1. Introduction
Special effect printing inks are nowadays widely used for different applications and in different industries. The effect achieved by applying a special ink on the substrate, usually in combination with other inks, gives the product a certain added value. In this research two types of special inks were used, thermochromic printing ink and UV-visible (daylight invisible) fluorescent ink as a hybrid printing ink systems with dual functional properties.
Thermochromic (TC) printing inks change their colour as a response to temperature change [
1]. Two major types of TC ink apply either leuco dye-based TC composites or thermochromic liquid crystals (TLCs). These inks contain microencapsulated active material, the thermochromic “pigments”, dispersed in a suitable binder. The colouration properties are determined by the active material, whereas the binder defines the printing and drying technology [
2,
3]. Thermochromic printing inks can be used in several different applications such as temperature indicators, intelligent packaging, security printing, textile, brand protection, and marketing [
2,
4,
5,
6].
TLC inks have special effect inside their temperature activation range, also referred to as the “bandwidth” or “colour play interval” [
7,
8]. The temperature activation region of the TLC ink has several degrees and is defined by the producer. The ink is active, i.e., changes colour inside this region, but is colourless outside of it. Every TLC ink has its activation temperature
TA, the point at which, during heating, the colour starts to change. This type of printing ink is the only one so far known for this colour play effect. After reaching the
TA and with further heating, the effect starts with the appearance of red colour, followed by orange, yellow, green, blue, and violet [
7,
9]. Each of these colours is limited to a narrow temperature interval (White MA, Leblanc, 1999). Above the upper threshold of the activation range, the violet colour disappears, and the TLC ink becomes colourless again. The temperature required to reach the colourless stage is called the “clearing point” [
7,
10]. Our previous experiments have shown the colour cycles of TLC inks to be reversible [
11].
The microencapsulated cholesteric or chiral nematic liquid crystals reflect the light on the helical structure formed inside the activation region (i.e., chiral nematic mesophase). This occurs at wavelengths equal to the optical value of the pitch length of the helix. In TLCs, the length of the helix depends on the temperature, which shifts the reflection peak across the spectrum-producing structural colour [
5,
7].
Microencapsulation prevents the adjacent of TLC drops from fusion or splitting and protects the active material from degradation by chemicals such as fats, greases, and solvents [
5]. The protection from harmful effects of UV radiation is very poor and previous research has shown that TLC ink deteriorates in a short time if the prints are unprotected. Therefore, applications with unprotected TLC inks are suitable only for indoor purposes and for lighting conditions where no prolonged exposure to UV light is present [
12].
The colour play effect of TLC inks is only clearly visible when the ink is printed on a black substrate, which can absorb the greatest part of the light transmitted through the ink layer [
10,
13]. In such conditions, the spectral reflection obtains clearly visible iridescent colours [
14,
15]. On a white substrate, most of this light is backscattered, virtually obscuring the low light intensity reflected from the molecular pitch [
10].
Distinctive limitations of TLC ink in printing, handling, and combining with other printing materials puts a great challenge in development of temperature—sensitive applications and other hybrid systems.
For the purpose of this research, a hybrid printing ink systems with dual functional properties obtained in combination of two special effect printing inks, i.e., TLC printing ink and UV-visible fluorescent printing inks, are proposed.
UV-visible fluorescent pigments/inks used in this research are invisible in the daylight, only being visible when exposed to UV radiation. Because of their original properties, they belong to a group of luminescent materials; i.e., they have the possibility of absorbing the UV radiation, and re-emitting photons of a different radiation. The effect of fluorescence lasts only as long as the primary radiation acts, after which it stops almost immediately [
16,
17,
18]. This characteristic gives them an original application and in the last decades, they have been used in the decorative and packaging industry for highlighting markers, in document security applications, and the tagging of postage stamps, etc. [
19,
20,
21,
22].
UV-visible (daylight invisible) fluorescent inks (UVF) can be used in different printing processes. Most commonly, they are used in a screen-printing technique by mixing the UV fluorescent pigment with the transparent base. Furthermore, UV fluorescent inks can be used in the form of a varnish in flexography, offset printing techniques, and in relief printing [
23,
24,
25]. Research published before showed the possibilities of printing with UVF inks on paper substrates using the screen-printing technique by addition of silicon dioxide (SiO
2) and titanium dioxide (TiO
2) nanoparticles into the UVF inks. Inks were prepared by the addition of fluorescent pigment into a transparent base. Results of that research showed that the addition of nanoparticles does not cause any significant change in the visibility of the fluorescence effect. The research also addressed the influence of the aging process on the stability of fluorescent prints and concluded that the addition of nanoparticles could have a positive impact on the fading of the UVF prints and on the observed chemical and mechanical characteristics of printed coatings [
26]. To observe the influence of the addition of SiO
2 and TiO
2 nanoparticles in the varnish used in flexography, the fluorescent varnish was printed on polyester substrate, woodfree uncoated paper, and 100% recycled packaging paper [
27,
28]. Results demonstrated the possibilities of achieving fluorescent phenomena by application of fluorescent inks on different printing substrates with different surface properties. The authors in [
25] investigated the effects of ink media on the fluorescence properties of fluorescent dyes used in the offset-printing technique. The effect of fluorescence was observed in digital electrophotographic printing processes as well [
29].
Having in mind that the fluorescence effect can be used in different applications; research on this phenomenon is interesting from different aspects. It demands a complex approach in studying the interactions of fluorescent material with other materials in contact to meet the specific printing requirements and ensure their optimal functional application.
This research proposes a new functional printing ink with dual functional properties that could be used as a common hybrid system in the proposed combination. It includes pure TLC printing ink, as well as two hybrid ink systems based on the combination of TLC and UV-visible fluorescent pigments/printing inks, printed on two types of black uncoated paper substrates. The combination of these materials could be used in the development of functional packaging, security applications, and brand protection, as well as all other applications with special requests for temperature monitoring (TLC) and possible hidden information (UVF). It is important to emphasize that both TLC and UVF inks are prone to degradation during prolonged exposure to UV radiation. Therefore, the application of the hybrid ink systems presented in this research is limited to an environment without constant exposure to UV wavelengths. The presented hybrid ink systems are intended to be exposed to UV radiation only for a moment, when checking the authenticity of the print or looking for a specific marking, since this is the primary purpose of the UVF component.
4. Conclusions
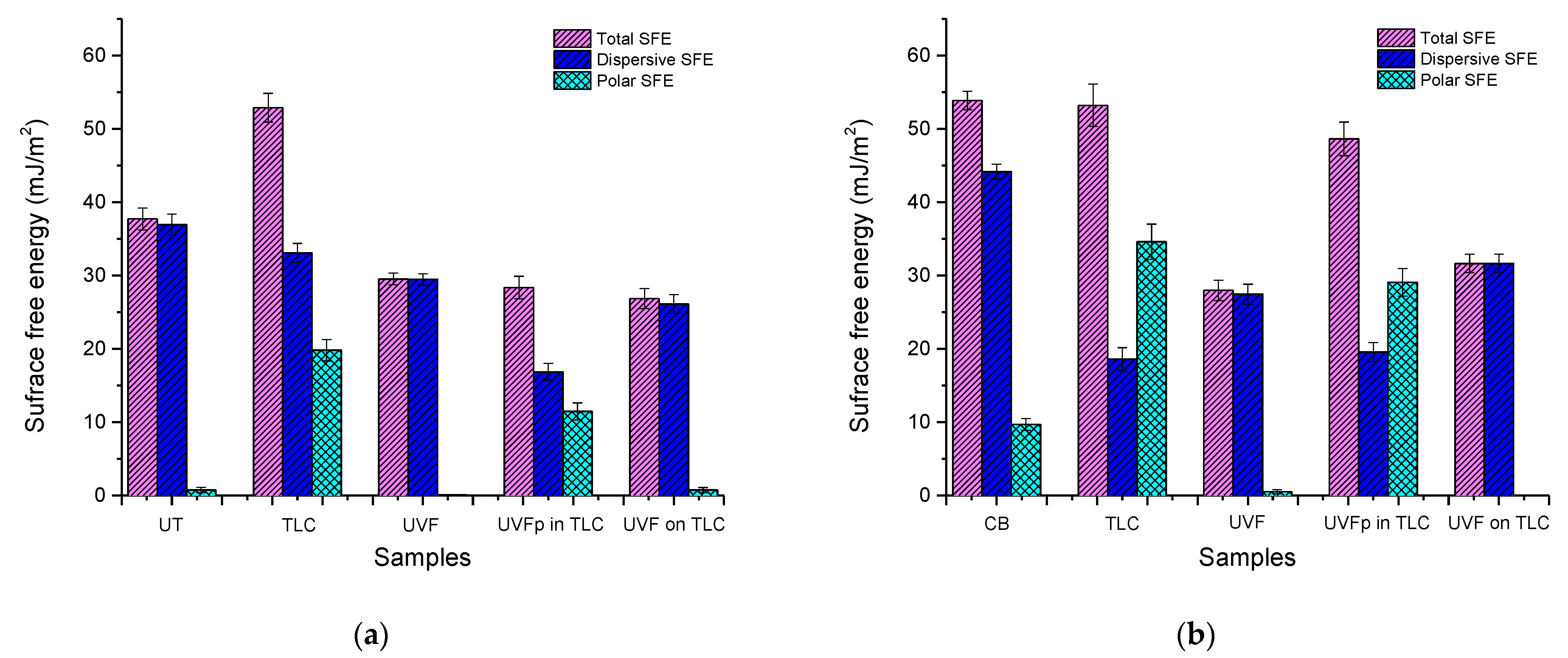
The aim of this research was to obtain a functional printed product in hybrid printing ink systems, by using two special effect printing inks, i.e., TLC ink and UV-visible fluorescent pigment/ink, on two types of black uncoated paper substrates (UT and CB).
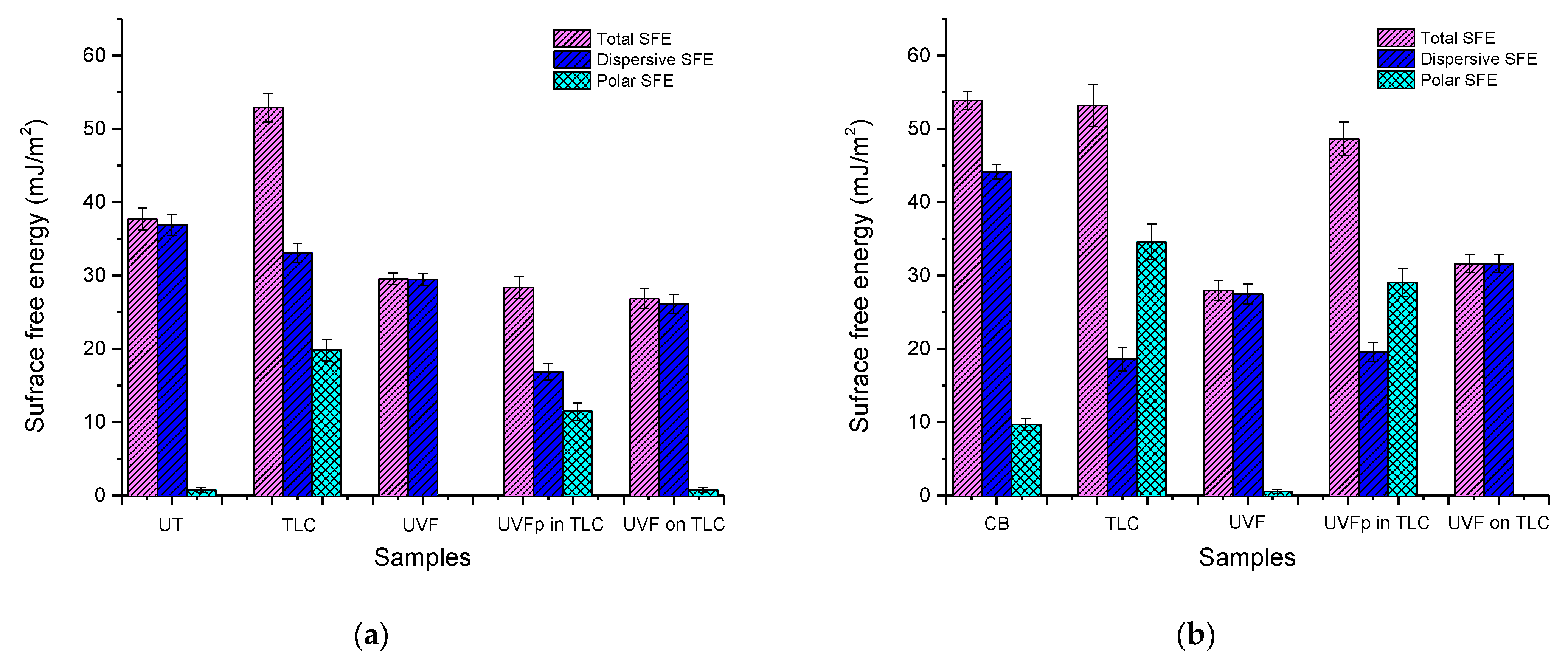
Results of adhesion performance showed that higher work of adhesion was achieved between CB paper and TLC ink than between UT paper and TLC ink. The adhesion of UVF ink was better on CB paper as well. In hybrid ink systems, the highest work of adhesion was achieved between CB paper and UVFp in TLC ink, pointing to the highest level of interactions at the interface among hybrid samples. Interfacial tension and wetting coefficient were not optimal for most interfaces, pointing to the possibility of the separation of the layers in contact. In future research, this problem, generally present for TLC inks, should be addressed by additives and/or protective coatings.
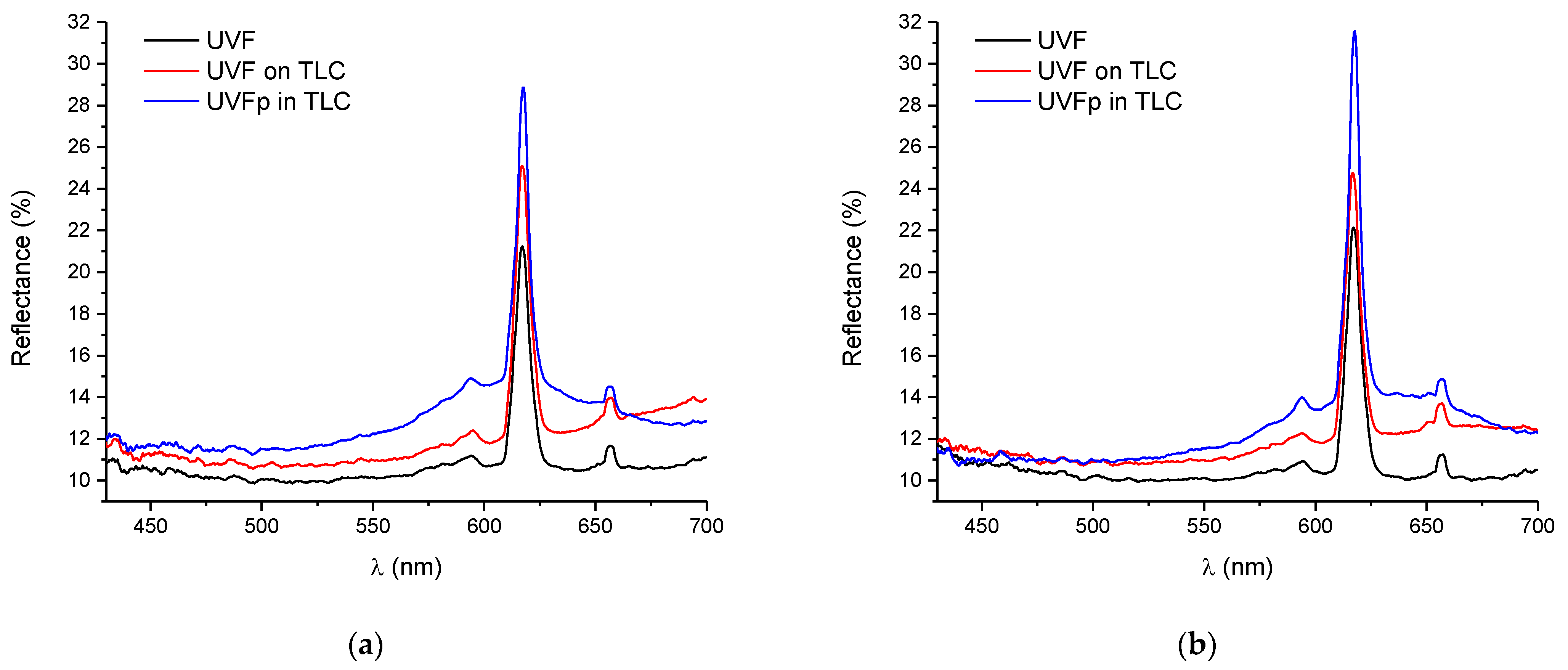
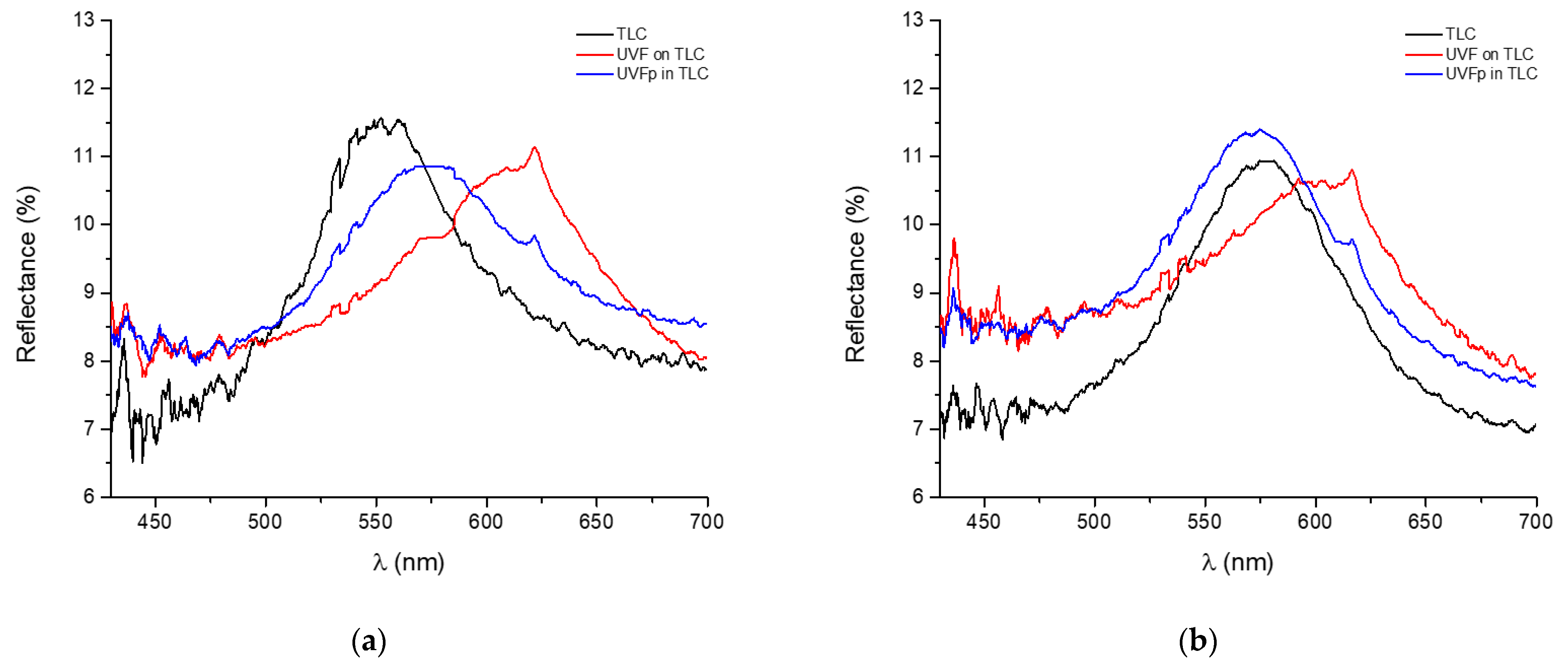
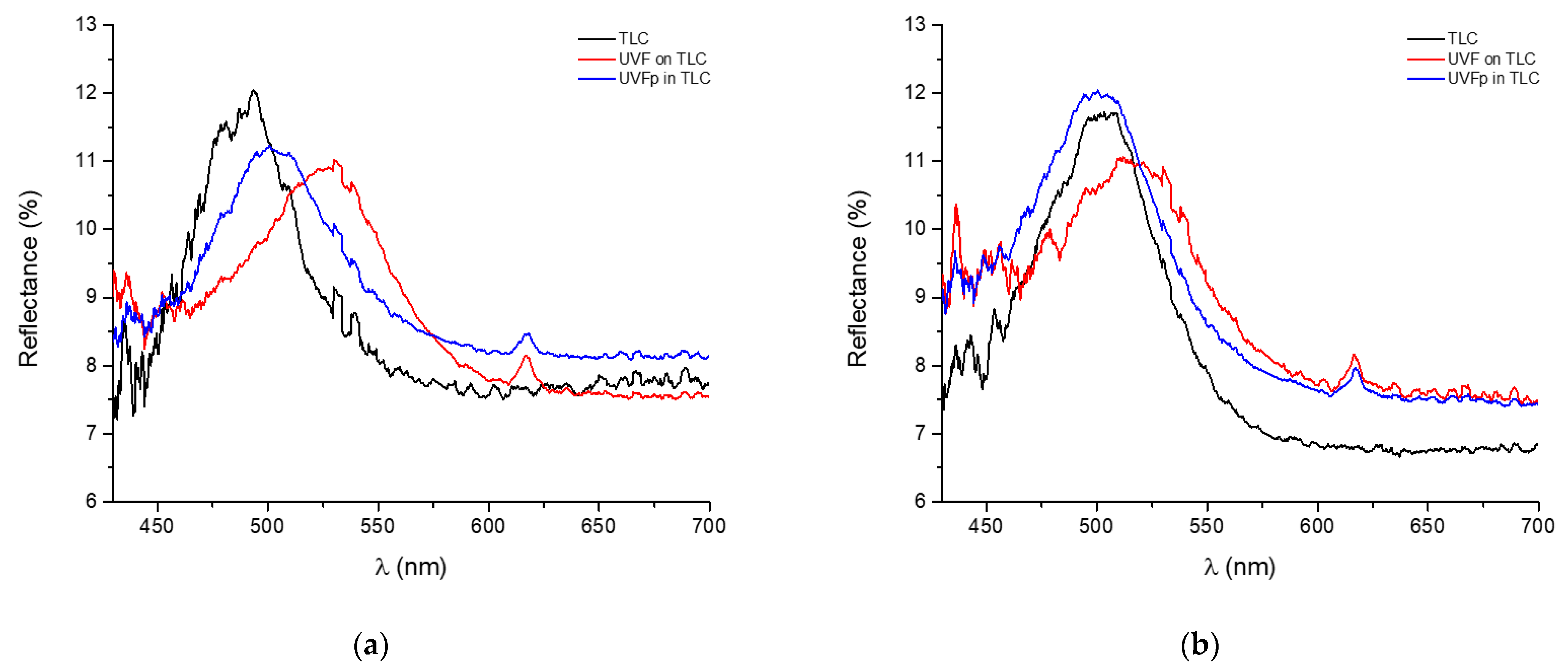
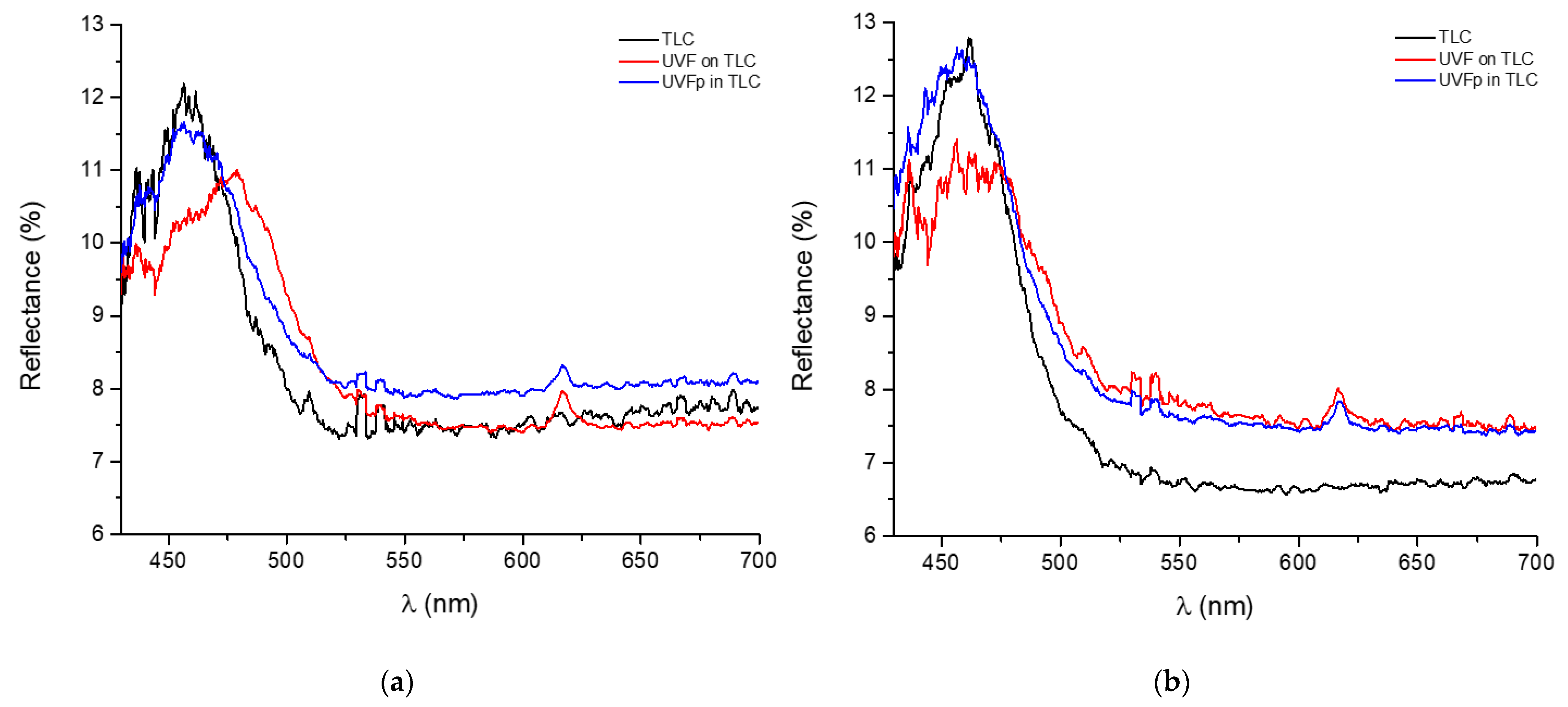
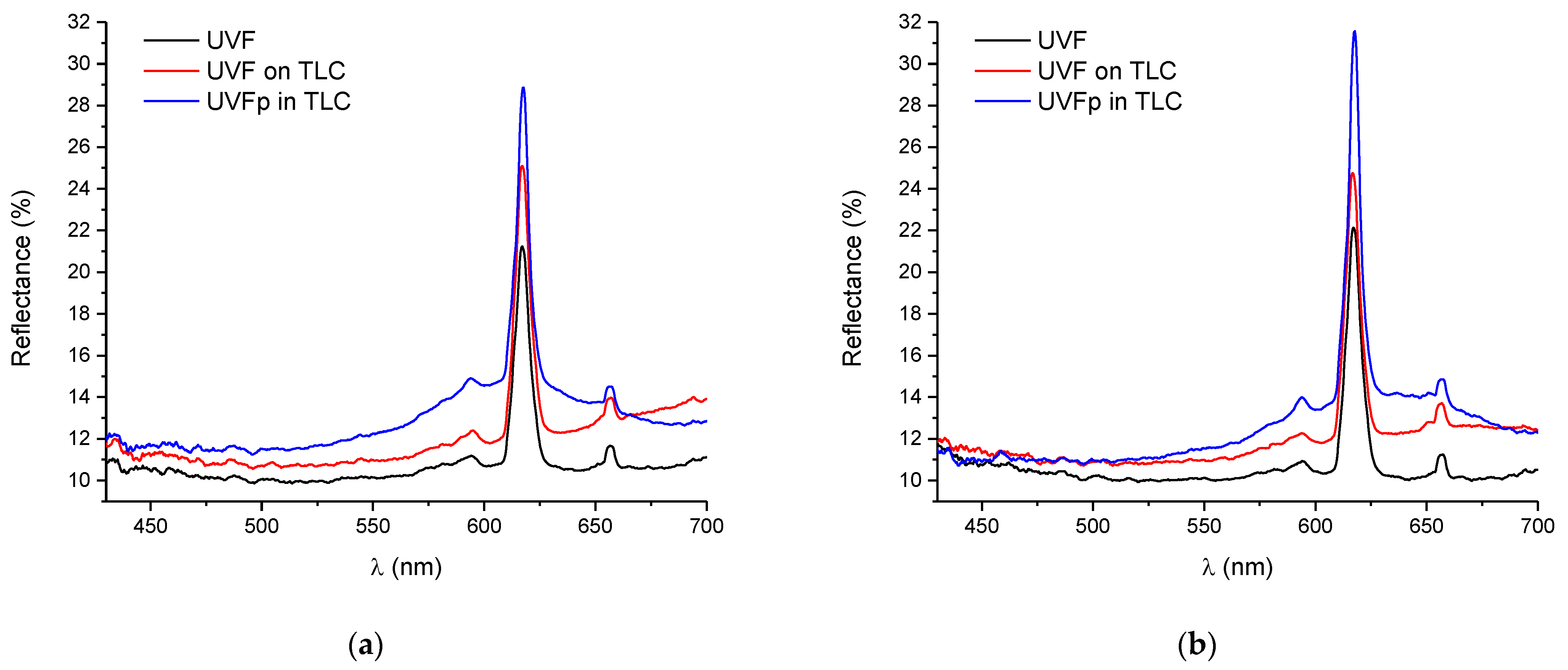
Spectral reflectance of UVF ink and hybrid ink systems showed that TLC ink does not cause any changes in the reflectance spectra of the UVF printing ink. The highest spectral reflectance was measured on the UVFp in TLC prints compared to the other ink systems. It is concluded that used TLC ink is suitable for the combination with used UVF pigment in the proposed hybrid ink system.
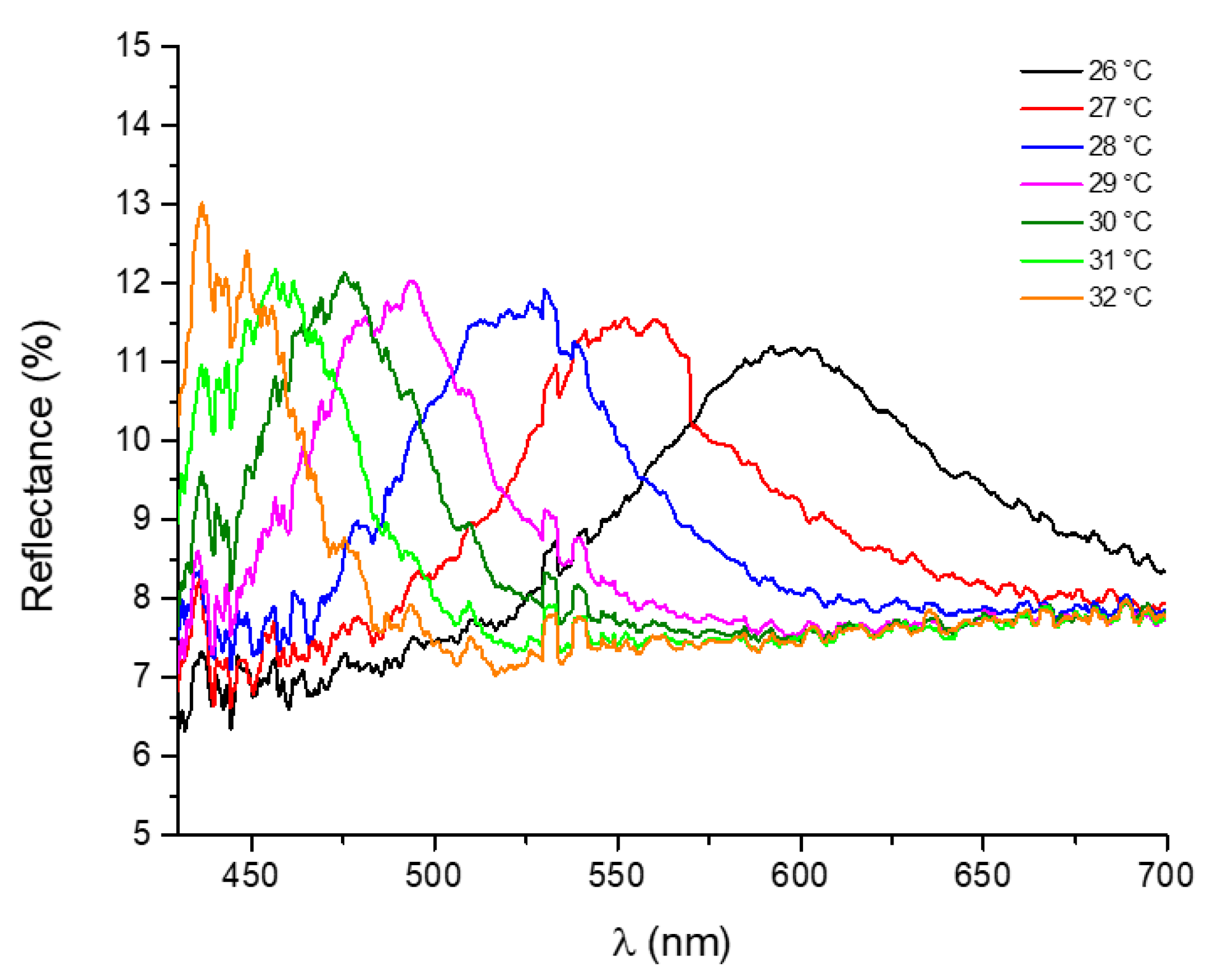
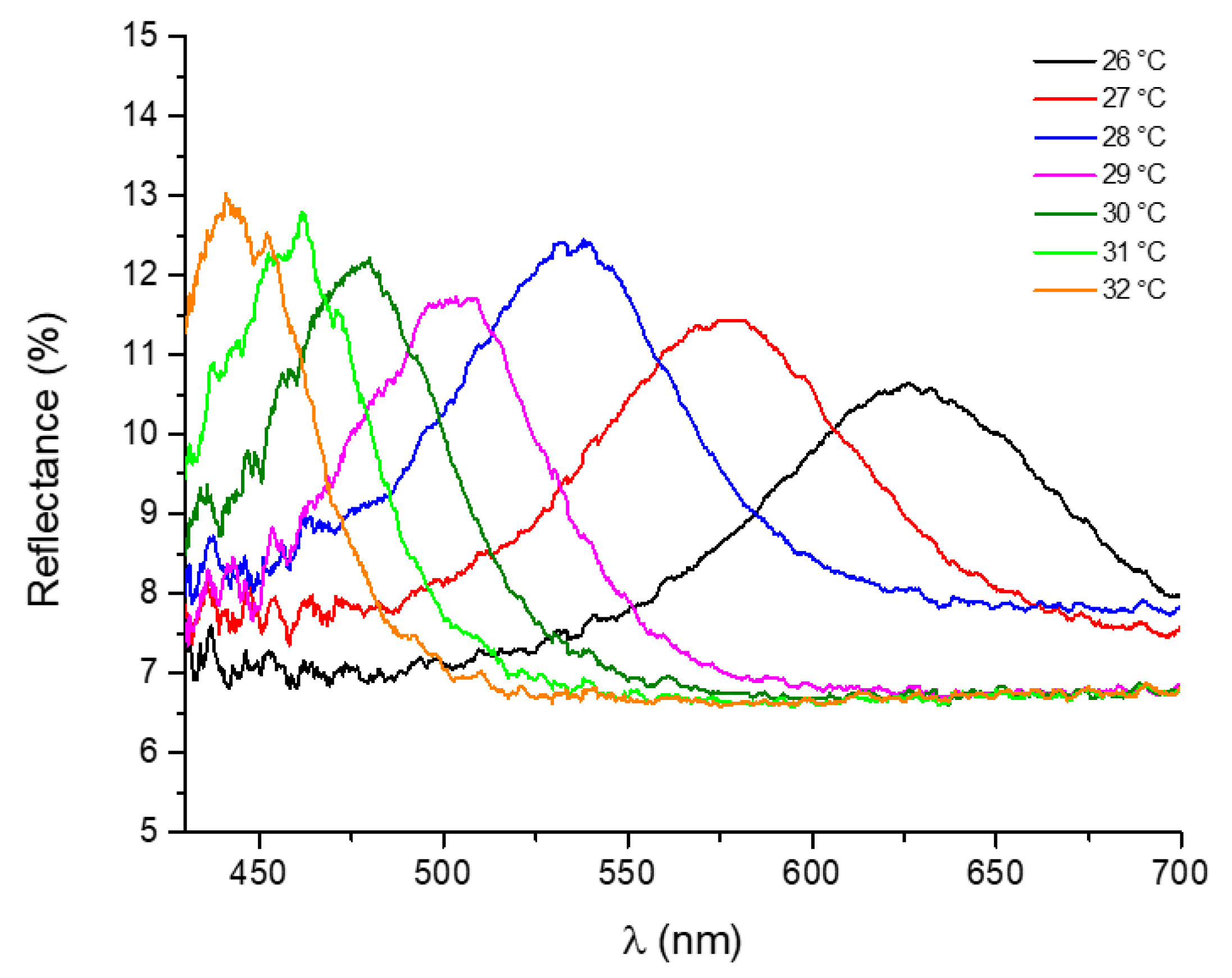
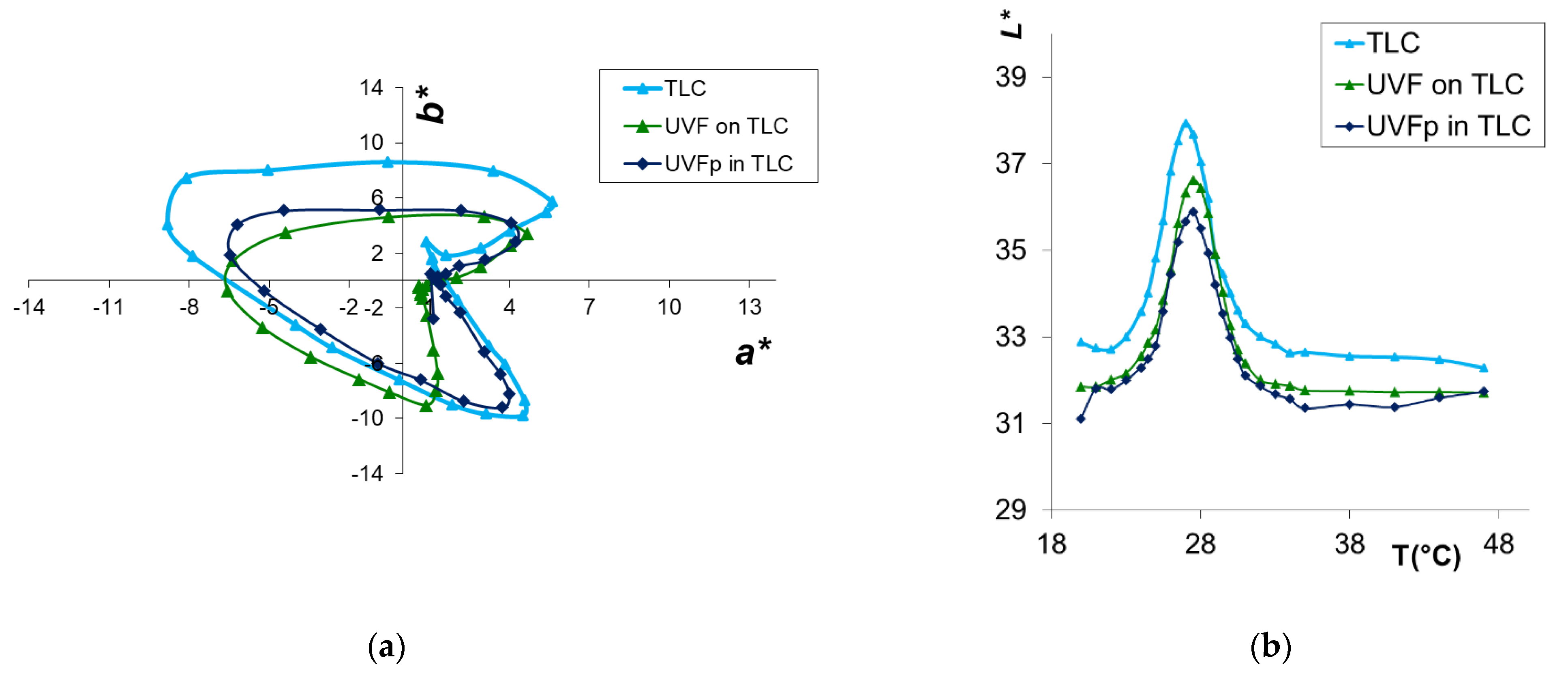
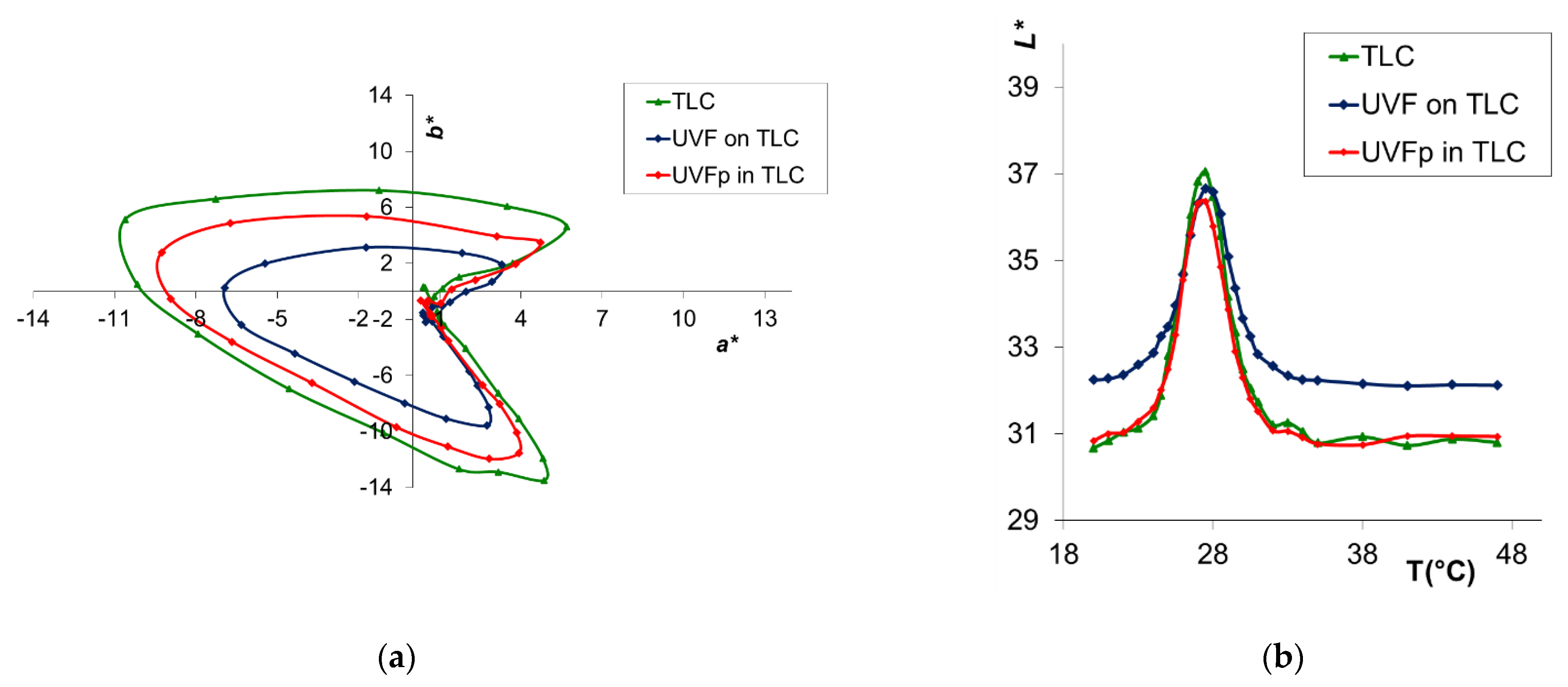
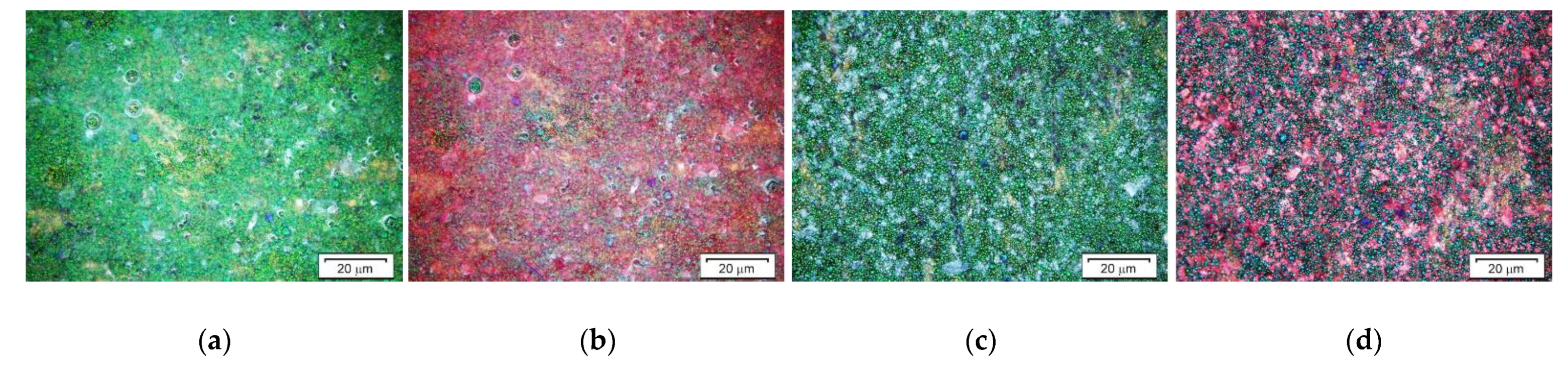
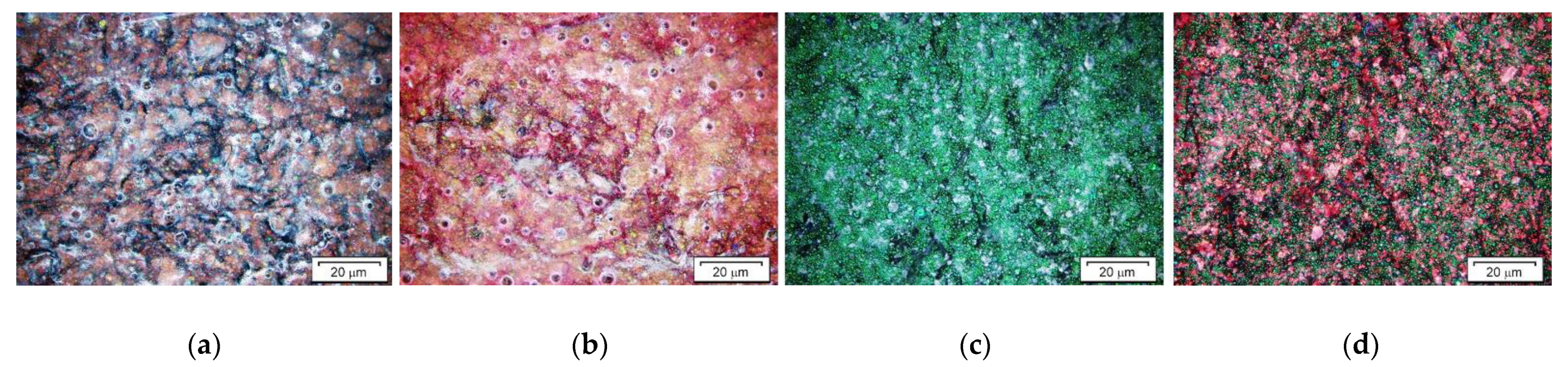
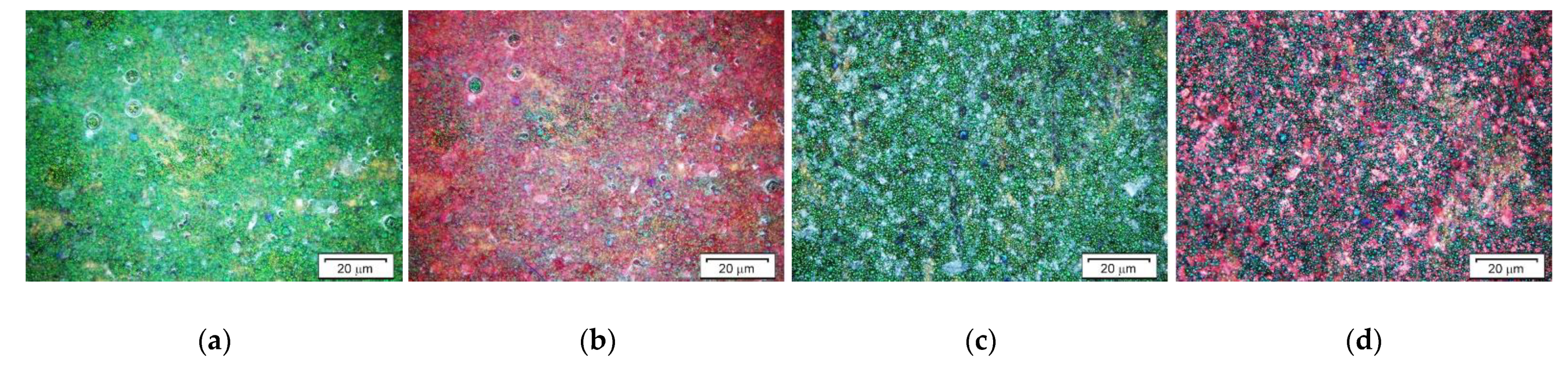
Results of this research show that both pure TLC and hybrid ink systems based on combination of TLC and UVF inks/pigments have full colour play effect on both UT and CB paper substrates. This is important knowledge because it shows compatibility of highly sensitive TLC microcapsules and UVF ink/pigment, as well as their combination with chosen uncoated black paper substrates. Since UVF ink/pigment does not diminish the colour play effect of the TLCs in hybrid ink systems, it can be concluded that these systems have a special effect with several distinctive features in visible and UV parts of the spectrum.
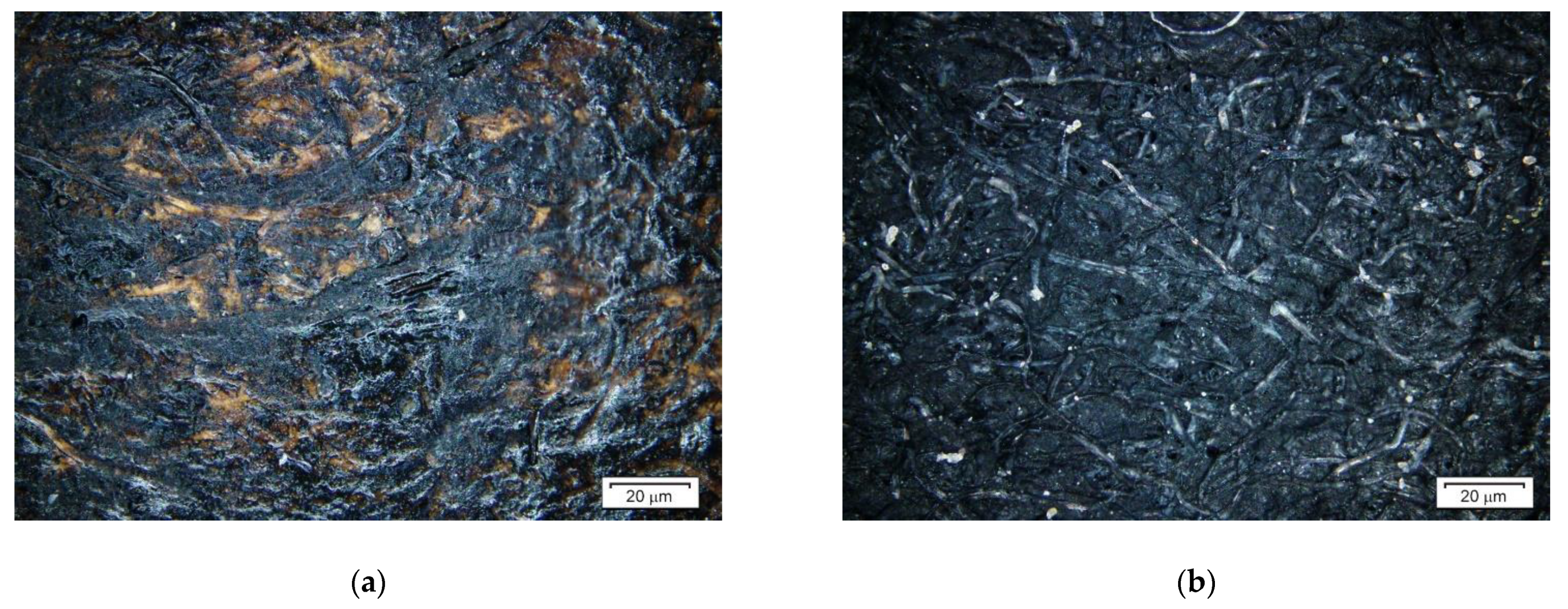
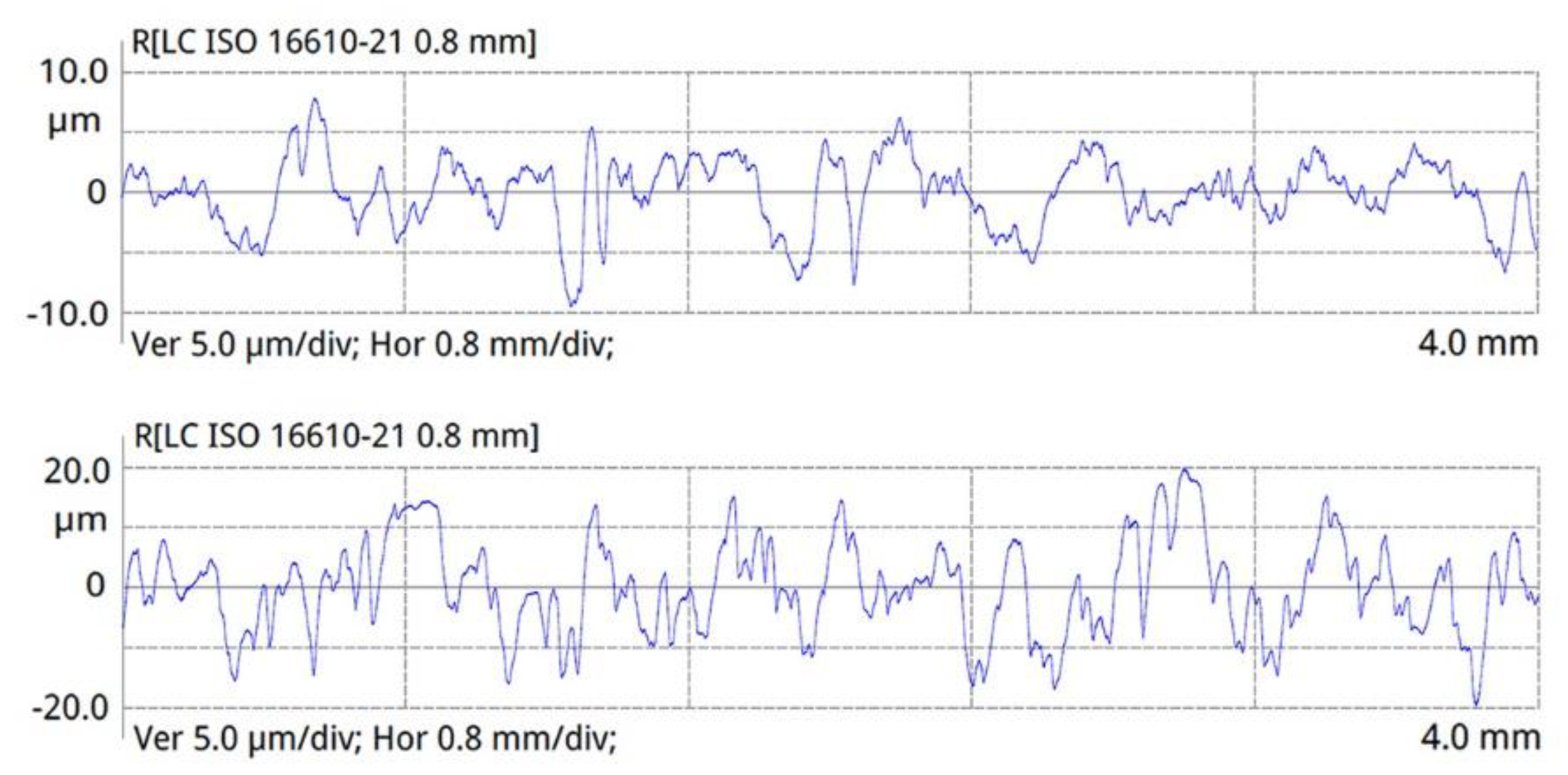
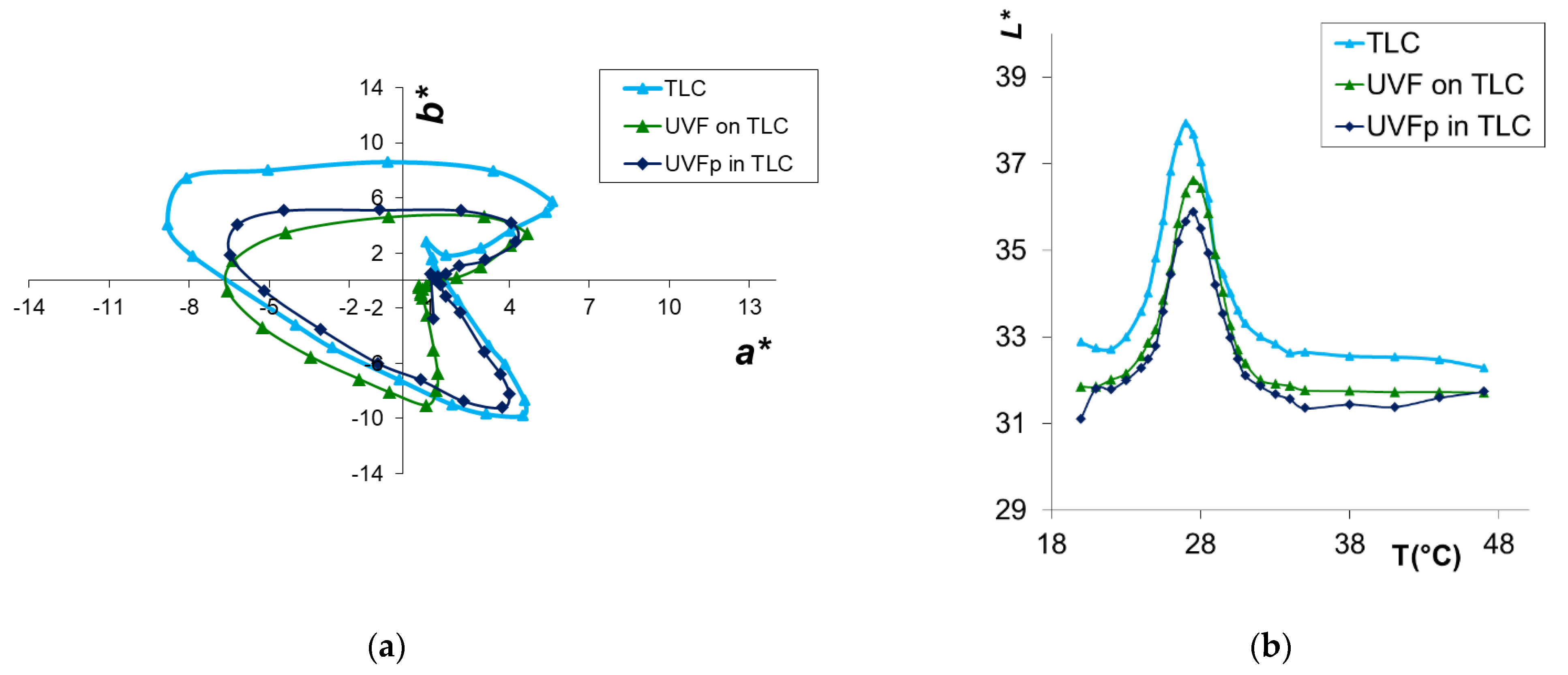
Spectral reflectance measurements of printed samples showed that UT paper substrate is less stable than CB. These results are confirmed with colorimetric results of CIELAB and L*/T values. These results are related to the characteristics of paper substrate, regarding processing of black papers during production.
The samples of pure TLC and hybrid ink systems at defined temperatures (27, 29, and 31 °C) showed higher stability, i.e., mutual uniformity for CB paper substrate than for UT, for which this effect occurs only at higher temperature (31 °C).
The value of the offered printing ink systems is the dual functional–thermochromic effect used in smart packaging that is visible in daylight in a specific temperature range; and the second added value of the thermochromic print (or brand) protection is in terms of the authenticity given by UVF component of the hybrid system. Both added value features were applied on the same print (and in the same prepared ink in one of hybrid ink systems) for the first time. In this way, a new thermochromic ink with hidden security feature has been produced. Presented hybrid ink systems could find their application in development of functional packaging and all other applications with special requests for temperature monitoring (TLC) and possible hidden information (UVF); such applications could imply security and/or brand protection. Future research will go in direction of investigating and improving the light fastness of hybrid prints and their adhesion properties, as well as measuring the influence of UV radiation, temperature, and humidity on hybrid ink systems, as functional packaging in today’ s supply chains is exposed to different conditions, and needs to fulfil many strict demands.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}