Abstract
Waste production is increasing every day as a consequence of human activities; thus, its valorization is becoming more important. For this purpose, the usage of wastes as biofuels is one of the most important aspects of sustainable strategies. This is the case of the main waste generated in brewing industries: brewers’ spent grain (BSG). In this sector, microbreweries are not able to properly manage the wastes that they generate due to lack of space. Consequently, the transformation of BSG to a high-quality biofuel might be an interesting option for this kind of small industry. In this work, we carried out a physical-energy characterization of BSG, as well as pellets from this waste. The initial characterization showed slightly unfavorable results concerning N and ash, with values of 3.76% and 3.37% db, respectively. Nevertheless, the physical characterization of the pellets was very good, with acceptable bulk density (662.96 kg·m−3 wb) and low heating value (LHV; 17.65 MJ·kg−1 wb), among others. This situation is very favorable for any of the intended uses (for energy use or animal feed, among others).
1. Introduction
In 2014, the European Commission formulated an ambitious program that was named the Circular Economy Package, in order to establish productive systems that adapt to the environment. That is, these systems should be self-sustaining through the continuous reuse of different raw materials. Currently, the circular economy is a key factor for the modernization of the European economy, which opts for carbon emission reductions and the effective use of available resources.
For this reason, the recovery of waste is of key importance. The implementation of steps and procedures that assure the correct recycling of wastes and their conversion to byproducts is necessary. The brewing industry is no stranger to this philosophy [1].
The brewing industry in Spain occupies a prominent place in its state economy. At international level, Spain is ranked fourth in Europe and 11th in the world, with a production exceeding 38 million hectoliters in 2018 (9.36% of the total in Europe) [2].
During beer brewing, the main waste generated is brewers’ spent grain (BSG), which represents 85% of the total byproducts for this industry [3]. Some authors established that 20 kg of BSG is obtained per 100 L of beer produced [4]. However, other authors stated that it is possible to generate up to 45 kg per 100 L [5].
It is an interesting waste because it can be used in different areas, whereas it is cheap and available year-round, with a valuable chemical composition from a nutritional point of view [6,7]. Among its disadvantages, it shows high moisture values (around 70% wb); therefore, its removal or management should be prompt in order to prevent fermentation problems or spoilage of the product [8].
Most research works have been devoted to the nutritional value of BGS, especially concerning its effect on the diet of animals [9,10,11,12]. In other cases, it has been studied in an effort to improve organic matter content and, thus, increase crop productivity, while it has also been explored as a graphene alternative for the production of screen-printed electrodes [13,14]. Nevertheless, this waste has also been assessed for energy production [15]. In fact, there are research works about biodiesel [16], biogas [17,18,19], ethanol [20], biohydrogen [21], or biobutanol [22] production from this waste. Although scarce, there are some research works dealing with the possibility of the use of this waste as a solid biofuel. Thus, Manyuchi et al. [23] analyzed the electricity production of a turbine which was fed by a boiler with BSG. Weger et al. [24] carried out a mechanical pretreatment with a screw press. Afterward, they mixed the solid phase with wood chips and carried out different combustion tests, obtaining low CO emissions, although high NOx and dust particle emissions were found.
Within the brewing industry, craft beer production is still being developed, providing variety to the sector due to the increase in demand by consumers. In this sector, small brewers have increased by 31% in 2019 compared to 2018, producing around 400,000 hectoliters [25].
Craft beer production is characterized by its limited production in microbreweries. The management of the wastes generated during production implies a considerable limitation for small brewers, who cannot manage them properly as they do not have the room or conditions for this purpose. In addition, the productive process of microbreweries is characterized by considerable thermal consumptions, such as those generated during maceration and the subsequent filtration (heating water and steam generation).
Thus, one of the most important options for BSG valorization consists of its energy yield in microbreweries, through a pre-conversion of this waste into a high-quality biofuel. For this purpose, it is necessary to resort to a densification process in order to obtain dense and homogeneous products, overcoming the drawbacks related to the direct use of this waste [26,27]. In addition, the use of densified products reduces hygienic risks (lower dust generation) [28,29]. Among several densification techniques, pelletizing is the most popular option. This way, the heat generated during pellet combustion could be used to support the energy demand of microbreweries in an integrated system.
There are very few studies about the use of BSG as a solid biofuel. Moreover, no research works about the densification of this waste in a semi-industrial pelletizer were found, in order to extrapolate the results. For these reasons, we carried out a physical-energy analysis of brewers’ spent grain residues to determine their suitability for thermal use.
2. Materials and Methods
Figure 1 shows the process followed in the present work. After sampling, an initial moisture analysis was carried out. The residue was then dried, followed by a characterization of the residue, ash analysis, and thermogravimetric (TG) analysis. Lastly, densification and characterization of the products produced were carried out. The methods and standards used are described in detail in the following sections.
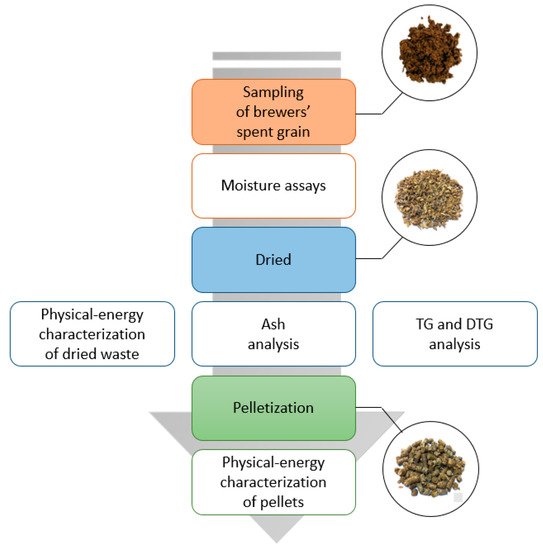
Figure 1.
Main stages of the research carried out.
2.1. Characterization of Brewers’ Spent Grain Samples
2.1.1. Sampling and Pretreatments
The samples used were taken from a brewery industry located in Badajoz, Spain. The waste resulting from the production of an imperial red IPA craft beer (Indian Pale Ale) was used. It was composed of a mixture of malts of type Pilsen, caramel, and amber.
Moisture assays were carried out according to the standard UNE-EN ISO 18134-2 [30]. The original waste showed a moisture value of 70.46% ± 0.88% (wb), necessitating a drying treatment to reduce its high moisture. Moisture content is an important variable for granulation and should be within a certain range (generally around 15%) [31,32,33]. For this purpose, the residues were spread in sun-dried areas, in 10–15 cm layers, for 2 weeks, being manually removed twice a day. After drying, the waste showed a moisture value of 12.51% (wb) before pelletizing.
Figure 2 shows the BSG samples before and after the drying process.
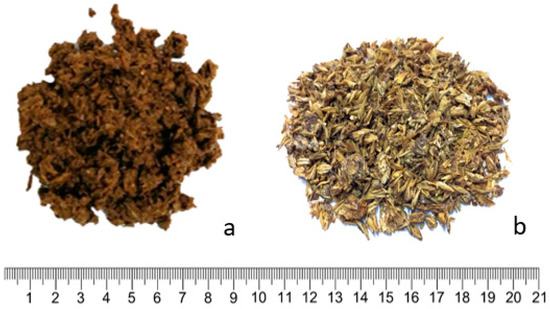
Figure 2.
Brewers’ spent grain: original (a) and dried (b) samples.
2.1.2. Physical and Energy Characterization of Dried Waste
A characterization of the dried BSG was carried out. Bulk density and the granulometric distribution were determined according to the standards UNE-EN ISO 17828 and UNE-EN ISO 17827-1 [34,35]. For the latter, we used a sieve (Filtra, TFS-0200). The particle size distribution tests were carried out in triplicate. The median of the particle size distribution (d50) was determined by linear interpolation between the weight percentages of the sieves below and above 50%.
An analyzer Eurovector EA 3000 was used to determine the total content of carbon, hydrogen, nitrogen, sulfur, and chlorine [36,37]. An oven was used to determine ash content and volatile matter, according to the standards UNE-EN ISO 18123 and UNE-EN ISO 18122 [38,39]. The high heating value (HHV, MJ·kg−1 db) was obtained using a calorimeter IKA C2000 Basic according to the standard UNE-EN ISO 18125 [40].
Lastly, the low heating value (LHV, MJ·kg−1 db) and energy density (DE, MJ·m−3 wb) were determined according to Equations (1) and (2), where H is the hydrogen content (db) and DB is the bulk density (kg·m−3 wb).
2.1.3. Ash Analysis
We used a Hobersal CRN-58 PAD P oven. The temperature was kept constant at 550 °C.
Ash composition was determined by X-ray photoelectron spectroscopy (XPS), using a Physical Electronics (5700C Multitecnique System) spectrophotometer. Lastly, alkali index determination (Al, kg·GJ−1) was obtained by following Equation (3), where Yf is the total ash fraction in the fuel, and YK2O and YNa2O are the fractions of these compounds in ash, in dimensionless terms.
2.1.4. Thermogravimetric Analysis
This study was carried out using a thermobalance (SDT Q600, TA instruments), using synthetic air (oxidative atmosphere) and argon (inert atmosphere) at a flow rate of 100 mL·min−1 for two different heating rates (10 and 40 °C·min−1). Samples of 10 ± 1 mg weight with a particle size of less than 250 µm were used. The analyses were carried out in a temperature range between 20 and 800 °C, and continuous weight measurements were obtained throughout the heating process.
2.1.5. Pelletizing
We made pellets using a pelletizer with a rotative flat die (Kovo Novak, MGL 200). Figure 3 and Figure 4 show the equipment used for pelletizing and the pellets obtained after densification, respectively.

Figure 3.
Pelletizing equipment used.

Figure 4.
Pellets from brewers’ spent grain.
2.1.6. Characterization of Pellets from Brewers’ Spent Grain
The pellet characterization was carried out according to the standards mentioned in Section 2.1.2. Thus, average sizes were determined using a caliper and following the standard UNE-EN ISO 17829 [41]. The mechanical durability tests were carried out in two ways: first, using a durabilimeter Mabrik BDM230 according to the standard UNE-EN ISO 17831-1 [42]; second, through a commercial device called Lignotester (TEKPRO), which exposes the pellet sample to shocks inside a test chamber by a defined air stream, according to the Austrian standard ÖNORM M 7135 [43].
Lastly, the standard UNE-EN ISO 17225-6 [44] was used as a reference, with A and B being the two levels of quality allowed (Table 1).

Table 1.
Principal specifications of quality from nonwoody pellets. LHV, low heating value.
Characterization assays of the BSG samples and pellets were done in triplicate.
3. Results and Discussion
3.1. Characterization of Brewers’ Spent Grain Samples
3.1.1. Physical and Energy Characterization of Dried Waste
The original waste had a moisture value of 70.46% ± 0.88% (wb), necessitating a previous drying stage to reduce the moisture level. Although this implies an increase in the cost of production of the densified product, there were many studies on pellets produced from wet products such as grinding powder from cork industries (40% wb), olive pomace from two and three phases (57% and 73% wb) [45], tomato waste (60% wb) [46], and Scenedesmus microalgae (80% wb) [47].
After drying, a characterization of the waste was carried out before pelletizing, the results of which are shown in Table 2.
Table 2.
Characterization of brewers’ spent grain samples before pelletizing. HHV, high heating value.
Concerning the physical properties, the dry waste had a moisture value of 12.51% (wb), close to the recommended value for the subsequent pelletizing according to the literature consulted [32,33].
Furthermore, the bulk density value was 211 kg·m−3 (wb), slightly lower compared to other biomass wastes with similar moisture values, such as granulometric separation powder (379 kg·m−3 wb) [48]. Low values of this parameter allow its considerable increase after pelletizing. The densification ratio shows the increase in bulk density due to pelletization. Figure 5 shows the granulometric analysis. It can be observed that the median of the particle size distribution was 2.03 mm. Only 20% of the sample showed a particle size higher than 3.15 mm (recommended maximum size for densification processes) [49]. Therefore, granulometry of this waste is suitable for the pelletizing process, and pretreatments such as grinding or sieving are not necessary.
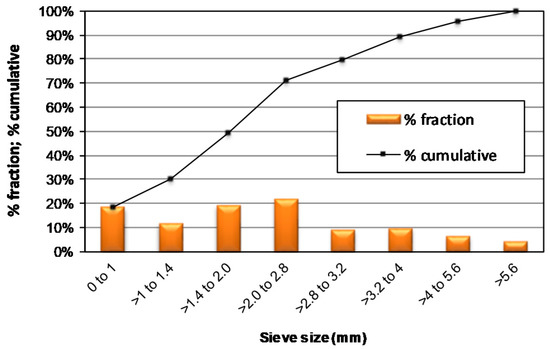
Figure 5.
Granulometric analysis of BSG dried.
On the other hand, the BSG samples showed high values of N (higher than 0.6% db), forecasting high NOx emissions during combustion, with corresponding environmental implications (contribution to the greenhouse effect and acid-rain production). Instead, S and Cl values were acceptable (lower than 0.1% db) [50,51,52].
The proximate analysis showed a high level of ash (3.37% db), lower than that of wheat straw, vine shoots, barley straw, and rice husk (5.02%, 7.10%, 9.87%, and 16.3% db, respectively) [53,54,55,56]. This factor may condition its use only in industrial environments [57].
BSG samples showed a very high HHV (21.00 MJ·kg−1 db), slightly higher than the values observed by other authors for the same waste (19.6 MJ·kg−1 db) [24].
3.1.2. Ash Analysis
The knowledge of ash composition of a biofuel allows foreseeing its behavior in certain situations. Thus, these biofuels are usually heterogeneous, whose main components are metal oxides that are generated during combustion through the reaction with oxygen. Table 3 shows the ash composition of the BSG sample. The greatest percentage was represented by SiO2, with more than 62% (db), followed by P2O5 (20.20% db).
Table 3.
Ash composition (% db).
The alkaline index obtained was low (0.09 kg·GJ−1). Since the value obtained was well below 0.34, no problems related to fouling on the internal surfaces of the heat exchanger were expected [58].
3.1.3. Thermogravimetric Analysis
Figure 6 and Figure 7 show the weight loss rate curves. TG means Thermo Gravimetry and DTG is an acronym for the first derivative of temperature for thermal phase transitions (Derivative Thermo Gravimetry).
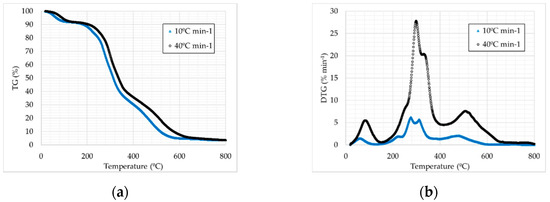
Figure 6.
TG (a) and DTG (b) curves for heating rates studied under oxidative atmosphere.
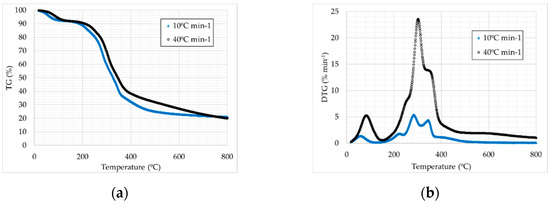
Figure 7.
TG (a) and DTG (b) curves for heating rates studied under inert atmosphere.
DTG curves (Figure 6b and Figure 7b) at two heating rates were qualitatively similar, consisting of one small shoulder peak, one pronounced double peak, and one long tailing. In an oxidative atmosphere, an additional peak was observed.
According to each peak in the DTG curve, three stages could be considered (Figure 6b and Figure 7b).
The first stage corresponds to the lowest-temperature region, which includes the range between room temperature and 153–173 °C, depending on the heating rate. In this stage, a small weight loss took place, possibly due to the water evaporation contained in the sample and the release of volatile gas [59].
The second stage was related to the highest weight loss, which was due to devolatilization, taking place at a temperature range between 154–173 and 378–407 °C. Figure 6b and Figure 7b show, in both cases, a double peak, whereby that with a lower value was produced at higher temperatures.
Stage 3 took place in the highest temperature range (from 378–407 °C). This stage was that showing the greatest difference between the test carried out in oxidative and inert atmospheres. For the former, a peak occurred corresponding to char combustion. The final waste was related to the ash amount of the sample. For inert atmosphere tests, Figure 7b shows a very slow weight loss, possibly due to the thermal decomposition of carbonaceous materials contained in the byproduct [59].
The profile obtained in the oxidative atmosphere (Figure 6a,b) was similar to that presented in other research, such as Liñán et al. [60].
TGA parameters related to oxidative and inert atmospheres are shown in Table 4.
Table 4.
TG analysis (TGA) parameters.
In all cases, a higher heating rate led to peaks being obtained at higher temperatures. Similarly, the difference between peak temperature and secondary peak temperature values increased with the heating rate. In addition, the initial temperature, as well as the peak and secondary peaks, was higher in and oxidative atmosphere compared to the tests carried out in inert atmosphere.
DTGmax values were higher for high heating rates in both atmospheres, obtaining higher values for the tests carried out in an oxidative atmosphere.
Similar profiles were found for agro-industrial wastes with comparable characteristics, such as olive pomace [61].
3.2. Characterization of Pellets from Brewers’ Spent Grain
Table 5 shows the results obtained for BSG pellets and their comparison with UNE-EN ISO 17225-6 standards.
Table 5.
Characterization of pellets from brewers’ spent grain.
The pellets obtained showed a lower moisture content than the waste. This was due to the increase in temperature in the waste due to the friction generated between the rollers and the flat die, which caused an evaporation of water.
Moisture in pellets should be as low as possible. The moisture content was lower than the requirements for pellets from herbaceous biomass (12% and 15% wb, according to the standard UNE-EN ISO 17225-6) and woody pellets (10% wb, according to UNE-EN ISO 17225-2).
The pellets from BSG showed bulk densities higher than those required by the standard UNE-EN ISO 17225-6. Specifically, these pellets showed a value of bulk density of around 663 kg·m−3 (wb), similar to that obtained for other herbaceous wastes, such as wheat straw pellets [62]. This fact implies a densification ratio of 3.14.
In dimensional terms, pellets from BSG fulfilled the requirements of the standard UNE-EN ISO 17725-6 (length and diameter). Other standards, such as the Austrian ÖNORM M 7135 norm, introduce the extrusion ratio (L/D), which must be less than 5. Pellets from BSG also met this requirement, with average values around 3.4.
Concerning mechanical durability, the results obtained by the durability tester (94.56 ± 0.50) were slightly lower than those required by the UNE-EN ISO 17225-6 standard. In turn, the results obtained by using the Lignotester were lower than those obtained through the abovementioned procedure, with a higher deviation (93.02 ± 1.75), which was a circumstance also observed by other authors [63,64].
However, we think that this circumstance can be easily remedied, either by increasing the extrusion rate or via the addition of other woody residues. Thus, Djatkov et al. [28] obtained higher bulk density and durability values when the pressing intensity and extrusion ratios were increased in corn stover pellets. Mediavilla et al. [56] increased the mechanical durability of pellets from industrial cork residue with the addition of milled vine shoots. Lu et al. [65] used wood residues as binders to improve the quality of wheat straw pellets (higher bulk density and heating value; lower ash content). Other researchers bet on the use of animal waste as binders. This was the case in the study by Iftikhar et al. [66], who used cow dung to improve the properties of pellets from wheat straw and rice husk.
Regarding ash content, BSG pellets showed high values, although they were below the upper limit of the UNE-EN ISO 17225-6 standard (6% and 10% db). However, this factor should not be an issue in industrial equipment with ash removal systems [67,68].
Lastly, pellets from BSG showed an LHV of around 17.6 MJ·kg−1 (wb), exceeding the minimum value required by the standard used.
4. Conclusions
The most relevant findings in the present work were the following:
- The characterization of the original waste showed very high moisture values, necessitating a drying process before pelletizing. Furthermore, the N percentage was especially significant. Ash content was relatively high (above average values for other woody wastes), although these levels were acceptable for its use in industrial equipment. In positive terms, the waste showed a high heating value, higher compared to other similar biofuels.
- Concerning the ash analysis of the waste, the alkaline index was low; thus, problems such as deslagging or fouling during its combustion are not expected.
- Combustion profiles in an oxidative atmosphere and thermal degradation profiles in an inert atmosphere showed the thermal behavior of BSG for two heating rates, being similar to other agro-industrial wastes. Thus, it can be affirmed that BSG can be efficiently used in thermal processes, like other by-products with similar characteristics such as grape pomace.
- The pellets obtained complied with the requirements of the standard for physical properties and LHV. However, N content exceeded the upper limit, and the use of elements to reduce NOx emissions is necessary. Consequently, the waste analyzed showed significant limitations for its use as a biofuel, reducing its possible use to industrial activities provided with specific thermal equipment.
- Lastly, it should be pointed out that the physical characterization of the pellets produced showed satisfactory results. After an initial drying process, the waste showed good properties for pelletizing, which is a positive circumstance for its intended uses (energy use, animal feed, etc.).
Author Contributions
Conceptualization, J.I.A.; methodology and investigation, J.I.A., F.J.S., I.M. and P.R.; writing—original draft preparation, J.I.A. and F.J.S.; writing—review and editing, F.J.S.; supervision, M.T.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Junta de Extremadura and FEDER (Fondo Europeo de Desarrollo Regional “Una manera de hacer Europa”) through the economic aid for research groups (GR18137).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors would like to thank the Junta de Extremadura and FEDER (Fondo Europeo de Desarrollo Regional “Una manera de hacer Europa”) for their support through the economic aid for research groups (GR18137), as well as the project “Application of the concept of circular economy to the management of bio-waste with limitations of use” (IB18083).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Amoriello, T.; Ciccoritti, R. Sustainability: Recovery and Reuse of Brewing-Derived By-Products. Sustainability 2021, 13, 2355. [Google Scholar] [CrossRef]
- Ministry of Agriculture, Fisheries and Food. Socio-Economic Report on the Beer Sector in Spain 2018; Publications Catalogue of the General State Administration: Madrid, Spain, 2019.
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ spent grain: Generation, characteristics and potential applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- dos Thiago, R.S.M.; de Pedro, P.M.M.; Eliana, F.C.S. Solid wastes in brewing process: A review. J. Brew. Distill. 2014, 5, 1–9. [Google Scholar] [CrossRef]
- Thomas, K.R.; Rahman, P.K.S.M. Brewery wastes. Strategies for sustainability. A review. Asp. Appl. Biol. 2006, 80, 147–153. [Google Scholar]
- Gupta, S.; Jaiswal, A.K.; Abu-Ghannam, N. Optimization of fermentation conditions for the utilization of brewing waste to develop a nutraceutical rich liquid product. Ind. Crop. Prod. 2013, 44, 272–282. [Google Scholar] [CrossRef]
- Aliyu, S.; Bala, M. Brewer’s spent grain: A review of its potentials and applications. Afr. J. Biotechnol. 2011, 10, 324–331. [Google Scholar]
- Arranz, J.I.; Miranda, M.T.; Sepúlveda, F.J.; Montero, I.; Rojas, C.V. Analysis of Drying of Brewers’ Spent Grain. Proceedings 2018, 2, 1467. [Google Scholar] [CrossRef]
- Mukasafari, M.A.; Ambula, M.K.; Karege, C.; King’ori, A.M. Effects of substituting sow and weaner meal with brewers’ spent grains on the performance of growing pigs in Rwanda. Trop. Anim. Health Prod. 2018, 50, 393–398. [Google Scholar] [CrossRef] [PubMed]
- Cooray, S.T.; Chen, W.N. Valorization of brewer’s spent grain using fungi solid-state fermentation to enhance nutritional value. J. Funct. Foods 2018, 42, 85–94. [Google Scholar] [CrossRef]
- Severini, C.; Azzollini, D.; Jouppila, K.; Jussi, L.; Derossi, A.; De Pilli, T. Effect of enzymatic and technological treatments on solubilisation of arabinoxylans from brewer’s spent grain. J. Cereal Sci. 2015, 65, 162–166. [Google Scholar] [CrossRef]
- Sajib, M.; Falck, P.; Sardari, R.R.R.; Mathew, S.; Grey, C.; Karlsson, E.N.; Adlercreutz, P. Valorization of Brewer’s spent grain to prebiotic oligosaccharide: Production, xylanase catalyzed hydrolysis, in-vitro evaluation with probiotic strains and in a batch human fecal fermentation model. J. Biotechnol. 2018, 268, 61–70. [Google Scholar] [CrossRef] [PubMed]
- Amoriello, T.; Fiorentino, S.; Vecchiarelli, V.; Pagano, M. Evaluation of spent grain biochar impact on hop (Humulus lupulus L.) growth by multivariate image analysis. Appl. Sci. 2020, 10, 533. [Google Scholar] [CrossRef]
- Cancelliere, R.; Carbone, K.; Pagano, M.; Cacciotti, I.; Micheli, L. Biochar from brewers’ spent grain: A green and low-cost smart material to modify screen-printed electrodes. Biosensors 2019, 9, 139. [Google Scholar] [CrossRef] [PubMed]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef]
- Mallen, E.; Najdanovic-Visak, V. Brewers’ spent grains: Drying kinetics and biodiesel production. Bioresour. Technol. Rep. 2018, 1, 16–23. [Google Scholar] [CrossRef]
- Oliveira, J.V.; Alves, M.M.; Costa, J.C. Biochemical methane potential of brewery by-products. Clean Technol. Environ. Policy 2018, 20, 435–440. [Google Scholar] [CrossRef]
- Kan, X.; Zhang, J.; Tong, Y.W.; Wang, C.H. Overall evaluation of microwave-assisted alkali pretreatment for enhancement of biomethane production from brewers’ spent grain. Energy Convers. Manag. 2018, 158, 315–326. [Google Scholar] [CrossRef]
- Čater, M.; Fanedl, L.; Malovrh, Š.; Marinšek Logar, R. Biogas production from brewery spent grain enhanced by bioaugmentation with hydrolytic anaerobic bacteria. Bioresour. Technol. 2015, 186, 261–269. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Cara, C.; Romero, I.; Ruiz, E.; Romero-García, J.M.; Mussatto, S.I.; Castro, E. Ethanol Production from Brewers’ Spent Grain Pretreated by Dilute Phosphoric Acid. Energy Fuels 2018, 32, 5226–5233. [Google Scholar] [CrossRef]
- Zhang, J.; Zang, L. Enhancement of biohydrogen production from brewers’ spent grain by calcined-red mud pretreatment. Bioresour. Technol. 2016, 209, 73–79. [Google Scholar] [CrossRef]
- Plaza, P.E.; Gallego-Morales, L.J.; Peñuela-Vásquez, M.; Lucas, S.; García-Cubero, M.T.; Coca, M. Biobutanol production from brewer’s spent grain hydrolysates by Clostridium beijerinckii. Bioresour. Technol. 2017, 244, 166–174. [Google Scholar] [CrossRef]
- Manyuchi, M.M.; Frank, R.; Mbohwa, C.; Muzenda, E. Potential to Use Sorghum Brewers Spent Grains as a Boiler Fuel. BioResources 2017, 12, 7228–7240. [Google Scholar]
- Weger, A.; Binder, S.; Franke, M.; Hornung, A.; Ru, W.; Mayer, W. Solid biofuel production by mechanical pre-treatment of brewers’ spent grain. Chem. Eng. Trans. 2014, 37, 661–666. [Google Scholar]
- Spanish Association of Independent Craft Brewers. Situation Report of Craft Brewers by COVID-19. 2020. Available online: https://aecai.es/ (accessed on 4 February 2021).
- Kaliyan, N.; Vance Morey, R. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Frodeson, S.; Lindén, P.; Henriksson, G.; Berghel, J. Compression of Biomass Substances-A study on springback effects and color formation in Pellet Manufacture. Appl. Sci. 2019, 9, 4302. [Google Scholar] [CrossRef]
- Djatkov, D.; Martinov, M.; Kaltschmitt, M. Influencing parameters on mechanical–physical properties of pellet fuel made from corn harvest residues. Biomass Bioenergy 2018, 119, 418–428. [Google Scholar] [CrossRef]
- Carrillo-Parra, A.; Contreras-Trejo, J.C.; Pompa-García, M.; Pulgarín-Gámiz, M.Á.; Rutiaga-Quiñones, J.G.; Pámanes-Carrasco, G.; Ngangyo-Heya, M. Agro-pellets from oil palm residues/pine sawdust mixtures: Relationships of their physical, mechanical and energetic properties, with the raw material chemical structure. Appl. Sci. 2020, 10, 6383. [Google Scholar] [CrossRef]
- UNE-EN ISO 18134-2:2017: Solid Biofuels. Determination of Moisture Content. Oven Dry Method. Part 2: Total Moisture. Simplified Method; AENOR: Madrid, Spain, 2017.
- Huang, Y.; Finell, M.; Larsson, S.; Wang, X.; Zhang, J.; Wei, R.; Liu, L. Biofuel pellets made at low moisture content—Influence of water in the binding mechanism of densified biomass. Biomass Bioenergy 2017, 98, 8–14. [Google Scholar] [CrossRef]
- Van Loo, S.; Koppejan, J. Handbook of Biomass Combustion and Cofiring, 1st ed.; Twente University Press: Enschede, The Netherlands, 2003. [Google Scholar]
- Obernberger, I.; Thek, G. Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- UNE-EN ISO 17828:2015. Solid Biofuels. Determination of Bulk Density; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 17827-2:2016. Solid Biofuels. Determination of Particle Size Distribution for Uncompressed Fuels. Part 2: Vibrating Screen Method Using Sieves with Aperture of 3,15 mm and Below. Biocombustibles; AENOR: Madrid, Spain, 2016.
- UNE-EN ISO 16948:2015. Solid Biofuels. Determination of Total Content of Carbon, Hydrogen and Nitrogen; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 16994:2016. Solid Biofuels. Determination of Content of Sulfur and Chlorine; AENOR: Madrid, Spain, 2017.
- UNE-EN ISO 18123:2016. Solid Biofuels. Determination of the Content of Volatile Matter; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 18122:2015. Solid Biofuels. Determination of Ash Content; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 18125:2018. Solid Biofuels—Determination of Calorific Value; AENOR: Madrid, Spain, 2018.
- UNE-EN ISO 17829:2015. Solid Biofuels. Deetermination of Length and Diameter of Pellets; AENOR: Madrid, Spain, 2015.
- UNE-EN ISO 17831-1:2015. Solid Biofuels. Determination of Mechanical Durability of Pellets and Briquettes. Part 1: Pellets; AENOR: Madrid, Spain, 2015.
- ONORM M 7135:2000. Compressed Wood or Compressed Bark in Natural State—Pellets and Briquettes—Requirements and Test Specifications; Austrian Standards Institute: Vienna, Austria, 2000.
- UNE-EN ISO 17225-6:2014. Solid Biofuels. Fuel Specifications and Classes. Part 6: Graded Non-Woody Pellets; AENOR: Madrid, Spain, 2014.
- Barbanera, M.; Lascaro, E.; Stanzione, V.; Esposito, A.; Altieri, R.; Bufacchi, M. Characterization of pellets from mixing olive pomace and olive tree pruning. Renew. Energy 2016, 88, 185–191. [Google Scholar] [CrossRef]
- Kraiem, N.; Lajili, M.; Limousy, L.; Said, R.; Jeguirim, M. Energy recovery from Tunisian agri-food wastes: Evaluation of combustion performance and emissions characteristics of green pellets prepared from tomato residues and grape marc. Energy 2016, 107, 409–418. [Google Scholar] [CrossRef]
- Miranda, M.T.; Sepúlveda, F.J.; Arranz, J.I.; Montero, I.; Rojas, C.V. Physical-energy characterization of microalgae Scenedesmus and experimental pellets. Fuel 2018, 226, 121–126. [Google Scholar] [CrossRef]
- Montero, I.; Miranda, T.; Sepúlveda, F.J.; Arranz, J.I.; Nogales, S. Analysis of pelletizing of granulometric separation powder from cork industries. Materials 2014, 7, 6686–6700. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Lajili, M.; Jeguirim, M.; Kraiem, N.; Limousy, L. Performance of a household boiler fed with agropellets blended from olive mill solid waste and pine sawdust. Fuel 2015, 153, 431–436. [Google Scholar] [CrossRef]
- Sheng, C.; Azevedo, J.L.T. Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 2005, 28, 499–507. [Google Scholar] [CrossRef]
- Gillespie, G.D.; Everard, C.D.; Fagan, C.C.; McDonnell, K.P. Prediction of quality parameters of biomass pellets from proximate and ultimate analysis. Fuel 2013, 111, 771–777. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Nosek, R.; Werle, S.; Borsukiewicz, A.; Zelazna, A.; Łagód, G. Investigation of pellet properties produced from a mix of straw and paper sludge. Appl. Sci. 2020, 10, 5450. [Google Scholar] [CrossRef]
- Yoon, S.J.; Son, Y., II; Kim, Y.K.; Lee, J.G. Gasification and power generation characteristics of rice husk and rice husk pellet using a downdraft fixed-bed gasifier. Renew. Energy 2012, 42, 163–167. [Google Scholar] [CrossRef]
- Mediavilla, I.; Fernández, M.J.; Esteban, L.S. Optimization of pelletisation and combustion in a boiler of 17.5 kWth for vine shoots and industrial cork residue. Fuel Process. Technol. 2009, 90, 621–628. [Google Scholar] [CrossRef]
- Duca, D.; Riva, G.; Foppa Pedretti, E.; Toscano, G. Wood pellet quality with respect to en 14961-2 standard and certifications. Fuel 2014, 135, 9–14. [Google Scholar] [CrossRef]
- Jiang, L.B.; Yuan, X.Z.; Li, H.; Chen, X.H.; Xiao, Z.H.; Liang, J.; Leng, L.J.; Guo, Z.; Zeng, G.M. Co-pelletization of sewage sludge and biomass: Thermogravimetric analysis and ash deposits. Fuel Process. Technol. 2016, 145, 109–115. [Google Scholar] [CrossRef]
- Janse, A.M.C.; De Jonge, H.G.; Prins, W.; Van Swaaij, W.P.M. Combustion Kinetics of Char Obtained by Flash Pyrolysis of Pine Wood. Ind. Eng. Chem. Res. 1998, 37, 3909–3918. [Google Scholar] [CrossRef]
- Liñán-Montes, A.; De La Parra-Arciniega, S.M.; Garza-González, M.T.; García-Reyes, R.B.; Soto-Regalado, E.; Cerino-Córdova, F.J. Characterization and thermal analysis of agave bagasse and malt spent grain. J. Therm. Anal. Calorim. 2014, 115, 751–758. [Google Scholar] [CrossRef]
- Miranda, T.; Nogales, S.; Román, S.; Montero, I.; Arranz, J.I.; Sepúlveda, F.J. Control of several emissions during olive pomace thermal degradation. Int. J. Mol. Sci. 2014, 15, 18349–18361. [Google Scholar] [CrossRef] [PubMed]
- Verma, V.K.; Bram, S.; Delattin, F.; Laha, P.; Vandendael, I.; Hubin, A.; De Ruyck, J. Agro-pellets for domestic heating boilers: Standard laboratory and real life performance. Appl. Energy 2012, 90, 17–23. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Lu, D.; Tabil, L.G.; Wang, D.; Wang, G.; Emami, S. Experimental trials to make wheat straw pellets with wood residue and binders. Biomass Bioenergy 2014, 69, 287–296. [Google Scholar] [CrossRef]
- Iftikhar, M.; Asghar, A.; Ramzan, N.; Sajjadi, B.; Chen, W. yin Biomass densification: Effect of cow dung on the physicochemical properties of wheat straw and rice husk based biomass pellets. Biomass Bioenergy 2019, 122, 1–16. [Google Scholar] [CrossRef]
- Verma, V.K.; Bram, S.; Gauthier, G.; De Ruyck, J. Evaluation of the performance of a multi-fuel domestic boiler with respect to the existing European standard and quality labels: Part-1. Biomass Bioenergy 2011, 35, 80–89. [Google Scholar] [CrossRef]
- Verma, V.K.; Bram, S.; Gauthier, G.; De Ruyck, J. Performance of a domestic pellet boiler as a function of operational loads: Part-2. Biomass Bioenergy 2011, 35, 272–279. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).