
A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process

 ,
,  and
and
Abstract
1. Introduction
2. Background Work
2.1. Adoption of AM in the Industry
- Structural components, whose goal is to maximize stiffness while reducing weight;
- Products that need a complex and specific shape, aimed at increasing fluid dynamic efficiency or temperature distribution, such as in conformal cooling;
- Rapid tooling, using additive techniques to produce tools for other parts, for instance moulds;
- Parts where high customization is required, such as in fashion or biomedical prostheses and braces requiring lattice structures and specific superficial texturing [1];
- Prototypes, which are used for physical design evaluations, even if the production of the final product uses other techniques.
- The effort required to identify the right components to be redesigned;
- The effort required to obtain new designs which need to face novel geometric shapes and careful structural and thermal simulations;
- The variability of metallurgical properties of 3D printed materials makes the quality and reliability of new products uncertain;
- Necessity of dealing with a new supply chain and the relative logistic aspects.
2.2. Review from the Literature of Decision Methods in AM Adoption
2.3. Multi Criteria Decision Methods as a Formal Support to an Objective Design Process
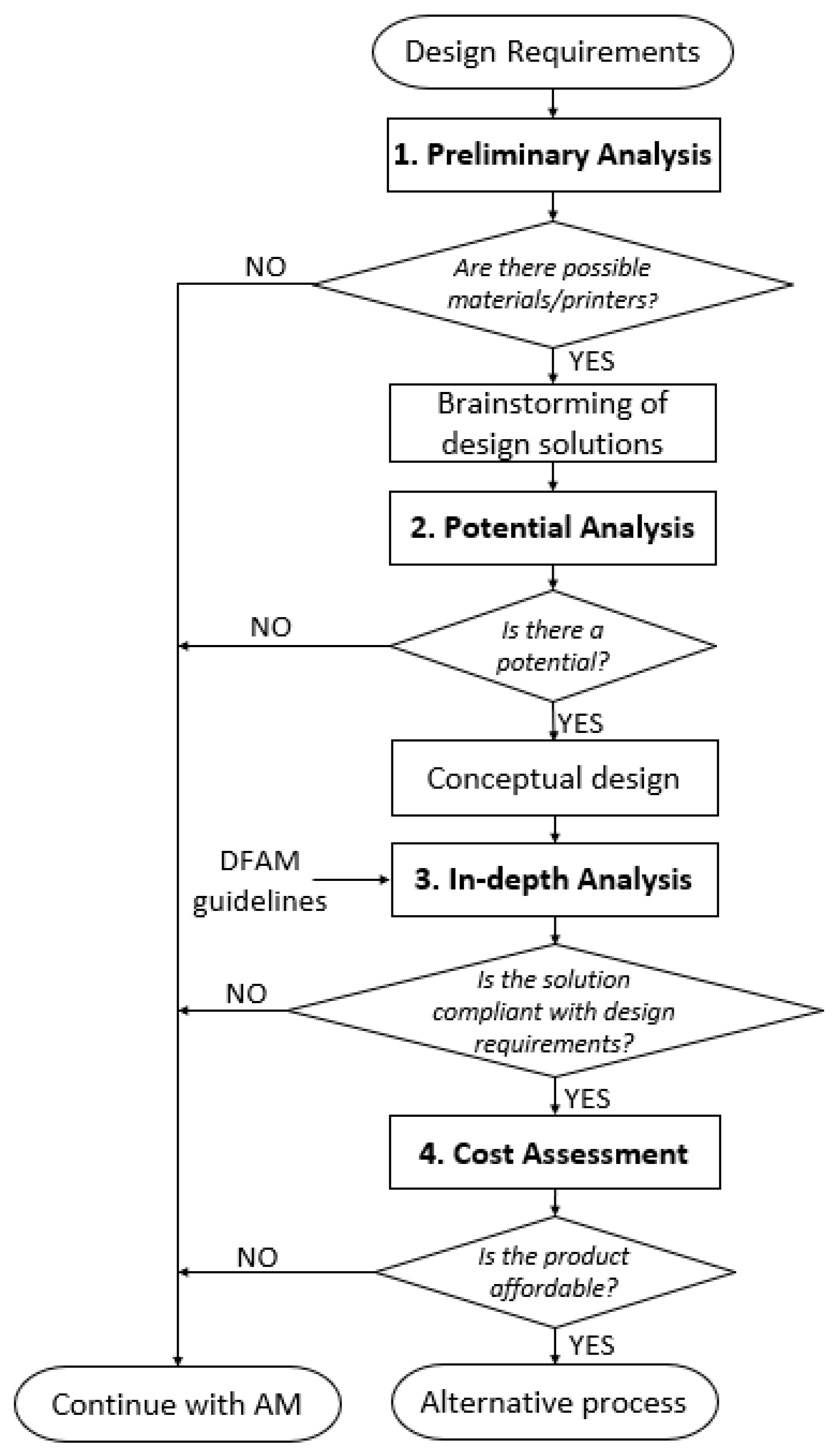
3. Methodology and Guidelines
- Preliminary Analysis;
- Potential Analysis;
- In-depth Analysis;
- Cost assessment.
3.1. Design Requirements
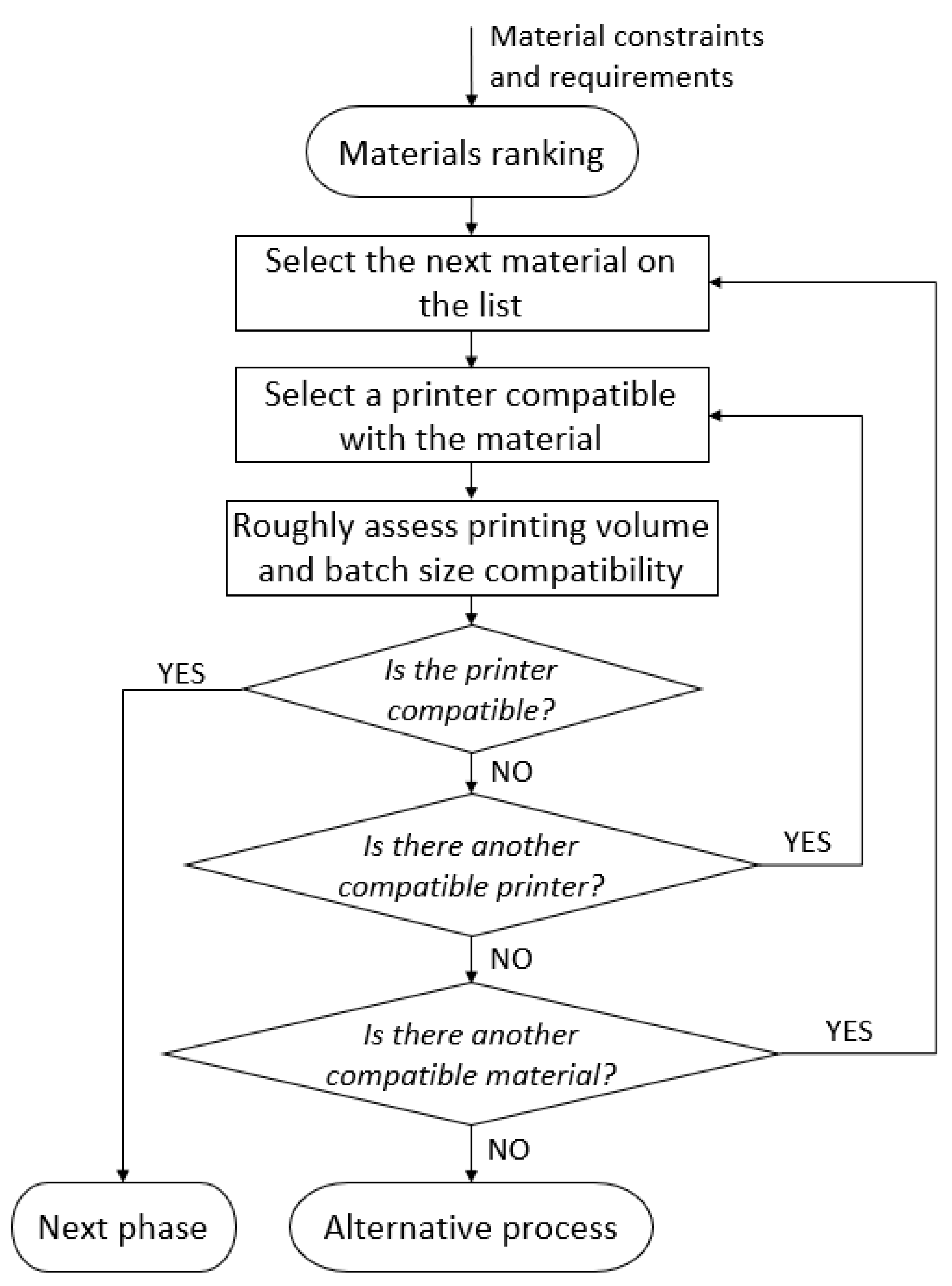
3.2. Preliminary Analysis of AM Constraints
- Lack of a material with some mandatory properties;
- Excessively large or small product dimensions for currently available technologies;
- Excessively large production batches.
- Screening of materials compatible with the given constraints (i.e., minimum stiffness, minimum yield strength, electric conductibility, etc.);
- Computation of a set of indices according to Ashby [36] for each compatible material;
- Definition of index weights using AHP and computation of an overall Compliant Index (CI) for each material through WSM normalization;
- Materials ranking;
- Selection of possible printers proceeding in the sorted list of materials;
- Check of printer capabilities according to required volume and batch size.
- I1 = σr/ρ
- I2 = σy/ρ
- I3 = σf/ρ
- I4 = E/ρ
- I5 = E^(1/2)/ρ
- I6 = σy/(ρ*C)
- I7 = E/(ρ*C)
3.3. Potential Analysis
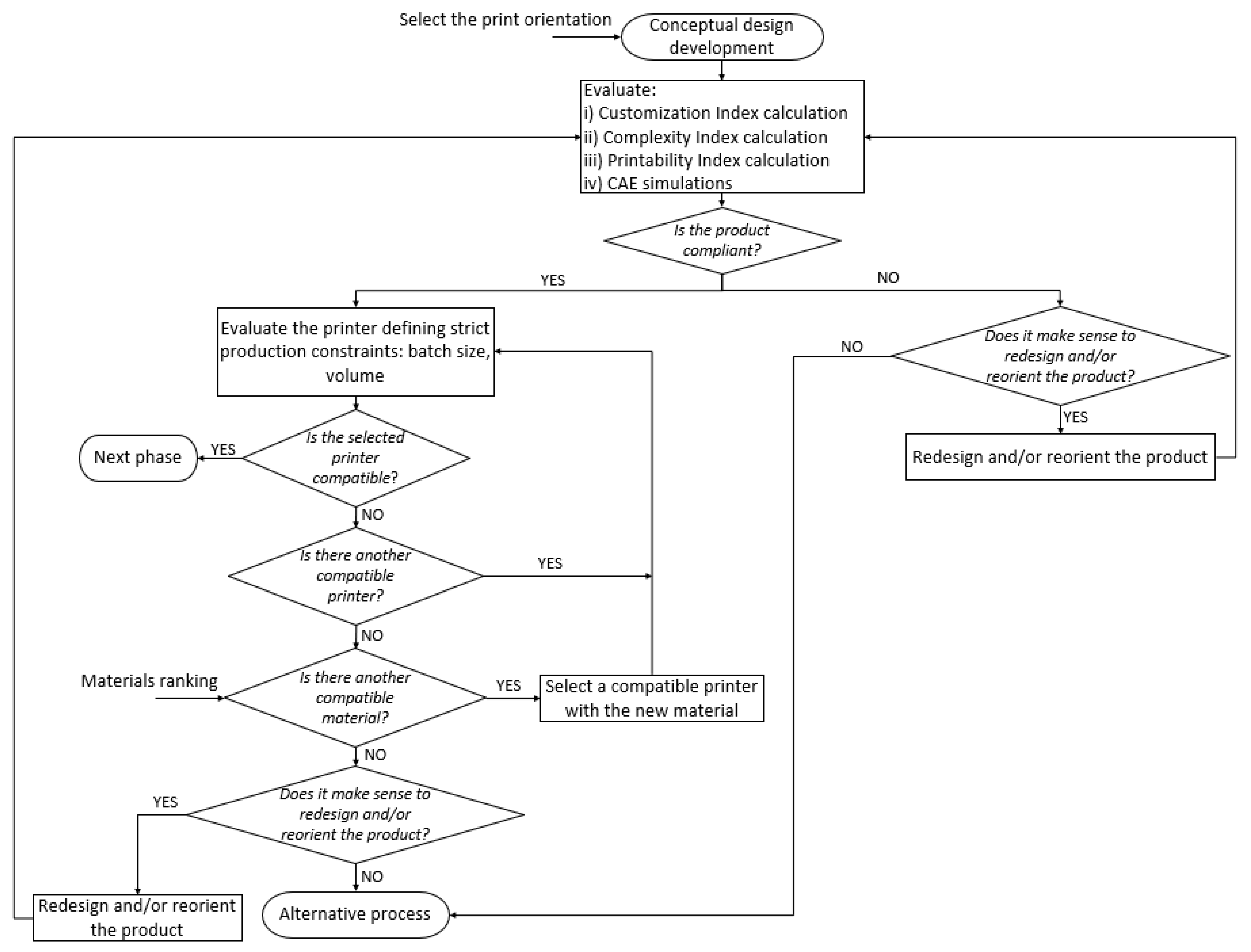
3.4. In-Depth Analysis
- Develop a conceptual design and its preliminary geometry;
- Evaluate the geometry according to three indices: Customization Index, Complexity Index, Printability Index;
- If necessary, refine the geometry or change the intended orientation of the part in the printer;
- Accurately evaluate the manufacturing process on the selected printer by suitable numeric tools.
- Customization Index: the term customization means the product development according to individual/personal specifications or preference. This index refers to the level of customization that the product must comply to satisfy the customer’s requirements, ranging from no customized products to truly unique parts [38,39].
- Complexity Index: it assesses the complexity of geometries in relation to the difficulty of achieving the shape with AM competing techniques. For instance, in [40], the authors have developed such an index to calculate the shape complexity of cast parts.
- Printability Index: it is composed of indices related to the limits of AM in obtaining certain geometric features [41]. For example, excessively bulk geometries can lead to distortions; too thin walls and too small holes are difficult to produce; cantilevered surfaces require supports which must then be removed. In Table 6, indices to be considered are summarized. The weights to balance the indices should be assigned accordingly to the specific needs and application context. Indeed, the Printability Index is closely related to the part orientation in the printer.
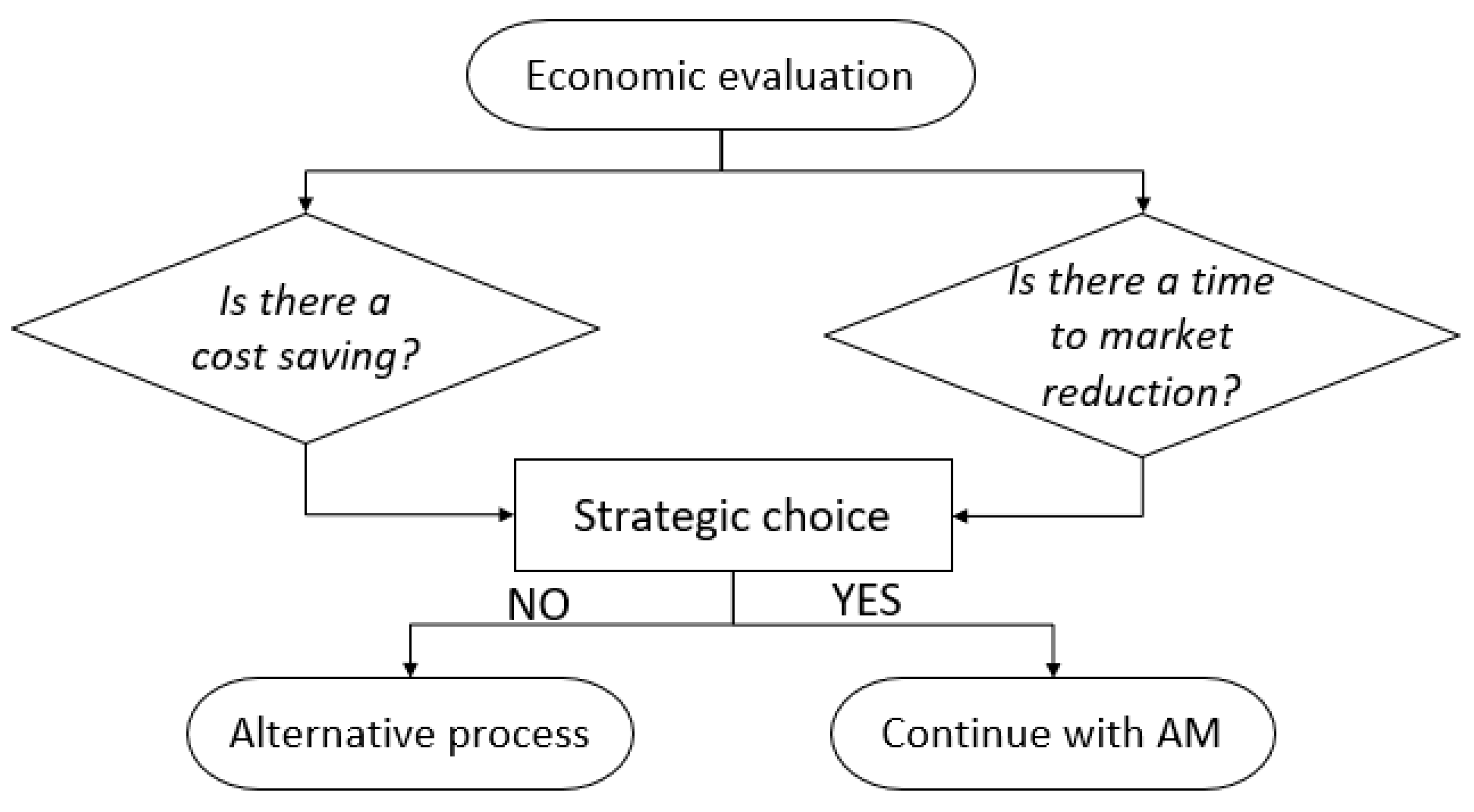
3.5. Cost Assessment
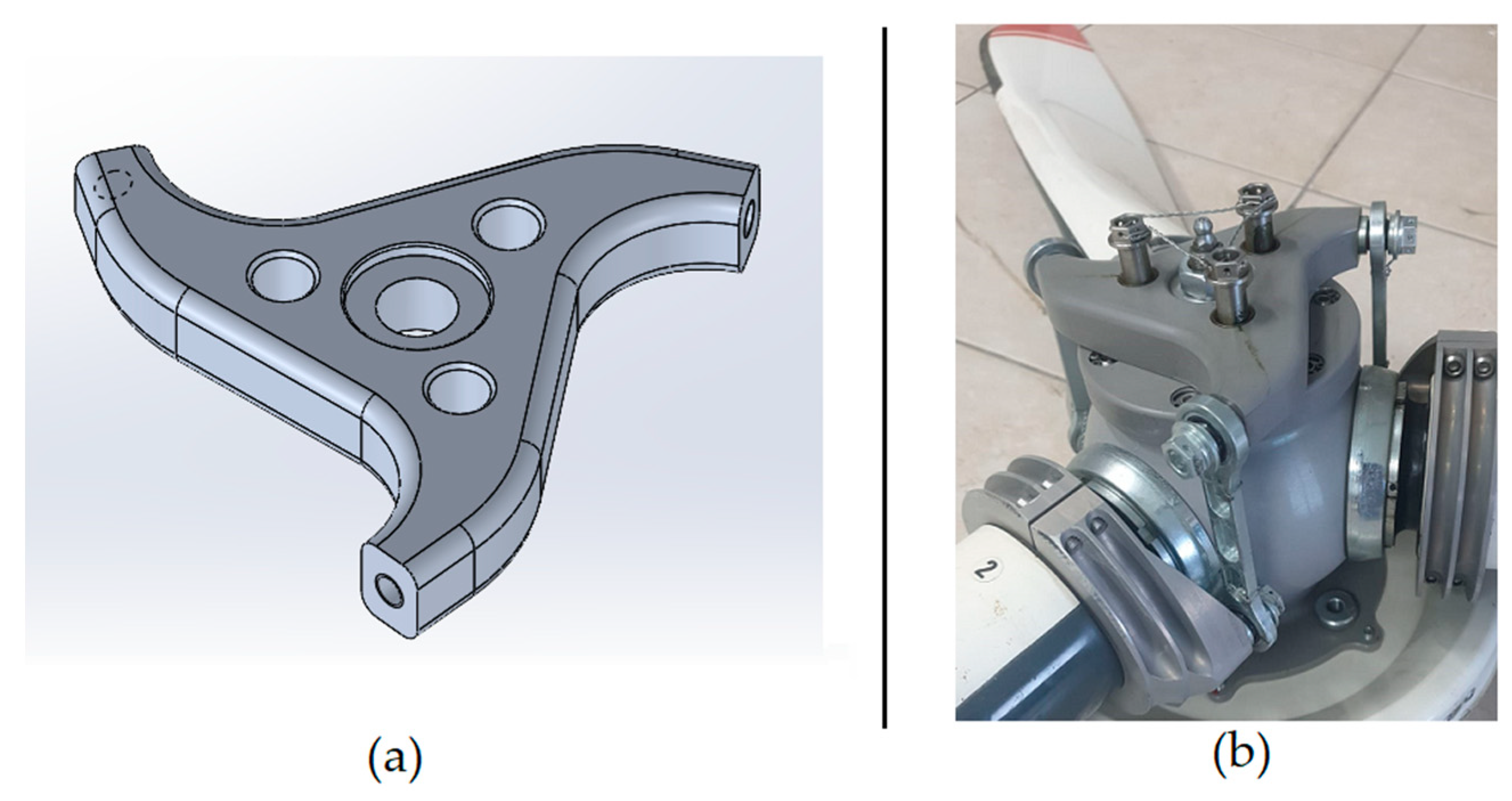
4. Case study
4.1. Preliminary Analysis Application
4.2. Brainstorming and Potential Analysis Application
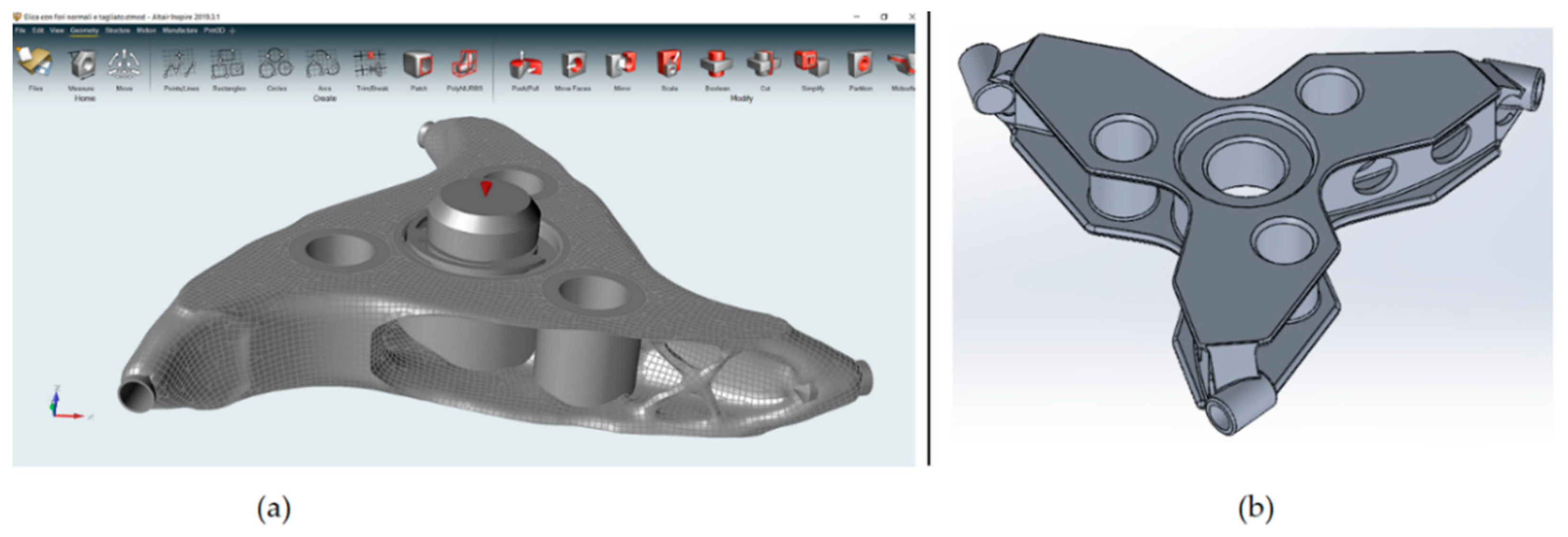
4.3. Topological Optimization Result
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Lettori, J.; Raffaeli, R.; Peruzzini, M.; Schmidt, J.; Pellicciari, M. Additive manufacturing adoption in product design: An overview from literature and industry. Procedia Manuf. 2020, 51, 655–662. [Google Scholar] [CrossRef]
- Boothroyd, G.; Dewhurst, P.; Knight, W.A. Product Design for Manufacture and Assembly, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Gardan, N.; Schneider, A. Topological optimization of internal patterns and support in additive manufacturing. J. Manuf. Syst. 2015, 37, 417–425. [Google Scholar] [CrossRef]
- Raffaeli, R.; Mengoni, M.; Germani, M. A software system for “Design for X” impact evaluations in redesign processes. J. Mech. Eng. 2010, 56, 707–717. [Google Scholar]
- Campbell, R.; Bourell, D.L.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Butt, J. Exploring the interrelationship between additive manufacturing and Industry 4.0. Designs 2020, 4, 13. [Google Scholar] [CrossRef]
- Gibson, L.; Rosen, W.D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2014; Volume 17. [Google Scholar]
- Global Additive Manufacturing Market and Technology Forecast to 2028, Business Wire, Dublin. 2020. Available online: https://www.businesswire.com/news/home/20200914005395/en/Global-Additive-Manufacturing-Market-Generated-12-Billion-Revenue-in-2020-and-is-Forecast-to-Reach-78-Billion-by-2028---ResearchAndMarkets.com (accessed on 17 January 2021).
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Duty, C. Pros and Cons of Additive Manufacturing. Composites Manufacturing. 2014. Available online: http://compositesmanufacturingmagazine.com/2014/10/pros-cons-additive-manufacturing/ (accessed on 17 January 2021).
- Lopes, L.; Da Silva, A.F.; Carneiro, O. Multi-material 3D printing: The relevance of materials affinity on the boundary interface performance. Addit. Manuf. 2018, 23, 45–52. [Google Scholar] [CrossRef]
- Proof, H.; Staffen, A. Challenge of Additive Manufacturing—Why Companies Don’t Use Additive Manufacturing in Serial Production. 2019. Available online: https://www2.deloitte.com/content/dam/Deloitte/de/Documents/operations/Deloitte_Challenges_of_Additive_Manufacturing.pdf (accessed on 17 January 2021).
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Kim, D.B.; Witherell, P.; Lipman, R.; Feng, S.C. Streamlining the additive manufacturing digital spectrum: A systems approach. Addit. Manuf. 2015, 5, 20–30. [Google Scholar] [CrossRef]
- Pei, E.; Ressin, M.; Campbell, R.I.; Eynard, B.; Xiao, J. Investigating the impact of additive manufacturing data exchange standards for re-distributed manufacturing. Prog. Addit. Manuf. 2019, 4, 331–344. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, Y.F. A survey of the design methods for additive manufacturing to improve functional performance. Rapid Prototyp. J. 2016, 22, 569–590. [Google Scholar] [CrossRef]
- ISO/ASTM DIS 20195. Guide for Design for Additive Manufacturing; ISO/ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- VDI-Guideline NN. 304: Additive Fabrication-Rapid Technologies (Rapid Prototyping)-Fundamentals, Terms and Definitions, Quality Parameter, Supply Agreements; VDI: Düsseldorf, Germany, 2010. [Google Scholar]
- ISO. DIS 17296—Part 1,2,3,4; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- King, W.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A. Overview of modelling and simulation of metal powder bed fusion process at Lawrence Livermore National Laboratory. Mater. Sci. Technol. 2015, 31, 957–968. [Google Scholar] [CrossRef]
- Stewart, S.; Giambalvo, J.; Vance, J.; Faludi, J.; Hoffenson, S. A Product Development Approach Advisor for Navigating Common Design Methods, Processes, and Environments. Designs 2020, 4, 4. [Google Scholar] [CrossRef]
- Kumke, M.; Watschke, H.; Vietor, T. A new methodological framework for design for additive manufacturing. Virtual Phys. Prototyp. 2016, 11, 3–19. [Google Scholar] [CrossRef]
- Lindemann, C.; Reiher, T.; Jahnke, U.; Koch, R. Towards a sustainable and economic selection of part candidates for additive manufacturing. Rapid Prototyp. J. 2015, 21, 216–227. [Google Scholar] [CrossRef]
- Klahn, C.; Leutenecker, B.; Meboldt, M. Design for Additive Manufacturing—Supporting the Substitution of Components in Series Products. Procedia CIRP 2014, 21, 138–143. [Google Scholar] [CrossRef]
- Faludi, J.; Cline-Thomas, N.; Agrawala, S. 3D printing and its environmental implications. In The Next Production Revolution: Implications for Governments and Businesses; OECD Publishing: Paris, France, 2017. [Google Scholar]
- Favi, C.; Raffaeli, R.; Germani, M.; Gregori, F.; Manieri, S.; Vita, A. A life cycle model to assess costs and environmental impacts of different maritime vessel typologies. In Proceedings of the ASME Design Engineering Technical Conference, Cleveland, OH, USA, 6–9 August 2017. [Google Scholar]
- Greco, S.; Figueira, J.; Ehrgott, M. Multiple Criteria Decision Analysis; Springer: New York, NY, USA, 2016. [Google Scholar]
- Greco, S.; Matarazzo, B.; Slowinski, R. Rough sets theory for multicriteria decision analysis. Eur. J. Oper. Res. 2001, 129, 1–47. [Google Scholar] [CrossRef]
- Stylidis, K.; Wickman, C.; Söderberg, R. Perceived quality of products: A framework and attributes ranking method. J. Eng. Des. 2020, 31, 37–67. [Google Scholar] [CrossRef]
- Mançanares, C.G.; Zancul, E.; Da Silva, J.C.; Miguel, P.A.C. Additive manufacturing process selection based on parts’ selection criteria. Int. J. Adv. Manuf. Technol. 2015, 80, 1007–1014. [Google Scholar] [CrossRef]
- Zaman, U.K.U.; Rivette, M.; Siadat, A.; Mousavi, S.M. Integrated product-process design: Material and manufacturing process selection for additive manufacturing using multi-criteria decision making. Robot. Comput. Manuf. 2018, 51, 169–180. [Google Scholar] [CrossRef]
- Saaty, T.L. Fundamentals of Decision Making and Priority Theory with the Analytic Hierarchy Process; RWS Publications: Pittsburgh, PA, USA, 2000; Volume 6. [Google Scholar]
- Jahan, A.; Edwards, K. A state-of-the-art survey on the influence of normalization techniques in ranking: Improving the materials selection process in engineering design. Mater. Des. 2015, 65, 335–342. [Google Scholar] [CrossRef]
- Pahl, G.; Beitz, W.; Feldhusen, J.; Grote, K. Engineering Design: A systematic Approach, 3rd ed.; Springer Science+ Business Media Deutschland GmbH: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Available online: http://senvol.com/ (accessed on 17 January 2021).
- Ashby, M.F.; Cebon, D. Materials selection in mechanical design. J. Phys. IV Fr. 1993, 3, C7-1–C7-9. [Google Scholar] [CrossRef]
- Conner, B.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1, 64–76. [Google Scholar] [CrossRef]
- Raffaeli, R.; Mengoni, M.; Germani, M.; Mandorli, F. An approach to support the implementation of product configuration tools. In Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference DETC 2009, San Diego, CA, USA, 30 August–2 September 2009; pp. 559–570. [Google Scholar]
- Joshi, D.; Ravi, B. Quantifying the Shape Complexity of Cast Parts. Comput. Des. Appl. 2010, 7, 685–700. [Google Scholar] [CrossRef]
- Diegel, O.; Nordin, A.; Motte, D. A Practical Guide to Design for Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Raffaeli, R.; Cicconi, P.; Mengoni, M.; Germani, M. Modular product configuration: An automatic tool for eliciting design knowledge from parametric cad models. In Proceedings of the ASME Design Engineering Technical Conference 2010, Montreal, QC, Canada, 15–18 August 2010; pp. 207–218. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strengths | Limitations |
|---|---|
| Possibility of freeform parts with limited additional cost | Parts need surface finishing in coupling faces |
| Possibility of hierarchical complexity (i.e., lattice structure) | Low dimensional and geometrical tolerances |
| Customized performance by multi-material structures | Low building volume |
| Material usage only where it is needed | Long processing time |
| Possibility of light weight parts | Need of support structures for overhanging portions |
| Reduction in logistic costs | High energy consumption |
| Reduction in lead time | Lower mechanical properties compared to other processes |
| Consolidation of assemblies | Residual thermal tensions and distortions in the parts |
| Bounding surface weakness between two different materials [12] | |
| Intrinsic process anisotropy |
| Driver Dij | Meaning |
|---|---|
| 1 | i and j are equally important |
| 3 | i is slightly more important than j |
| 5 | i is quite a bit more important than j |
| 7 | i is much more important than j |
| 9 | i is largely more important than j |
| 1/3 | i is slightly less important than j |
| 1/5 | i is quite a bit less important than j |
| 1/7 | i is much less important than j |
| 1/9 | i is largely less important than j |
| D1 | D2 | D3 | |
|---|---|---|---|
| D1 | 1 | X | Y |
| D2 | 1/X | 1 | Z |
| D3 | 1/Y | 1/Z | 1 |
| Requirement | Value |
|---|---|
| Application | Structural, prototype, complex shape, tooling, customized |
| Expected overall size | SizeX × SizeY × SizeZ |
| Load | Rough description of expected loads |
| Constrains | Rough description of expected constraints |
| Target properties of the material | Current material, in case of redesign process |
| Density [kg/m3] | |
| Stiffness [GPa] | |
| Max working T [°C] | |
| Conductivity E | |
| Conductivity T | |
| Hardness [Rock] | |
| Wear resistance | |
| Corrosion resistance | |
| Tensile strength [N/mm2] | |
| Fatigue strength [N/mm2] | |
| Yield strength [N/mm2] | |
| Production method | Report current production process, in case of redesign process |
| Buy-to-fly ratio | Report current ratio, in case of redesign process |
| Batch size | Expected parts/year |
| Time-to-Market | Required time-to-market |
| Production cost | Report current production cost, in case of redesign process |
| Other requirements | … |
| Driver | Guidelines to Help the Designer to Decide a Score |
|---|---|
| (D1) Does the use of AM lead to potential cost savings considering the entire life cycle? | AM is generally more expensive than a forming or machining technique due to long cycle times and high energy consumption. However, such a gap may reduce if considering the entire product lifecycle. It is the case of complex shapes optimized for highly efficient fluid-dynamic performances, devices such as blowers, diffusers, etc. Indeed, in some applications, AM allows us to reduce the mass, which is beneficial for product operating costs. For example, airplane mass reduction leads to fuel saving. |
| (D2) Can assembly, logistic or procurement cost be reduced? | Forming technologies allow the realization of complex shapes but require investments for tooling that are recovered only if many parts are produced. Conversely, AM does not require fixed costs (apart from the printer itself) and it allows us to consolidate parts in less components of more complex components. A reduced number of parts is beneficial in terms of logistics, assembly times and supply chain management. |
| (D3) Can the product benefit from a reduced time-to-market? | AM can be set up rapidly since it is based on a digital toolchain. Even if the realization time is high and some post processing activities can be required (support removal, post treatments, additional machining, surface coatings, …), the whole process can be generally accomplished in few days, which is competitive with processes which require the elaboration of CNC toolpaths or the design and manufacturing of tooling and several sequential separated machines. Thus, the overall time-to-market could be significantly reduced. |
| (D4) Is the production batch size limited? | As any other technology requiring limited fixed costs but longer manufacturing cost for each part, AM is more suited to small batch quantities. |
| (D5) Is the post processing phase limited? | AM aims to produce near net shape parts. However, depending on the specific technology, post processing to consolidate the material, annealing residual stresses or improving surface quality may be required. The quantity of such activities can strongly reduce the competitiveness of additive solutions. |
| (D6) Can material waste be reduced? | Nowadays, many materials are available to be processed with AM, some of them being expensive advanced metals. The advantage of adding material only where it is needed, conceiving complex organic shapes, and the possibility of recovering unused powders can lead to a reduction in material waste and improved sustainability. |
| (D7) Would the product benefit from a mass reduction? | Mass reduction is one of the major strengths of AM parts, which has strongly pushed its diffusion. |
| (D8) It is beneficial to increase the complexity of the part? | In some applications, such as fluid dynamics, biomedical applications (e.g., increase the osteointegration of the prostheses thanks to a porous layer), multiple functions integration, etc., key benefits arise from the freedom in the complexity of the shapes. |
| (D9) It is feasible to consolidate parts? | Considerable advantages in terms of cost are gained if the number of parts can be reduced. AM can leverage the consolidation of parts if assembly and functional constraints are respected, also benefiting from grading material properties which can be conferred thanks to inner cavities or lattice structures. |
| (D10) Is customization required? | The limited investment costs of AM pave the way to the paradigm of Mass Customization. Specific parts could be produced according to specific customer requirements, controlling the increase in production costs. |
| (D11) Would the product benefit from areas with differentiated material properties? | One of the features of AM refers to the capability of calibrating the properties of the material along the part, recurring to modulation of micro-structures up to vary the distribution and parameters of lattice cells. For example, material properties can be varied accordingly to applied force, leading to uniform stress level and deflection behaviour that cannot be obtained with uniform material properties. If combining regions with different materials, the compatibility and weakness at the interfaces must be carefully assessed [12]. |
| (D12) Would the product benefit from varied density along the volume? | The volumetric mass of a product can be modulated according to specific design objectives, thanks to lattice structures, inner voids or honeycomb structures. |
| (D13) Is a volumetric lattice or a superficial texture required? | Superficial or volumetric structures can be obtained, enhancing weight reduction, or increasing osteointegration as well as grip. |
| (D14) Is it advantageous to add functionalities in the parts? | The extended design freedom of AM allows multiple functionalities to be incorporated in a part, such as the possibility of integrating electric circuits. |
| Name | Equation | Description |
|---|---|---|
| BuyToFly index | Where Vtot is the product volume and Vbb is the volume of the bounding box. | |
| Functional surface index | Where ∑Sf is the sum of functional surface and Stot is the product surface. | |
| Supported surface index | Where ∑Ss is the sum of the surfaces that need supports and Stot is the product surface. | |
| Hole index | Where ∑n°Ha is the sum of the holes that do not have the axis parallel to the production direction and Htot is the number of the total holes. | |
| Massive volumes index | Where ∑Vm is the sum of the massive volumes and Vtot is the overall product volume. | |
| Height ratio index | Where Hp is the product height and Lmax is the maximum length of the part in one of its three principal directions. | |
| Small holes index | Where ∑n°Hd is the sum of the holes number with the diameter below a critical value that depends on the specific type of technology and Htot is the number of the total holes. | |
| Thickness distribution index | Where ∑Stn is the sum of the walls volume with thickness below a critical value that depends on the specific type of technology and Vtot is the product volume. | |
| Surface orientation index | Where Sp is the surface parallel to the build direction and Stot is the product surface. | |
| Layer variation index | Where Sli is the surface of the i-th layer and Sl(I − 1) is surface of the (i − 1)-th layer. Sltot is the maximum trace of the product. N is the total number of the layers. |
| Requirement | Value |
|---|---|
| Application | Structural |
| Expected overall size | 130 × 130 × 20 mm |
| Load | 3 × 3000 N |
| Constraints | Rotation blocked by 3 screws M6 |
| Target properties of the material | Current material: Aluminium |
| Current density: 2700 [Kg/m3] | |
| Current Stiffness: 50 [GPa] | |
| Twork: −30 °C to 130 °C | |
| Conductivity E: Not important | |
| Conductivity T: Not important | |
| Required Hardness: 20 [Rock] | |
| Wear resistance: Good resistance | |
| Corrosion resistance: Good resistance | |
| Current tensile strength: 210 [N/mm2] | |
| Fatigue strength: Millions of cycles required | |
| Current yield strength: 120 [N/mm2] | |
| Maximum expected powder cost: EUR 75/kg | |
| Production method | Milling from block |
| Buy-to-fly ratio | Current: 0.347 |
| Batch size | 150 p/years |
| Time-to-Market | Few weeks |
| Production cost | 25 EUR/p |
| I1 | I2 | I3 | I4 | I5 | I6 | I7 | |
|---|---|---|---|---|---|---|---|
| I1 | 1.00 | 0.20 | 0.20 | 0.14 | 0.50 | 0.20 | 0.20 |
| I2 | 5.00 | 1.00 | 5.00 | 1.00 | 5.00 | 2.00 | 2.00 |
| I3 | 5.00 | 0.20 | 1.00 | 0.20 | 1.00 | 0.50 | 0.50 |
| I4 | 7.00 | 1.00 | 5.00 | 1.00 | 5.00 | 2.00 | 2.00 |
| I5 | 2.00 | 0.20 | 1.00 | 0.20 | 1.00 | 1.00 | 1.00 |
| I6 | 5.00 | 0.50 | 2.00 | 0.50 | 1.00 | 1.00 | 1.00 |
| I7 | 5.00 | 0.50 | 2.00 | 0.50 | 1.00 | 1.00 | 1.00 |
| I1 | I2 | I3 | I4 | I5 | I6 | I7 | |
|---|---|---|---|---|---|---|---|
| PPC case study | 3.26 | 27.14 | 7.70 | 28.09 | 8.13 | 12.84 | 12.84 |
| I1 = σr/ρ | I2 = σy/ρ | I4 = E/ρ | I5 = E^ (1/2) /ρ | I6 = σy/(ρ*C) | I7 = E/(ρ*C) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Material | MIN | MAX | MIN | MAX | MIN | MAX | MIN | MAX | MIN | MAX | MIN | MAX |
| LaserForm AlSi12 | 171,642 | 186,567 | 93,284 | 108,209 | 0 | 0 | 26,119 | 27,985 | 3122 | 3231 | 1333 | 1546 |
| LaserForm AlSi7Mg0.6 | 131,086 | 161,049 | 78,652 | 101,124 | 0 | 0 | 26,217 | 26,966 | 3134 | 3178 | 1269 | 1631 |
| LaserForm AlSi7Mg0.6 (DA) | 149,813 | 172,285 | 108,614 | 123,596 | 0 | 0 | 27,341 | 27,715 | 3200 | 3222 | 1724 | 1962 |
| AlSi10Mg (HT) | 131,086 | 161,049 | 86,142 | 112,360 | 0 | 0 | 22,472 | 24,345 | 2901 | 3020 | 1305 | 1702 |
| CL 30Al (AlSi12) (SR) | 116,105 | 121,723 | 63,670 | 82,397 | 0 | 0 | 28,090 | 28,090 | 3244 | 3244 | 936 | 1212 |
| CL 32Al (AlSi10Mg) (HT) | 126,217 | 132,210 | 73,034 | 88,015 | 0 | 0 | 28,090 | 28,090 | 3244 | 3244 | 1124 | 1354 |
| EOS AlSi10Mg | 164,794 | 179,775 | 86,142 | 104,869 | 0 | 0 | 24,345 | 31,835 | 3020 | 3453 | 1346 | 1639 |
| EOS AlSi10Mg (SR) | 125,468 | 134,831 | 80,524 | 91,760 | 0 | 0 | 18,727 | 29,963 | 2648 | 3350 | 1220 | 1390 |
| AlSi10Mg | 133,708 | 149,064 | 78,277 | 89,513 | 0 | 0 | 26,966 | 31,461 | 3178 | 3433 | 1263 | 1444 |
| Laserform 17-4PH (HT) | 177,333 | 188,000 | 156,000 | 174,667 | 28,000 | 32,000 | 25,333 | 28,000 | 1838 | 1932 | 2600 | 2911 |
| Maraging steel | 137,500 | 137,500 | 116,250 | 116,250 | 42,875 | 76,875 | 17,500 | 17,500 | 1479 | 1479 | 2114 | 2114 |
| CL 91 RW (HT) | 212,500 | 212,500 | 20,000 | 200,000 | 30,000 | 31,250 | 25,000 | 25,000 | 1768 | 1768 | 274 | 2740 |
| 17-4 PH SS | 130,250 | 130,250 | 82,500 | 82,500 | 27,500 | 31,250 | 24,375 | 24,375 | 1746 | 1746 | 1650 | 1650 |
| EOS Maraging steel | 125,000 | 150,000 | 112,500 | 143,750 | 42,875 | 76,875 | 16,875 | 23,125 | 1452 | 1700 | 1607 | 2054 |
| CL 91 RW (HT) | 212,500 | 212,500 | 20,000 | 200,000 | 30,000 | 31,250 | 25,000 | 25,000 | 1768 | 1768 | 274 | 2740 |
| SLM Solution 1.2709 | 121,500 | 131,250 | 95,125 | 114,125 | 91,500 | 91,500 | 17,875 | 23,875 | 1495 | 1728 | 1903 | 2283 |
| … | … | … | … | … | … | … | … | … | … | … | … | … |
| Material | CI MIN | CI MAX |
|---|---|---|
| % | % | |
| (1) Laserform 17-4PH (HT) | 86.12 | 83.18 |
| (2) LaserForm AlSi7Mg0.6 (DA) | 76.50 | 71.24 |
| (3) CL 91 RW (HT) | 49.07 | 80.00 |
| (4) EOS AlSi10Mg | 66.09 | 73.02 |
| (5) SLM Solution 1.2709 | 66.55 | 72.49 |
| (6) LaserForm AlSi7Mg0.6 | 67.17 | 65.67 |
| (7) EOS Maraging steel | 59.90 | 70.10 |
| (8) AlSi10Mg (SR) | 68.29 | 69.48 |
| (9) LaserForm AlSi12 | 69.21 | 66.78 |
| (10) CL 32Al (AlSi10Mg) (HT) | 67.79 | 63.30 |
| (11) 17-4 PH SS | 68.40 | 61.05 |
| (12) Maraging steel | 65.97 | 60.65 |
| (13) CL 30Al (AlSi12) (SR) | 64.58 | 61.27 |
| (14) AlSi10Mg (HT) | 62.15 | 63.15 |
| (15) EOS AlSi10Mg (SR) | 54.80 | 66.46 |
| (16) LaserForm AlSi7Mg0.6 (SR) | 61.18 | 63.70 |
| (17) … | … | … |
| Supplier | Name | Technology | Build Size | Compatible Materials |
|---|---|---|---|---|
| 3D System | DMP Factory 350 DMP Felx 350 ProX DMP 320 | Powder Bed Fusion (PBF) | 275 × 275 × 380 mm 275 × 275 × 380 mm 275 × 275 × 420 mm | LaserForm AlSi10Mg LaserForm AlSi10Mg LaserForm AlSi12 Laserform 316L (SR) Laserform 17-4PH Maraging steel |
| Concept Laser | X line 2000R M2 Cusing | PBF | 800 × 400 × 500 mm 250 × 250 × 280 mm | CL 30Al (AlSi12) CL 32Al (AlSi10Mg) CL 20ES (SS 1.4404) CL 91 RW (HT) 17-4 PH SS |
| Renishaw | AM 250 AM 400 RenAM 500Q | PBF | 250 × 250 × 365 mm 250 × 250 × 300 mm 245 × 245 × 335 mm | AlSi10Mg (HT) Maraging steel |
| SLM Solution | SLM 280 2.0 SLM 500 | PBF | 280 × 280 × 350 mm 500 × 280 × 325 mm | SLM Solution AlSi10Mg SLM Solution AlSi9Cu3 EOS Maraging steel EOS 316L SLM Solution 1.2709 |
| D1 | D2 | D3 | D4 | D5 | D6 | D7 | D8 | D9 | D10 | D11 | D12 | D13 | D14 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 | 1.00 | 2.00 | 1.00 | 1.00 | 1.00 | 2.00 | 2.00 | 7.00 | 9.00 | 7.00 | 7.00 | 7.00 | 9.00 | 9.00 |
| D2 | 0.50 | 1.00 | 0.50 | 0.50 | 0.50 | 1.00 | 0.50 | 1.00 | 5.00 | 2.00 | 2.00 | 2.00 | 1.00 | 7.00 |
| D3 | 1.00 | 2.00 | 1.00 | 1.00 | 1.00 | 2.00 | 1.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 9.00 |
| D4 | 1.00 | 2.00 | 1.00 | 1.00 | 0.50 | 2.00 | 1.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 9.00 |
| D5 | 1.00 | 2.00 | 1.00 | 2.00 | 1.00 | 2.00 | 1.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 | 9.00 |
| D6 | 0.50 | 1.00 | 0.50 | 0.50 | 0.50 | 1.00 | 0.50 | 2.00 | 5.00 | 2.00 | 2.00 | 2.00 | 1.00 | 7.00 |
| D7 | 0.50 | 2.00 | 1.00 | 1.00 | 1.00 | 2.00 | 1.00 | 5.00 | 7.00 | 2.00 | 7.00 | 7.00 | 2.00 | 9.00 |
| D8 | 0.14 | 1.00 | 0.14 | 0.14 | 0.14 | 0.50 | 0.20 | 1.00 | 2.00 | 1.00 | 1.00 | 1.00 | 1.00 | 5.00 |
| D9 | 0.11 | 0.20 | 0.14 | 0.14 | 0.14 | 0.20 | 0.14 | 0.50 | 1.00 | 1.00 | 0.50 | 0.50 | 0.50 | 2.00 |
| D10 | 0.14 | 0.50 | 0.14 | 0.14 | 0.14 | 0.50 | 0.50 | 1.00 | 1.00 | 1.00 | 0.50 | 0.50 | 1.00 | 5.00 |
| D11 | 0.14 | 0.50 | 0.14 | 0.14 | 0.14 | 0.50 | 0.14 | 1.00 | 2.00 | 2.00 | 1.00 | 1.00 | 1.00 | 5.00 |
| D12 | 0.14 | 0.50 | 0.14 | 0.14 | 0.14 | 0.50 | 0.14 | 1.00 | 2.00 | 2.00 | 1.00 | 1.00 | 1.00 | 5.00 |
| D13 | 0.11 | 1.00 | 0.14 | 0.14 | 0.14 | 1.00 | 0.50 | 1.00 | 2.00 | 1.00 | 1.00 | 1.00 | 1.00 | 5.00 |
| D14 | 0.11 | 0.14 | 0.11 | 0.11 | 0.11 | 0.14 | 0.11 | 0.20 | 0.50 | 0.20 | 0.20 | 0.20 | 0.20 | 1.00 |
| Drivers | Weight | Given Score |
|---|---|---|
| (D1) Does the use of AM lead to potential cost savings considering the entire life cycle? | 0.1573 | 9 |
| (D2) Can assembly, logistic or procurement cost be reduced? | 0.0593 | 7 |
| (D3) Can the product benefit from a reduced time-to-market? | 0.1431 | 7 |
| (D4) Is the production batch size limited? | 0.1375 | 9 |
| (D5) Is the post processing phase limited? | 0.1520 | 6 |
| (D6) Can material waste be reduced? | 0.0610 | 8 |
| (D7) Would the product benefit from a mass reduction? | 0.1166 | 10 |
| (D8) It is beneficial to increase the complexity of the part? | 0.0294 | 7 |
| (D9) It is feasible to consolidate parts? | 0.0165 | 1 |
| (D10) Is customization required? | 0.0268 | 4 |
| (D11) Would the product benefit from areas with differentiated material properties? | 0.0284 | 5 |
| (D12) Would the product benefit from varied density along the volume? | 0.0284 | 5 |
| (D13) Is a volumetric lattice or a superficial texture required? | 0.0338 | 5 |
| (D14) Is it advantageous to add functionalities in the parts? | 0.0099 | 1 |
| Potential Index (PI) | 74.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raffaeli, R.; Lettori, J.; Schmidt, J.; Peruzzini, M.; Pellicciari, M. A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process. Appl. Sci. 2021, 11, 1210. https://doi.org/10.3390/app11031210
Raffaeli R, Lettori J, Schmidt J, Peruzzini M, Pellicciari M. A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process. Applied Sciences. 2021; 11(3):1210. https://doi.org/10.3390/app11031210
Chicago/Turabian StyleRaffaeli, Roberto, Jacopo Lettori, Juliana Schmidt, Margherita Peruzzini, and Marcello Pellicciari. 2021. "A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process" Applied Sciences 11, no. 3: 1210. https://doi.org/10.3390/app11031210
APA StyleRaffaeli, R., Lettori, J., Schmidt, J., Peruzzini, M., & Pellicciari, M. (2021). A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process. Applied Sciences, 11(3), 1210. https://doi.org/10.3390/app11031210