
Effects of Supplementary Cementitious Materials and Curing Condition on Mechanical Properties of Ultra-High-Performance, Strain-Hardening Cementitious Composites


Abstract
1. Introduction
2. Experiments
2.1. Materials and Mixture Proportions
2.2. Specimen Fabrication
- Mixing the dry reactive and non-reactive powders for 3 min;
- Adding water and superplasticizer and wet mix for 3–5 min according to the type of binders;
- Incorporating the PE fibers and mix for 5 min to disperse the PE fibers in the mortar evenly;
- Pouring the mixture into the prepared molds and cover them with a plastic sheet;
- Curing the specimens at a room temperature of 20 °C and 60% relative humidity for 2 d and in a 40 °C water tank for 5 d and 26 d to accelerate the hydration and pozzolanic reactions of the mineral additives while minimizing the detrimental influences of the elevated temperature on the microstructure [20,21,22].
2.3. Compressive Strength and Direct Tensile Test Setups
2.4. Thermogravimetric Analysis
2.5. Scanning Electron Microscopy
3. Microstructural Analysis Results
3.1. Thermogravimetric Analysis
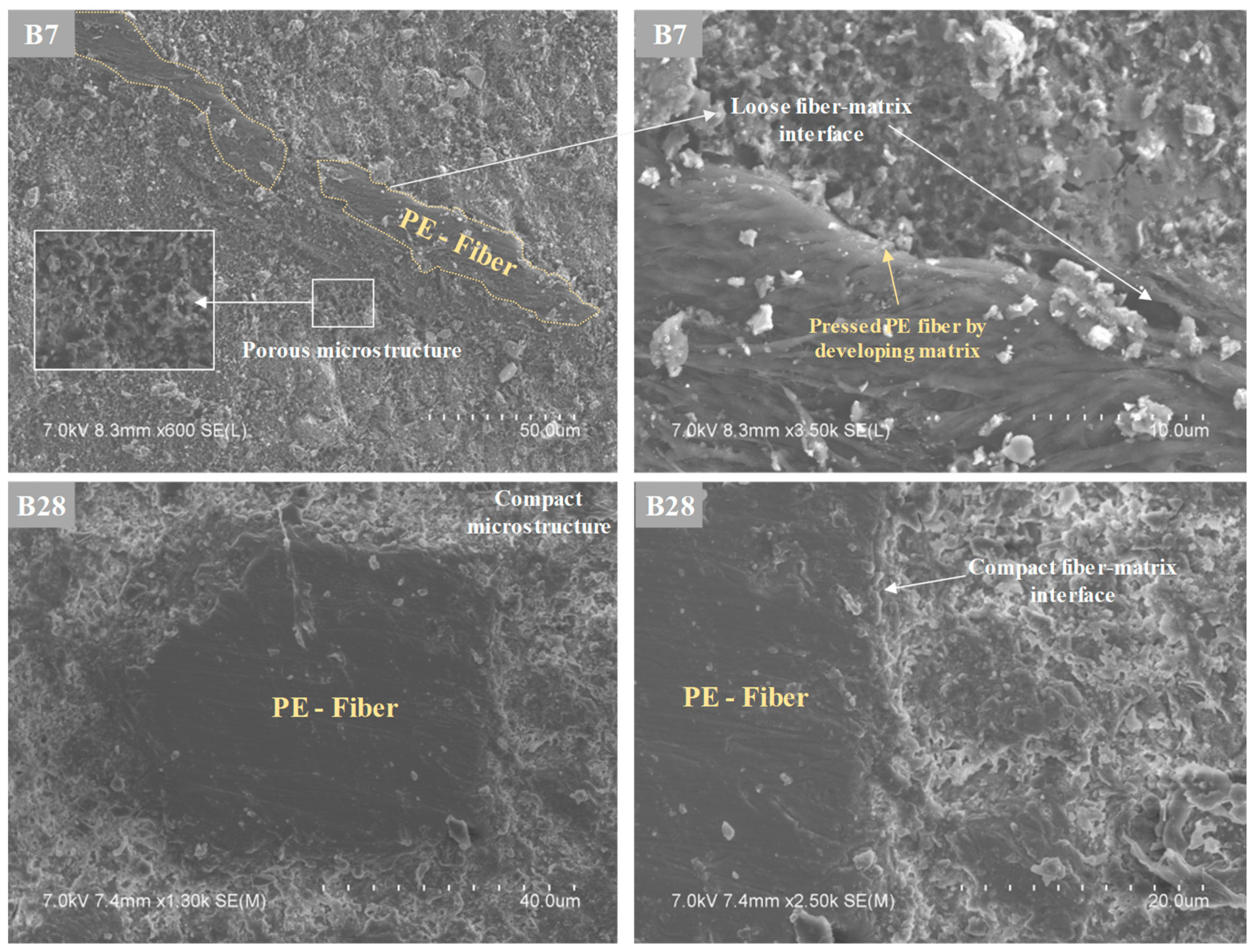
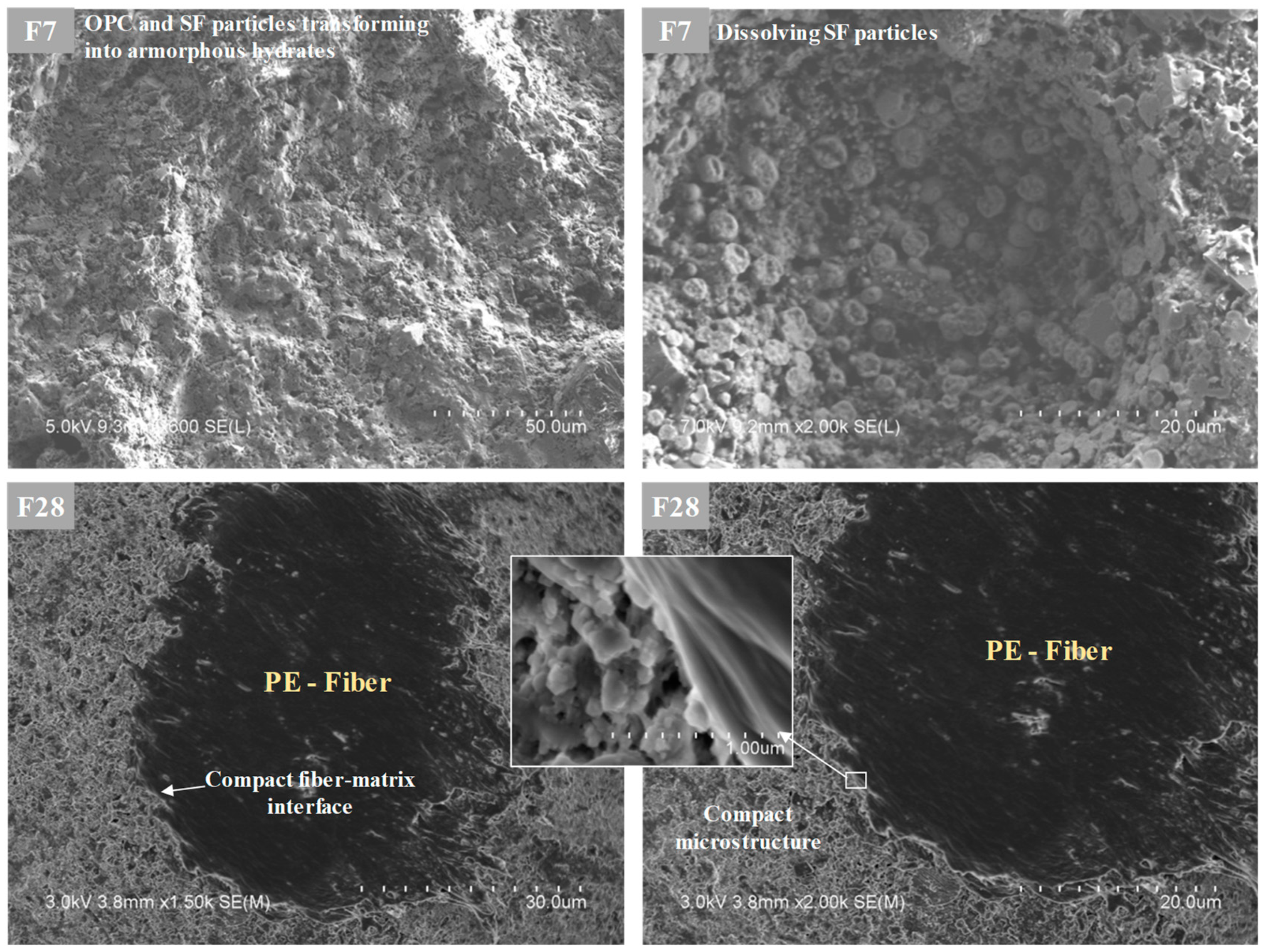
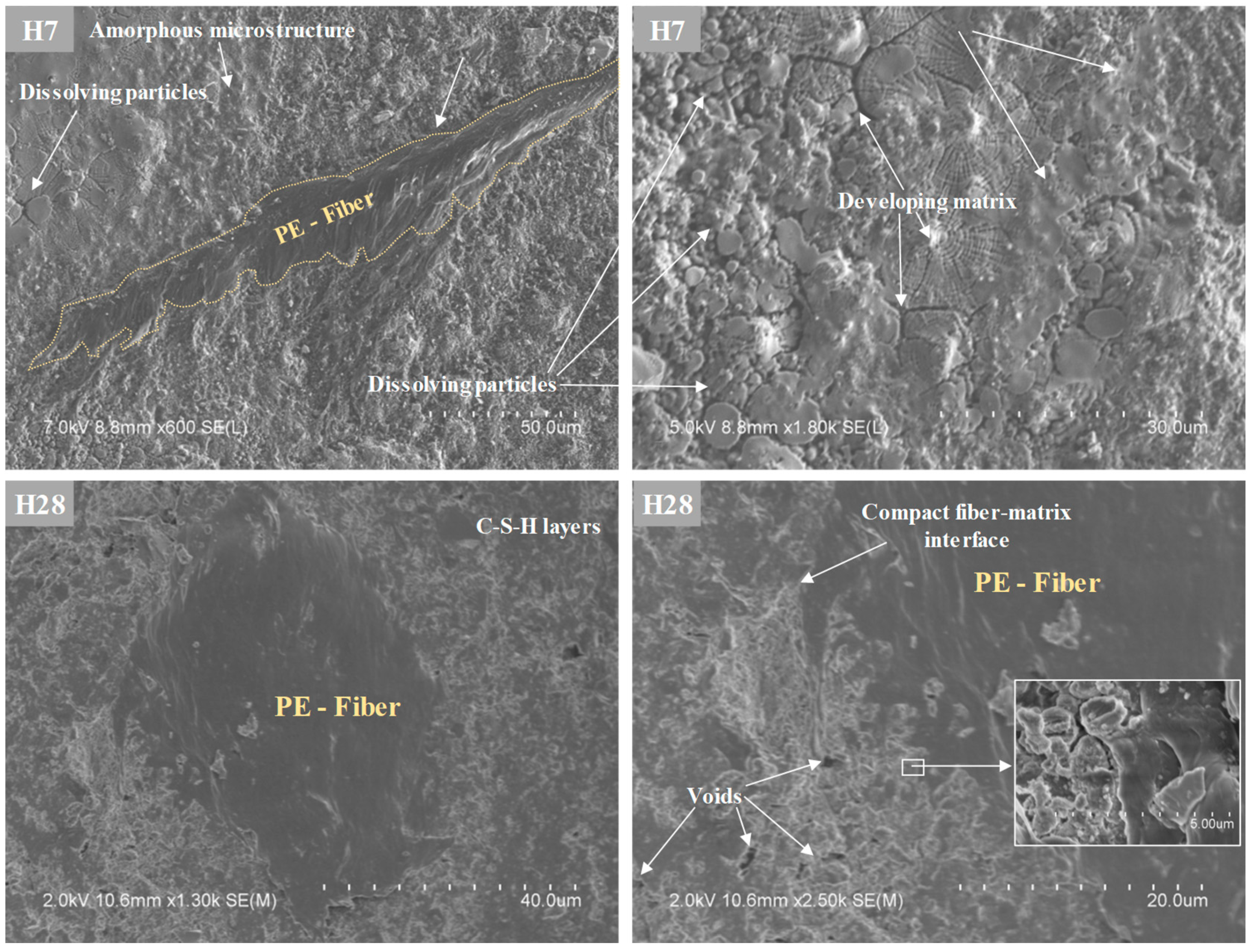
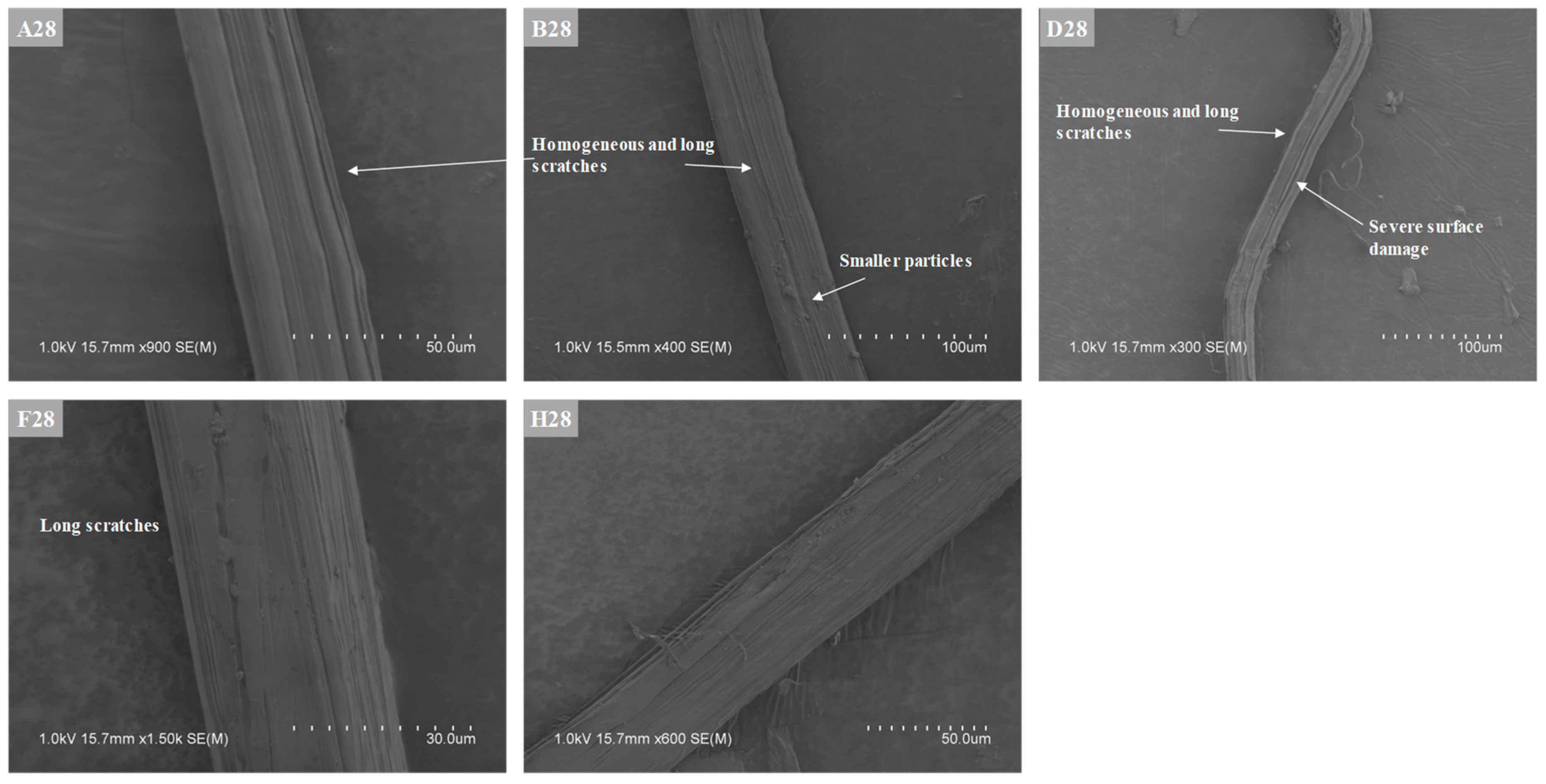
3.2. SEM Image Analysis
4. Mechanical Test Results and Discussion
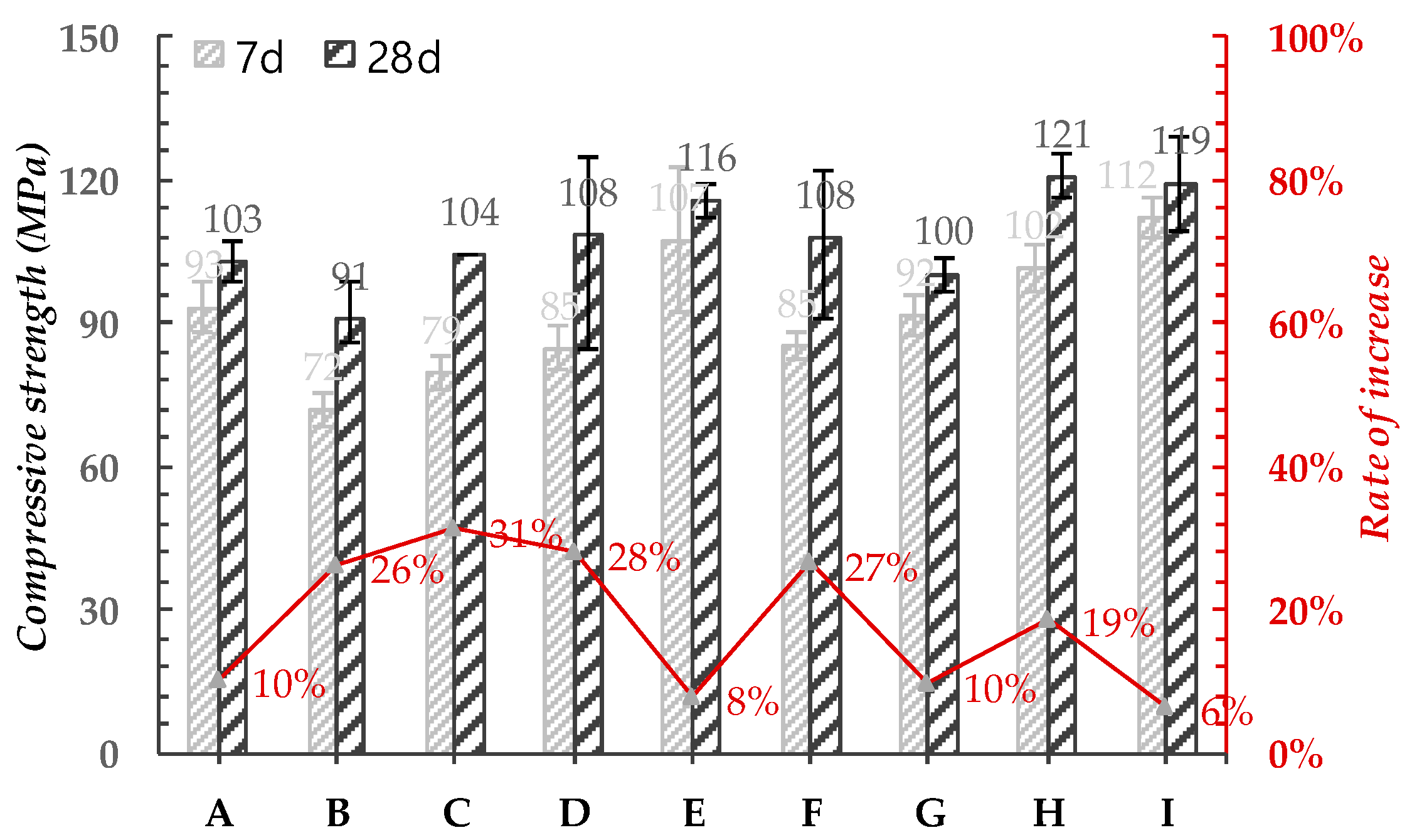
4.1. Compressive Strength
4.2. Tensile Behavior
4.2.1. Tensile Stress and Strain Curve
4.2.2. Tensile Strength and Strain Capacity
4.2.3. Discussion on Tensile Behavior
4.2.4. Energy Absorption Capacity
4.2.5. Ratio of Test Parameters
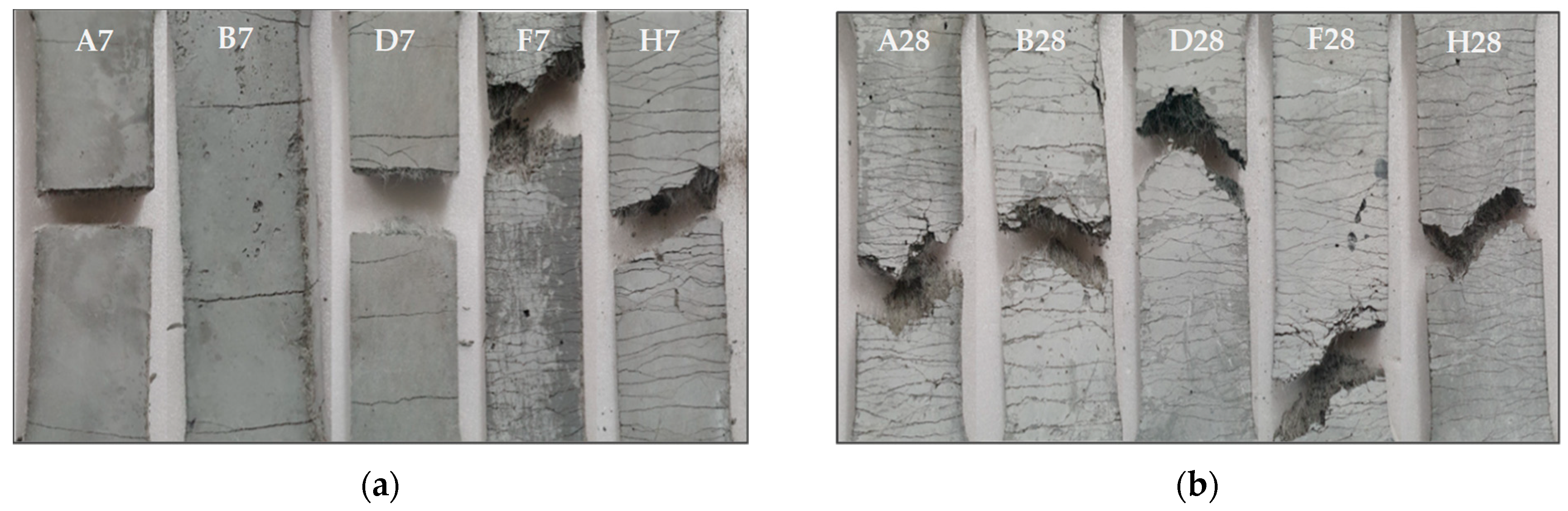
4.2.6. Crack Patterns
5. Conclusions
- At the curing age of 7 d, only the CKD-included specimens exhibited higher compressive strength than the mix with only OPC as a binding material. After 28 d of curing, the reactive GGBS, SF, and CKD have strengthened the compressive strength of the specimens in comparison to that of the specimen with only OPC, except for the specimen incorporating 30% of SF. On the other hand, in the case of specimens containing the non-reactive silica flour, the compressive strength decreased;
- The strain capacity of the 7 d cured specimens was improved by substituting the OPC with the reactive mineral additives. In particular, specimen H7, containing the 15% CKD, demonstrated the highest tensile performance with a tensile strength of 11.6 MPa and strain capacity of 7.5%;
- Most of the 28 d cured specimens with OPC, silica flour, GGBS, or SF, exhibited considerably improved tensile behavior compared to the 7 d cured specimens, except for specimens H28 and I28, with CKD. The strain-hardening behavior of specimens A28 to E28 was extended by over 6.0%, and the tensile strength ranged between 8.2 MPa and 11.6 MPa;
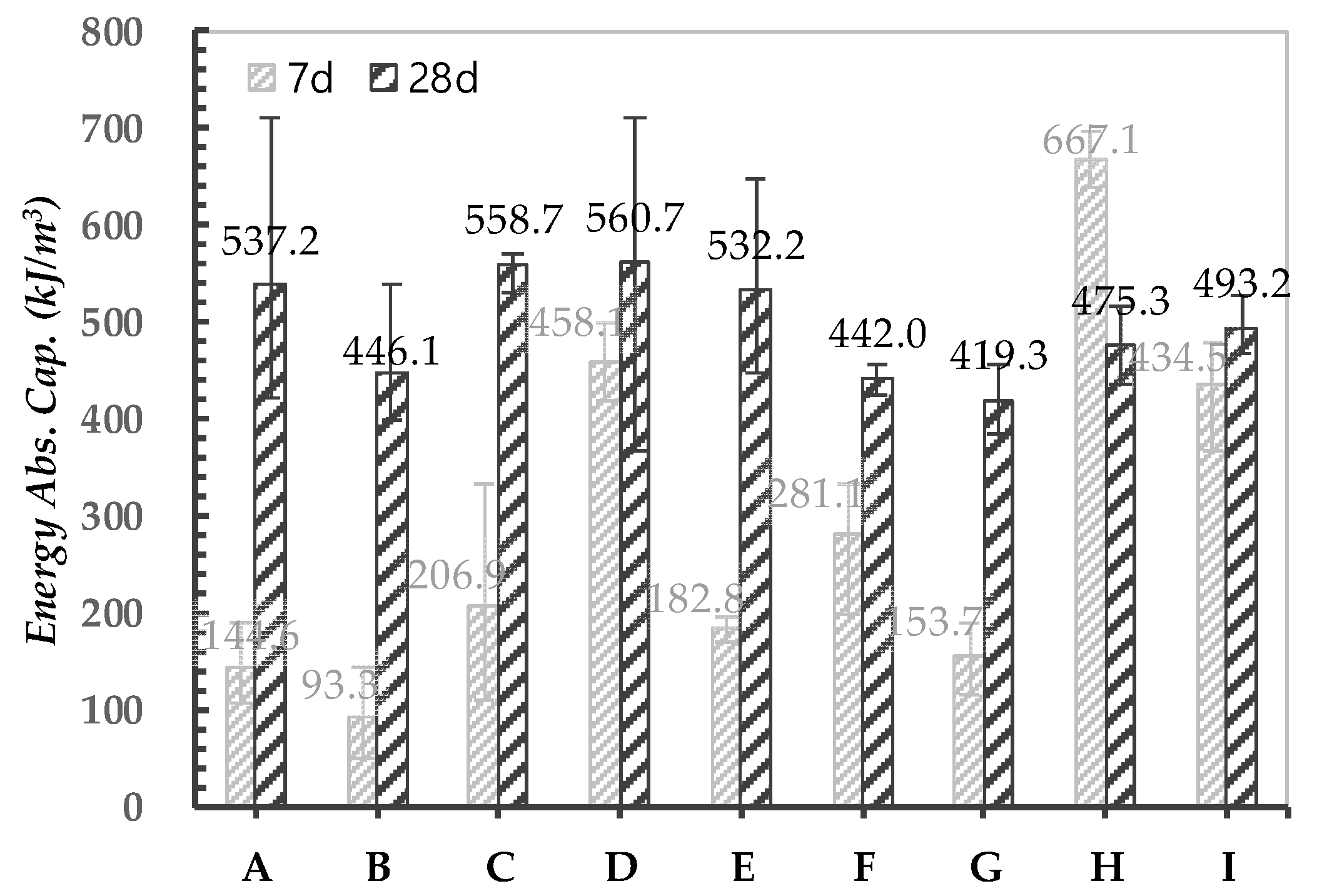
- At the curing age of 7 d, specimens with OPC and silica flour, absorbed lower energies than the specimens with the GGBS, SF, and CKD. Moreover, the 28 d cured specimens, exhibited significantly increased energy absorption capacities compared to the 7 d cured specimens, reaching 558.7 kJ/m3;
- For practical applications of UHP–SHCCs, the use of 15% of CKD is recommended when securing the early age mechanical performance is a priority, and the use of 50–100% of GGBS and 20% of SF is recommended to optimize mid- to long-term performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lankard, D.R. Slurry infiltrated fiber concrete (SIFCON): Properties and applications. Mat. Res. Soc. Symp. 1985, 42, 277–286. [Google Scholar] [CrossRef]
- Li, V.C.; Chan, Y. Dtermination of interfacial debond mode for fiber-reinforced cementitious composites. J. Eng. Mech. 1994, 120, 707–719. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Ranade, R.; Stults, M.D.; Li, V.C.; Rushing, T.S.; Roth, J.; Heard, W.F. Development of high strength high ductility concrete. In Proceedings of the 2nd International RILEM Conference on Strain Hardening Cementitious Composites, Rio de Janeiro, Brazil, 12–14 December 2011; pp. 1–8. [Google Scholar]
- Wong, H.H.C.; Kwan, A.K.H. Packing density: A key concept for mix design of high performance concrete. In Proceedings of the Materials Science and Technology in Engineering Conference, Pittsburgh, PA, USA, 25–28 September 2005; pp. 1–15. [Google Scholar]
- Larrard, F. Ultrafine particles for the making of very high strength concretes. Cem. Concr. Res. 1989, 19, 161–172. [Google Scholar] [CrossRef]
- Li, V.C.; Wang, Y.; Backer, S. Effect of inclining angle, bundling and surface treatment on synthetic fibre pull-out from a cement matrix. Composites 1990, 21, 132–140. [Google Scholar] [CrossRef]
- Nguyễn, H.H.; Choi, J.I.; Kim, H.K.; Lee, B.Y. Mechanical properties and self-healing capacity of eco-friendly ultra-high ductile fiber-reinforced slag-based composites. Compos. Struct. 2019, 229, 111401. [Google Scholar] [CrossRef]
- Choi, J.I.; Lee, B.Y.; Ranade, R.; Li, V.C.; Lee, Y. Ultra-high-ductile behavior of a polyethylene fiber-reinforced alkali-activated slag-based composite. Cem. Concr. Compos. 2016, 70, 153–158. [Google Scholar] [CrossRef]
- Mazloom, M.; Ramezanianpour, A.A.; Brooks, J.J. Effect of silica fume on mechanical properties of high-strength concrete. Cem. Concr. Compos. 2004, 26, 347–357. [Google Scholar] [CrossRef]
- Naseer, S.; Sohail, M.R. Experiemental Study on Strength of Concrete using Silica Fumes as Supplementary Cementitious Material. In Proceedings of the First International Conference on Emerging Trends in Engineering, Management and Sciences, Peshawar, Pakistan, 29–30 December 2014; pp. 1–6. [Google Scholar]
- Chan, Y.W.; Chu, S.H. Effect of silica fume on steel fiber bond characteristics in reactive powder concrete. Cem. Concr. Res. 2004, 34, 1167–1172. [Google Scholar] [CrossRef]
- Cheng-yi, H.; Feldman, R.F. Influence of silica fume on the microstructural development in cement mortars. Cem. Concr. Res. 1985, 15, 285–294. [Google Scholar] [CrossRef]
- Wang, K.; Konsta-Gdoutos, M.S.; Shah, S.P. Hydration, rheology, and strength of ordinary portland cement (OPC)-cement kiln dust (CKD)-slag binders. ACI Mater. J. 2002, 99, 173–179. [Google Scholar]
- Konsta-Gdoutos, M.S.; Shah, S.P. Hydration and properties of novel blended cements based on cement kiln dust and blast furnace slag. Cem. Concr. Res. 2003, 33, 1269–1276. [Google Scholar] [CrossRef]
- Yu, K.Q.; Yu, J.T.; Dai, J.G.; Lu, Z.D.; Shah, S.P. Development of ultra-high performance engineered cementitious composites using polyethylene (PE) fibers. Constr. Build. Mater. 2018, 158, 217–227. [Google Scholar] [CrossRef]
- Choi, J.I.; Jang, S.Y.; Kwon, S.J.; Lee, B.Y. Tensile Behavior and Cracking Pattern of an Ultra-High Performance Mortar Reinforced by Polyethylene Fiber. Adv. Mater. Sci. Eng. 2017, 2017, 5383982. [Google Scholar] [CrossRef]
- Yu, K.Q.; Zhu, W.J.; Ding, Y.; Lu, Z.D.; Yu, J.T.; Xiao, J.Z. Micro-structural and mechanical properties of ultra-high performance engineered cementitious composites (UHP-ECC) incorporation of recycled fine powder (RFP). Cem. Concr. Res. 2019, 124, 105813. [Google Scholar] [CrossRef]
- Curosu, I.; Liebscher, M.; Mechtcherine, V.; Bellmann, C.; Michel, S. Tensile behavior of high-strength strain-hardening cement-based composites (HS-SHCC) made with high-performance polyethylene, aramid and PBO fibers. Cem. Concr. Res. 2017, 98, 71–81. [Google Scholar] [CrossRef]
- Haque, M.N.; Kayali, O. Properties of high-strength concrete using a fine fly ash. Cem. Concr. Res. 1998, 28, 1445–1452. [Google Scholar] [CrossRef]
- Gallucci, E.; Zhang, X.; Scrivener, K.L. Effect of temperature on the microstructure of calcium silicate hydrate (C-S-H). Cem. Concr. Res. 2013, 53, 185–195. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Peris-Mora, E.; Amahjour, F. Mechanical treatment of fly ashes—Part IV. Strength development of ground fly ash-cement mortars cured at different temperatures. Cem. Concr. Res. 2000, 30, 543–551. [Google Scholar] [CrossRef]
- Monzo, J.; Borrachero, M.V. Mechanical treatment of fly ashes: Strength development and workability of mortars containing ground fly ashes, fly ash, silica fume, slag and natural pozzolans in concrete. In Proceedings of the Fifth International Conference, Milwaukee, WI, USA, 4–9 June 1995; pp. 339–354. [Google Scholar]
- Cheng-yi, H.; Feldman, R.F. Hydration reactions in portland cement-silica fume blends. Cem. Concr. Res. 1985, 15, 585–592. [Google Scholar] [CrossRef]
- Kuhlmann, K.; Ellerbrock, H.-G.; Sprung, S. Particle size distribution and properties of cement. Part I: Strength of Portland cement. ZKG Int. Cem. 1985, 38, 169–178. [Google Scholar]
- Kim, M.J.; Kim, S.; Lee, S.K.; Kim, J.H.; Lee, K.; Yoo, D.Y. Mechanical properties of ultra-high-performance fiber-reinforced concrete at cryogenic temperatures. Constr. Build. Mater. 2017, 157, 498–508. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Density (g/cm3) | Specific Surface Area (cm2/g) | Chemical Composition (%) | Sum (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | ||||
| OPC | 3.15 | 3350 | 21.01 | 6.40 | 3.12 | 61.33 | 3.02 | 2.30 | - | - | 97.18 |
| SF | 2.20 | 200,000 | 96.00 | 0.25 | 0.12 | 0.38 | 0.10 | - | - | - | 96.85 |
| GGBS | 2.90 | 4360 | 33.00 | 14.00 | 0.50 | 42.00 | 6.31 | 2.01 | - | - | 97.82 |
| CKD | 2.67 | 8200 | 9.65 | 3.70 | 1.54 | 43.60 | 1.40 | 0.77 | 0.35 | 0.06 | 61.07 |
| Silica Sand | 2.65 | - | 99.50 | 0.08 | 0.02 | 0.02 | 0.02 | - | - | - | 99.64 |
| Silica Flour | 2.65 | - | 99.80 | 0.06 | 0.04 | 0.02 | 0.02 | - | - | 0.01 | 99.95 |
| Type | W/B | Cement | Silica Flour | GGBS | SF | CKD | S/B | SP * |
|---|---|---|---|---|---|---|---|---|
| A | 0.22 | 1.0 | - | - | - | - | 0.3 | 0.010 |
| B | 0.25 | 0.15 | - | - | - | 0.012 | ||
| C | 0.28 | 0.3 | - | - | - | 0.013 | ||
| D | 0.21 | - | 0.5 | - | - | 0.016 | ||
| E | 0.21 | - | 1.0 | - | - | 0.021 | ||
| F | 0.22 | - | - | 0.2 | - | 0.012 | ||
| G | 0.22 | - | - | 0.3 | - | 0.014 | ||
| H | 0.22 | - | - | - | 0.15 | 0.012 | ||
| I | 0.22 | - | - | - | 0.3 | 0.014 |
| Type | Diameter, df (μm) | Length, lf (mm) | Aspect Ratio (lf/df) | Density (g/cm3) | Tensile Strength, ft (MPa) | Elastic Modulus, Ef (GPa) | Elongation (%) |
|---|---|---|---|---|---|---|---|
| UHMWPE fiber | 30–32 | 18.0 | 562.5–600.0 | 0.97 | 3000 | 100 | 3–4 |
| Specimen | A7 | B7 | C7 | D7 | E7 | F7 | G7 | H7 | I7 |
| #Cracks (ea) | 10 | 4 | 9 | 6 | 13 | 29 | 17 | 25 | 21 |
| #Drops (time) | 11 | 10 | 18 | 17 | 19 | 40 | 29 | 48 | 33 |
| Strain capacity (%) | 1.7 | 1.1 | 2.2 | 2.9 | 2.6 | 4.6 | 2.8 | 7.5 | 5.2 |
| Energy absorption capacity (kJ/m3) | 144.6 | 93.3 | 206.9 | 458.1 | 182.8 | 281.1 | 153.7 | 667.1 | 434.5 |
| Specimen | A28 | B28 | C28 | D28 | E28 | F28 | G28 | H28 | I28 |
| #Cracks (ea) | 27 | 28 | 39 | 39 | 35 | 36 | 36 | 34 | 33 |
| #Drops (time) | 57 | 43 | 59 | 52 | 64 | 65 | 64 | 78 | 66 |
| Strain capacity (%) | 6.2 | 6.6 | 7.3 | 6.9 | 6.6 | 7.2 | 6.0 | 6.8 | 6.9 |
| Energy absorption capacity (kJ/m3) | 537.2 | 446.1 | 558.7 | 560.7 | 532.2 | 442.0 | 419.3 | 475.3 | 493.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.-J.; Chun, B.; Choi, H.-J.; Shin, W.; Yoo, D.-Y. Effects of Supplementary Cementitious Materials and Curing Condition on Mechanical Properties of Ultra-High-Performance, Strain-Hardening Cementitious Composites. Appl. Sci. 2021, 11, 2394. https://doi.org/10.3390/app11052394
Kim M-J, Chun B, Choi H-J, Shin W, Yoo D-Y. Effects of Supplementary Cementitious Materials and Curing Condition on Mechanical Properties of Ultra-High-Performance, Strain-Hardening Cementitious Composites. Applied Sciences. 2021; 11(5):2394. https://doi.org/10.3390/app11052394
Chicago/Turabian StyleKim, Min-Jae, Booki Chun, Hong-Joon Choi, Wonsik Shin, and Doo-Yeol Yoo. 2021. "Effects of Supplementary Cementitious Materials and Curing Condition on Mechanical Properties of Ultra-High-Performance, Strain-Hardening Cementitious Composites" Applied Sciences 11, no. 5: 2394. https://doi.org/10.3390/app11052394
APA StyleKim, M.-J., Chun, B., Choi, H.-J., Shin, W., & Yoo, D.-Y. (2021). Effects of Supplementary Cementitious Materials and Curing Condition on Mechanical Properties of Ultra-High-Performance, Strain-Hardening Cementitious Composites. Applied Sciences, 11(5), 2394. https://doi.org/10.3390/app11052394