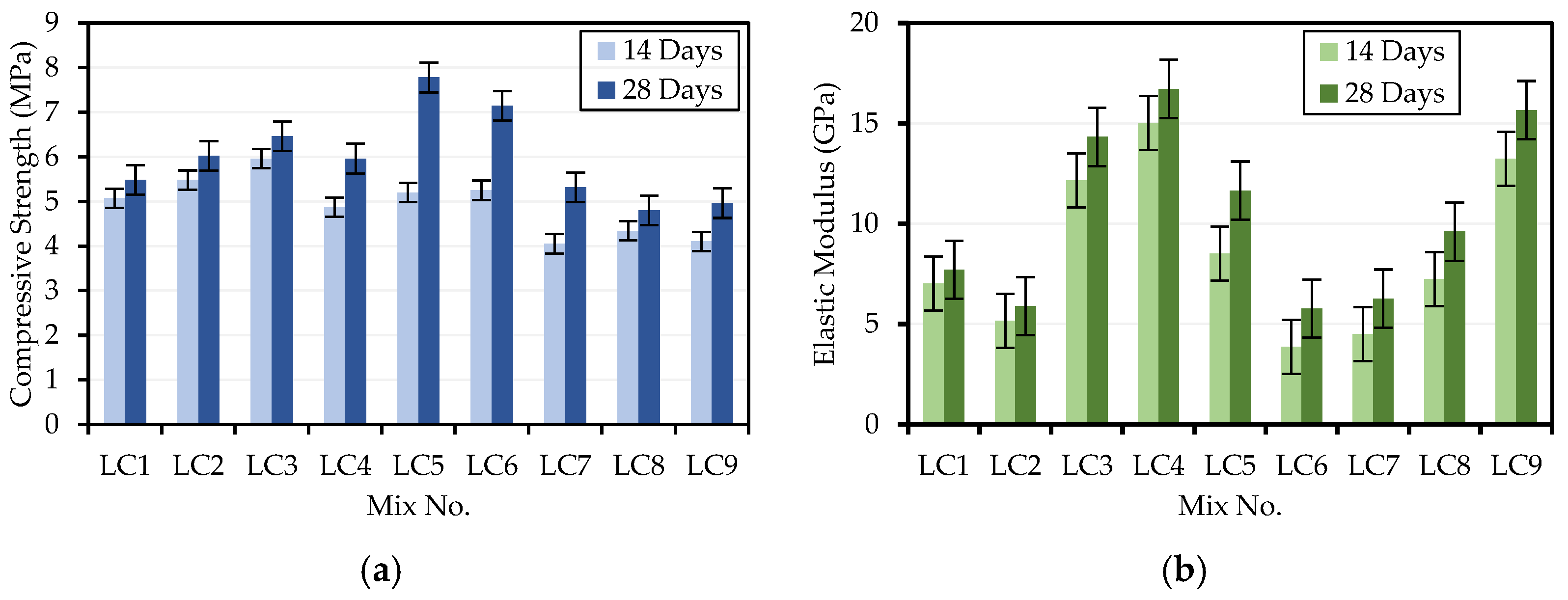
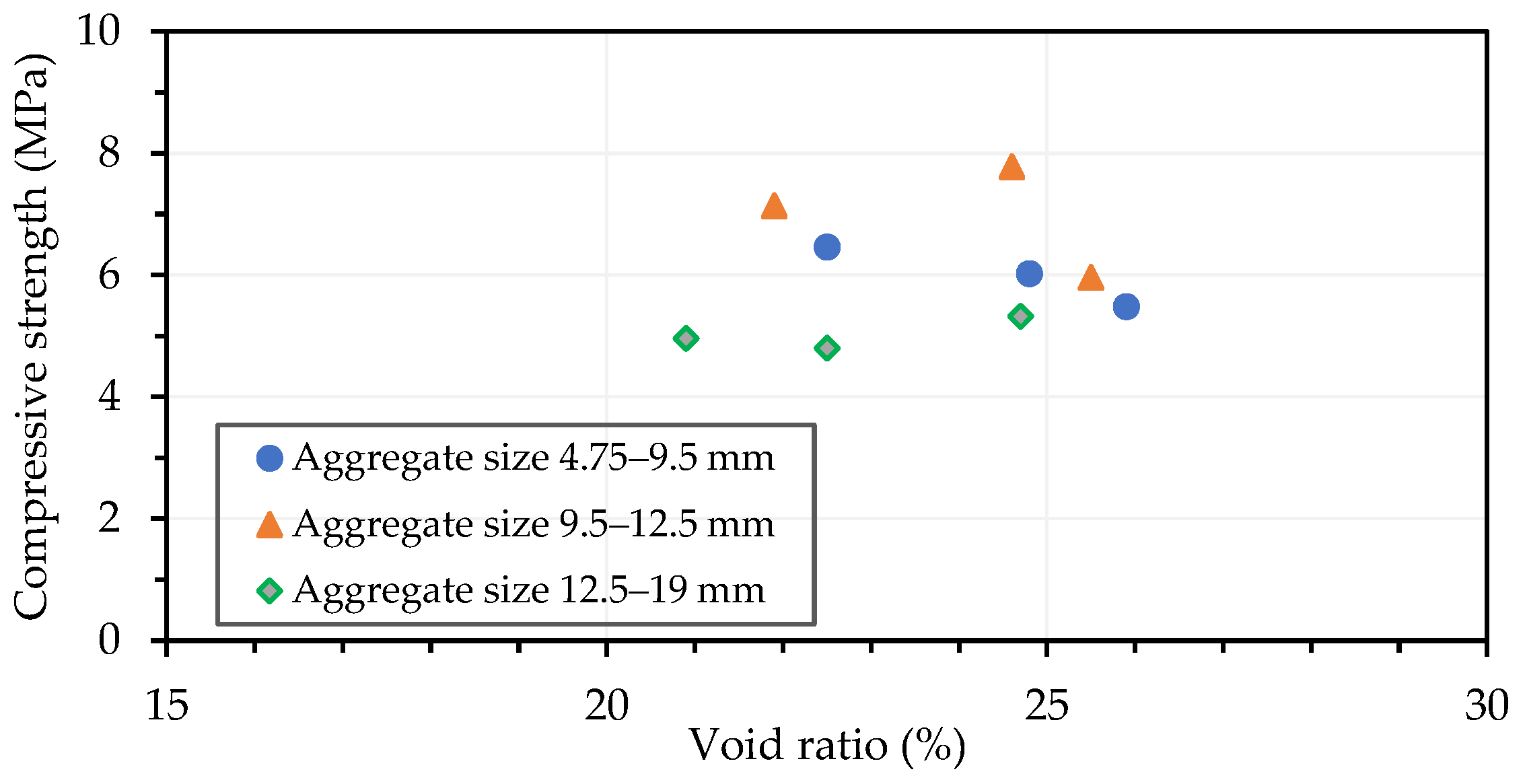
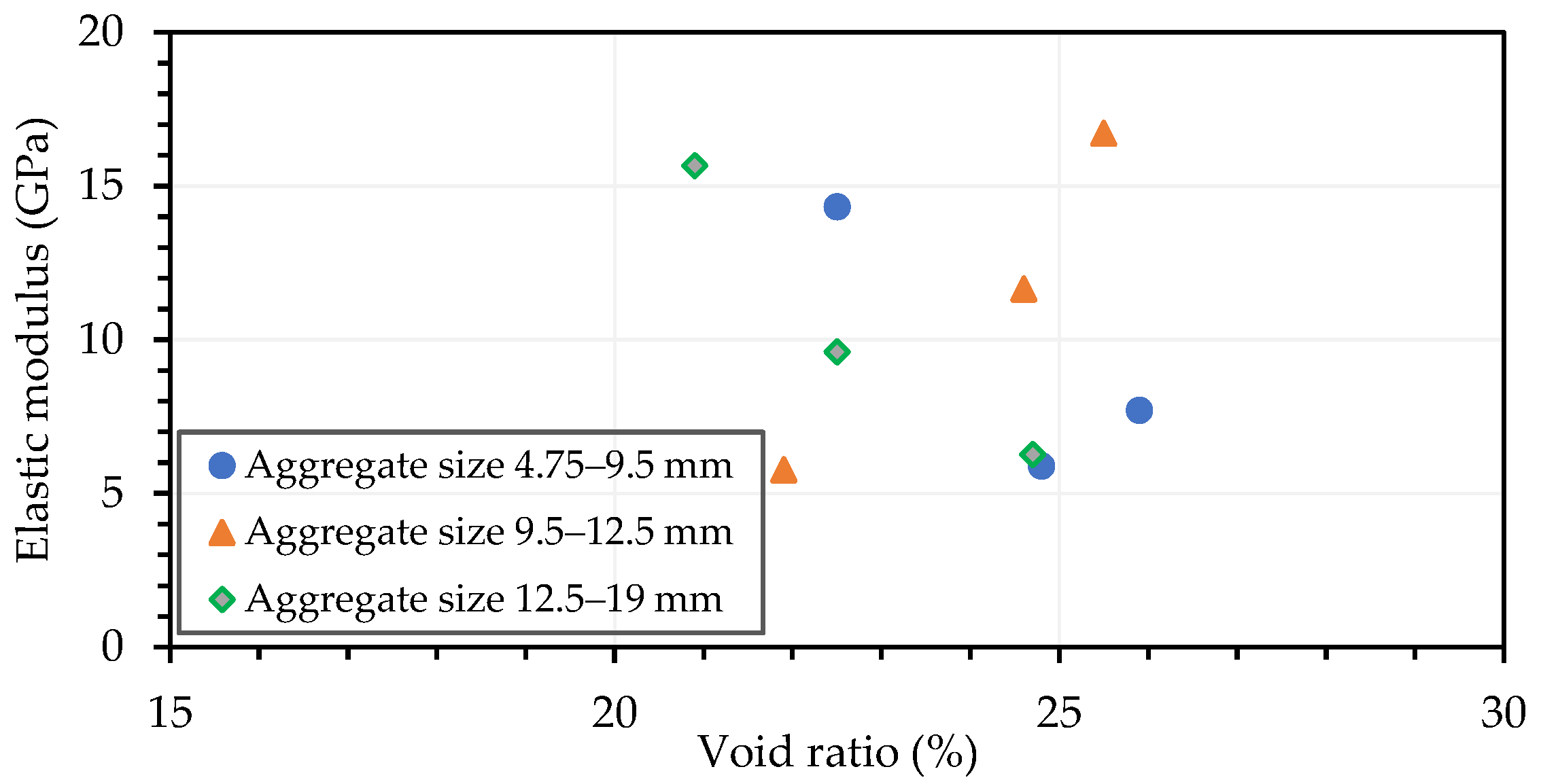
3.2.1. Compressive Strength and Elastic Modulus of the LPC
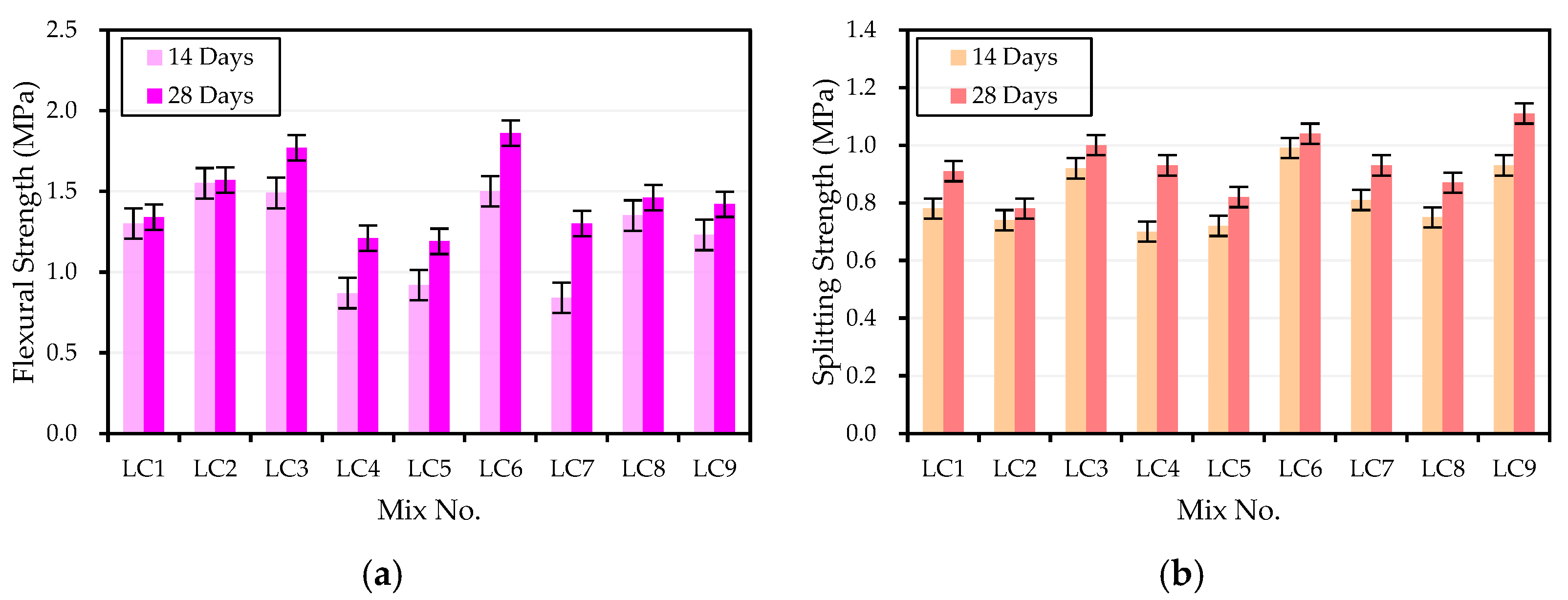
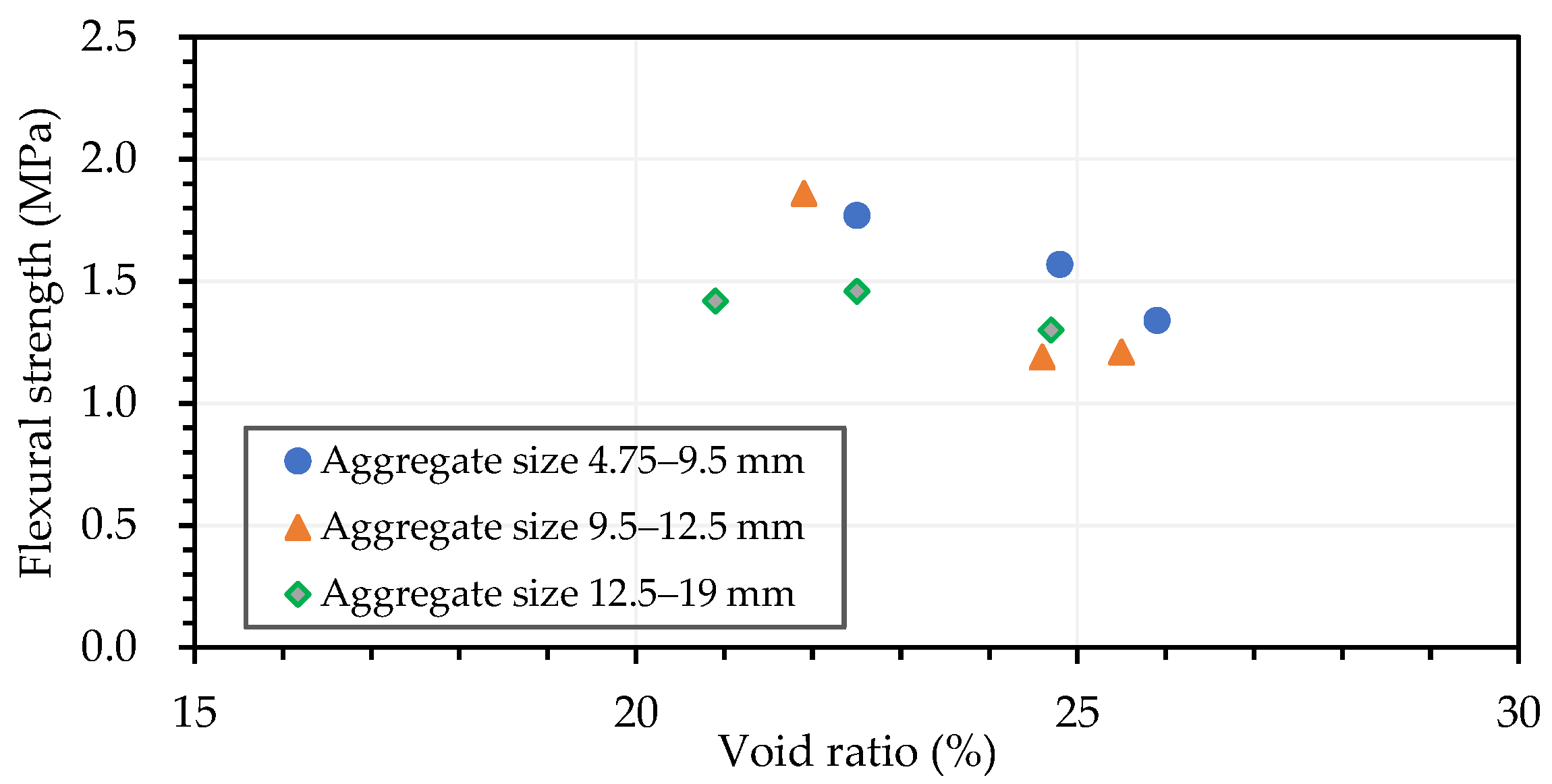
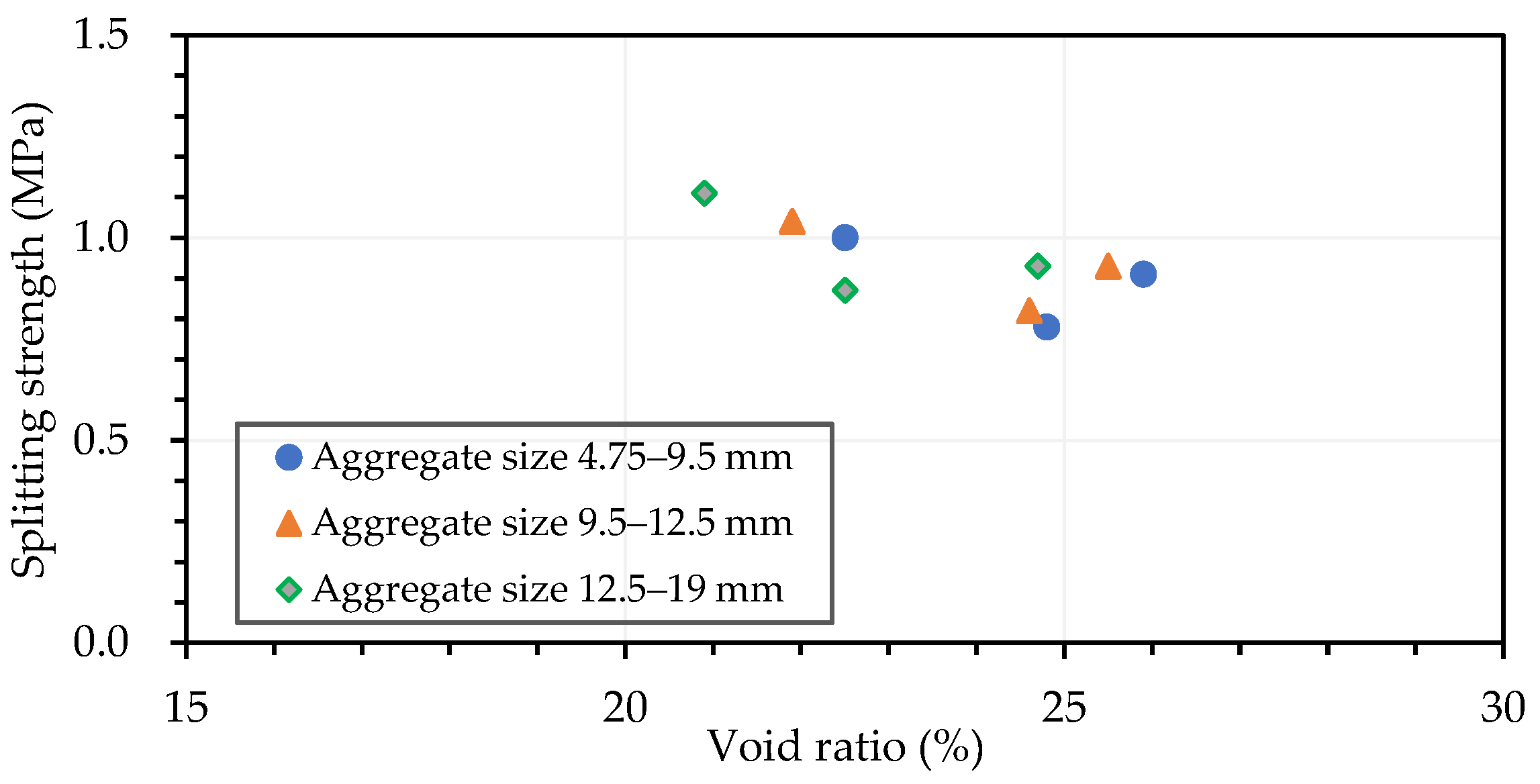
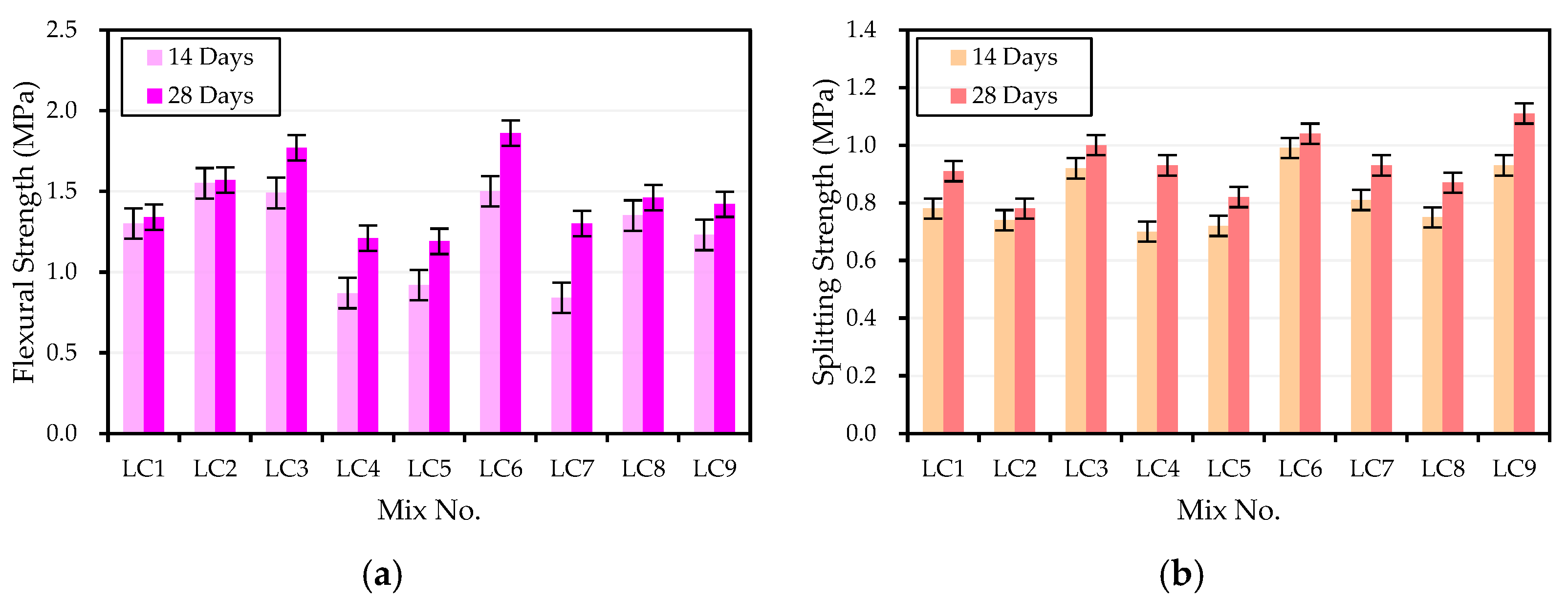
3.2.2. Flexural Strength and Splitting Tensile Strength of the LPC
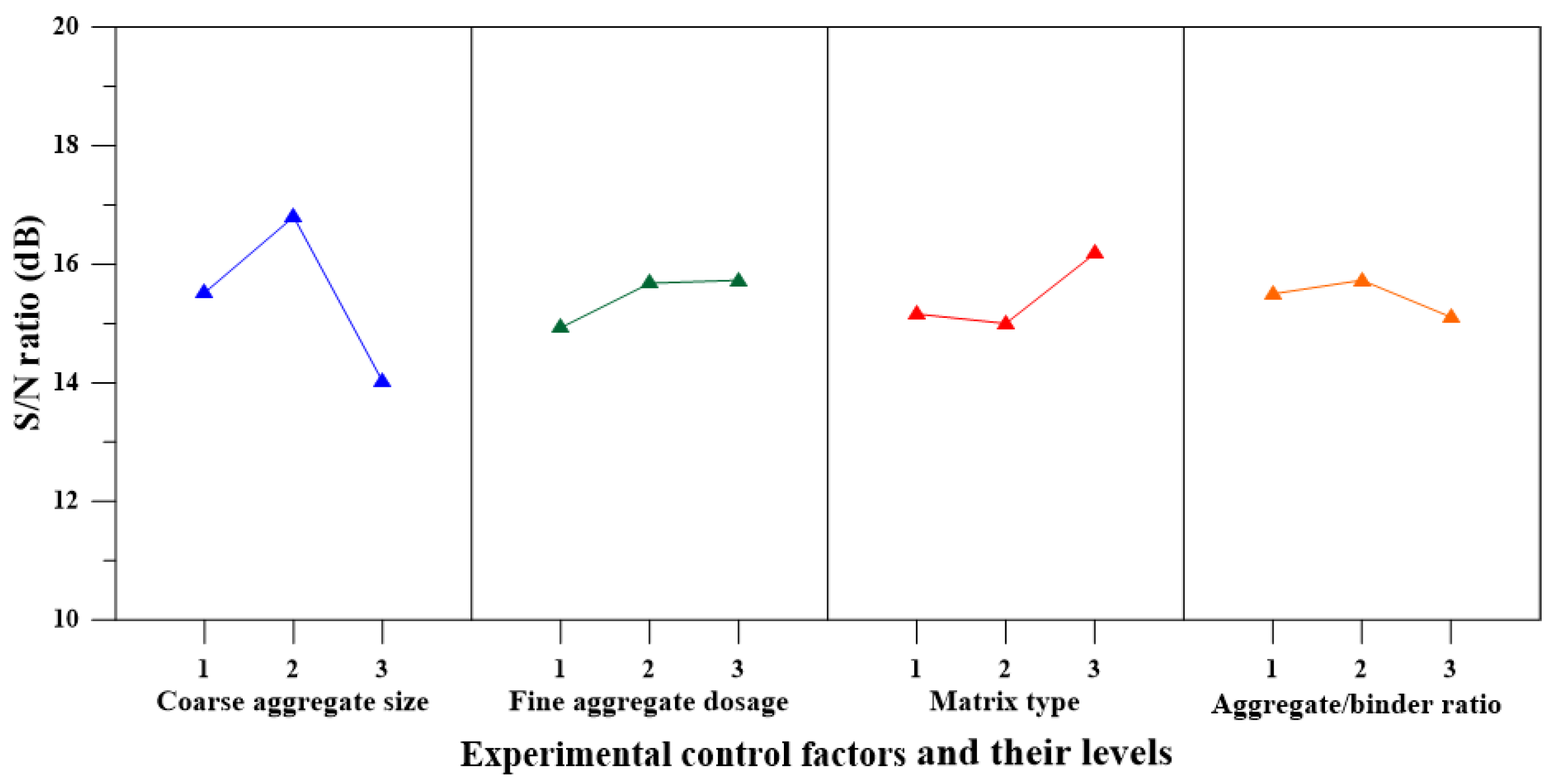
3.3. Range Analysis and Analysis of Variance
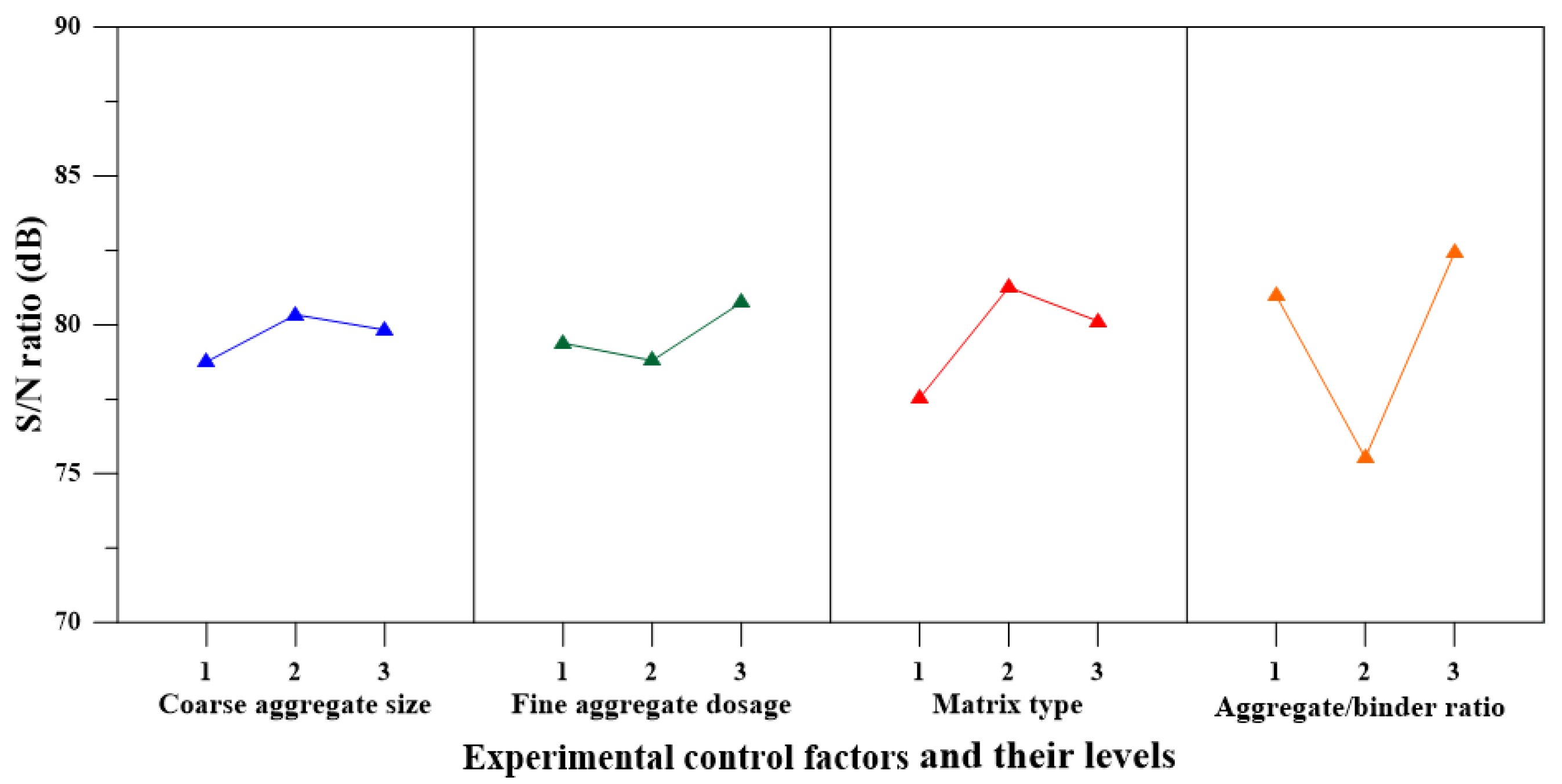
3.3.1. Range Analysis and ANOVA of Compressive Strength
3.3.2. Range Analysis and ANOVA of Elastic Modulus
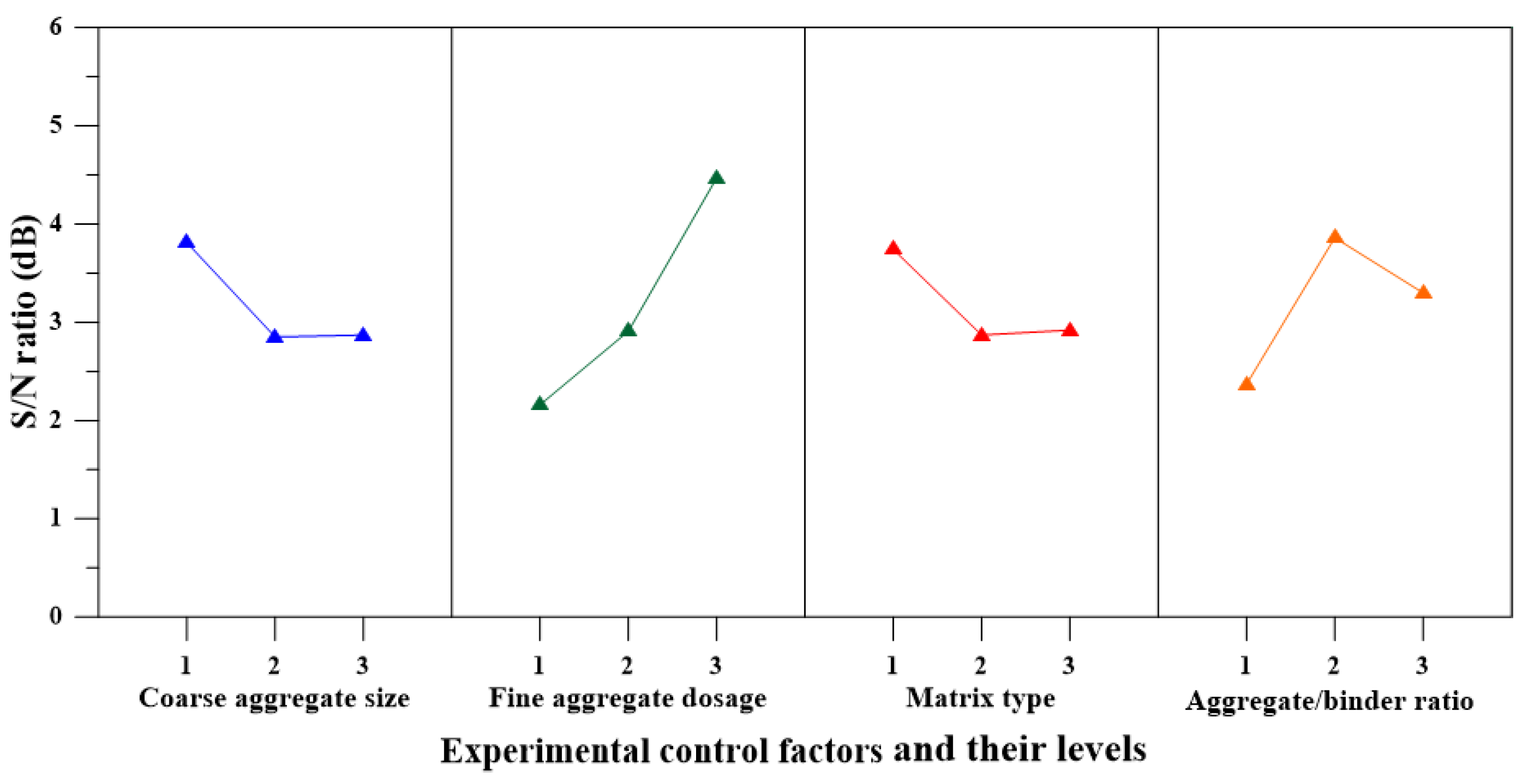
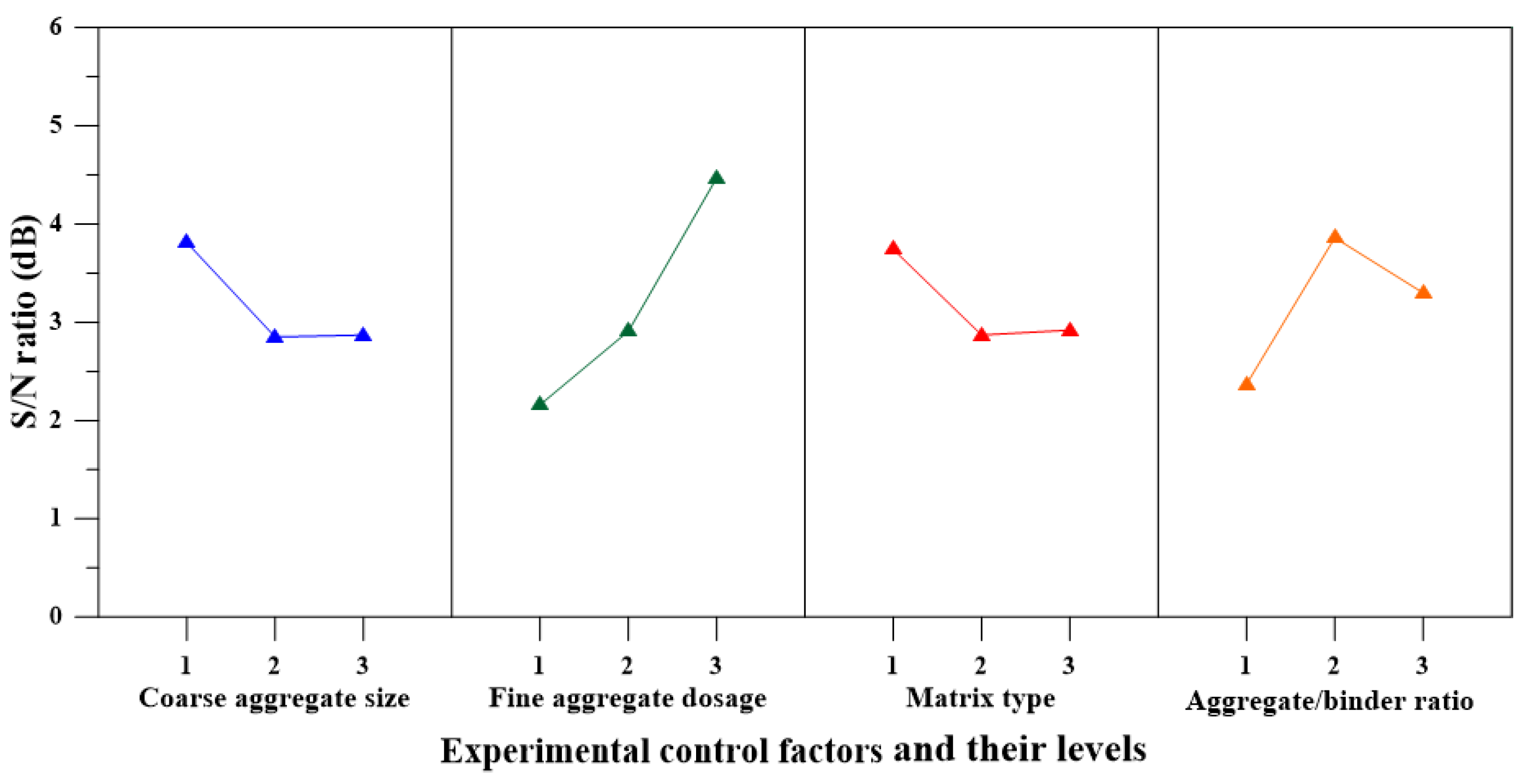
3.3.3. Range Analysis and ANOVA of Flexural Strength
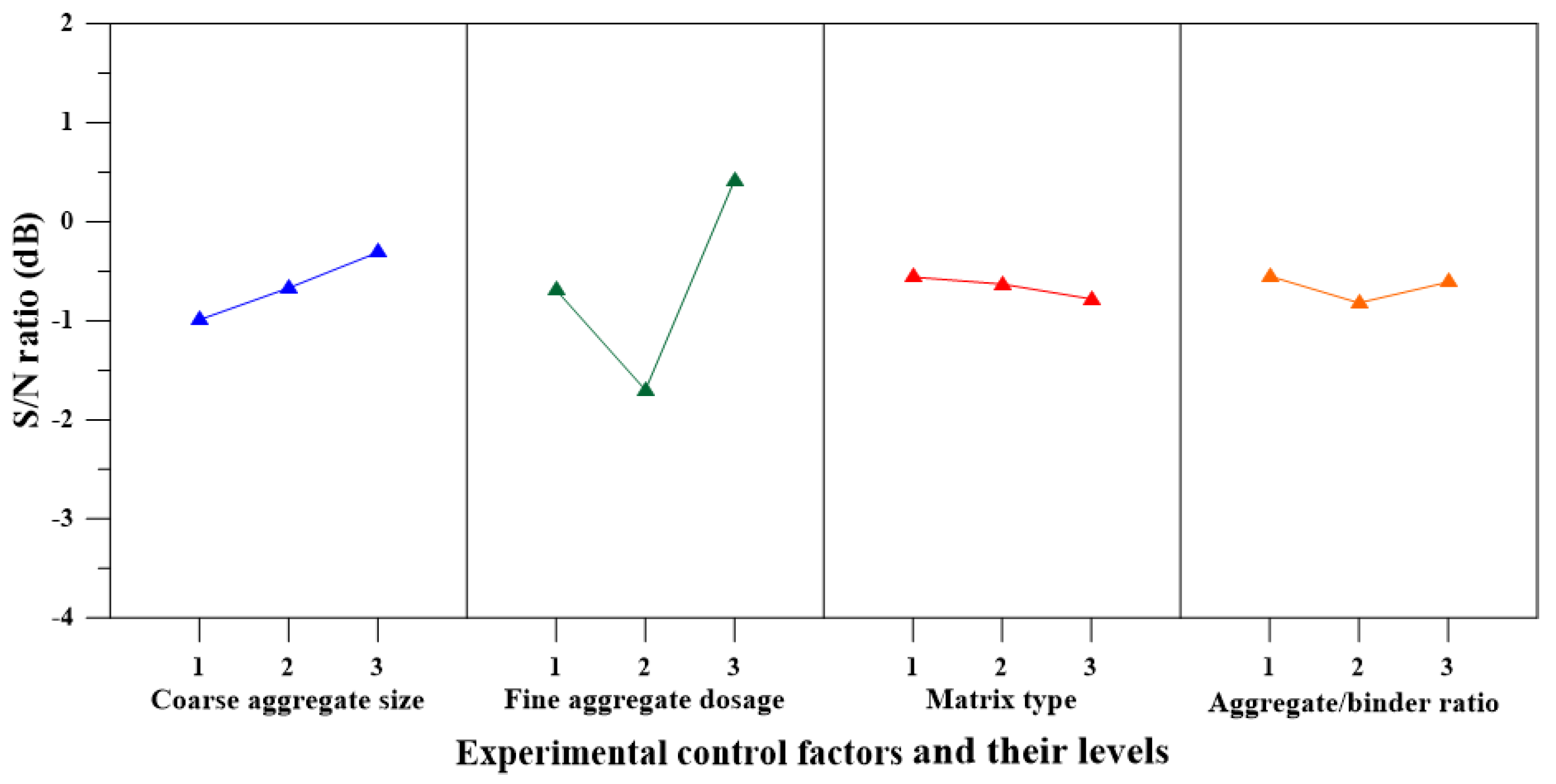
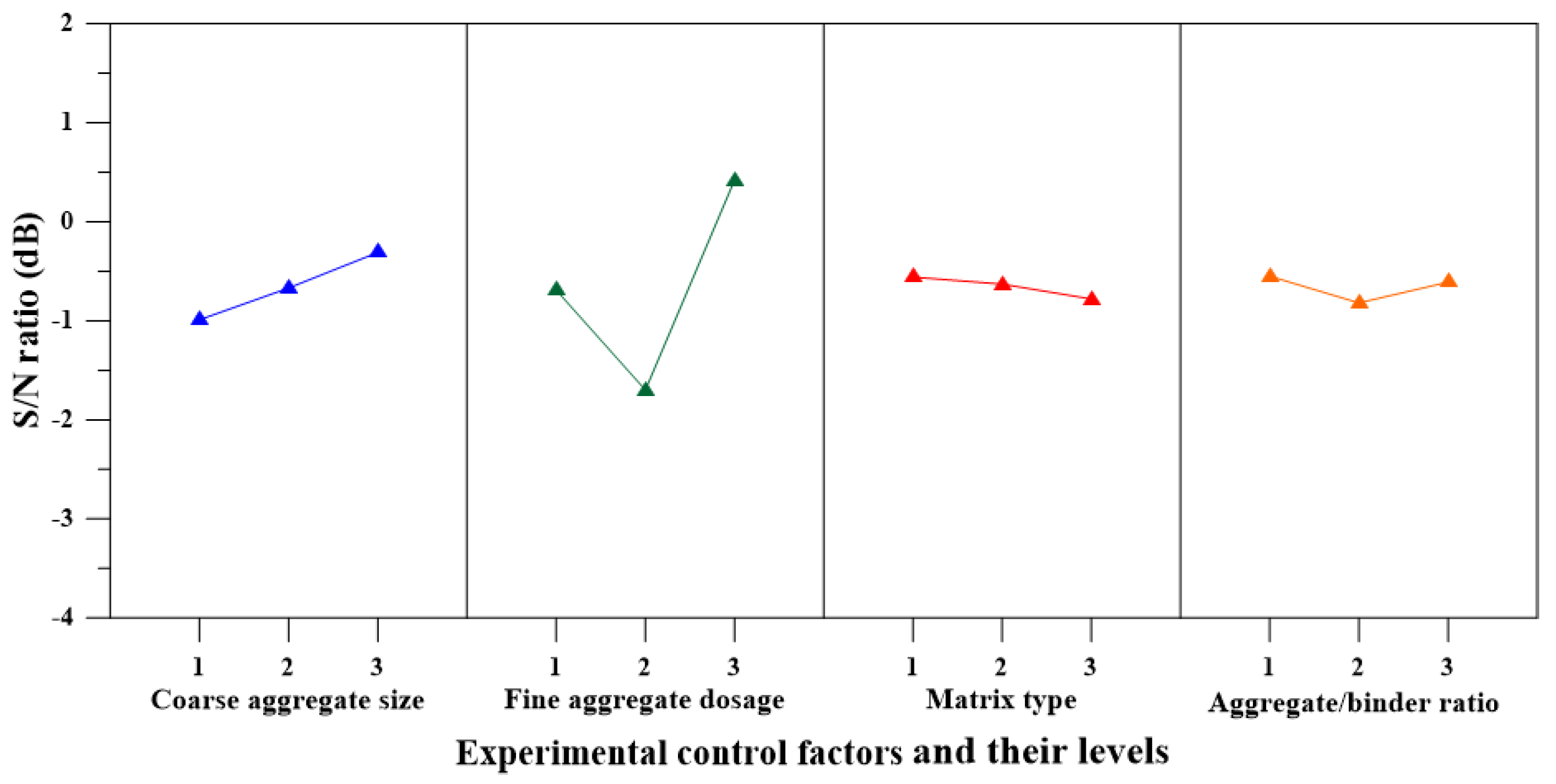
3.3.4. Range Analysis and ANOVA of Splitting Tensile Strength
3.3.5. Validation Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xia, J.; Zhang, Y.Y.; XIong, L.H.; He, S.; Wang, L.F.; Yu, Z.B. Opportunities and challenges of the Sponge City construction related to urban water issues in China. Sci. China Earth Sci. 2017, 60, 652–658. [Google Scholar] [CrossRef]
- Chandrappa, A.K.; Biligiri, K.P. Pervious concrete as a sustainable pavement material—Research findings and future prospects: A state-of-the-art review. Construct. Build. Mater. 2016, 111, 262–274. [Google Scholar] [CrossRef]
- CIP 38-Pervious Concrete, Concrete in Practice; National Ready Mixed Concrete Association: Alexandria, VA, USA, 2004; Available online: https://www.nrmca.org/wp-content/uploads/2021/01/38pr.pdf (accessed on 25 May 2021).
- Ho, H.L.; Huang, R.; Hwang, L.C.; Lin, W.T.; Hsu, H.M. Waste-Based Pervious Concrete for Climate-Resilient Pavements. Materials 2018, 11, 900. [Google Scholar] [CrossRef] [Green Version]
- Sonebia, M.; Bassuonib, M.; Yahia, A. Pervious Concrete: Mix Design, Properties and Applications. RILEM Tech. Lett. 2016, 1, 109–115. [Google Scholar] [CrossRef]
- Bean, E.Z.; Hunt, W.F.; Bidelspach, D.A. A field survey of permeable pavement surface infiltration rates. ASCE J. Irrig. Drain. Eng. 2007, 133, 249–255. [Google Scholar] [CrossRef]
- Ghafoori, N.; Dutta, S. Building and nonpavement applications of no-fines concrete. J. Mater. Civ. Eng. 1995, 7, 286–289. [Google Scholar] [CrossRef]
- Obla, K.H. Pervious concrete—An overview. Indian Concr. J. 2010, 84, 9. [Google Scholar]
- Rehder, B.; Banh, K.; Neithalath, N. Fracture behavior of pervious concretes: The effects of pore structure and fibers. Eng. Fract. Mech. 2014, 118, 1–16. [Google Scholar] [CrossRef]
- Bonicelli, A.; Giustozzi, F.; Crispino, M. Experimental study on the effects of fine sand addition on differentially compacted pervious concrete. Construct. Build. Mater. 2015, 91, 102–110. [Google Scholar] [CrossRef]
- Yang, J.; Jiang, G. Experimental study on properties of pervious concrete pavement materials. Cem. Concr. Res. 2003, 33, 381–386. [Google Scholar] [CrossRef]
- ACI Committee, 522. Report on Pervious Concrete, Chapter 6—Pervious Concrete Mixture Proportioning; American Concrete Institute: Farmington Hills, MI, USA, 2010; p. 38. [Google Scholar]
- Neithalath, N.; Sumanasooriya, M.S.; Deo, O. Characterizing pore volume, sizes, and connectivity in pervious concretes for permeability prediction. Mater. Charact. 2010, 61, 802–813. [Google Scholar] [CrossRef]
- Singh, A.; Sampath, P.V.; Biligiri, K.P. A review of sustainable pervious concrete systems: Emphasis on clogging, material characterization, and environmental aspects. Construct. Build. Mater. 2020, 261, 120491. [Google Scholar] [CrossRef]
- Nguyen, D.H.; Sebaibi, N.; Boutouil, M.; Leleyter, L.; Baraud, F. A modified method for the design of pervious concrete mix. Construct. Build. Mater. 2014, 73, 271–282. [Google Scholar] [CrossRef]
- Barrett, M.E., Jr.; Malina, J.F.; Charbeneau, R.J. Characterization of Highway Runoff in Austin, Texas, Area. J. Environ. Eng. 1998, 124, 131–139. [Google Scholar] [CrossRef] [Green Version]
- Olek, J.; Weiss, W.J.; Neithalath, N.; Marolf, A.; Sell, E.; Thornton, W.D. Development of Quiet and Durable Porous Portland Cement Concrete Paving Materials; Final Report SQDH 2003-5; Purdue University: West Lafayette, IN, USA, 2003. [Google Scholar]
- Mix Design Development for Pervious Concrete in Cold Weather Climates; Final Report February 2006; National Concrete Pavement Technology Center: Ames, IA, USA, 2006.
- Zhong, R.; Wille, K. Compression response of normal and high strength pervious concrete. Construct. Build. Mater. 2016, 109, 177–187. [Google Scholar] [CrossRef]
- Beeldens, A.; Gemert, D.V.; Caestecker, C. Porous Concrete: Laboratory versus Field Experience. In Proceedings of the 9th International Symposium on Concrete Roads, Istanbul, Turkey, 4 April–7 April 2003. [Google Scholar]
- Beeldens, A. Behavior of Porous PCC under Freeze-Thaw Cycling. Presented at the Tenth International Congress on Polymers in Concrete, Honolulu, HI, USA, 21–24 May 2001. [Google Scholar]
- Kajio, S.; Tanaka, S.; Tomita, R.; Noda, E.; Hashimoto, S. Properties of Porous Concrete with High Strength. In Proceedings of the 8th International Symposium on Concrete Roads, Lisbon, Portugal, 13–16 September 1988; pp. 171–177. [Google Scholar]
- Park, S.; Tia, M. An Experimental Study on the Water-Purification Properties of Porous Concrete. Cem. Concr. Res. 2004, 34, 177–184. [Google Scholar] [CrossRef]
- Tamai, M.; Yoshida, M. Durability of Porous Concrete; Concrete Institute: Thessaloniki, Greece, 2003. [Google Scholar]
- Tennis, P.D.; Leming, M.L.; Akers, D.J. Pervious Concrete Pavements; Special Publication by the Portland Cement Association and the National Ready Mixed Concrete Association: Skokie, IL, USA, 2004. [Google Scholar]
- Mahalingam, R.; Mahalingam, S.V. Analysis of pervious concrete properties. Građevinar 2016, 68, 493–501. [Google Scholar]
- Kovč, M.; Sičáková, A. Pervious Concrete as an Environmental Solution for Pavements: Focus on Key Properties. Environments 2018, 5, 11. [Google Scholar] [CrossRef] [Green Version]
- Sharif, A.A.M.; Shahidan, S.; Koh, H.B.; Kandash, A.; Zuki, S.S.M. Strength development of pervious concrete containing engineered biomass aggregate. Mater. Sci. Eng. 2017, 271, 012002. [Google Scholar] [CrossRef]
- Aoki, Y.; Ravindrarajah, R.S.; Khabbaz, H. Properties of pervious concrete containing fly ash. Road Mater. Pavement Des. 2012, 13, 1–11. [Google Scholar] [CrossRef]
- Hamdulay, H.N.; John, R.J.; Suroshe, D.R. Effect of Aggregate Grading and Cementitious Byproduct on Performance of Pervious Concrete. Int. J. Innov. Res. Sci. Eng. Technol. 2015, 4, 6890–6897. [Google Scholar]
- Shen, P.; Lu, J.-X.; Zheng, H.; Liu, S.; Poon, C.S. Conceptual design and performance evaluation of high strength pervious concrete. Construct. Build. Mater. 2021, 269, 121342. [Google Scholar] [CrossRef]
- Lo, F.-C.; Lee, M.-G.; Lo, S.-L. Effect of coal ash and rice husk ash partial replacement in ordinary Portland cement on pervious concrete. Construct. Build. Mater. 2021, 286, 122947. [Google Scholar] [CrossRef]
- Chaitanya, M.; Ramakrishna, G. Enhancing the mechanical properties of pervious recycled aggregate concrete using silicafumes. Mater. Today Proc. 2021, 46, 634–637. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, Y.; Sun, Y.; Ren, J.; Zhao, Z.; Zhang, J. Evaluation of pore size distribution and permeability reduction behavior in pervious concrete. Construct. Build. Mater. 2021, 290, 123228. [Google Scholar] [CrossRef]
- Xie, C.; Yuan, L.; Tan, H.; Zhang, Y.; Zhao, M.; Jia, Y. Experimental study on the water purification performance of biochar-modified pervious concrete. Construct. Build. Mater. 2021, 285, 122767. [Google Scholar] [CrossRef]
- Geng, H.; Xu, Q.; Duraman, S.B.; Li, Q. Effect of Rheology of Fresh Paste on the Pore Structure and Properties of Pervious Concrete Based on the High Fluidity Alkali-Activated Slag. Crystals 2021, 11, 593. [Google Scholar] [CrossRef]
- Gao, L.; Lai, Y.; Islam Pramanic, M.R.; Zhang, W. Deterioration of Portland Cement Pervious Concrete in Sponge Cities Subjected to Acid Rain. Materials 2021, 14, 2670. [Google Scholar] [CrossRef]
- Meng, X.; Jiang, Q.; Liu, R. Flexural Performance and Toughness Characteristics of Geogrid-Reinforced Pervious Concrete with Different Aggregate Sizes. Materials 2021, 14, 2295. [Google Scholar] [CrossRef]
- Paula Junior, A.C.; Jacinto, C.; Oliveira, T.M.; Polisseni, A.E.; Brum, F.M.; Teixeira, E.R.; Mateus, R. Characterisation and Life Cycle Assessment of Pervious Concrete with Recycled Concrete Aggregates. Crystals 2021, 11, 209. [Google Scholar] [CrossRef]
- Hung, V.V.; Seo, S.-Y.; Kim, H.-W.; Lee, G.-C. Permeability and Strength of Pervious Concrete According to Aggregate Size and Blocking Material. Sustainability 2021, 13, 426. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, Q.; Yang, C.; Chi, Y.; Qi, W.; Teng, Z. Study on frost resistance and vegetation performance of seashell waste pervious concrete in cold area. Construct. Build. Mater. 2020, 265, 120758. [Google Scholar] [CrossRef]
- Taheri, B.M.; Ramezanianpour, A.M.; Sabokpa, S.; Gapele, M. Experimental evaluation of freeze-thaw durability of pervious concrete. J. Build. Eng. 2021, 33, 101617. [Google Scholar] [CrossRef]
- Wu, H.; Liu, Z.; Sun, B.; Yin, J. Experimental investigation on freeze–thaw durability of Portland cement pervious concrete (PCPC). Construct. Build. Mater. 2016, 117, 63–71. [Google Scholar] [CrossRef]
- Kevern, J.T.; Wang, K.; Schaefer, V.R. Effect of coarse aggregate on the freeze-thaw durability of pervious concrete. J. Mater. Civ. Eng. 2010, 22, 469–475. [Google Scholar] [CrossRef]
- Henderson, V.; Tighe, S. Evaluation of pervious concrete pavement performance in cold weather climates. Int. J. Pavement Eng. 2012, 13, 197–208. [Google Scholar] [CrossRef]
- Zaetang, Y.; Wongsa, A.; Sata, V.; Chindaprasirt, P. Use of lightweight aggregates in pervious concrete. Construct. Build. Mater. 2013, 48, 585–591. [Google Scholar] [CrossRef]
- Khare, A.; Shijagurumayum, C.; Sahoo, S. Development of pervious concrete using different types of aggregates. Int. J. Eng. Technol. Manag. Appl. Sci. 2017, 5, 330–334. [Google Scholar]
- Shijagurumayum, C.; Khare, A.; Sahoo, S. A study on pervious concrete using pumice and electric arc air cooled blast furnace slag aggregates. Int. J. Sci. Technol. Eng. 2017, 3, 83–86. [Google Scholar]
- Peng, H.; Yin, J.; Song, W. Mechanical and Hydraulic Behaviors of Eco-Friendly Pervious Concrete Incorporating Fly Ash and Blast Furnace Slag. Appl. Sci. 2018, 8, 859. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Wang, K.; Wang, X.; Zhou, W. Strength, fracture and fatigue of pervious concrete. Constr. Build. Mater. 2013, 42, 97–104. [Google Scholar] [CrossRef]
- Huang, B.; Wu, H.; Shu, X.; Burdette, E.G. Laboratory evaluation of permeability and strength of polymer-modified pervious concrete. Constr. Build. Mater. 2010, 24, 818–823. [Google Scholar] [CrossRef]
- Hesami, S.; Ahmadi, S.; Nematzadeh, M. Effects of rice husk ash and fiber on mechanical properties of pervious concrete pavement. Construct. Build. Mater. 2014, 53, 680–691. [Google Scholar] [CrossRef]
- Fisher, R.A. Statistical Methods for Research Workers; Oliver & Boyd: London, UK, 1925. [Google Scholar]
- Taguchi, G. Introduction to Quality Engineering: Designing Quality into Products and Processes; Asian Productivity Organization: Tokyo, Japan, 1987. [Google Scholar]
- Roy, R.K. A Primer on the Taguchi Method, Competitive Manufacturing Series; Van Nostrand Reinhold: New York, NY, USA, 1990. [Google Scholar]
- Phadke, M.S. Quality Engineering Using Robust Design; Prentice Hall: Englewood Cliffs, NJ, USA, 1989. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments; Wiley: New York, NY, USA, 2005. [Google Scholar]
- Torres, A.; Hu, J.; Ramos, A. The effect of the cementitious paste thickness on the performance of pervious concrete. Construct. Build. Mater. 2015, 95, 850–859. [Google Scholar] [CrossRef]
- ASTM. C230/C230M-14 Standard Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. C109/C109M-13e1 Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. C1688/C1688M-14a Standard Test Method for Density and Void Content of Freshly Mixed Pervious Concrete; ASTM International: West Conshohocken, PA, USA, 2014; Available online: https://www.astm.org (accessed on 25 May 2021).
- ASTM. C1701/C1701M-17a Standard Test Method for Infiltration Rate of In Place Pervious Concrete; ASTM International: West Conshohocken, PA, USA, 2017; Available online: https://www.astm.org (accessed on 25 May 2021).
- ASTM. C39/C39M-18 Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2018; Available online: https://www.astm.org (accessed on 25 May 2021).
- ASTM. C469/C469M-14 Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. C496/C496M-11 Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. C78/C78M-18 Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading); ASTM International: West Conshohocken, PA, USA, 2018; Available online: https://www.astm.org (accessed on 25 May 2021).
- Neville, A.M. Properties of Concrete; Longman: Harlow, UK, 1994. [Google Scholar]
- Saboo, N.; Shivhare, S.; Kori, K.K.; Chandrappa, A.K. Effect of fly ash and metakaolin on pervious concrete properties. Construct. Build. Mater. 2019, 223, 322–328. [Google Scholar] [CrossRef]
- Alam, A.; Haselbach, L. Estimating the modulus of elasticity of pervious concrete based on porosity. Adv. Civ. Eng. Mater. 2014, 3, 256–269. [Google Scholar] [CrossRef]
- Zhong, R.; Wille, K. Material design and characterization of high performance pervious concrete. Construct. Build. Mater. 2015, 98, 51–60. [Google Scholar] [CrossRef]
- Tang, C.W.; Cheng, C.K.; Tsai, C.Y. Mix Design and Mechanical Properties of High-Performance Pervious Concrete. Materials 2019, 12, 2577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, H.-J.; Lin, H.-C.; Tang, C.-W. Application of the Taguchi Method for Optimizing the Process Parameters of Producing Controlled Low-Strength Materials by Using Dimension Stone Sludge and Lightweight Aggregates. Sustainability 2021, 13, 5576. [Google Scholar] [CrossRef]
- Yu, F.; Sun, D.; Wang, J.; Hu, M. Influence of aggregate size on compressive strength of pervious concrete. Construct. Build. Mater. 2019, 209, 463–475. [Google Scholar] [CrossRef]
- Ćosić, K.; Korat, L.; Ducman, V.; Netinger, I. Influence of aggregate type and size on properties of pervious concrete. Construct. Build. Mater. 2015, 78, 69–76. [Google Scholar] [CrossRef]
- Deo, O.; Neithalath, N. Compressive behavior of pervious concretes and a quantification of the influence of random pore structure features. Mater. Sci. Eng. 2010, 528, 402–412. [Google Scholar] [CrossRef]
- Elango, K.S.; Revathi, V. Fal-G binder pervious concrete. Construct. Build. Mater. 2017, 140, 91–99. [Google Scholar] [CrossRef]
- Sun, Z.; Lin, X.; Vollpracht, A. Pervious concrete made of alkali activated slag and geopolymers. Construct. Build. Mater. 2018, 189, 797–803. [Google Scholar] [CrossRef]
- AlShareedah, O.; Nassiri, S. Pervious concrete mixture optimization, physical, and mechanical properties and pavement design: A review. J. Clean. Prod. 2021, 288, 125095. [Google Scholar] [CrossRef]
- Ibrahim, H.; Goh, Y.; Ann, Z.; Poh, S.; Hung, K.; Wah, C.; Abutaha, F. Hydraulic and strength characteristics of pervious concrete containing a high volume of construction and demolition waste as aggregates. Construct. Build. Mater. 2020, 253, 119251. [Google Scholar] [CrossRef]
- Barnhouse, P.W.; Srubar, W., III. Material characterization and hydraulic conductivity modeling of macroporous recycled-aggregate pervious concrete. Construct. Build. Mater. 2016, 110, 89e97. [Google Scholar] [CrossRef]
- Kevern, J.T.; Schaefer, V.R.; Wang, K.; Suleiman, M.T. Pervious Concrete Mixture Proportions for Improved Freeze-Thaw Durability. J. ASTM Int. 2008, 5, 101320. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Void Ratio (%) | Unit Weight (kg/m3) | Permeability (mm/s) | Compressive Strength (MPa) | Flexural Strength (MPa) | Reference |
|---|---|---|---|---|---|
| 15–37 | 1602–2284 | 0.25–25 | 2.6–61.2 | 1.0–7.5 | [17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40] |
| Type of Lightweight Aggregate | Compressive Strength (MPa) | Flexural Strength (MPa) | Splitting Tensile Strength (MPa) | Reference |
|---|---|---|---|---|
| Diatomite aggregate | 3.20–5.99 | - | 0.57–0.93 | [46] |
| Pumice aggregate | 2.47–4.30 | - | 0.47–0.99 | [46] |
| Recycled aggregate from autoclaved aerated concrete | 2.62–4.45 | - | 0.58–0.93 | [46] |
| Pumice aggregate | 2.74–2.89 | 1.00–1.40 | 0.84–1.13 | [47] |
| Pumice aggregate | 1.80–2.56 | 0.50–1.40 | 0.56–0.84 | [48] |
| Specific Gravity (SSD) * | Water Absorption (%) (SSD) | FM |
|---|---|---|
| 2.57 | 1.45 | 2.7 |
| Experimental Control Factor | Levels of Experimental Control Factor | Performance Parameter | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Coarse aggregate size, A (mm) | 4.75–9.5 | 9.5–12.5 | 12.5–19.0 | Compressive strength (MPa) |
| Fine aggregate content, B (%) | 0 | 5 | 10 | Elastic modulus (MPa) |
| Matrix type, C | CM1 | CM2 | CM3 | Flexural strength (MPa) |
| Aggregate-to-binder ratio, D | High | Medium | Low | Splitting tensile strength (MPa) |
| Designation | Experimental Control Factor (Level) | |||
|---|---|---|---|---|
| Coarse Aggregate Size (mm) | Fine Aggregate Content (%) | Matrix Type | Aggregate-to-Binder Ratio (Weight Ratio) | |
| LC1 | 4.75–9.5 (1) | 0 (1) | C:SF:USP = 8.8:0.6:0.6 (1) | 6.2 (1) |
| LC2 | 4.75–9.5 (1) | 5 (2) | C:SF:USP = 10:0:0 (2) | 5.9 (2) |
| LC3 | 4.75–9.5 (1) | 10 (3) | C:SF:USP = 9.2:0.4:0.4 (3) | 5.6 (3) |
| LC4 | 9.5–12.5 (2) | 0 (1) | C:SF:USP = 10:0:0 (2) | 5.6 (3) |
| LC5 | 9.5–12.5 (2) | 5 (2) | C:SF:USP = 9.2:0.4:0.4 (3) | 6.2 (1) |
| LC6 | 9.5–12.5 (2) | 10 (3) | C:SF:USP = 8.8:0.6:0.6 (1) | 5.9 (2) |
| LC7 | 12.5–19 (3) | 0 (1) | C:SF:USP = 9.2:0.4:0.4 (3) | 5.9 (2) |
| LC8 | 12.5–19 (3) | 5 (2) | C:SF:SFP = 8.8:0.6:0.6 (1) | 5.6 (3) |
| LC9 | 12.5–19 (3) | 10 (3) | C:SF:USP = 10:0:0 (2) | 6.2 (1) |
| Designation | W/B | W (kg/m3) | C (kg/m3) | SF (kg/m3) | USP (kg/m3) | SP (kg/m3) | VA (kg/m3) | PP (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| CM1 | 0.28 | 425.99 | 1459.37 | 99.50 | 99.50 | 31.70 | 6.65 | 0.90 |
| CM2 | 0.28 | 450.24 | 1673.75 | 0.00 | 0.00 | 16.74 | 1.67 | 0.23 |
| CM3 | 0.31 | 459.29 | 1457.65 | 63.38 | 63.38 | 30.28 | 1.59 | 0.45 |
| Designation | W/B | W (kg/m3) | C (kg/m3) | SF (kg/m3) | USP (kg/m3) | SP (kg/m3) | VA (kg/m3) | PP (kg/m3) | LCA (kg/m3) | FA (kg/m3) |
|---|---|---|---|---|---|---|---|---|---|---|
| LC1 | 0.28 | 51.76 | 177.32 | 11.96 | 11.96 | 3.85 | 0.81 | 0.11 | 576.33 | 0.00 |
| LC2 | 0.28 | 59.24 | 220.23 | 0.00 | 0.00 | 2.20 | 0.22 | 0.03 | 569.33 | 29.96 |
| LC3 | 0.31 | 69.38 | 220.19 | 9.57 | 9.57 | 4.57 | 0.24 | 0.07 | 556.46 | 61.83 |
| LC4 | 0.28 | 60.35 | 224.36 | 0.00 | 0.00 | 2.24 | 0.22 | 0.03 | 597.48 | 0.00 |
| LC5 | 0.31 | 61.82 | 196.18 | 8.53 | 8.53 | 4.08 | 0.21 | 0.06 | 597.28 | 31.44 |
| LC6 | 0.28 | 60.25 | 206.42 | 14.07 | 14.07 | 4.48 | 0.94 | 0.13 | 592.30 | 65.81 |
| LC7 | 0.31 | 62.57 | 198.59 | 8.63 | 8.63 | 4.13 | 0.22 | 0.06 | 612.18 | 0.00 |
| LC8 | 0.28 | 61.03 | 209.08 | 14.26 | 14.26 | 4.54 | 0.95 | 0.13 | 607.56 | 31.98 |
| LC9 | 0.28 | 61.42 | 228.34 | 0.00 | 0.00 | 2.28 | 0.23 | 0.03 | 612.45 | 68.05 |
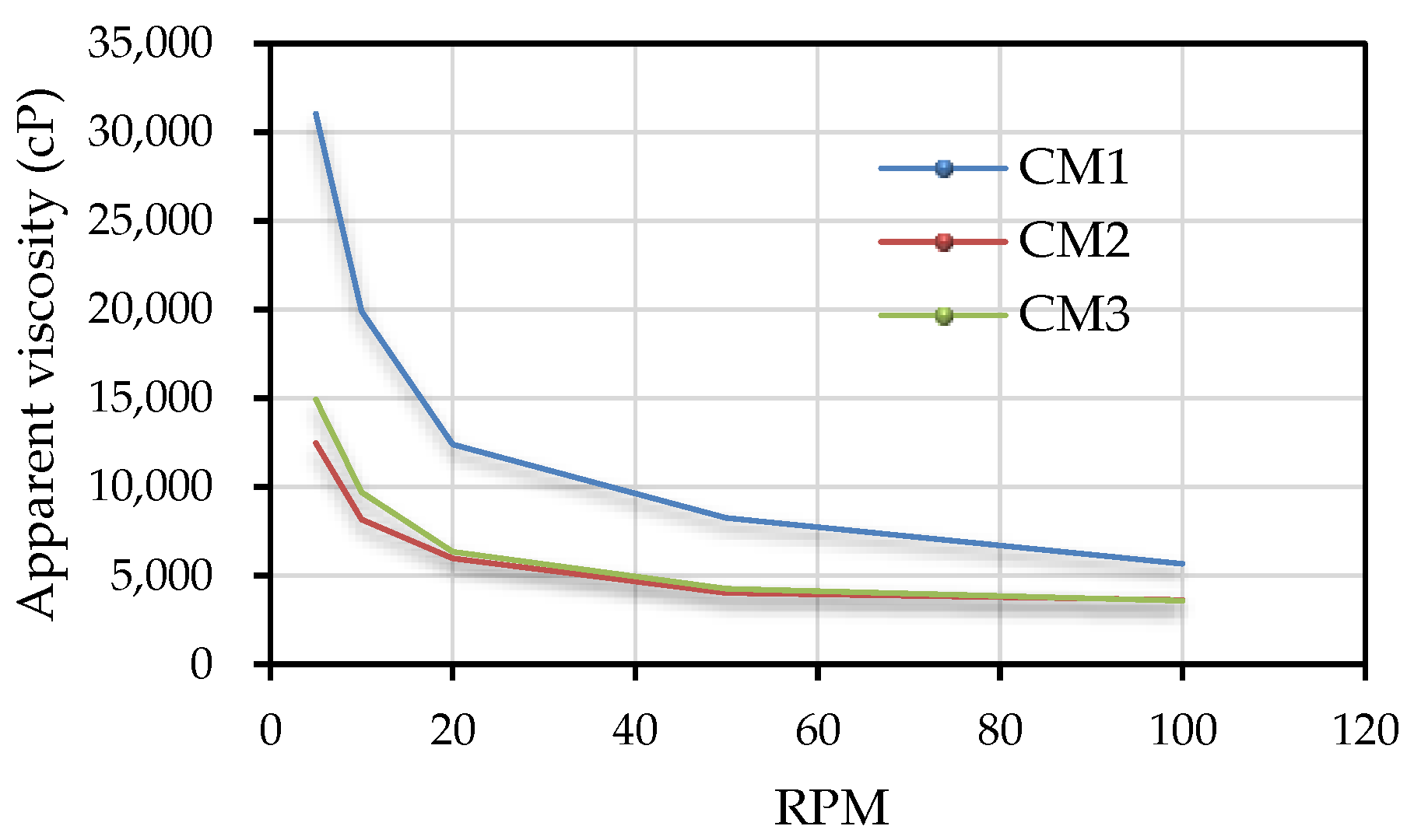
| Designation | W/B | Proportion of Cementitious Materials | Apparent Viscosity (Centipoise, cP) | ||||
|---|---|---|---|---|---|---|---|
| Rotational Speed of Spindle (RPM) | |||||||
| 100 | 50 | 20 | 10 | 5 | |||
| CM1 | 0.28 | C:SF:USP = 8.8:0.6:0.6 | 5664 | 8256 | 12,400 | 19,893 | 31,040 |
| CM2 | 0.28 | C:SF:USP = 10:0:0 | 3627 | 4011 | 5973 | 8160 | 12,480 |
| CM3 | 0.31 | C:SF:USP = 9.2:0.4:0.4 | 3580 | 4267 | 6347 | 9707 | 14,933 |
| Designation | Flow Value (mm) | Compressive Strength (MPa) |
|---|---|---|
| CM1 | 70.0 | 69.1 |
| CM2 | 97.3 | 87.3 |
| CM3 | 116.7 | 76.5 |
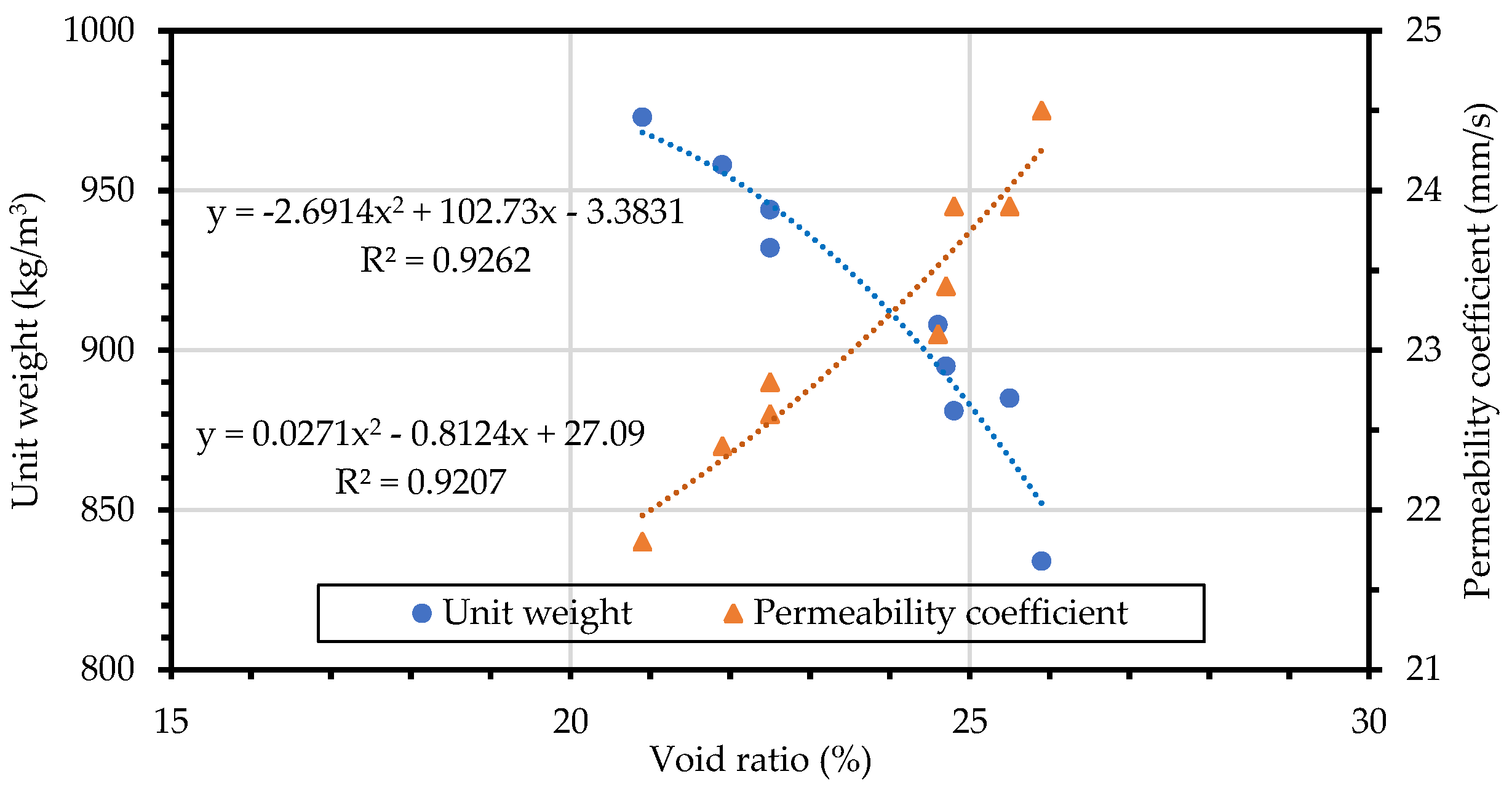
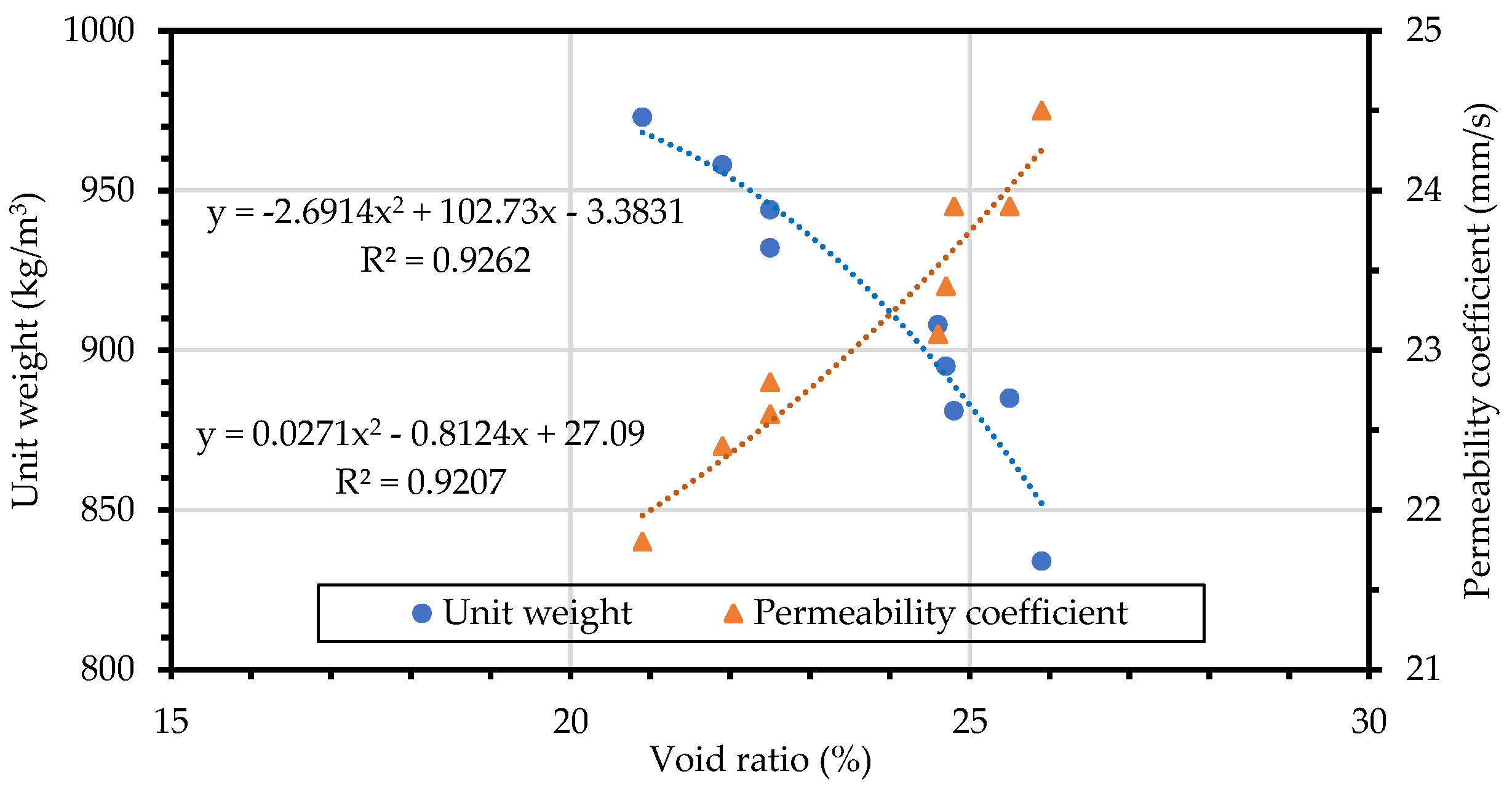
| Designation | Unit Weight (kg/m3) | Void Ratio (%) | Permeability Coefficient (mm/s) |
|---|---|---|---|
| LC1 | 834 | 25.9 | 24.5 |
| LC2 | 881 | 24.8 | 23.9 |
| LC3 | 932 | 22.5 | 22.8 |
| LC4 | 885 | 25.5 | 23.9 |
| LC5 | 908 | 24.6 | 23.1 |
| LC6 | 958 | 21.9 | 22.4 |
| LC7 | 895 | 24.7 | 23.4 |
| LC8 | 944 | 22.5 | 22.6 |
| LC9 | 973 | 20.9 | 21.8 |
| Designation | Compressive Strength | Elastic Modulus | Flexural Strength | Splitting Tensile Strength | ||||
|---|---|---|---|---|---|---|---|---|
| 14 days | 28 days | 14 days | 28 days | 14 days | 28 days | 14 days | 28 days | |
| LC1 | 5.07 | 5.48 | 7026 | 7704 | 1.30 | 1.34 | 0.78 | 0.91 |
| LC2 | 5.48 | 6.02 | 5163 | 5899 | 1.55 | 1.57 | 0.74 | 0.78 |
| LC3 | 5.96 | 6.46 | 12159 | 14327 | 1.49 | 1.77 | 0.92 | 1.00 |
| LC4 | 4.87 | 5.96 | 15026 | 16721 | 0.87 | 1.21 | 0.70 | 0.93 |
| LC5 | 5.20 | 7.78 | 8509 | 11649 | 0.92 | 1.19 | 0.72 | 0.82 |
| LC6 | 5.25 | 7.14 | 3858 | 5771 | 1.50 | 1.86 | 0.99 | 1.04 |
| LC7 | 4.05 | 5.32 | 4501 | 6268 | 0.84 | 1.30 | 0.81 | 0.93 |
| LC8 | 4.34 | 4.80 | 7243 | 9603 | 1.35 | 1.46 | 0.75 | 0.87 |
| LC9 | 4.10 | 4.96 | 13235 | 15661 | 1.23 | 1.42 | 0.93 | 1.11 |
| Designation | Experimental Results (MPa) | S/N Ratio (dB) | ||||||
|---|---|---|---|---|---|---|---|---|
| fc′ | Ec | fr | fs | fc′ | Ec | fr | fs | |
| LC1 | 5.48 | 7704 | 1.34 | 0.91 | 14.78 | 77.73 | 2.54 | −0.82 |
| LC2 | 6.02 | 5899 | 1.57 | 0.78 | 15.59 | 75.42 | 3.92 | −2.16 |
| LC3 | 6.46 | 14,327 | 1.77 | 1.00 | 16.20 | 83.12 | 4.96 | 0.00 |
| LC4 | 5.96 | 16,721 | 1.21 | 0.93 | 15.50 | 84.47 | 1.66 | −0.63 |
| LC5 | 7.78 | 11,649 | 1.19 | 0.82 | 17.82 | 81.33 | 1.51 | −1.72 |
| LC6 | 7.14 | 5771 | 1.86 | 1.04 | 17.07 | 75.23 | 5.39 | 0.34 |
| LC7 | 5.32 | 6268 | 1.30 | 0.93 | 14.52 | 75.94 | 2.28 | −0.63 |
| LC8 | 4.80 | 9603 | 1.46 | 0.87 | 13.62 | 79.65 | 3.29 | −1.21 |
| LC9 | 4.96 | 15,661 | 1.42 | 1.11 | 13.91 | 83.90 | 3.05 | 0.91 |
| Performance Parameter | Experimental Control Factor | Mean S/N Ratio (η, Unit: dB) | Delta (Max. η − Min. η) | Rank | ||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||||
| Compressive strength | Coarse aggregate size, A | 15.52 | 16.80 | 14.02 | 2.782 | 1 |
| Fine aggregate content, B | 14.93 | 15.68 | 15.73 | 0.796 | 3 | |
| Matrix type, C | 15.16 | 15.00 | 16.18 | 1.179 | 2 | |
| Aggregate-to-binder ratio, D | 15.50 | 15.73 | 15.11 | 0.617 | 4 | |
| Elastic modulus | Coarse aggregate size A | 78.76 | 80.34 | 79.83 | 1.581 | 4 |
| Fine aggregate content, B | 79.38 | 78.80 | 80.75 | 1.952 | 3 | |
| Matrix type, C | 77.54 | 81.26 | 80.13 | 3.723 | 2 | |
| Aggregate-to-binder ratio, D | 80.99 | 75.53 | 82.41 | 6.884 | 1 | |
| Flexural strength | Coarse aggregate size, A | 3.81 | 2.85 | 2.87 | 0.954 | 3 |
| Fine aggregate content, B | 2.16 | 2.91 | 4.47 | 2.306 | 1 | |
| Matrix type, C | 3.74 | 2.87 | 2.92 | 0.867 | 4 | |
| Aggregate-to-binder ratio, D | 2.37 | 3.86 | 3.30 | 1.496 | 2 | |
| Splitting tensile strength | Coarse aggregate size, A | −0.99 | −0.67 | −0.31 | 0.681 | 2 |
| Fine aggregate content, B | −0.69 | −1.70 | 0.42 | 2.113 | 1 | |
| Matrix type, C | −0.56 | −0.63 | −0.78 | 0.222 | 4 | |
| Aggregate-to-binder ratio, D | −0.55 | −0.82 | −0.61 | 0.270 | 3 | |
| Performance Parameter | Experimental Control Factor | SSZ | DOF | MSZ | FZ | PZ |
|---|---|---|---|---|---|---|
| Compressive strength | Coarse aggregate size, A | 11.64 | 3 | 3.88 | 19.94 | 69.63 |
| Fine aggregate content, B | 1.19 | 3 | 0.40 | 2.04 | 3.84 | |
| Matrix type, C | 2.46 | 3 | 0.82 | 4.21 | 26.53 | |
| Aggregate-to-binder ratio, D | 0.58 | 3 | 0.19 | 1.00 | 0.00 | |
| All other/error | 0.58 | 3 | 0.19 | |||
| Total | 15.87 | 12 | 5.29 | 100.00 | ||
| Elastic modulus | Coarse aggregate size, A | 3.91 | 3 | 1.30 | 1.00 | 0.00 |
| Fine aggregate content, B | 6.02 | 3 | 2.01 | 1.54 | 1.90 | |
| Matrix type, C | 21.87 | 3 | 7.29 | 5.60 | 30.26 | |
| Aggregate-to-binder ratio, D | 79.22 | 3 | 26.41 | 20.28 | 67.84 | |
| All other/error | 3.91 | 3 | 1.30 | |||
| Total | 111.01 | 12 | 37.00 | 100.00 | ||
| Flexural strength | Coarse aggregate size, A | 1.79 | 3 | 0.60 | 1.25 | 2.38 |
| Fine aggregate content, B | 8.31 | 3 | 2.77 | 5.81 | 46.00 | |
| Matrix type, C | 1.43 | 3 | 0.48 | 1.00 | 38.28 | |
| Aggregate-to-binder ratio, D | 3.43 | 3 | 1.14 | 2.39 | 13.35 | |
| All other/error | 1.43 | 3 | 0.48 | |||
| Total | 14.95 | 12 | 4.98 | 100.00 | ||
| Splitting tensile strength | Coarse aggregate size, A | 0.70 | 3 | 0.23 | 8.91 | 8.15 |
| Fine aggregate content, B | 6.70 | 3 | 2.23 | 85.69 | 87.20 | |
| Matrix type, C | 0.08 | 3 | 0.03 | 1.00 | 4.12 | |
| Aggregate-to-binder ratio, D | 0.12 | 3 | 0.04 | 1.52 | 0.53 | |
| All other/error | 0.08 | 3 | 0.03 | |||
| Total | 7.60 | 12 | 2.53 | 100.00 |
| Performance Parameter | Initial Combination | Test Results (MPa) | Optimal Combination | Test Results (MPa) |
|---|---|---|---|---|
| Compressive strength | A2B2C3D1 | 7.78 | A2B3C3D2 | 7.82 |
| Elastic modulus | A2B1C2D3 | 16721 | A2B3C2D3 | 17315 |
| Flexural strength | A2B3C1D2 | 1.86 | A1B3C1D2 | 1.91 |
| Splitting tensile strength | A3B3C2D1 | 1.11 | A3B3C1D1 | 1.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, C.-W.; Cheng, C.-K.; Ean, L.-W. Mix Design and Engineering Properties of Fiber-Reinforced Pervious Concrete Using Lightweight Aggregates. Appl. Sci. 2022, 12, 524. https://doi.org/10.3390/app12010524
Tang C-W, Cheng C-K, Ean L-W. Mix Design and Engineering Properties of Fiber-Reinforced Pervious Concrete Using Lightweight Aggregates. Applied Sciences. 2022; 12(1):524. https://doi.org/10.3390/app12010524
Chicago/Turabian StyleTang, Chao-Wei, Chiu-Kuei Cheng, and Lee-Woen Ean. 2022. "Mix Design and Engineering Properties of Fiber-Reinforced Pervious Concrete Using Lightweight Aggregates" Applied Sciences 12, no. 1: 524. https://doi.org/10.3390/app12010524
APA StyleTang, C.-W., Cheng, C.-K., & Ean, L.-W. (2022). Mix Design and Engineering Properties of Fiber-Reinforced Pervious Concrete Using Lightweight Aggregates. Applied Sciences, 12(1), 524. https://doi.org/10.3390/app12010524