Optimization of Lignin Extraction Variables by Response Surface Methodology from Pine Saw Dust, and Quantification of Major Structural Units in Isolated Lignin Fraction

Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Biomass
2.2. Fractionation of the Biomass Via Acid Catalyzed Process
2.3. Lignin Isolation
2.4. Design of Experiments and Statistical Analysis
2.5. Structural Characterization of Isolated Lignin Samples (GPC, DFRC, 2DHSQCNMR)
3. Results and Discussion
3.1. Initial Experiments to Define Lignin Isolation Variables and Further Optimization by RSM
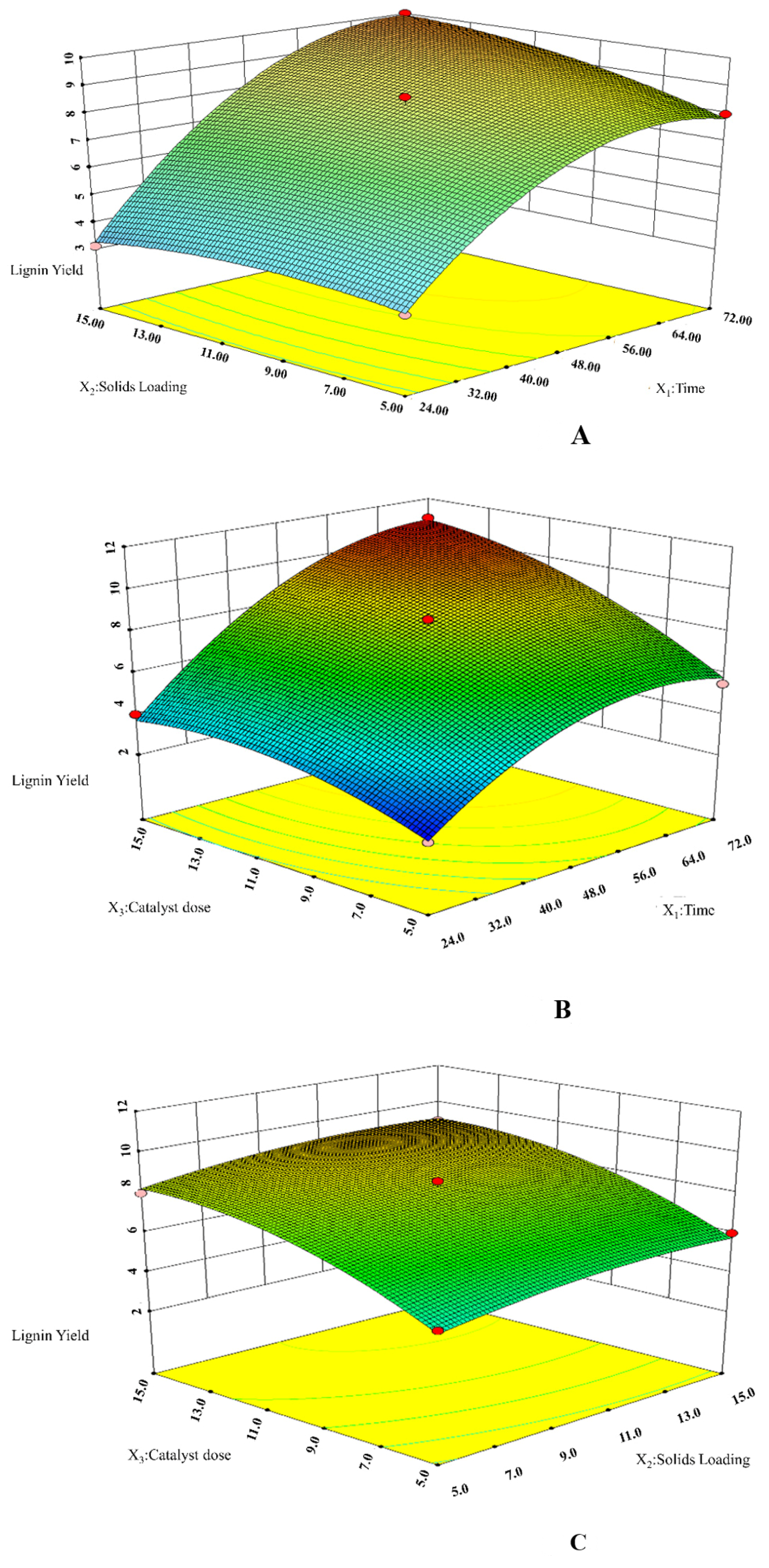
3.2. Effect of Process Variables on the Lignin Yield
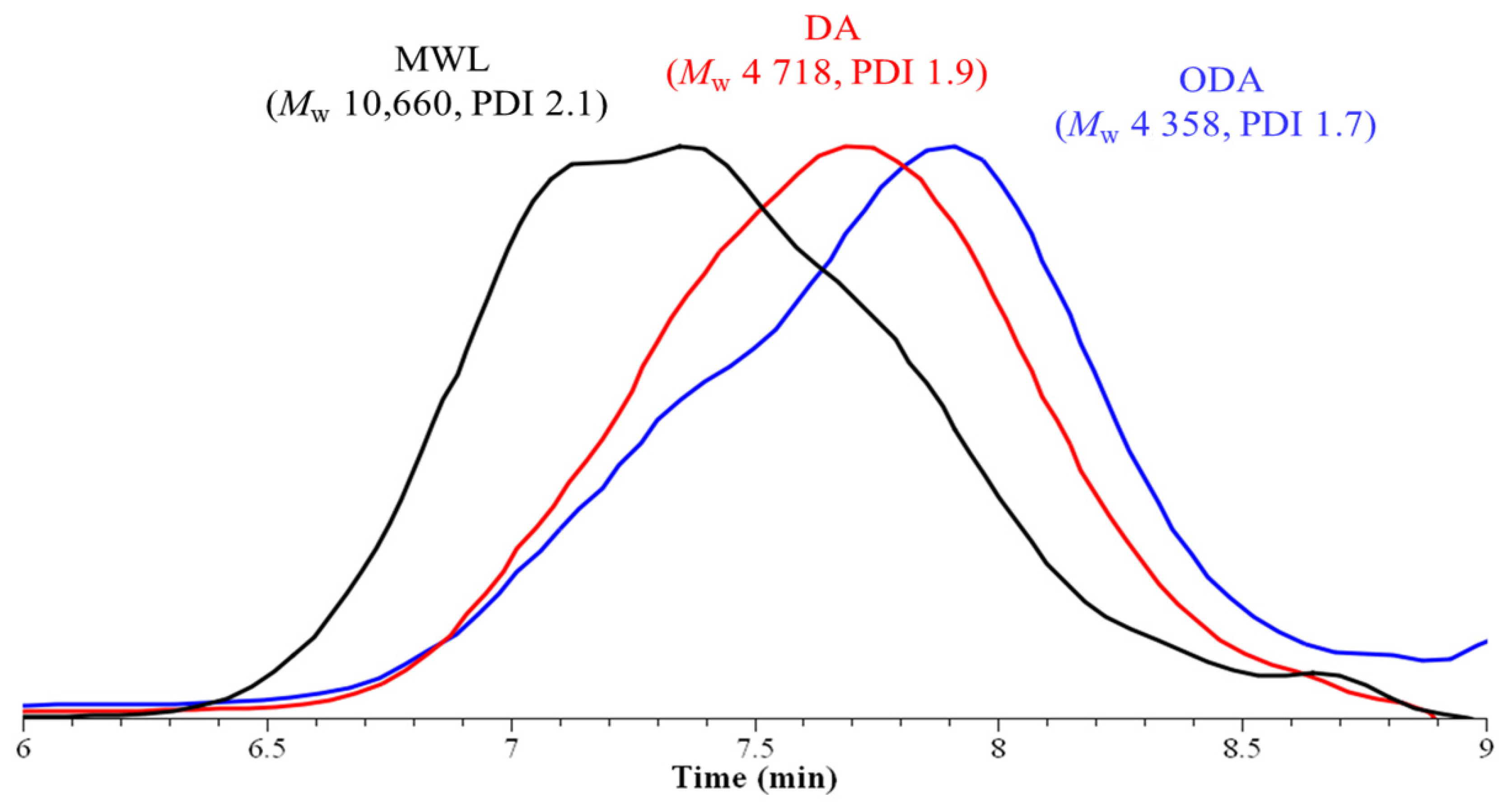
3.3. Molecular Weight Analysis of ODA and DA Lignin Samples
3.4. DFRC Values of ODA and DA Lignin Samples
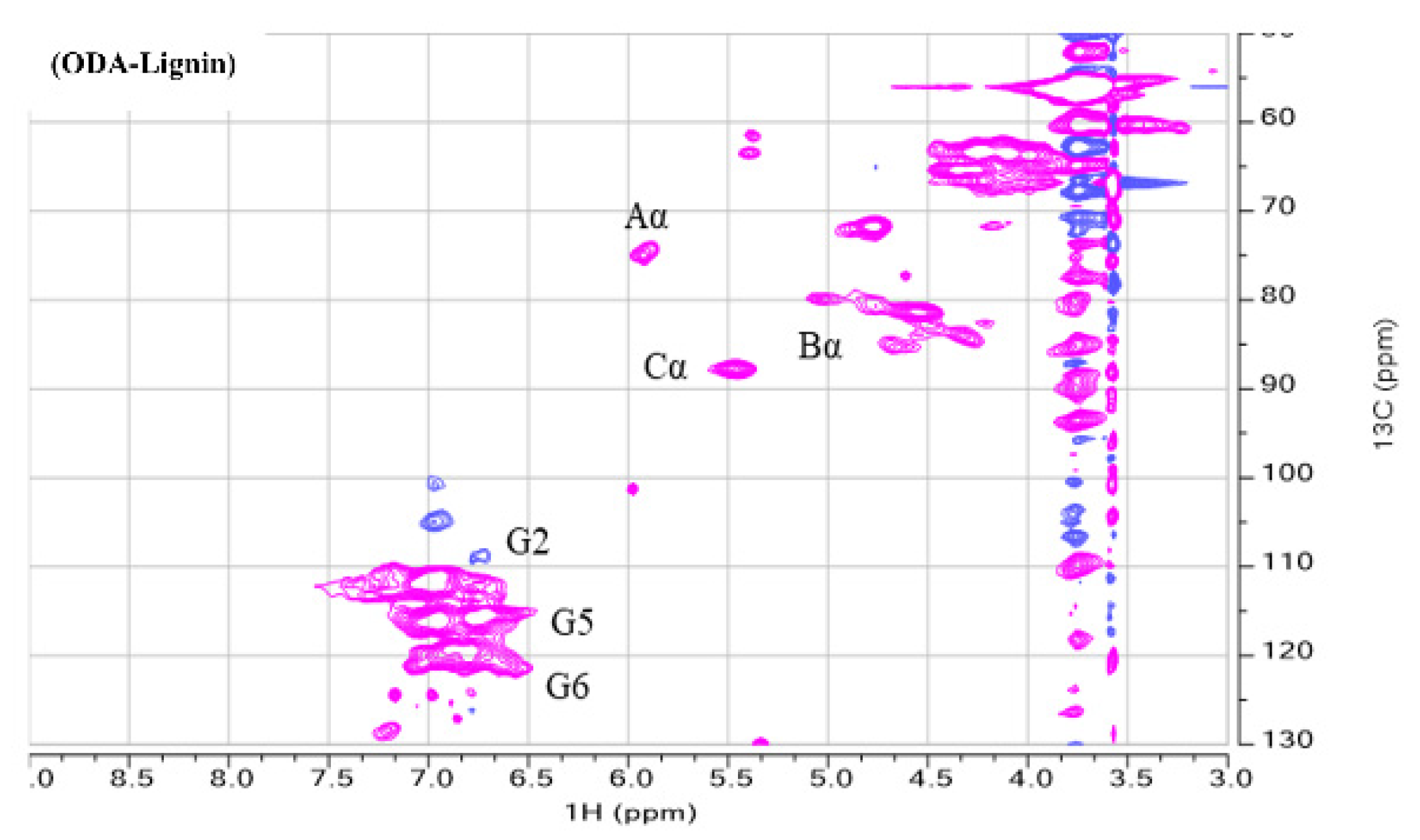
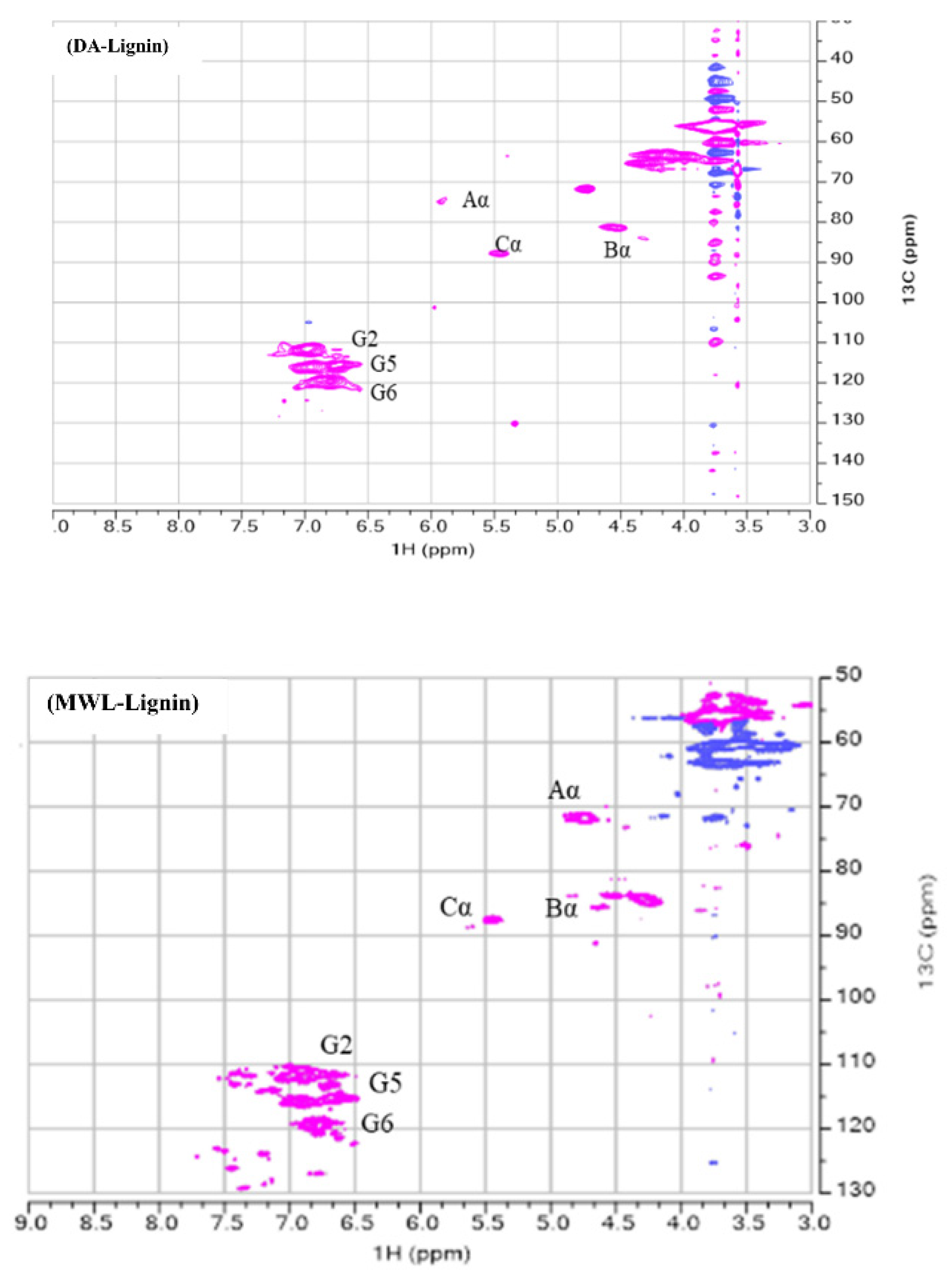
3.5. 2D HSQC NMR Spectra
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Salvador, R.; Puglieri, F.N.; Halog, A.; de Andrade, F.G.; Piekarski, C.M.; De Francisco, A.C. Key aspects for designing business models for a circular bioeconomy. J. Clean. Prod. 2021, 278, 124341. [Google Scholar] [CrossRef]
- Obydenkova, S.V.; Kouris, P.D.; Hensen, E.J.M.; Smeulders, D.M.J.; van der Meer, Y.; Boot, M.D. Industrial lignin from 2G biorefineries—Assessment of availability and pricing strategies. Bioresour. Technol. 2019, 291, 121805. [Google Scholar] [CrossRef] [PubMed]
- Xu, H.; Kong, Y.; Peng, J.; Song, X.; Liu, Y.; Su, Z.; Li, B.; Gao, C.; Tian, W. Comprehensive analysis of important parameters of choline chloride-based deep eutectic solvent pretreatment of lignocellulosic biomass. Bioresour. Technol. 2021, 319, 124209. [Google Scholar] [CrossRef]
- de França Serpa, J.; de Sousa Silva, J.; Borges Reis, C.L.; Micoli, L.; Alexandre e Silva, L.M.; Canuto, K.M.; Casimiro de Macedo, A.; Ponte Rocha, M.V. Extraction and characterization of lignins from cashew apple bagasse obtained by different treatments. Biomass Bioenergy 2020, 141, 105728. [Google Scholar] [CrossRef]
- Yu, O.; Kim, K.H. Lignin to materials: A focused review on recent novel lignin applications. Appl. Sci. 2020, 10, 4626. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, J.; Sun, L.; Yuan, Q.; Cheng, G.; Argyropoulos, D.S. Extraction and characterization of lignin from corncob residue after acid-catalyzed steam explosion pretreatment. Ind. Crops Prod. 2019, 133, 241–249. [Google Scholar] [CrossRef]
- Vachon, J.; Assad-Alkhateb, D.; Baumberger, S.; van Haveren, J.; Gosselink, R.J.A.; Monedero, M.; Bermudez, J.M. Use of lignin as additive in polyethylene for food protection: Insect repelling effect of an ethyl acetate phenolic extract. Compos. Part C Open Access 2020, 2, 100044. [Google Scholar] [CrossRef]
- Xu, L.; He, Z.; Zhang, H.; Wu, S.; Dong, C.; Fang, Z. Bioresource Technology Production of aromatic amines via catalytic co-pyrolysis of lignin and phenol-formaldehyde resins with ammonia over commercial HZSM-5 zeolites. Bioresour. Technol. 2021, 320, 124252. [Google Scholar] [CrossRef]
- Le, N.D.; Trogen, M.; Ma, Y.; Varley, R.J.; Hummel, M.; Byrne, N. Cellulose-lignin composite fibers as precursors for carbon fibers: Part 2—The impact of precursor properties on carbon fibers. Carbohydr. Polym. 2020, 250, 116918. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Improving the properties of urea-lignin-glyoxal resin as a wood adhesive by small addition of epoxy. Int. J. Adhes. Adhes. 2020, 102, 102681. [Google Scholar] [CrossRef]
- Bu, L.; Tang, Y.; Gao, Y.; Jian, H.; Jiang, J. Comparative characterization of milled wood lignin from furfural residues and corncob. Chem. Eng. J. 2011, 175, 176–184. [Google Scholar] [CrossRef]
- Mazar, A.; Jemaa, N.; Wafa Al Dajani, W.; Marinova, M.; Perrier, M. Optimization of lignin recovery from the pre-hydrolysate of Kraft-Based dissolving pulp production processes. Appl. Sci. 2021, 11, 454. [Google Scholar] [CrossRef]
- de Oliveira, D.R.; Avelino, F.; Mazzetto, S.E.; Lomonaco, D. Microwave-assisted selective acetylation of Kraft lignin: Acetic acid as a sustainable reactant for lignin valorization. Int. J. Biol. Macromol. 2020, 164, 1536–1544. [Google Scholar] [CrossRef]
- Goundalkar, M.J.; Corbett, D.B.; Bujanovic, B.M. Comparative analysis of milled wood lignins (MWLs) isolated from sugar maple (SM) and hot-water extracted sugar maple (ESM). Energies 2014, 7, 1363–1375. [Google Scholar] [CrossRef]
- Liu, X.; Li, T.; Wu, S.; Ma, H.; Yin, Y. Structural characterization and comparison of enzymatic and deep eutectic solvents isolated lignin from various green processes: Toward lignin valorization. Bioresour. Technol. 2020, 310, 123460. [Google Scholar] [CrossRef]
- Alvarez-Vasco, C.; Ma, R.; Quintero, M.; Guo, M.; Geleynse, S.; Ramasamy, K.K.; Wolcott, M.; Zhang, X. Unique low-molecular-weight lignin with high purity extracted from wood by deep eutectic solvents (DES): A source of lignin for valorization. Green Chem. 2016, 18, 5133–5141. [Google Scholar] [CrossRef]
- Ovejero-Pérez, A.; Rigual, V.; Domínguez, J.C.; Alonso, M.V.; Oliet, M.; Rodriguez, F. Acidic depolymerization vs ionic liquid solubilization in lignin extraction from eucalyptus wood using the protic ionic liquid 1-methylimidazolium chloride. Int. J. Biol. Macromol. 2020, 157, 461–469. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, Q.; Wang, W.; Zhuang, X.; Deng, Y.; Yuan, Z. Comparison study of organosolv pretreatment on hybrid pennisetum for enzymatic saccharification and lignin isolation. Fuel 2019, 249, 334–340. [Google Scholar] [CrossRef]
- Ye, L.; Han, Y.; Feng, J.; Lu, X. A review about GVL production from lignocellulose: Focusing on the full components utilization. Ind. Crops Prod. 2020, 144, 112031. [Google Scholar] [CrossRef]
- Sun, S.N.; Chen, X.; Tao, Y.H.; Cao, X.F.; Li, M.F.; Wen, J.L.; Nie, S.X.; Sun, R.C. Pretreatment of Eucalyptus urophylla in γ-valerolactone/dilute acid system for removal of non-cellulosic components and acceleration of enzymatic hydrolysis. Ind. Crops Prod. 2019, 132, 21–28. [Google Scholar] [CrossRef]
- Jia, L.; Qin, Y.; Wen, P.; Zhang, T.; Zhang, J. Alkaline post-incubation improves cellulose hydrolysis after Γ-valerolactone/water pretreatment. Bioresour. Technol. 2019, 278, 440–443. [Google Scholar] [CrossRef]
- Jin, L.; Yu, X.; Peng, C.; Guo, Y.; Zhang, L.; Xu, Q.; Zhao, Z.K.; Liu, Y.; Xie, H. Fast dissolution pretreatment of the corn stover in gamma-valerolactone promoted by ionic liquids: Selective delignification and enhanced enzymatic saccharification. Bioresour. Technol. 2018, 270, 537–544. [Google Scholar] [CrossRef]
- Li, X.; Liu, Q.; Si, C.; Lu, L.; Luo, C.; Gu, X.; Liu, W.; Lu, X. Green and efficient production of furfural from corn cob over H-ZSM-5 using γ-valerolactone as solvent. Ind. Crops Prod. 2018, 120, 343–350. [Google Scholar] [CrossRef]
- Monties, B. Preparation of dioxane lignin fractions by acidolysis. Methods Enzymol. 1988, 161, 31–35. [Google Scholar]
- Guo, X.; Fu, Y.; Miao, F.; Yu, Q.; Liu, N.; Zhang, F. Efficient separation of functional xylooligosaccharide, cellulose and lignin from poplar via thermal acetic acid/sodium acetate hydrolysis and subsequent kraft pulping. Ind. Crops Prod. 2020, 153, 112575. [Google Scholar] [CrossRef]
- Vázquez, G.; Antorrena, G.; González, J.; Freire, S.; López, S. Acetosolv pulping of pine wood. Kinetic modelling of lignin solubilization and condensation. Bioresour. Technol. 1997, 59, 121–127. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, D. Chemical and thermal characteristics of lignins isolated from Siam weed stem by acetic acid and formic acid delignification. Ind. Crops Prod. 2010, 32, 284–291. [Google Scholar] [CrossRef]
- Mouthier, T.; Appeldoorn, M.M.; Pel, H.; Schols, H.A.; Gruppen, H.; Kabel, M.A. Corn stover lignin is modified differently by acetic acid compared to sulfuric acid. Ind. Crops Prod. 2018, 121, 160–168. [Google Scholar] [CrossRef]
- Ely, R.E.; Moore, L.A. Yields of Holocellulose Prepared from Ruminant Feces by Acid Chlorite Treatment. J. Dairy Sci. 1955, 38, 1017–1022. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Nrel, D.C. Determination of structural carbohydrates and lignin in biomass determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Zijlstra, D.S.; De Santi, A.; Oldenburger, B.; De Vries, J.; Barta, K.; Deuss, P.J. Extraction of lignin with high β-O-4 content by mild ethanol extraction and its effect on the depolymerization yield. J. Vis. Exp. 2019, 2019, 1–12. [Google Scholar] [CrossRef]
- Zijlstra, D.S.; Lahive, C.W.; Analbers, C.A.; Figueirêdo, M.B.; Wang, Z.; Lancefield, C.S.; Deuss, P.J. Mild organosolv lignin extraction with alcohols: The importance of benzylic alkoxylation. ACS Sustain. Chem. Eng. 2020, 8, 5119–5131. [Google Scholar] [CrossRef]
- Bello, F.; Chimphango, A. Optimization of lignin extraction from alkaline treated mango seed husk by high shear homogenization-assisted organosolv process using response surface methodology. Int. J. Biol. Macromol. 2021, 167, 1379–1392. [Google Scholar] [CrossRef]
- Cheng, Y.S.; Zheng, Y.; Yu, C.W.; Dooley, T.M.; Jenkins, B.M.; Vandergheynst, J.S. Evaluation of high solids alkaline pretreatment of rice straw. Appl. Biochem. Biotechnol. 2010, 162, 1768–1784. [Google Scholar] [CrossRef]
- Duque, A.; Manzanares, P.; Ballesteros, I.; Negro, M.J.; Oliva, J.M.; Saez, F.; Ballesteros, M. Optimization of integrated alkaline-extrusion pretreatment of barley straw for sugar production by enzymatic hydrolysis. Process Biochem. 2013, 48, 775–781. [Google Scholar] [CrossRef]
- Rencoret, J.; Marques, G.; Gutiérrez, A.; Nieto, L.; Jiménez-Barbero, J.; Martínez, Á.T.; del Río, J.C. Isolation and structural characterization of the milled-wood lignin from Paulownia fortunei wood. Ind. Crops Prod. 2009, 30, 137–143. [Google Scholar] [CrossRef]
- Kim, J.Y.; Park, S.Y.; Lee, J.H.; Choi, I.G.; Choi, J.W. Sequential solvent fractionation of lignin for selective production of monoaromatics by Ru catalyzed ethanolysis. RSC Adv. 2017, 7, 53117–53125. [Google Scholar] [CrossRef]
- Brahim, M.; Boussetta, N.; Grimi, N.; Vorobiev, E.; Zieger-Devin, I.; Brosse, N. Pretreatment optimization from rapeseed straw and lignin characterization. Ind. Crops Prod. 2017, 95, 643–650. [Google Scholar] [CrossRef]
- Chen, Z.; Ragauskas, A.; Wan, C. Lignin extraction and upgrading using deep eutectic solvents. Ind. Crops Prod. 2020, 147, 112241. [Google Scholar] [CrossRef]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef]
- Miao, J.; Yu, Y.; Jiang, Z.; Tang, L.; Zhang, L. Partial delignification of wood and membrane preparation using a quaternary ammonium ionic liquid. Sci. Rep. 2017, 7, 1–12. [Google Scholar] [CrossRef]
- Sun, R.; Lawther, J.M.; Banks, W.B. Effects of Extraction Time and Different Alkalis on the Composition of Alkali-Soluble Wheat Straw Lignins. J. Agric. Food Chem. 1996, 44, 3965–3970. [Google Scholar] [CrossRef]
- Li, M.F.; Sun, S.N.; Xu, F.; Sun, R.C. Formic acid based organosolv pulping of bamboo (Phyllostachys acuta): Comparative characterization of the dissolved lignins with milled wood lignin. Chem. Eng. J. 2012, 179, 80–89. [Google Scholar] [CrossRef]
- Zhang, S.; Keshwani, D.R.; Xu, Y.; Hanna, M.A. Alkali combined extrusion pretreatment of corn stover to enhance enzyme saccharification. Ind. Crops Prod. 2012, 37, 352–357. [Google Scholar] [CrossRef]
- Savy, D.; Nebbioso, A.; Mazzei, P.; Drosos, M.; Piccolo, A. Molecular composition of water-soluble lignins separated from different non-food biomasses. Fuel Process. Technol. 2015, 131, 175–181. [Google Scholar] [CrossRef]
- Saha, M.; Saynik, P.B.; Borah, A.; Malani, R.S.; Arya, P.; Shivangi; Moholkar, V.S. Dioxane-based extraction process for production of high quality lignin. Bioresour. Technol. Rep. 2019, 5, 206–211. [Google Scholar] [CrossRef]
- Zhang, A.P.; Liu, C.F.; Sun, R.C.; Xie, J. Extraction, purification, and characterization of lignin fractions from sugarcane bagasse. BioResources 2013, 8, 1604–1614. [Google Scholar] [CrossRef][Green Version]
- Radotić, K.; Mićić, M. Methods for Extraction and Purification of Lignin and Cellulose from Plant Tissues. In Sample Preparation Techniques for Soil, Plant, and Animal Samples; Humana Press: New York, NY, USA, 2016; pp. 365–376. [Google Scholar]
- Gordobil, O.; Moriana, R.; Zhang, L.; Labidi, J.; Sevastyanova, O. Assesment of technical lignins for uses in biofuels and biomaterials: Structure-related properties, proximate analysis and chemical modification. Ind. Crops Prod. 2016, 83, 155–165. [Google Scholar] [CrossRef]
- Gong, W.; Xiang, Z.; Ye, F.; Zhao, G. Composition and structure of an antioxidant acetic acid lignin isolated from shoot shell of bamboo (Dendrocalamus Latiforus). Ind. Crops Prod. 2016, 91, 340–349. [Google Scholar] [CrossRef]
- Ahmed, M.A.; Lee, J.H.; Raja, A.A.; Choi, J.W. Effects of gamma-valerolactone assisted fractionation of ball-milled pine wood on lignin extraction and its characterization aswell as its corresponding cellulose digestion. Appl. Sci. 2020, 10, 1599. [Google Scholar] [CrossRef]
- Lu, F.; Ralph, J. Detection and determination of p-coumaroylated units in lignins. J. Agric. Food Chem. 1999, 47, 1988–1992. [Google Scholar] [CrossRef]
- Guerra, A.; Elissetche, J.P.; Norambuena, M.; Freer, J.; Valenzuela, S.; Rodríguez, J.; Balocchi, C. Influence of lignin structural features on eucalyptus globulus kraft pulping. Ind. Eng. Chem. Res. 2008, 47, 8542–8549. [Google Scholar] [CrossRef]
- Kim, J.Y.; Hwang, H.; Park, J.; Oh, S.; Choi, J.W. Predicting structural change of lignin macromolecules before and after heat treatment using the pyrolysis-GC/MS technique. J. Anal. Appl. Pyrolysis 2014, 110, 305–312. [Google Scholar] [CrossRef]
- Pin, T.C.; Nascimento, V.M.; Costa, A.C.; Pu, Y.; Ragauskas, A.J.; Rabelo, S.C. Structural characterization of sugarcane lignins extracted from different protic ionic liquid pretreatments. Renew. Energy 2020, 161, 579–592. [Google Scholar] [CrossRef]
- Tian, G.; Xu, J.; Fu, Y.; Guo, Y.; Wang, Z.; Li, Q. High β-O-4 polymeric lignin and oligomeric phenols from flow-through fractionation of wheat straw using recyclable aqueous formic acid. Ind. Crops Prod. 2019, 131, 142–150. [Google Scholar] [CrossRef]
- Li, Y.J.; Li, H.Y.; Cao, X.F.; Sun, S.N.; Sun, R.C. Understanding the Distribution and Structural Feature of Eucalyptus Lignin Isolated by γ-Valerolactone/Water/Acid System. ACS Sustain. Chem. Eng. 2018, 6, 12124–12131. [Google Scholar] [CrossRef]
- Ma, C.Y.; Wang, H.M.; Wen, J.L.; Shi, Q.; Wang, S.F.; Yuan, T.Q.; Sun, R.C. Structural elucidation of lignin macromolecule from abaca during alkaline hydrogen peroxide delignification. Int. J. Biol. Macromol. 2020, 144, 596–602. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reagent (50% v/v) | Temperature (°C) | Time (h) | Lignin Yield (%) | G Units * | Mw | Mn | PDI * |
|---|---|---|---|---|---|---|---|
| Di:AA 1* | 70 | 6 | 11 | 200 ± 20 | 4732 | 2290 | 2.06 |
| Di:AA 2* | Room temp. | 48 | 2.5 | 332 ± 30 | 4718 | 2473 | 1.90 |
| GVL:AA 1* | 70 | 6 | 42 | 100 ± 35 | 3604 | 1851 | 1.94 |
| GVL:Di 2* | 70 | 6 | 38 | 110 ± 40 | 4562 | 2064 | 2.21 |
| Scheme 1 | Time (X1) | Solids Loading (X2) | Catalyst Dose (X3) | Lignin Yield (%) |
|---|---|---|---|---|
| 1 | 24 | 10 | 15 | 4.0 |
| 2 | 24 | 10 | 5 | 2.0 |
| 3 | 24 | 15 | 10 | 3.1 |
| 4 | 24 | 5 | 10 | 3.5 |
| 5 | 48 | 10 | 10 | 8.1 |
| 6 | 48 | 15 | 15 | 9.0 |
| 7 | 48 | 15 | 5 | 6.0 |
| 8 | 48 | 5 | 15 | 8.0 |
| 9 | 48 | 5 | 5 | 5.0 |
| 10 | 48 | 10 | 10 | 8.3 |
| 11 | 48 | 10 | 10 | 8.6 |
| 12 | 72 | 15 | 10 | 10.0 |
| 13 | 72 | 10 | 5 | 5.5 |
| 14 | 72 | 10 | 15 | 11.0 |
| 15 | 72 | 5 | 10 | 8.0 |
| Scheme 2 | Sum of Squares | df | Mean Square | F Value | p Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 103.04 | 9 | 11.45 | 108.18 | <0.0001 | Significant |
| X1—Time | 59.95 | 1 | 59.95 | 566.47 | <0.0001 | Significant |
| X2—Solid loading | 1.62 | 1 | 1.62 | 15.31 | 0.0113 | |
| X3—Catalyst | 22.78 | 1 | 22.78 | 215.26 | <0.0001 | Significant |
| X1X2 | 1.44 | 4 | 1.44 | 13.61 | 0.0142 | |
| X1X3 | 3.06 | 1 | 3.06 | 28.94 | 0.0030 | |
| X2X3 | 0.000 | 1 | 0.000 | 0.000 | 1.0000 | |
| X21 | 11.69 | 1 | 11.69 | 110.44 | 0.0001 | |
| X22 | 0.60 | 1 | 0.60 | 5.70 | 0.0626 | |
| X23 | 3.19 | 1 | 3.19 | 30.12 | 0.0027 | |
| Residual | 0.53 | 5 | 0.11 | |||
| Lack of fit | 0.40 | 3 | 0.13 | 2.12 | Not significant | |
| Pure error | 0.13 | 2 | 0.063 |
| Scheme 3 | Mw | Mn | (Mw/Mn) P |
|---|---|---|---|
| MWL | 10,660 | 5157 | 2.06 |
| ODA lignin | 4358 | 2641 | 1.65 |
| DA lignin | 4718 | 2473 | 1.90 |
| Scheme | G Units | S Units | Total |
|---|---|---|---|
| MWL | 450 ± 34 | -- | 450 ± 34 |
| ODA lignin | 305 ± 25 | -- | 305 ± 25 |
| DA lignin | 332 ± 30 | -- | 332 ± 30 |
 | |||
| β-0-4 | β-β | β-5 | |
| Pine MWL | 46.0 | 3.0 | 5.1 |
| ODA lignin | 37.8 | 6.0 | 7.0 |
| DA lignin | 40.0 | 5.0 | 6.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, M.A.; Lee, J.H.; Choi, J.W. Optimization of Lignin Extraction Variables by Response Surface Methodology from Pine Saw Dust, and Quantification of Major Structural Units in Isolated Lignin Fraction. Appl. Sci. 2021, 11, 1739. https://doi.org/10.3390/app11041739
Ahmed MA, Lee JH, Choi JW. Optimization of Lignin Extraction Variables by Response Surface Methodology from Pine Saw Dust, and Quantification of Major Structural Units in Isolated Lignin Fraction. Applied Sciences. 2021; 11(4):1739. https://doi.org/10.3390/app11041739
Chicago/Turabian StyleAhmed, Muhammad Ajaz, Jae Hoon Lee, and Joon Weon Choi. 2021. "Optimization of Lignin Extraction Variables by Response Surface Methodology from Pine Saw Dust, and Quantification of Major Structural Units in Isolated Lignin Fraction" Applied Sciences 11, no. 4: 1739. https://doi.org/10.3390/app11041739
APA StyleAhmed, M. A., Lee, J. H., & Choi, J. W. (2021). Optimization of Lignin Extraction Variables by Response Surface Methodology from Pine Saw Dust, and Quantification of Major Structural Units in Isolated Lignin Fraction. Applied Sciences, 11(4), 1739. https://doi.org/10.3390/app11041739