
An Experimental Study on Cold-Bending Stress and Its Reverse-Coupling Effect with the Uniform Load on Cold-Bent SGP Laminated Glass


Abstract
:1. Introduction
2. Experiments
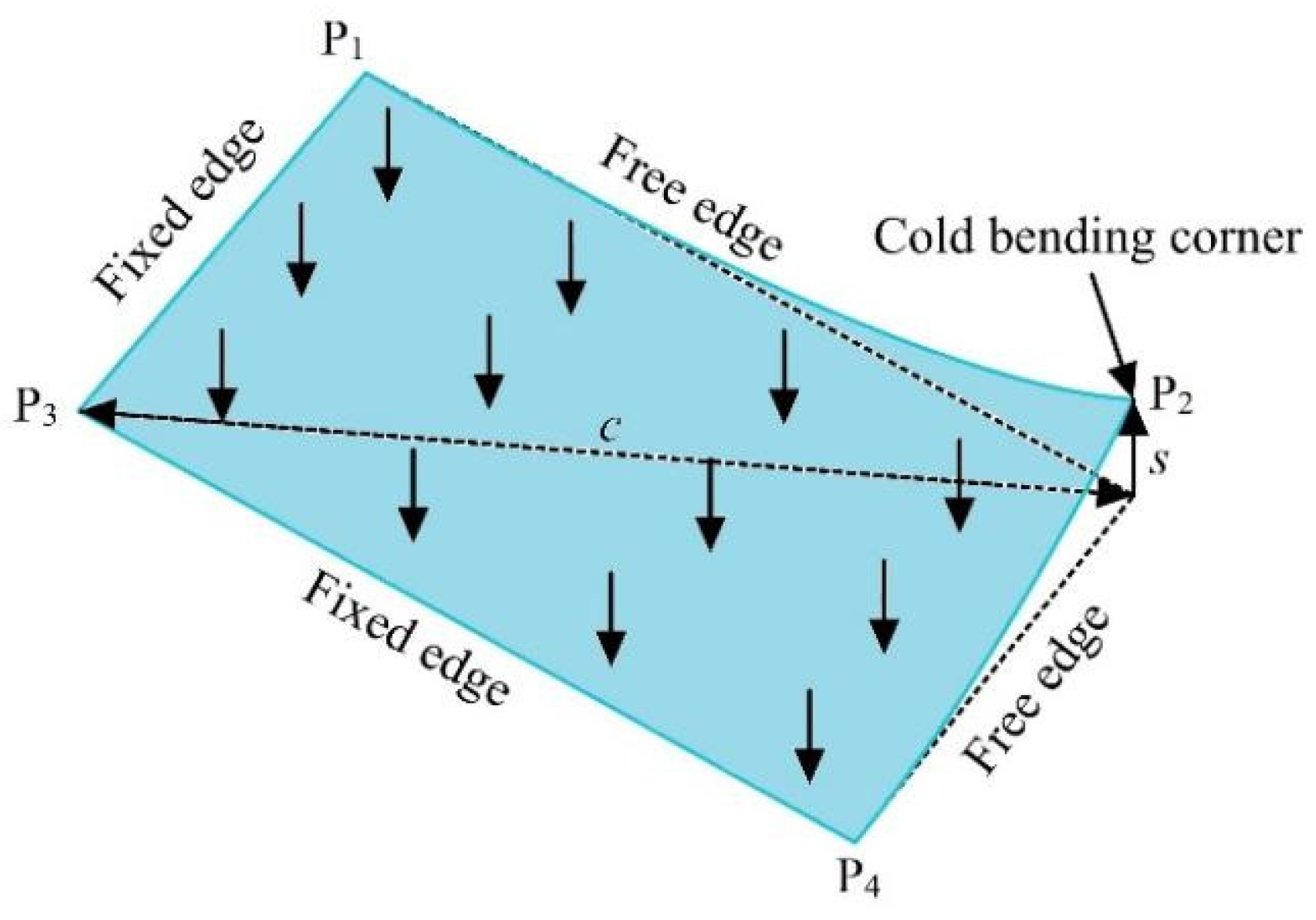
2.1. Specimen Design
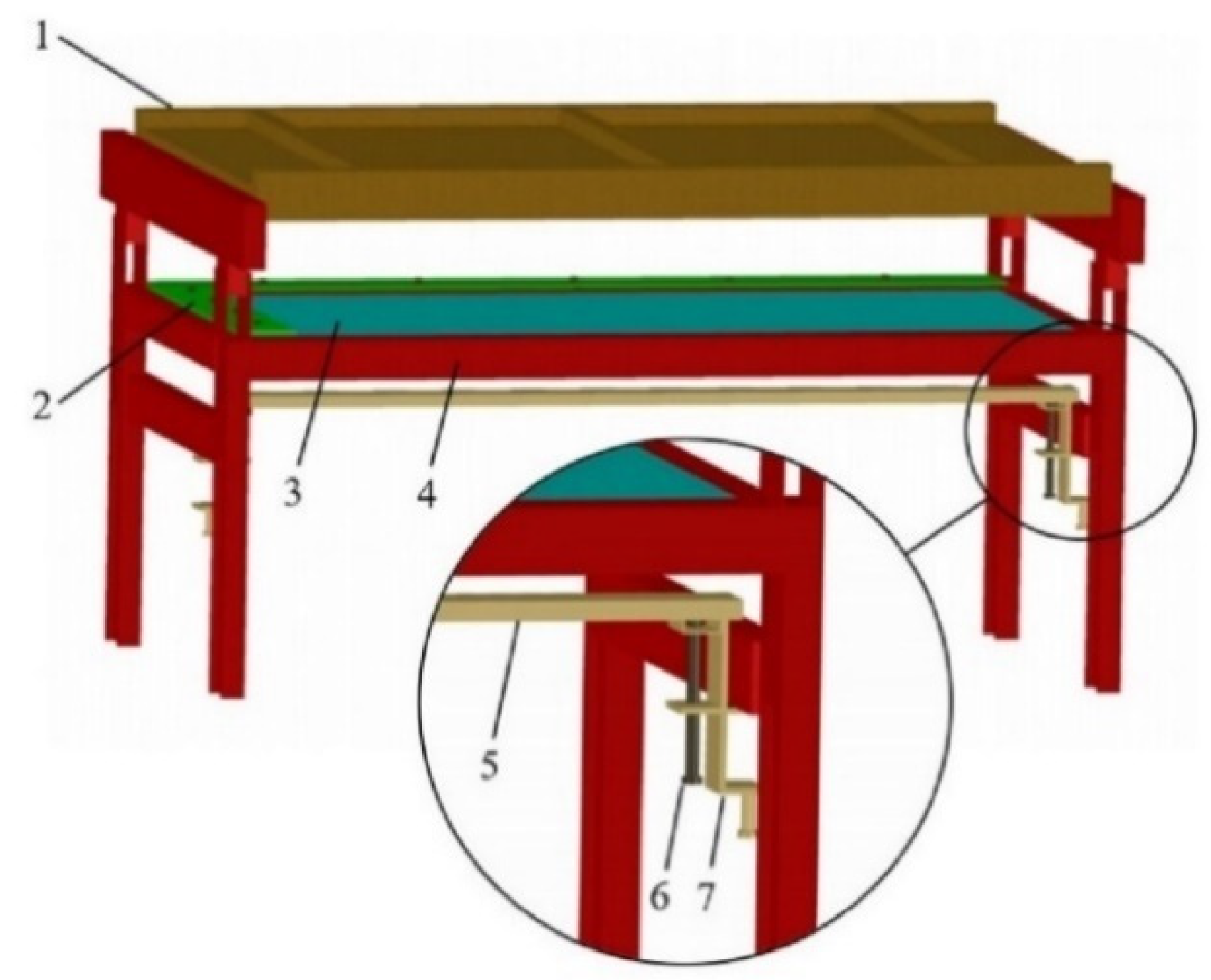
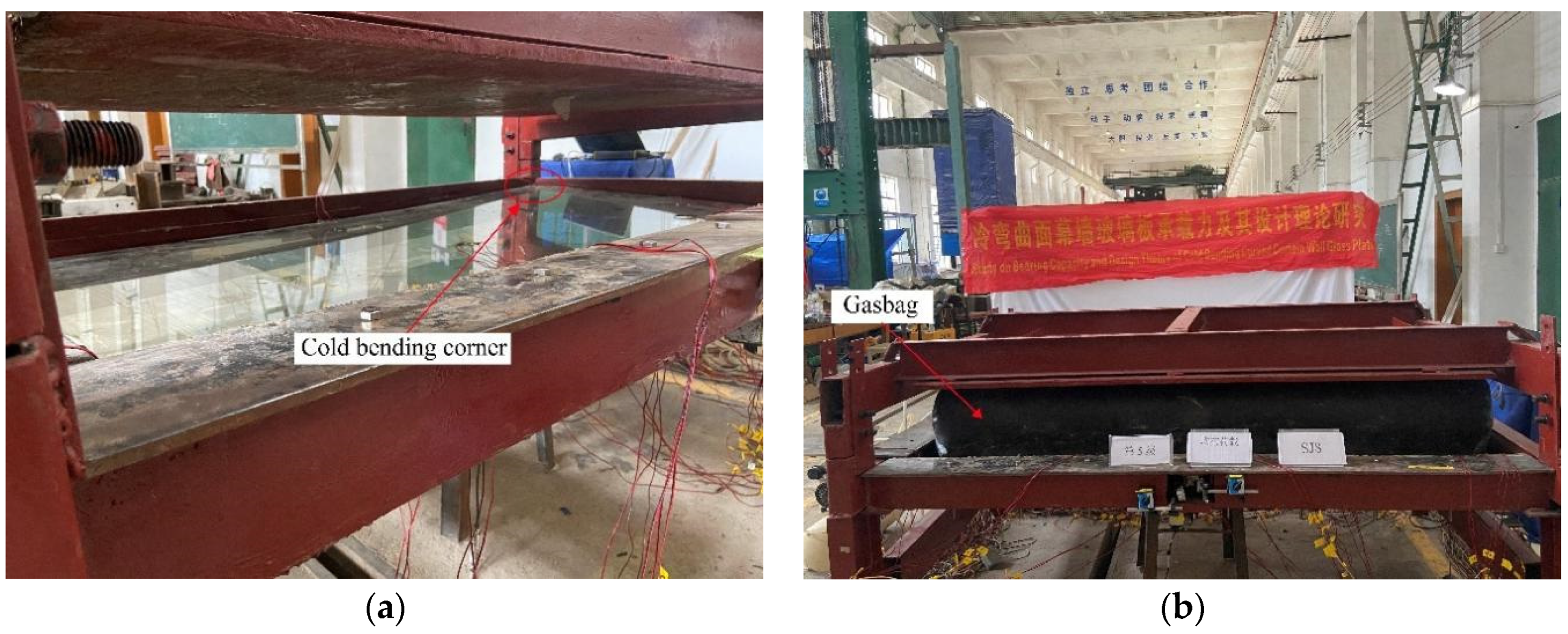
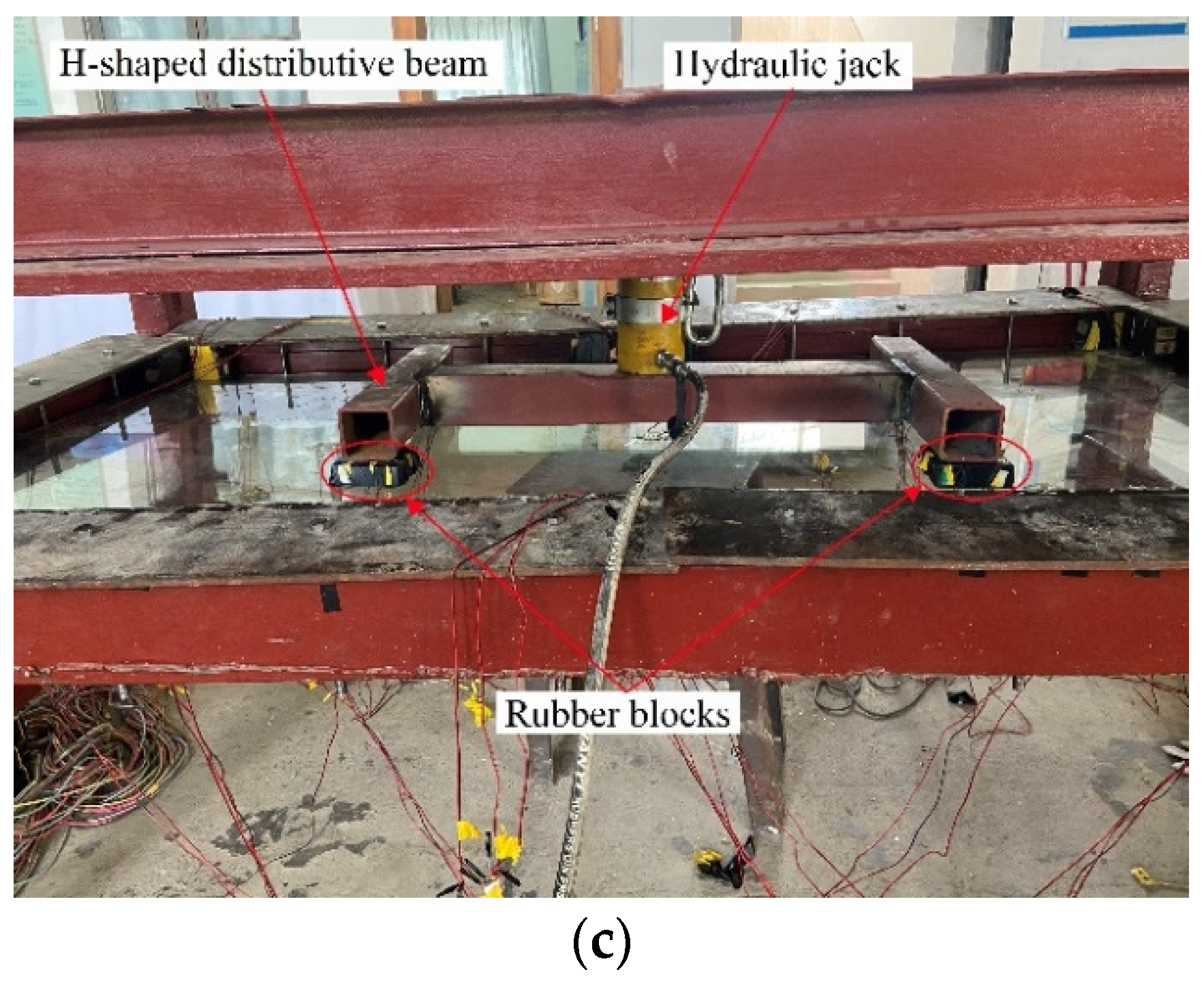
2.2. Experimental Device and Procedures
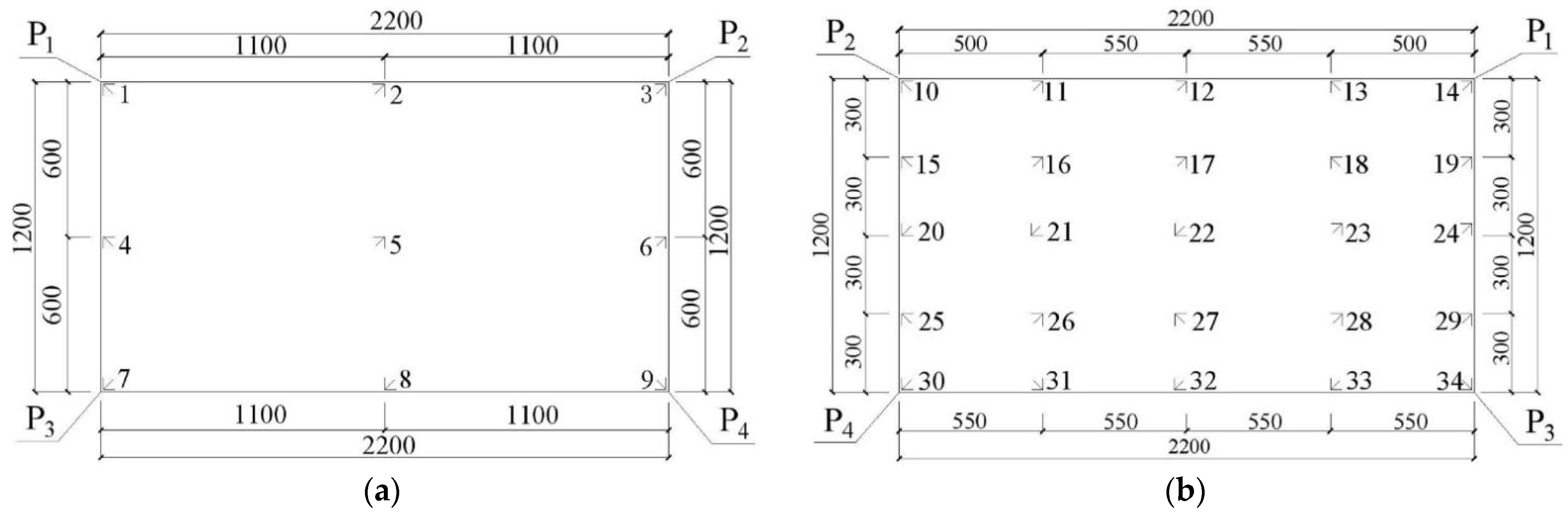
2.3. Arrangement of Testing Points
3. Cold-Bending Test Results and Discussion
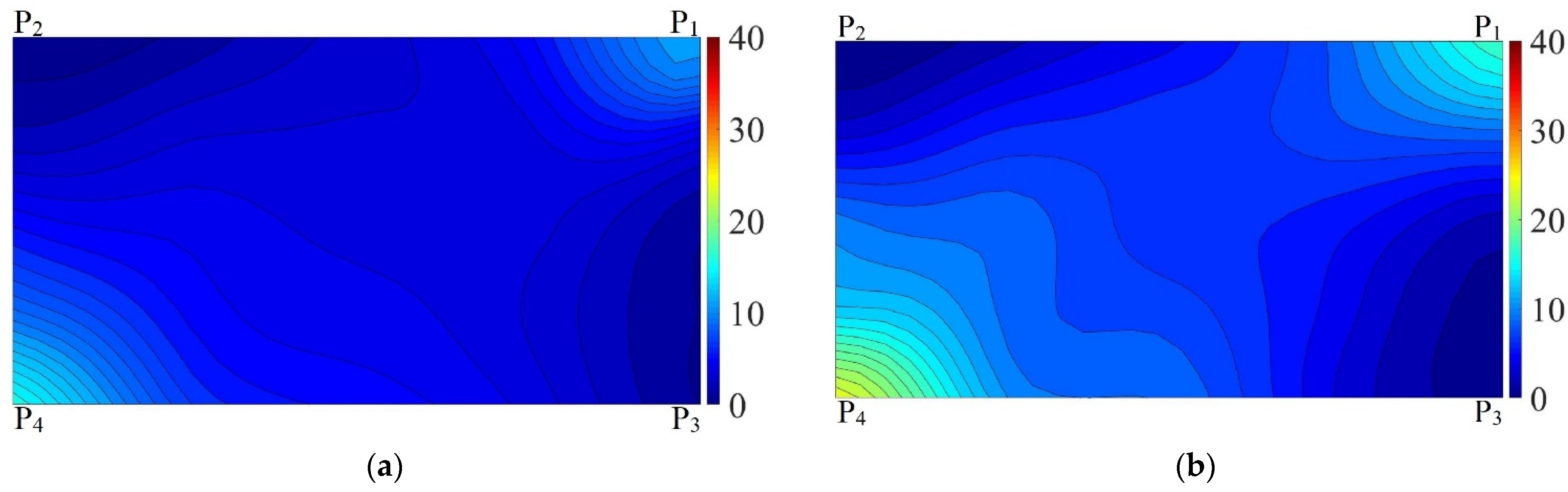
3.1. The Cold-Bending Stress Distribution
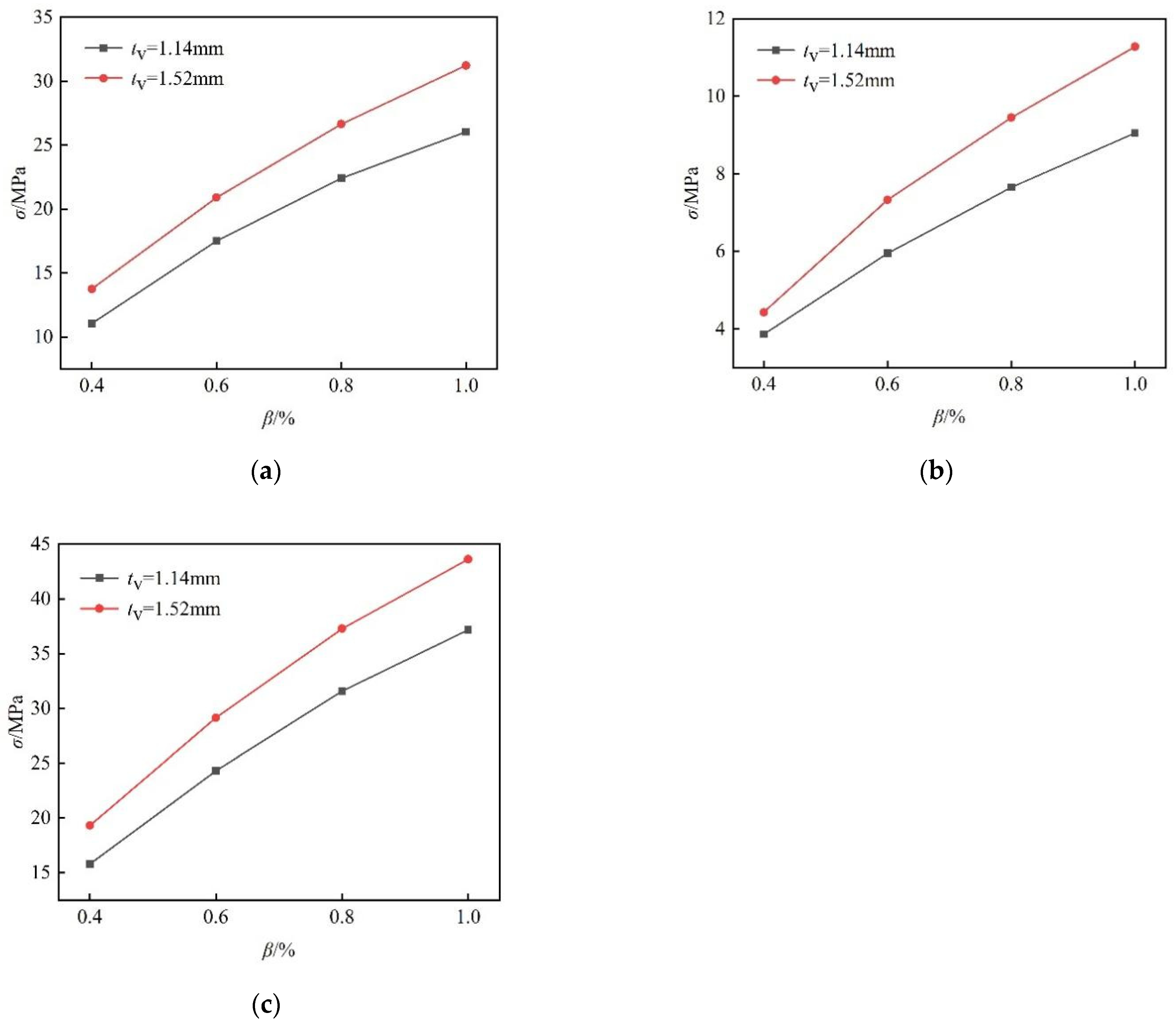
3.2. Influence of Cold-Bending Curvature on Cold-Bending Stress and Its Distribution
3.3. Influence of Interlayer Thickness on Cold-Bending Stress and Its Distribution
4. Uniform Load Test Results and Discussion
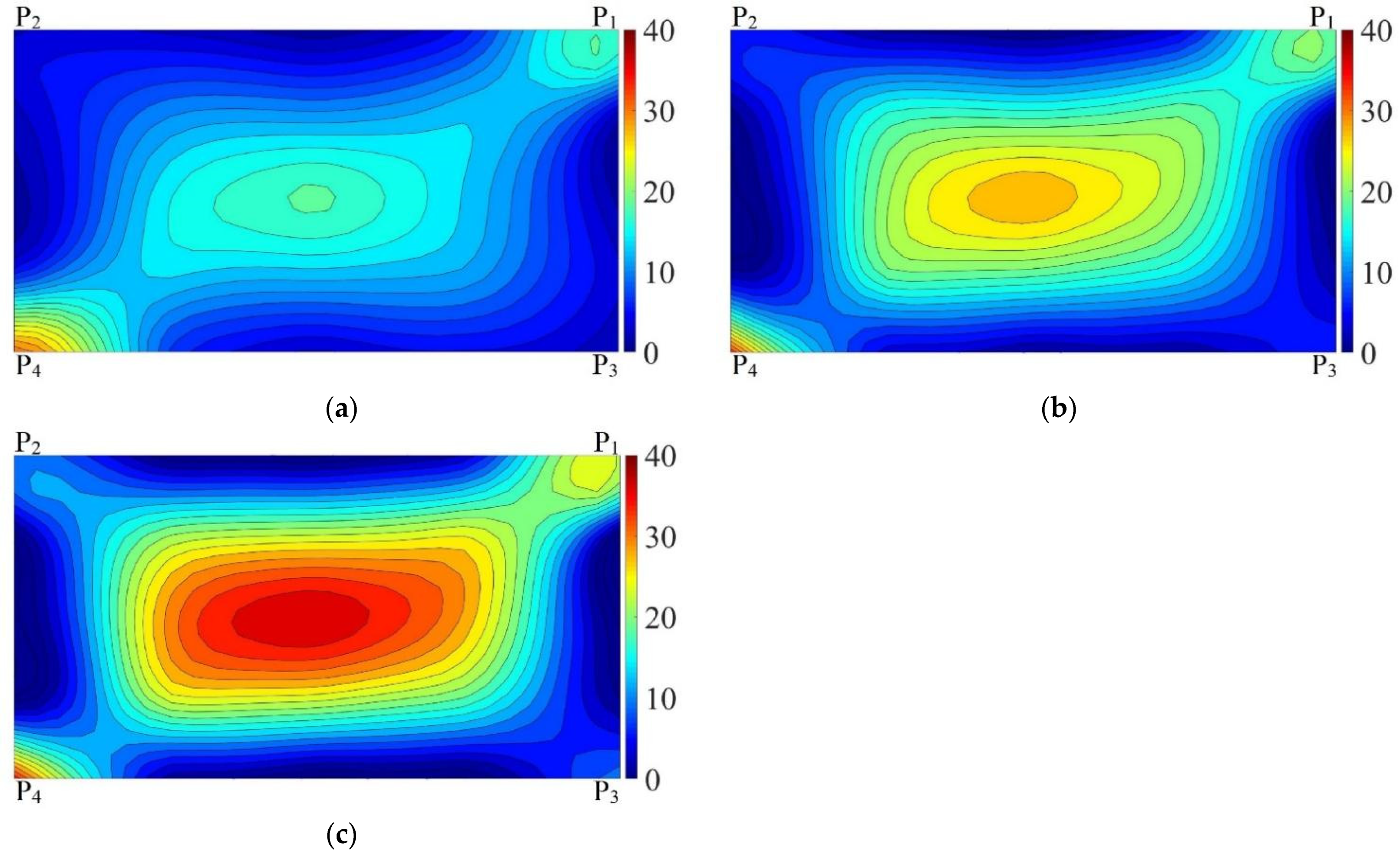
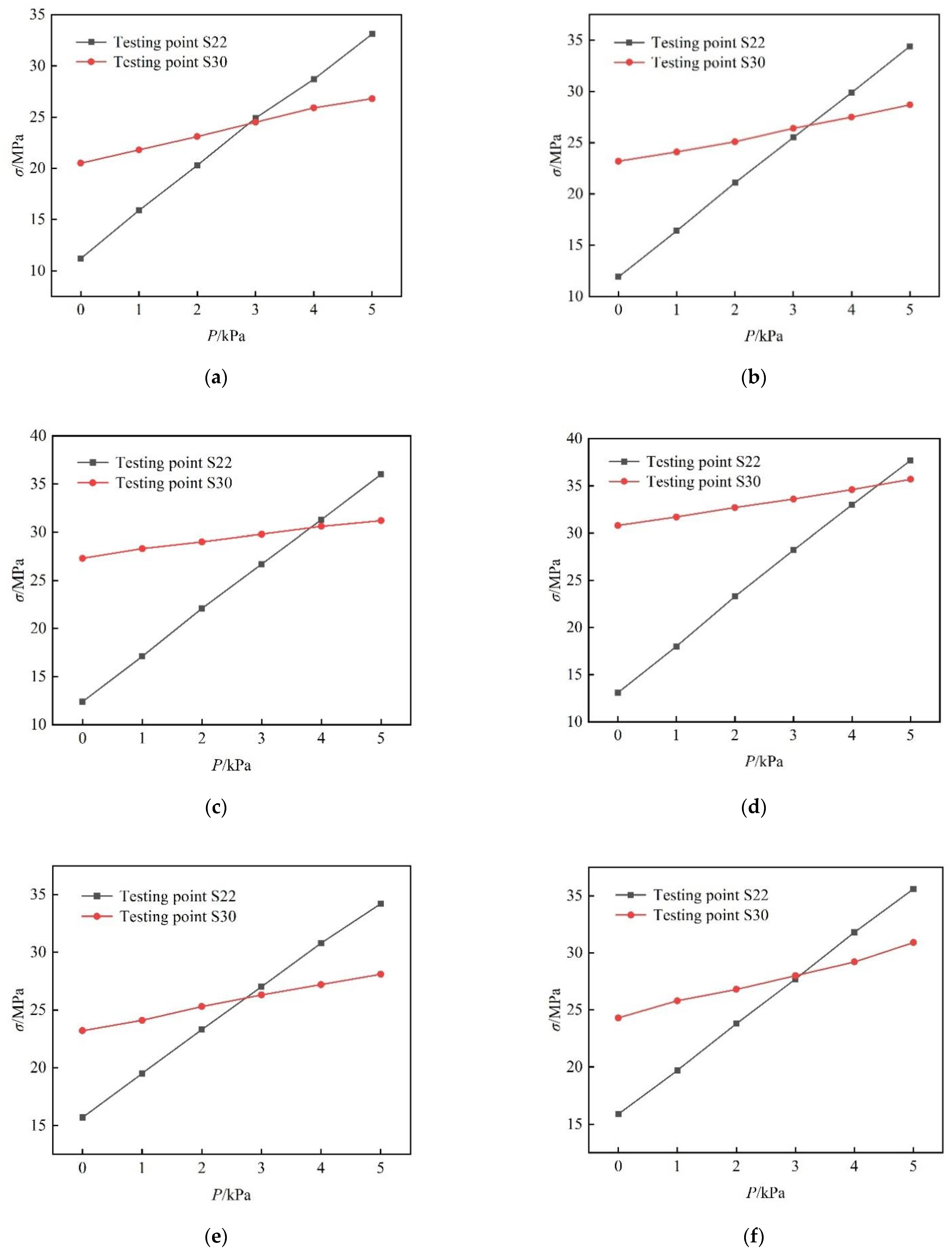
4.1. Coupling Effect of Cold Bending and Uniform Load
4.2. Influence of Cold-Bending Curvature on Coupling Stress
4.3. Influence of Interlayer Thickness on Coupling Stress
5. Ultimate Capacity Test Results and Discussion
5.1. Specimen Failure and Its Analysis
5.2. Influence of Cold-Bending Curvature on Ultimate Capacity and Ultimate Deflection
5.3. Influence of Interlayer Thickness on Ultimate Capacity and Ultimate Deflection
6. Conclusions
- (1)
- The cold-bending stress of SGP laminated glass panels under single-corner cold-bending exhibits a saddle-shaped distribution, in which the maximum and second-greatest cold-bending stresses appear near the corner of the short side and in the long side direction adjacent to the cold-bending corner, respectively.
- (2)
- Since the bearing capacity of the glass panel is controlled by its maximum principal tensile stress and the bearing capacity is smaller on the edges compared to the panel center, the two adjacent corner points of the cold-bending corner should be monitored and restricted with utmost care and priority during cold bending for the cold-bending stress.
- (3)
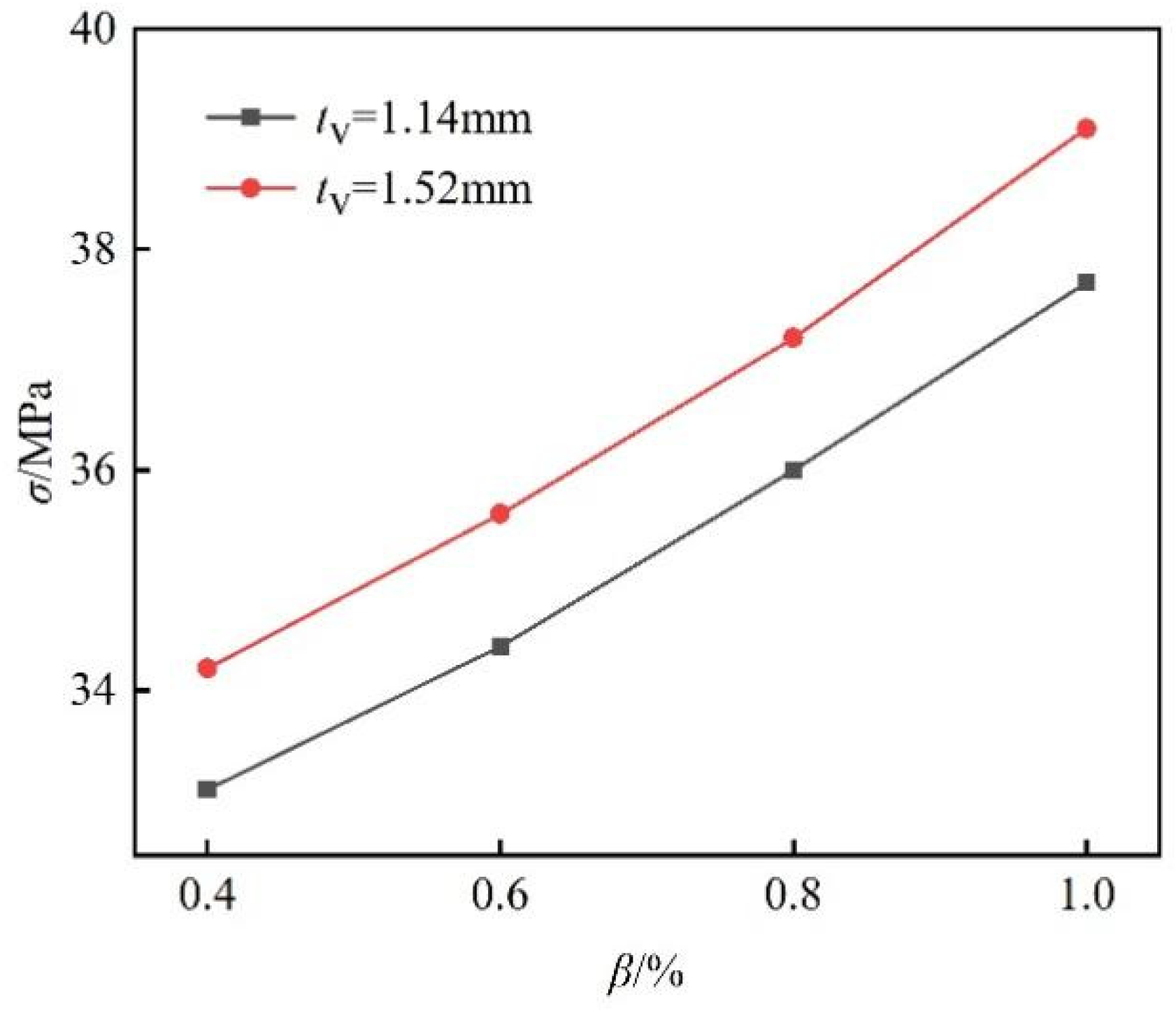
- Due to the geometrical nonlinearity effect caused by cold bending, the cold-bending stress and coupling stress increase nonlinearly with the rise in cold-bending curvature. Meanwhile, both the cold-bending stress and coupling stress are positively correlated to the interlayer thickness. Besides, cold-bending curvature has a more significant impact on the cold-bending stress and coupling stress than the interlayer thickness.
- (4)
- As the uniform load increases gradually, the coupling stress distribution changes from a profile similar to the cold-bending stress distribution to another of four edges, which is simply supported under a uniform load.
- (5)
- After the reverse coupling of cold bending and uniform load, the bearing capacity of the SGP laminated glass panels clearly dropped under the influence of the geometrical nonlinearity effect caused by the cold bending. When the coupling stress at the corner of the short-side direction adjacent to the cold-bending corner is greater than (or less than) that of the panel center, the bearing capacity of the glass panel will be controlled by the cold-bending curvature (or uniform load).
- (6)
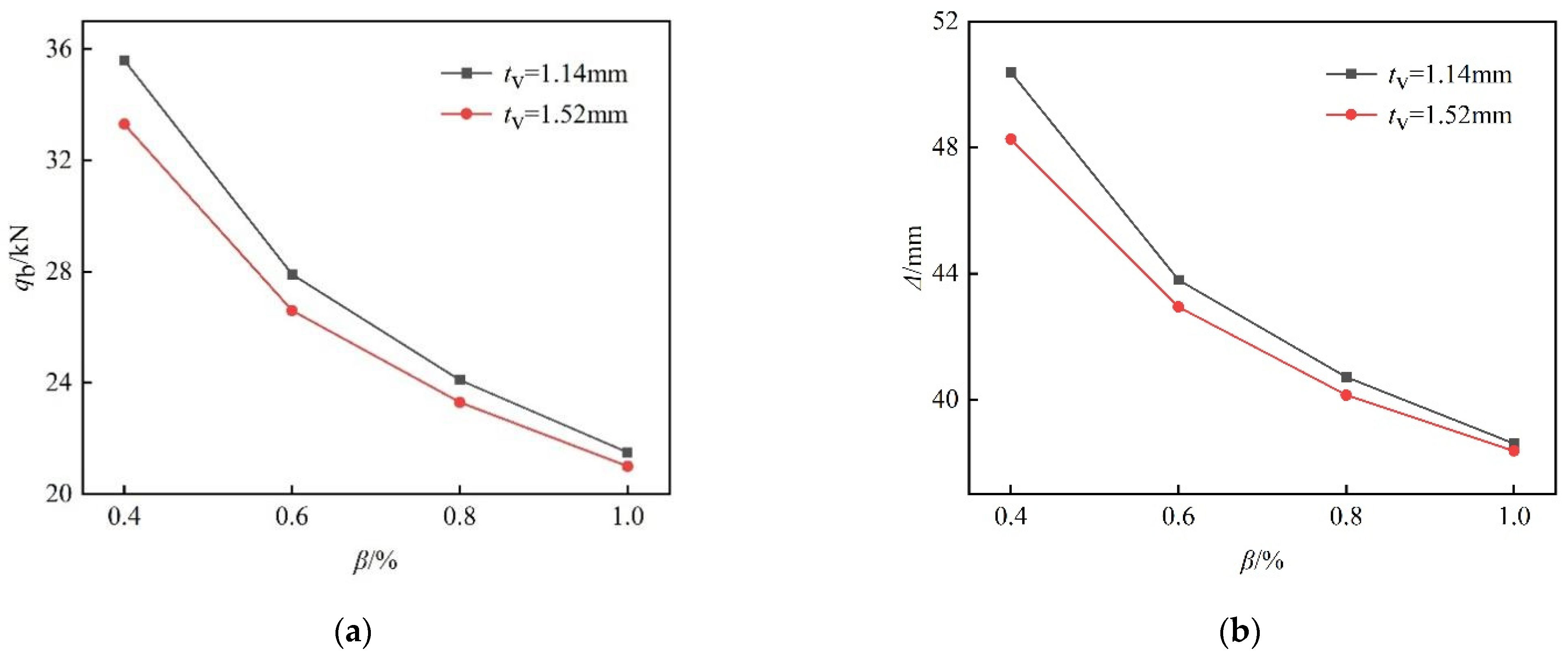
- The ultimate capacity and ultimate deflection of the cold-bent SGP laminated glass panel decrease with greater cold-bending curvature and interlayer thickness. When the cold-bending curvature exceeds 1.0%, the effect of interlayer thickness on the ultimate capacity and ultimate deflection can be ignored.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, W.B.; Shao, Z.T.; Yu, J.Q.; Lin, J.G. Advances and Trends in Forming Curved Extrusion Profiles. Materials 2021, 14, 1603. [Google Scholar] [CrossRef]
- Zhou, W.B.; Shi, Z.S.; Lin, J.G. Upper bound analysis of differential velocity sideways extrusion process for curved profiles using a fan-shaped flow line model. Int. J. Lightweight Mater. Manuf. 2018, 1, 21–32. [Google Scholar] [CrossRef]
- Datsiou, K. Design and Performance of Cold Bent Glass. Ph.D. Thesis, University of Cambridge, Cambridge, UK, 2017. [Google Scholar]
- Neugebauer, J. Applications for curved glass in buildings. J. Facade Des. Eng. 2014, 2, 67–83. [Google Scholar] [CrossRef] [Green Version]
- Fildhuth, T. Design and Monitoring of Cold Bent Lamination-Stabilised Glass: Investigated by Applying Fibre Optic Sensors. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2015. [Google Scholar]
- Galuppi, L.; Massimiani, S.; Royer-Carfagni, G. Large Deformations and Snap-Through Instability of Cold-Bent Glass; Challenging Glass 4: London, UK, 2014. [Google Scholar] [CrossRef]
- Feijen, M.; Vrouwe, I.; Thun, P. Cold-Bent Single Curved Glass; Opportunities and Challenges in Freeform Facades; Challenging Glass 3: Amsterdam, The Netherlands, 2012. [Google Scholar] [CrossRef]
- Galuppi, L.; Massimiani, S.; Royer-Carfagni, G. Buckling phenomena in double curved cold-bent glass. Int. J. Non-Linear. Mech. 2014, 64, 70–84. [Google Scholar] [CrossRef]
- Galuppi, L.; Royer-Carfagni, G. Rheology of cold-lamination-bending for curved glazing. Eng. Struct. 2014, 61, 140–152. [Google Scholar] [CrossRef]
- Galuppi, L.; Royer-Carfagni, G. Optimal cold bending of laminated glass. Int. J. Solids Struct. 2015, 67, 231–243. [Google Scholar] [CrossRef]
- Galuppi, L.; Royer-Carfagni, G. Cold-lamination-bending of glass: Sinusoidal is better than circular. Compos. B Eng. 2015, 79, 285–300. [Google Scholar] [CrossRef]
- Spagnoli, A.; Brighenti, R.; Biancospino, M.; Rossi, M.; Roncella, R. Geometrically non-linear bending of plates: Implications in curved building façades. Constr. Build. Mater. 2019, 214, 698–708. [Google Scholar] [CrossRef]
- Belis, J.; Inghelbrecht, B.; Van Impe, R.; Callewaert, D. Cold bending of laminated glass panels. Heron 2007, 52, 123–146. [Google Scholar]
- Belis, J.; Inghelbrecht, B.; Van Impe, R.; Callewaert, D. Experimental Assessment of Cold-Bent Glass Panels; Glass Performance Days: Tampere, Finland, 2007. [Google Scholar]
- Fildhuth, T.; Knippers, J.; Bindji-Odzili, F.; Baldassini, N.; Pennetier, S. Recovery Behaviour of Laminated Cold Bent Glass -Numerical Analysis and Testing; Challenging Glass 4: London, UK, 2014. [Google Scholar]
- Quaglini, V.; Cattaneo, S.; Pettorruso, C.; Biolzi, L. Cold bending of vertical glass plates: Wind loads and geometrical instabilities. Eng. Struct. 2020, 220, 110983. [Google Scholar] [CrossRef]
- Nehring, G.; Siebert, G. Design Concept for Cold Bent Shell Structures Made of Thin Glass; Engineered Transparency: Berlin, Germany, 2018. [Google Scholar] [CrossRef]
- Schlösser, N. Thin Glass as Cold Bent Laminated Panels in Architectural Applications. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2018. [Google Scholar]
- Huang, X.M.; Sun, J.; Li, J.F. Effect of Initial Residual Stress and Machining-Induced Residual Stress on the Deformation of Aluminium Alloy Plate. Chin. J. Mech. Eng. (Engl. Ed.) 2015, 61, 131–137. [Google Scholar] [CrossRef]
- Zhang, X.D.; Liang, J.Z.; Huang, D. Study on the mechanical response of anticlastic cold bending insulating glass and its coupling effect with uniform load. PLoS ONE 2021, 16, e0250463. [Google Scholar] [CrossRef]
- Biolzi, L.; Cagnacci, E.; Orlando, M.; Piscitelli, L.; Rosati, G. Long term response of glass-PVB double-lap joints. Compos. B Eng. 2014, 63, 41–49. [Google Scholar] [CrossRef]
- Galuppi, L.; Royer-Carfagni, G. Analytical approach à la Newmark for curved laminated glass. Compos. B Eng. 2015, 76, 65–78. [Google Scholar] [CrossRef]
- Belis, J.; Depauw, J.; Callewaert, D.; Van Impe, R. Failure mechanisms and residual capacity of annealed glass/SGP laminated beams at room temperature. Eng. Fail. Anal. 2009, 16, 1866–1875. [Google Scholar] [CrossRef] [Green Version]
- Sehgal, J.; Ito, S. Brittleness of glass. J. Non-Cryst. Solids 1999, 253, 126–132. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | tv/mm | β/% | s/mm |
|---|---|---|---|
| SJ1 | 1.14 | 0.4% | 20 |
| SJ2 | 1.14 | 0.6% | 30 |
| SJ3 | 1.14 | 0.8% | 40 |
| SJ4 | 1.14 | 1.0% | 50 |
| SJ5 | 1.52 | 0.4% | 20 |
| SJ6 | 1.52 | 0.6% | 30 |
| SJ7 | 1.52 | 0.8% | 40 |
| SJ8 | 1.52 | 1.0% | 50 |
| Specimens | Testing Point S14 | Testing Point S22 | Testing Point S30 |
|---|---|---|---|
| SJ1 | 11.06 | 3.86 | 15.80 |
| SJ2 | 17.51 | 5.95 | 24.32 |
| SJ3 | 22.42 | 7.65 | 31.58 |
| SJ4 | 26.04 | 9.05 | 37.17 |
| SJ5 | 13.76 | 4.43 | 19.31 |
| SJ6 | 20.91 | 7.33 | 29.15 |
| SJ7 | 26.65 | 9.45 | 37.28 |
| SJ8 | 31.23 | 11.28 | 43.63 |
| Specimens | Uniform Load | |||||
|---|---|---|---|---|---|---|
| 0 kPa | 1 kPa | 2 kPa | 3 kPa | 4 kPa | 5 kPa | |
| SJ1 | 11.2 | 15.9 | 20.3 | 24.9 | 28.7 | 33.1 |
| SJ2 | 11.9 | 16.4 | 21.1 | 25.5 | 29.9 | 34.4 |
| SJ3 | 12.4 | 17.1 | 22.1 | 26.7 | 31.3 | 36.0 |
| SJ4 | 13.1 | 18.0 | 23.3 | 28.2 | 33.0 | 37.7 |
| SJ5 | 15.6 | 19.5 | 23.3 | 27.0 | 30.8 | 34.2 |
| SJ6 | 15.9 | 19.7 | 23.8 | 27.7 | 31.8 | 35.6 |
| SJ7 | 16.2 | 20.1 | 24.5 | 28.6 | 33.0 | 37.2 |
| SJ8 | 16.6 | 20.6 | 25.4 | 29.8 | 34.5 | 39.1 |
| Specimens | Uniform Load | |||||
|---|---|---|---|---|---|---|
| 0 kPa | 1 kPa | 2 kPa | 3 kPa | 4 kPa | 5 kPa | |
| SJ1 | 20.5 | 21.8 | 23.1 | 24.5 | 25.9 | 26.8 |
| SJ2 | 23.2 | 24.1 | 25.1 | 26.4 | 27.5 | 28.7 |
| SJ3 | 27.3 | 28.3 | 29.0 | 29.8 | 30.6 | 31.2 |
| SJ4 | 30.8 | 31.7 | 32.7 | 33.6 | 34.6 | 35.7 |
| SJ5 | 23.2 | 24.1 | 25.3 | 26.3 | 27.2 | 28.1 |
| SJ6 | 24.3 | 25.8 | 26.8 | 28.0 | 29.2 | 30.9 |
| SJ7 | 26.3 | 27.7 | 29.5 | 30.8 | 32.2 | 33.6 |
| SJ8 | 30.7 | 31.8 | 33.3 | 35.1 | 36.5 | 37.9 |
| Specimens | qb/kN | Δ/mm |
|---|---|---|
| SJ1 | 35.6 | 50.38 |
| SJ2 | 27.9 | 43.79 |
| SJ3 | 24.1 | 40.71 |
| SJ4 | 21.5 | 38.61 |
| SJ5 | 33.3 | 48.26 |
| SJ6 | 26.6 | 42.94 |
| SJ7 | 23.3 | 40.14 |
| SJ8 | 21.0 | 38.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zou, C.; Yin, X. An Experimental Study on Cold-Bending Stress and Its Reverse-Coupling Effect with the Uniform Load on Cold-Bent SGP Laminated Glass. Appl. Sci. 2021, 11, 10073. https://doi.org/10.3390/app112110073
Zhang X, Zou C, Yin X. An Experimental Study on Cold-Bending Stress and Its Reverse-Coupling Effect with the Uniform Load on Cold-Bent SGP Laminated Glass. Applied Sciences. 2021; 11(21):10073. https://doi.org/10.3390/app112110073
Chicago/Turabian StyleZhang, Xide, Chengyi Zou, and Xiaoqi Yin. 2021. "An Experimental Study on Cold-Bending Stress and Its Reverse-Coupling Effect with the Uniform Load on Cold-Bent SGP Laminated Glass" Applied Sciences 11, no. 21: 10073. https://doi.org/10.3390/app112110073
APA StyleZhang, X., Zou, C., & Yin, X. (2021). An Experimental Study on Cold-Bending Stress and Its Reverse-Coupling Effect with the Uniform Load on Cold-Bent SGP Laminated Glass. Applied Sciences, 11(21), 10073. https://doi.org/10.3390/app112110073