Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis


Abstract
1. Introduction
1.1. Static Beam Shaping to Optimize Laser Beam Fusion Cutting
1.2. Measurement Methods to Determine the Limiting Mechanisms of Laser Beam Cutting
1.3. Beam Oscillation to Overcome the Limiting Process Mechanisms
2. Materials and Methods
2.1. Experimental Setup
2.1.1. Workpiece, Laser Parameters, and Cutting Equipment
2.1.2. Beam Oscillation Due to Highly Dynamic Scanner
2.1.3. High Spatially and Temporally Resolved Temperature Measurement of the Process Zone
2.2. Characterization Methods
2.2.1. Cut Edge Quality
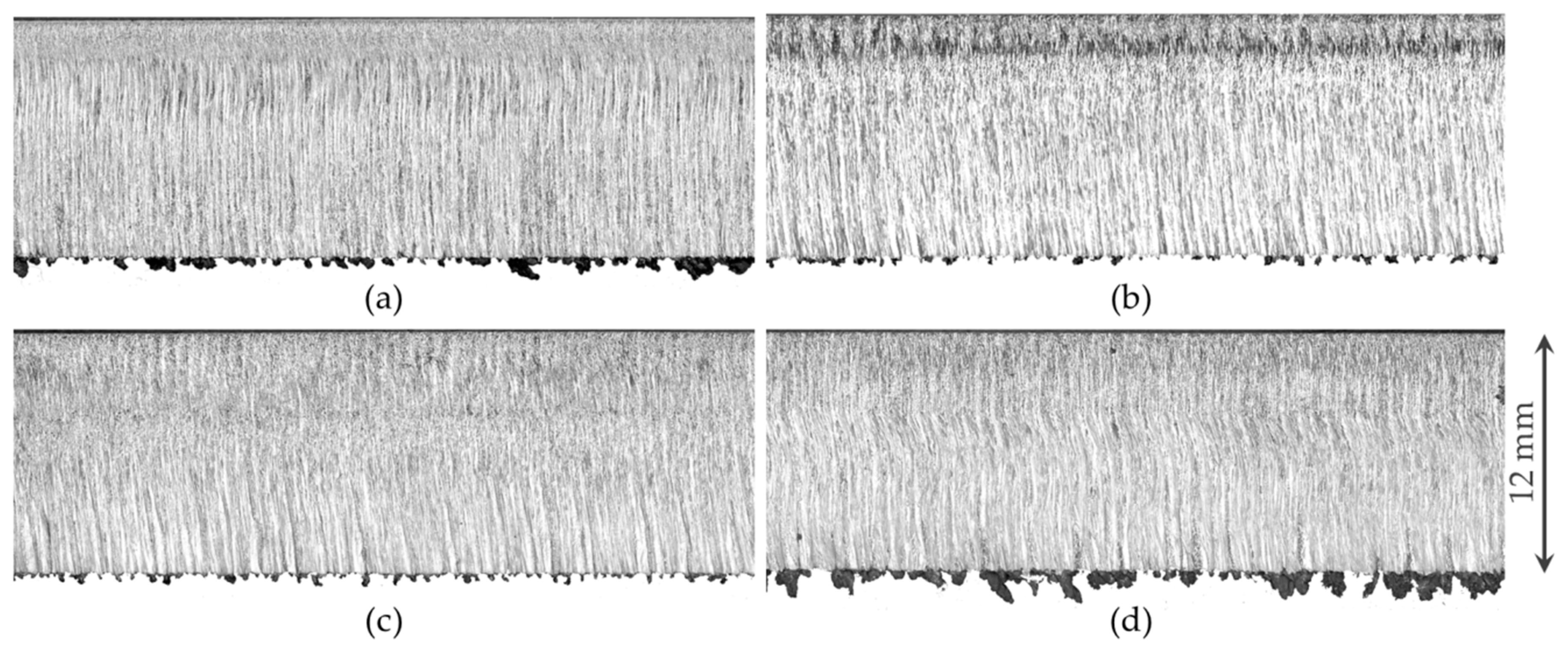
2.2.2. Geometric Properties of Cut Kerf and Cut Front
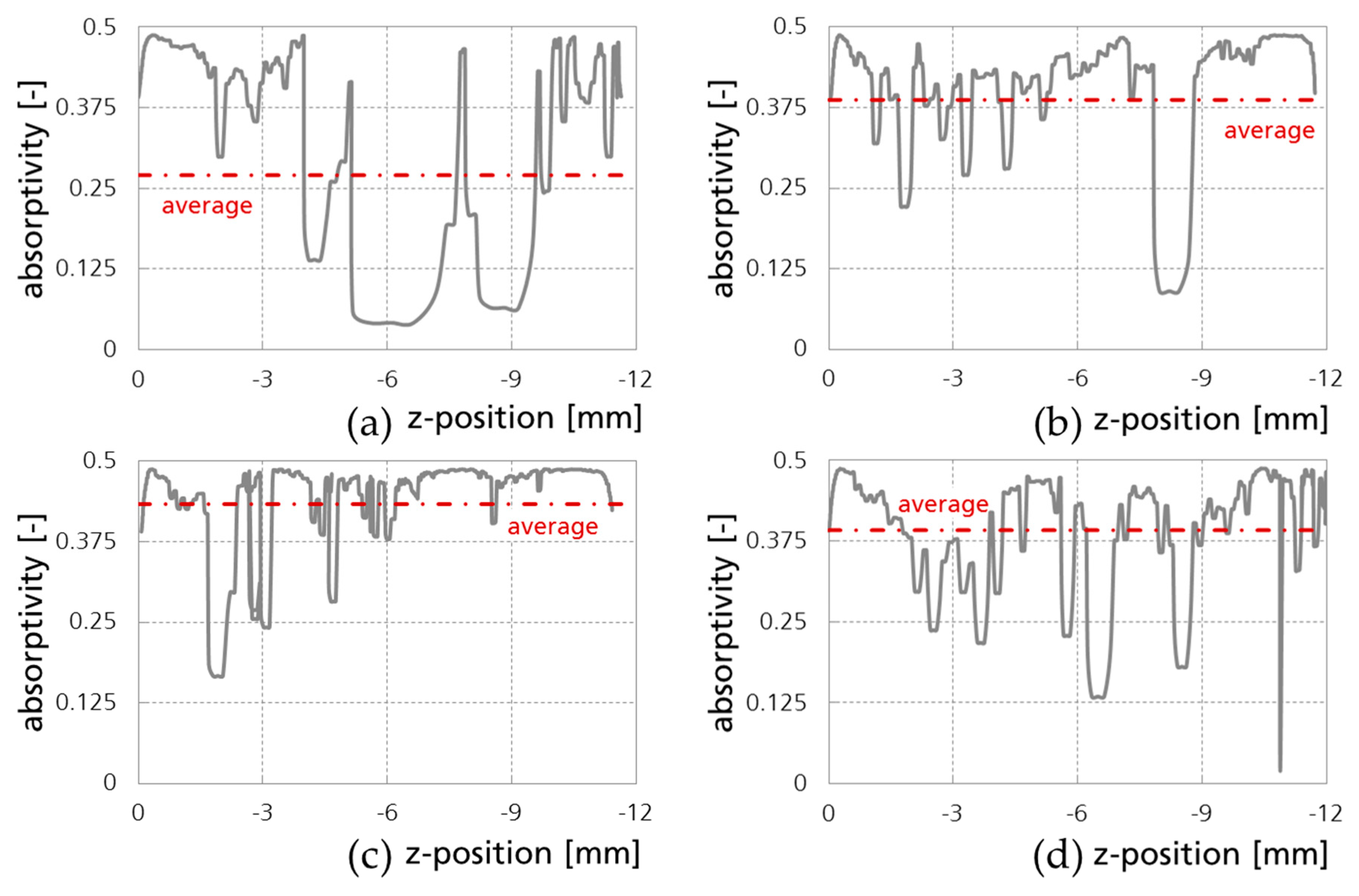
2.2.3. Evaluation of Absorptivity along the Cut Front
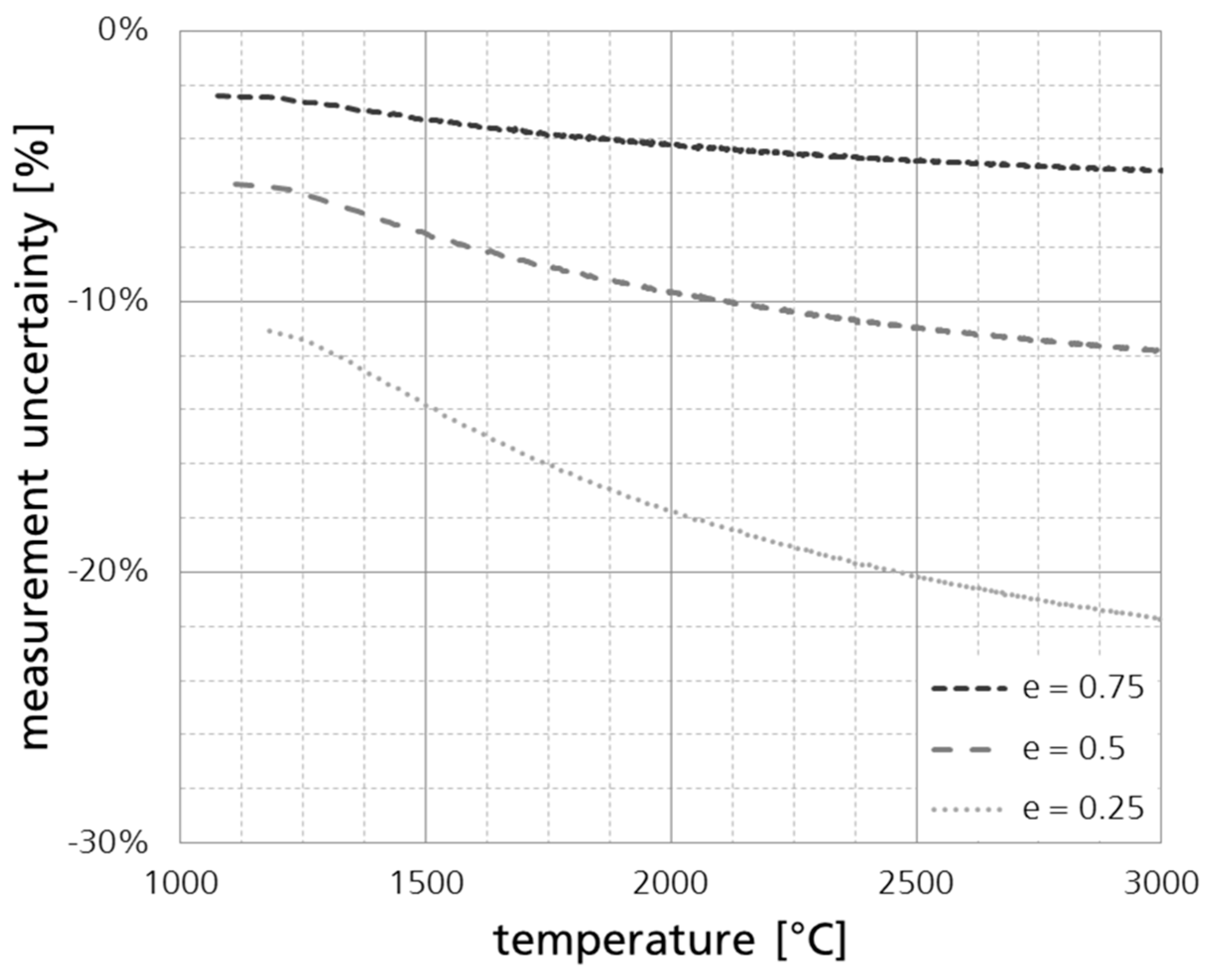
2.2.4. Temperature Distribution
3. Results
3.1. Cutting Speed and Cut Edge Quality
3.2. Cut Kerf Properties
3.3. Estimated Absorptivity along the Inclined Cut Front
3.4. Temperature Distribution within the Process Zone
3.4.1. Spatial Temperature Profile
3.4.2. Global, Average, and Maximum Temperature Distribution
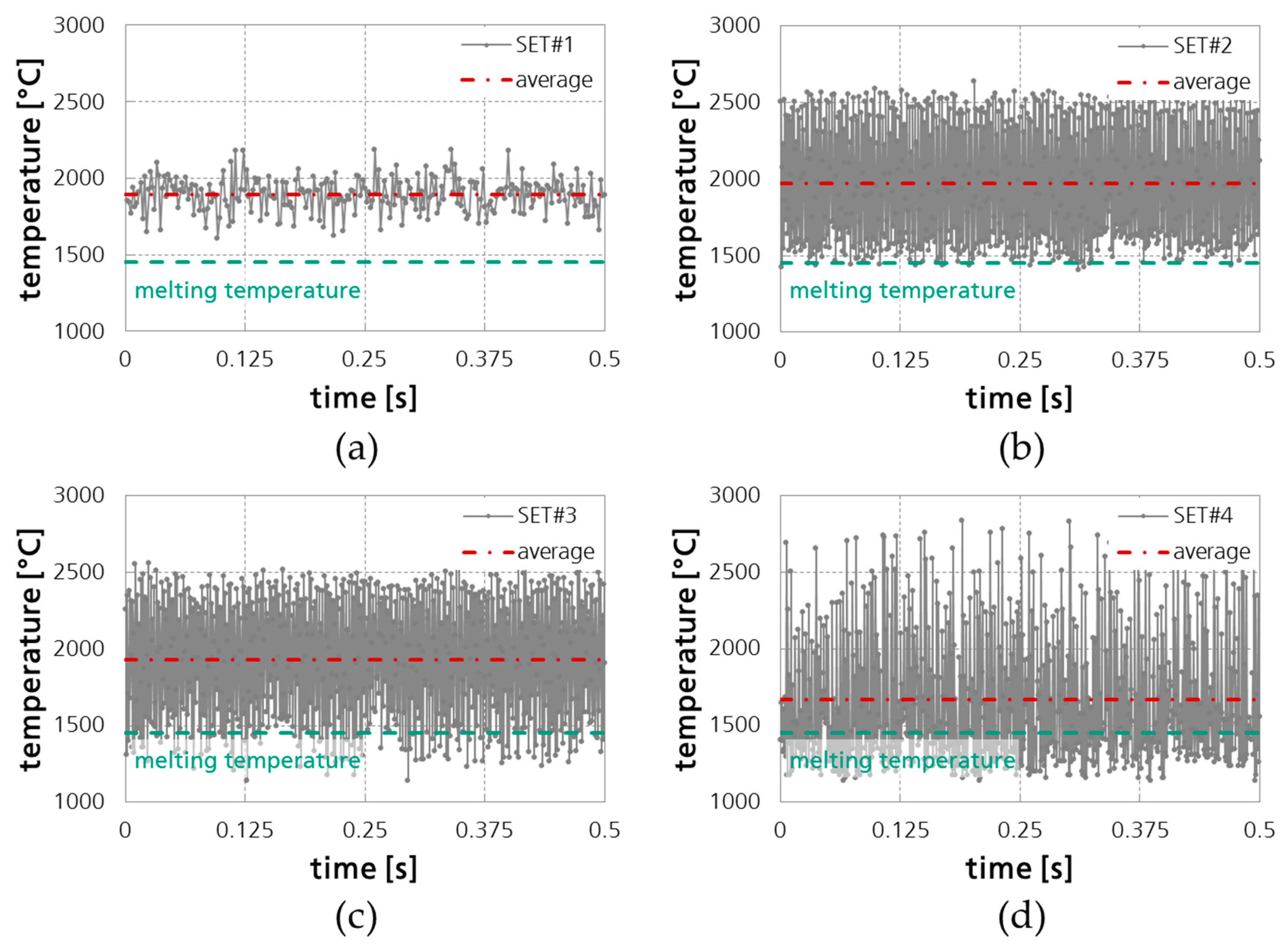
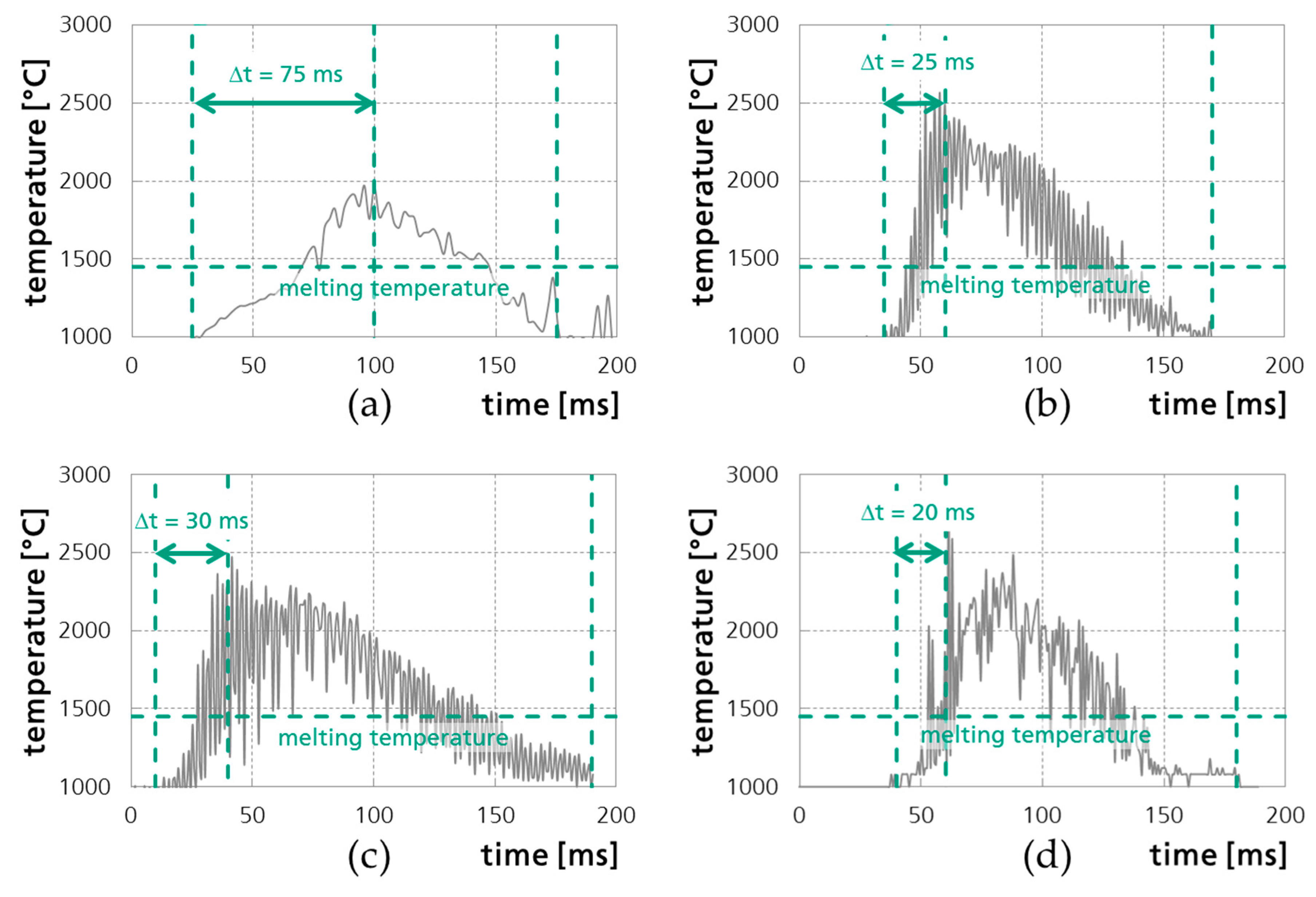
3.4.3. Temporal Temperature Sequence
3.4.4. Melt Pool Size
4. Discussion
4.1. Estimated Energy Deposition Related to Temperature Evaluation
4.2. Coherence of Temperature Distribution, Energy Deposition, Cut Kerf Properties, and Cutting Result
4.3. Explanatory Model
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olsen, F.O. Fundamental mechanisms of cutting front formation in laser cutting. Proc. SPIE 1994, 2207, 402–413. [Google Scholar] [CrossRef]
- Mahrle, A.; Bartels, F.; Beyer, R.E. Theoretical aspects of the process efficiency in laser beam cutting with fiber lasers. LIA Publ. 2008, 611, 703–712. [Google Scholar] [CrossRef]
- Wandera, C.; Kujanpää, V. Characterization of the melt removal rate in laser cutting of thick-section stainless steel. J. Laser Appl. 2010, 22, 62–70. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Laser in der Fertigung. Grundlagen der Strahlquellen, Systeme, Fertigungsverfahren, 3rd ed.; Springer: Berlin, Germany, 2014; pp. 218–259. [Google Scholar]
- Hilton, P.A. Cutting stainless steel with disc and CO2 lasers. In Proceedings of the 5th LAMP, Kobe, Japan, 29 June–2 July 2009; pp. 1–6. [Google Scholar]
- Wandera, C.; Salminen, A.; Kujanpää, V. Inert gas cutting of thick-section stainless steel and medium-section aluminum using a high power fiber laser. J. Laser Appl. 2009, 21, 154–161. [Google Scholar] [CrossRef]
- Wandera, C.; Kujanpää, V. Optimization of parameters for fibre laser cutting of a 10 mm stainless steel plate. Proc. IMechE Part B J. Eng. Manuf. 2011, 225, 641–649. [Google Scholar] [CrossRef]
- Orishich, A.M.; Malikov, A.G.; Shulyatyev, V.B.; Golyshev, A.A. Experimental comparison of laser cutting of steel with fiber and CO2 lasers on the basis of minimal roughness. Phys. Procedia 2014, 56, 875–884. [Google Scholar] [CrossRef]
- Laskin, A.; Williams, G.; Demidovich, A. Applying refractive beam shapers in creating spots of uniform intensity and various shapes. Proc. SPIE 2010, 7579, 75790N-1-9. [Google Scholar] [CrossRef]
- Doan, H.D.; Noaki, I.; Kazuyoshi, F. Laser processing by using fluidic laser beam shaper. Int. J. Heat Mass Transf. 2013, 64, 263–268. [Google Scholar] [CrossRef]
- Fuse, K. Beam shaping for advanced laser materials processing. Laser Tech. J. 2015, 12, 19–22. [Google Scholar] [CrossRef]
- Goppold, C.; Zenger, K.; Herwig, P.; Wetzig, A.; Mahrle, A.; Beyer, E.R. Experimental analysis for improvements of process efficiency and cut edge quality of fusion cutting with 1 µm laser radiation. Phys. Procedia 2014, 56, 892–900. [Google Scholar] [CrossRef]
- Hilton, P.A.; Lloyd, D.; Tyrer, J.R. Use of a diffractive optic for high power laser cutting. J. Laser Appl. 2016, 28, 012014-1-7. [Google Scholar] [CrossRef]
- Kaakkunen, J.J.J.; Laakso, P.; Kujanpää, V. Adaptive multibeam laser cutting of thin steel sheets with fiber laser using spatial light modulator. J. Laser Appl. 2014, 26, 032008-1-7. [Google Scholar] [CrossRef]
- Scintilla, L.D.; Tricarico, L.; Wetzig, A.; Beyer, R.E. Investigation on disk and CO2 laser beam fusion cutting differences based on power balance equation. IJMTM 2013, 69, 30–37. [Google Scholar] [CrossRef]
- Powell, J.; Tan, W.K.; Maclennan, P.; Rudd, D.; Wykes, C.; Engstrom, H. Laser cutting stainless steel with dual focus lenses. J. Laser Appl. 2000, 12, 224–231. [Google Scholar] [CrossRef]
- Haas, G.J. Adaptive optics. Ind. Laser Solut. 2002, 17, 1–5. [Google Scholar]
- Laskin, A.; Volp, J.; Laskin, V.; Ostrun, A. Refractive multi-focus optics for material processing. In Proceedings of the 35th ICALEO, San Diego, CA, USA, 16–20 October 2016; LIA: Orlando, FL, USA, 2016; Volume 1402, pp. 1–6. [Google Scholar] [CrossRef]
- Goppold, C.; Pinder, T.; Herwig, P.; Mahrle, A.; Wetzig, A.; Beyer, E.R. Beam oscillation—Periodic modification of the geometrical beam properties. In Proceedings of the 8th Lasers in Manufacturing Conference, Munich, Germany, 22–25 June 2015; WLT: Munich, Germany, 2015; Volume 112, pp. 1–8. [Google Scholar]
- Goppold, C.; Pinder, T.; Herwig, P. Transient beam oscillation with a highly dynamic scanner for laser beam fusion cutting. Adv. Opt. Technol. 2016, 5, 61–70. [Google Scholar] [CrossRef]
- Yudin, P.V.; Kovalev, O.B. Visualization of events inside kerfs during laser cutting of fusible metal. J. Laser Appl. 2009, 21, 39–45. [Google Scholar] [CrossRef]
- Pocorni, J.; Petring, D.; Powell, J.; Deichsel, E.; Kaplan, A. Measuring the melt flow on the laser cut front. Phys. Procedia 2015, 78, 99–109. [Google Scholar] [CrossRef]
- Kheloufi, K.; Amara, E.H.; Benzaoui, A. Numerical simulation of transient three-dimensional temperature and kerf formation in laser fusion cutting. J. Heat Transf. 2015, 137, 112101-1-9. [Google Scholar] [CrossRef]
- Goppold, C.; Pinder, T.; Schulze, S.; Herwig, P.; Lasagni, A.F. Improvement of Laser Beam Fusion Cutting of Mild and Stainless Steel Due to Longitudinal, Linear Beam Oscillation. Appl. Sci. 2020, 10, 3052. [Google Scholar] [CrossRef]
- Tani, G.; Tomesani, L.; Campana, G.; Fortunato, A. Quality factors assessed by analytical modelling in laser cutting. Thin Solid Films 2004, 453–454, 486–491. [Google Scholar] [CrossRef]
- Haferkamp, H.; Goede, M.; von Busse, A. Quality monitoring and assurance for laser beam cutting using thermographic process control. Proc. SPIE 1999, 3824, 383–391. [Google Scholar] [CrossRef]
- Hirano, K.; Fabbro, R. Experimental investigation of hydrodynamics of melt layer during laser cutting of steel. J. Phys. D Appl. Phys. 2011, 44, 105502. [Google Scholar] [CrossRef]
- Arntz, D.; Petring, D.; Schneider, F.; Poprawe, R. In situ high speed diagnosis—A quantitative analysis of melt flow dynamics inside cutting kerfs during laser fusion cutting with 1 µm wavelength. J. Laser Appl. 2019, 31, 022206-1-10. [Google Scholar] [CrossRef]
- Stoyanov, S.; Petring, D.; Arntz, D.; Günder, M.; Gillner, A.; Poprawe, R. Investigation on the melt ejection and burr formation during laser fusion cutting of stainless steel. In Proceedings of the 38th ICALEO, Orlando, FL, USA, 7–10 October 2019; LIA: Orlando, FL, USA, 2019; Volume 1402, pp. 1–9. [Google Scholar]
- Lind, J.; Fetzer, F.; Basquez-Sanchez, D.; Weidensdörfer, J.; Weber, R.; Graf, T. High-speed X-ray imaging of laser cutting process. In Proceedings of the 38th ICALEO, Orlando, FL, USA, 7–10 October 2019; LIA: Orlando, FL, USA, 2019; Volume 303, pp. 1–5. [Google Scholar]
- Bocksrocker, O.; Berger, P.; Kessler, S.; Hesse, T.; Rominger, V.; Graf, T. Local Vaporization at the Cut Front at High Laser Cutting Speeds. Lasers Manuf. Mater. Process. 2020, 7, 190–206. [Google Scholar] [CrossRef]
- Amara, E.; Kheloufi, H.; Tamsaout, K.; Fabbro, R.; Hirano, K. Numerical investigations on high-power laser cutting of metals. Appl. Phys. A 2015, 119, 1245–1260. [Google Scholar] [CrossRef]
- Halm, U.; Niessen, M.; Arntz, D.; Gillner, A.; Schulz, W. Simulation of the temperature profile on the cut edge in laser fusion cutting. In Proceedings of the 10th LiM, Munich, Germany, 24–27 June 2019; WLT: Munich, Germany, 2019; Volume 244, pp. 1–8. [Google Scholar]
- Grum, J.; Zuljan, D. Analysis of heat effects in laser cutting of steels. J. Mater. Eng. Perform. 1996, 5, 526–537. [Google Scholar] [CrossRef]
- Dubrov, A.V.; Dubrov, V.D.; Zavalov, Y.N.; Panchenko, V.Y. Application of optical pyrometry for on-line monitoring in laser-cutting technologies. Appl. Phys. B 2010, 105, 537–543. [Google Scholar] [CrossRef]
- Onuseit, V.; Jarwitz, M.; Weber, R.; Graf, T. Influence of cut front temperature profile on cutting process. In Proceedings of the 30th ICALEO, Orlando, FL, USA, 23–27 October 2011; LIA: Orlando, FL, USA, 2011; Volume 104, pp. 34–39. [Google Scholar]
- Phi Long, N.; Matsunaga, Y.; Hanari, T.; Yamada, T.; Muramatsu, T. Experimental investigation of transient temperature characteristic in high power fiber laser cutting of a thick steel plate. Opt. Laser Technol. 2016, 84, 134–143. [Google Scholar] [CrossRef]
- Devesse, W.; De Baere, D.; Guillaume, P. High resolution temperature measurement of liquid stainless steel using hyperspectral imaging. Sensors 2017, 17, 91. [Google Scholar] [CrossRef]
- Hamie, A.; Ranc, N.; Schneider, M.; Coste, F. Short wavelength pyrometry by photon counting—Application for temperature measurement in laser oxygen cutting. In Proceedings of the 36th ICALEO, Atlanta, GA, USA, 22–26 October 2017; LIA: Orlando, FL, USA, 2017; Volume 606, pp. 1–7. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, R.E. Theoretical aspects of fibre laser cutting. J. Phys. D Appl. Phys. 2009, 42, 175507-1-9. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, R.E. Modeling and simulation of the energy deposition in laser beam welding with oscillatory beam deflection. In Proceedings of the 26th ICALEO, Orlando, FL, USA, 29 October–1 November 2007; Lu, Y., Ed.; LIA: Orlando, FL, USA, 2007; Volume 1805, pp. 1–10. [Google Scholar] [CrossRef]
- Bonß, S.; Seifert, M.; Hannweber, J.; Karsunke, U.; Kühn, S.; Pögen, D.; Beyer, R.E. Precise contact-free temperature measurement is the formula for reliable laser driven manufacturing processes. In Proceedings of the 9th LANE, Fuerth, Germany, 12–16 September 2016; Volume 1283, pp. 1–9. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Set #1 | Set #2 | Set # 3 | Set #4 |
|---|---|---|---|---|
| beam shaping | static | longitudinal, linear | ||
| amplitude [µm] | 0 | 300 | 550 | 300 |
| frequency [Hz] | 0 | 500 | 500 | 2000 |
| Characteristics | Data |
|---|---|
| wavelength | 740 nm ± 10 nm |
| sensor | CMOS 1/1.2″ (1936 × 1216 px2) |
| magnification | 2:1 |
| dynamic range | 73 dB |
| quantum efficiency | appx. 30% (@740 nm) |
| sensitivity threshold | 7.2 e− |
| saturation capacity | 32,000 e− |
| Parameter | FOV 1 | FOV 2 |
|---|---|---|
| set | #1 | #2–#4 |
| m × n [px] | 1200 × 300 | 1200 × 80 |
| image size [mm2] | 3.6 × 0.9 | 3.6 × 0.24 |
| frame rate [FPS] | 488 | 1360 |
| Parameter | Set #1 | Set #2 | Set # 3 | Set #4 | |||
|---|---|---|---|---|---|---|---|
| beam shaping | static | longitudinal, linear | |||||
| amplitude [µm] | 0 | 300 | 550 | 300 | |||
| frequency [Hz] | 0 | 500 | 500 | 2000 | |||
| focal plane [mm] | −10.5 | −3.2 | 3.2 | –2.8 | |||
| cutting speed vc [m/min] | 0.5 | 0.85 |  +70% +70% | 0.7 |  +40% +40% | 0.7 |  +40% +40% |
| burr height Ø zburr [mm] | 1.1 | 0.65 |  −41% −41% | 0.78 |  −29% −29% | 1.37 |  +25% +25% |
| surface roughness Ø Rz [µm] | 79 | 75 |  −4% −4% | 116 |  +48% +48% | 125 |  +59% +59% |
| Parameter | Set #1 | Set #2 | Set # 3 | Set #4 |
|---|---|---|---|---|
| beam shaping | static | longitudinal, linear | ||
| amplitude [µm] | 0 | 300 | 550 | 300 |
| frequency [Hz] | 0 | 500 | 500 | 2000 |
| focal plane [mm] | −10.5 | −3.2 | 3.2 | −2.8 |
| cutting speed vc [m/min] | 0.5 | 0.85 | 0.7 | 0.7 |
| melt pool size [mm2] in Figure 19 | 0.65 | 0.37 | 0.48 | 0.36 |
| averaged absorptivity [-] in Figure 12 | 0.27 | 0.39 | 0.43 | 0.39 |
| interaction time [ms] in Figure 20 | 132 | 70 | 132 | 84 |
| Parameter | Set #1 | Set #2 | Set # 3 | Set #4 |
|---|---|---|---|---|
| beam shaping | static | longitudinal, linear | ||
| burr height Ø zburr [m/min] | 1.1 | 0.65 | 0.78 | 1.37 |
| surface roughness Ø Rz [µm] | 79 | 75 | 116 | 125 |
| highest temperature of [°C] in Figure 16 | 2250 | 2665 | 2600 | 2910 |
| average temperature of [°C] in Figure 18 | 1890 | 1970 | 1930 | 1670 |
| volatility ΔT of °C] in Figure 18 | 575 | 1230 | 1420 | 1700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pinder, T.; Goppold, C. Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis. Appl. Sci. 2021, 11, 921. https://doi.org/10.3390/app11030921
Pinder T, Goppold C. Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis. Applied Sciences. 2021; 11(3):921. https://doi.org/10.3390/app11030921
Chicago/Turabian StylePinder, Thomas, and Cindy Goppold. 2021. "Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis" Applied Sciences 11, no. 3: 921. https://doi.org/10.3390/app11030921
APA StylePinder, T., & Goppold, C. (2021). Understanding the Changed Mechanisms of Laser Beam Fusion Cutting by Applying Beam Oscillation, Based on Thermographic Analysis. Applied Sciences, 11(3), 921. https://doi.org/10.3390/app11030921