Buckling Test of Composite Cylindrical Shells with Large Radius Thickness Ratio

Abstract
:Featured Application
Abstract
1. Introduction
2. Test Specimens
2.1. Materials and Properties
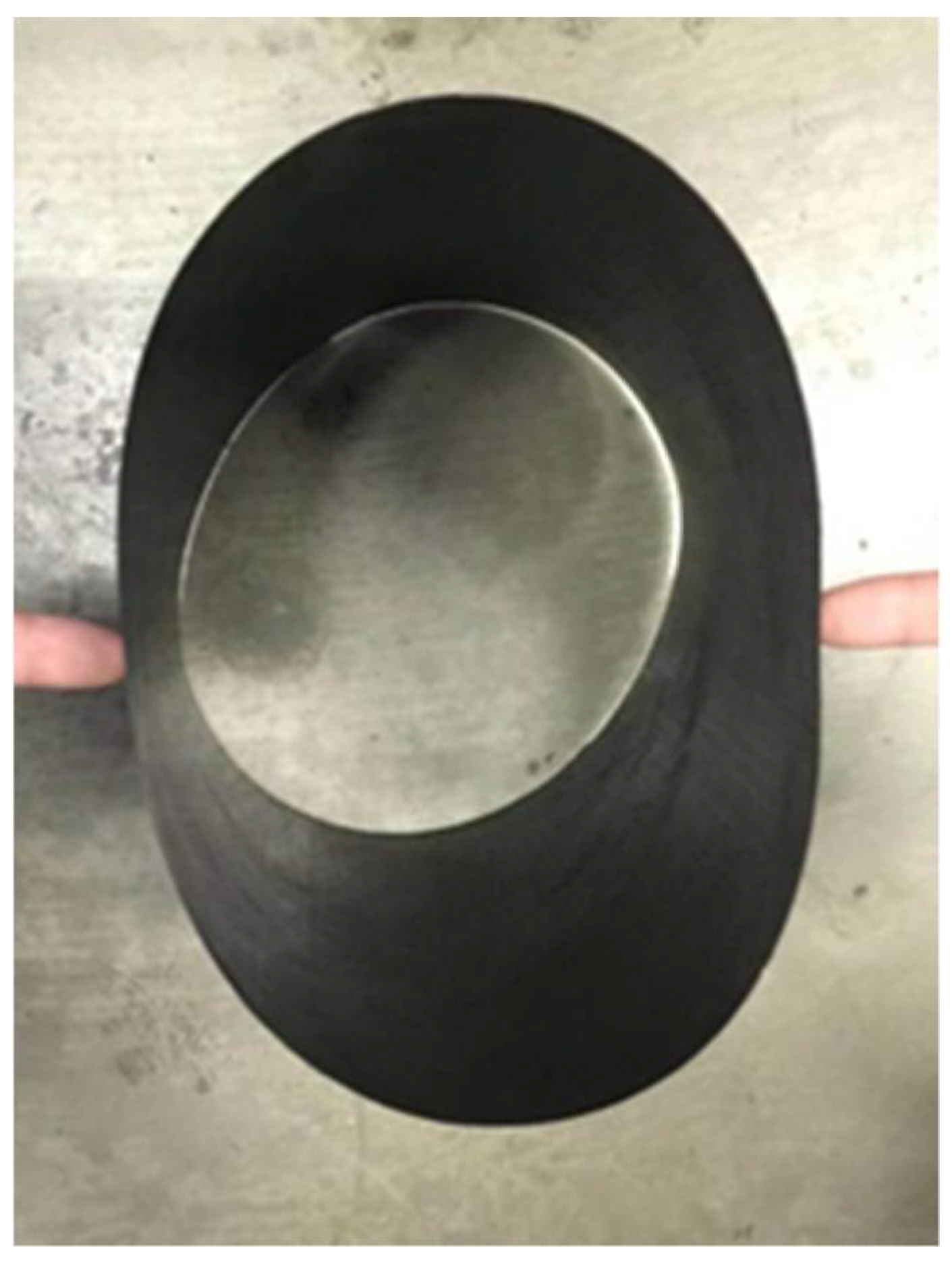
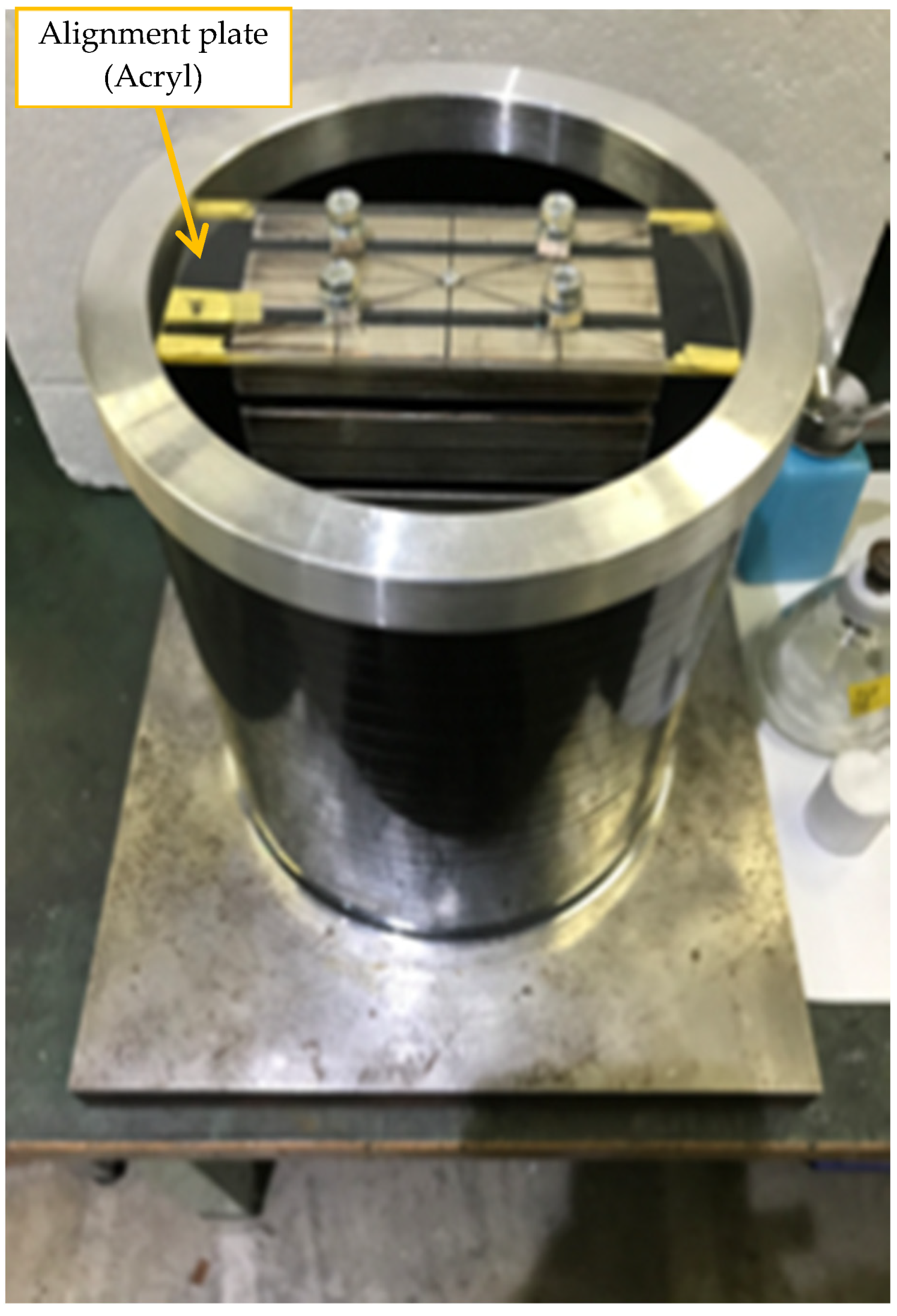
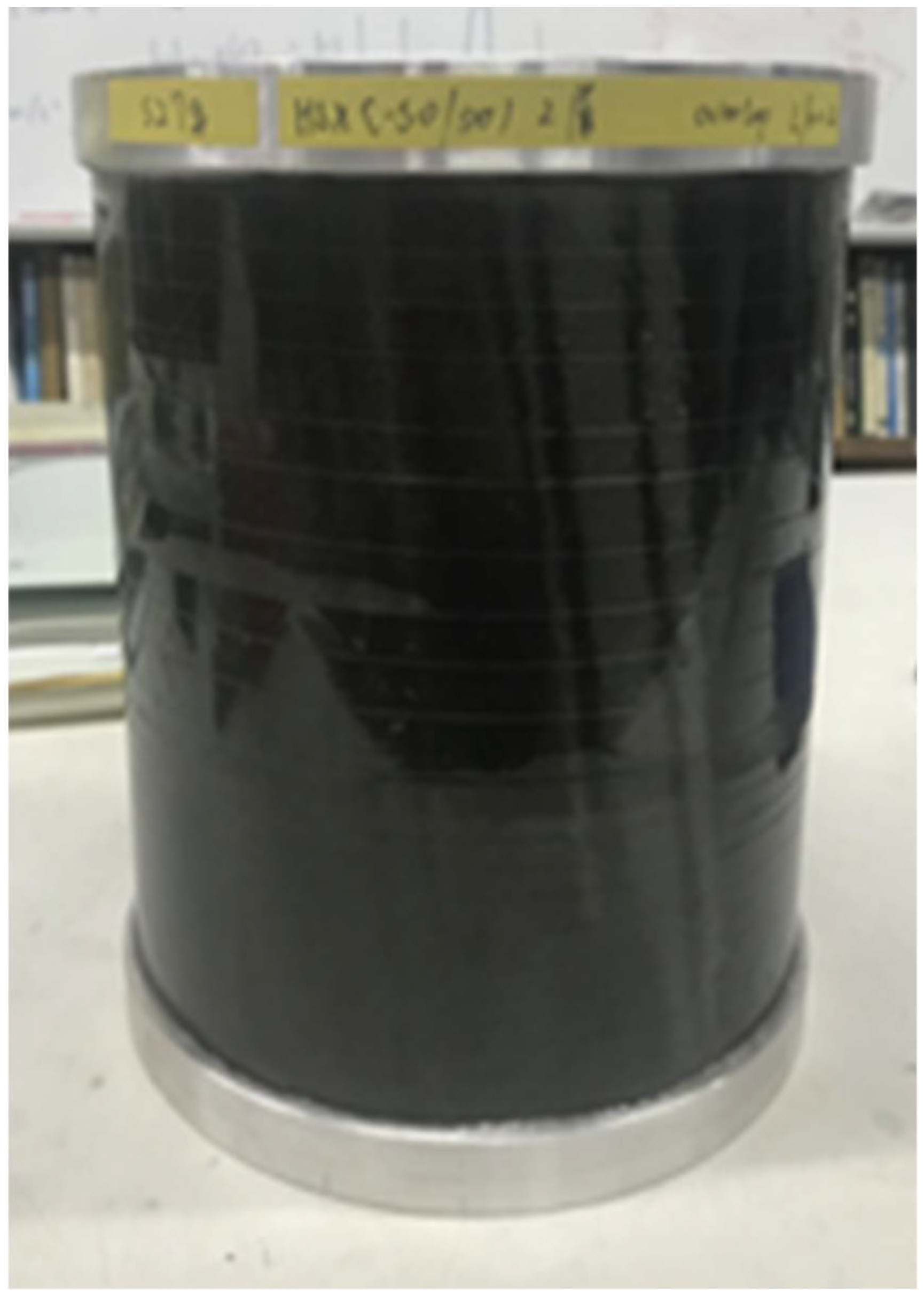
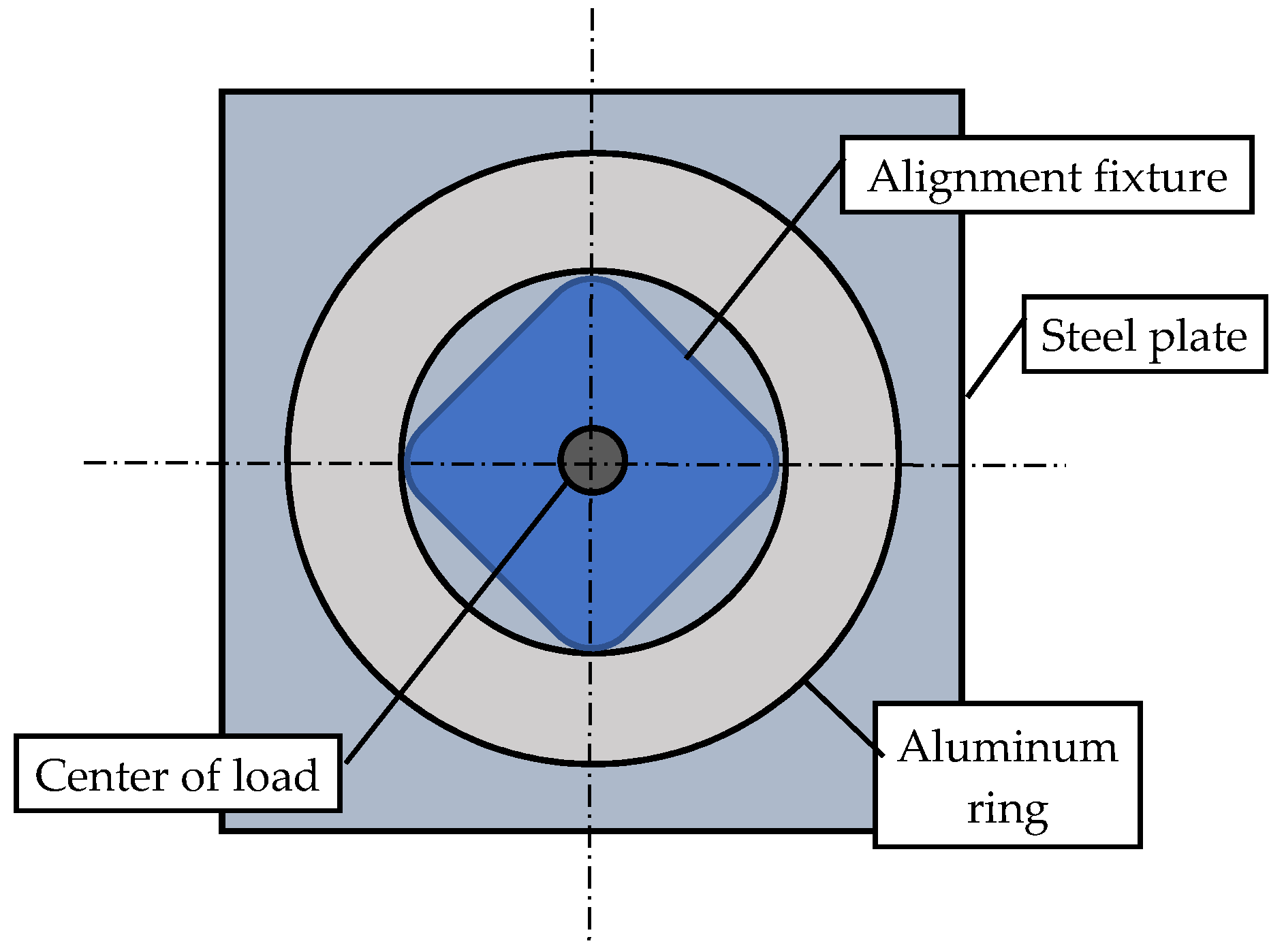
2.2. Manufacturing of Cylindrical Specimens
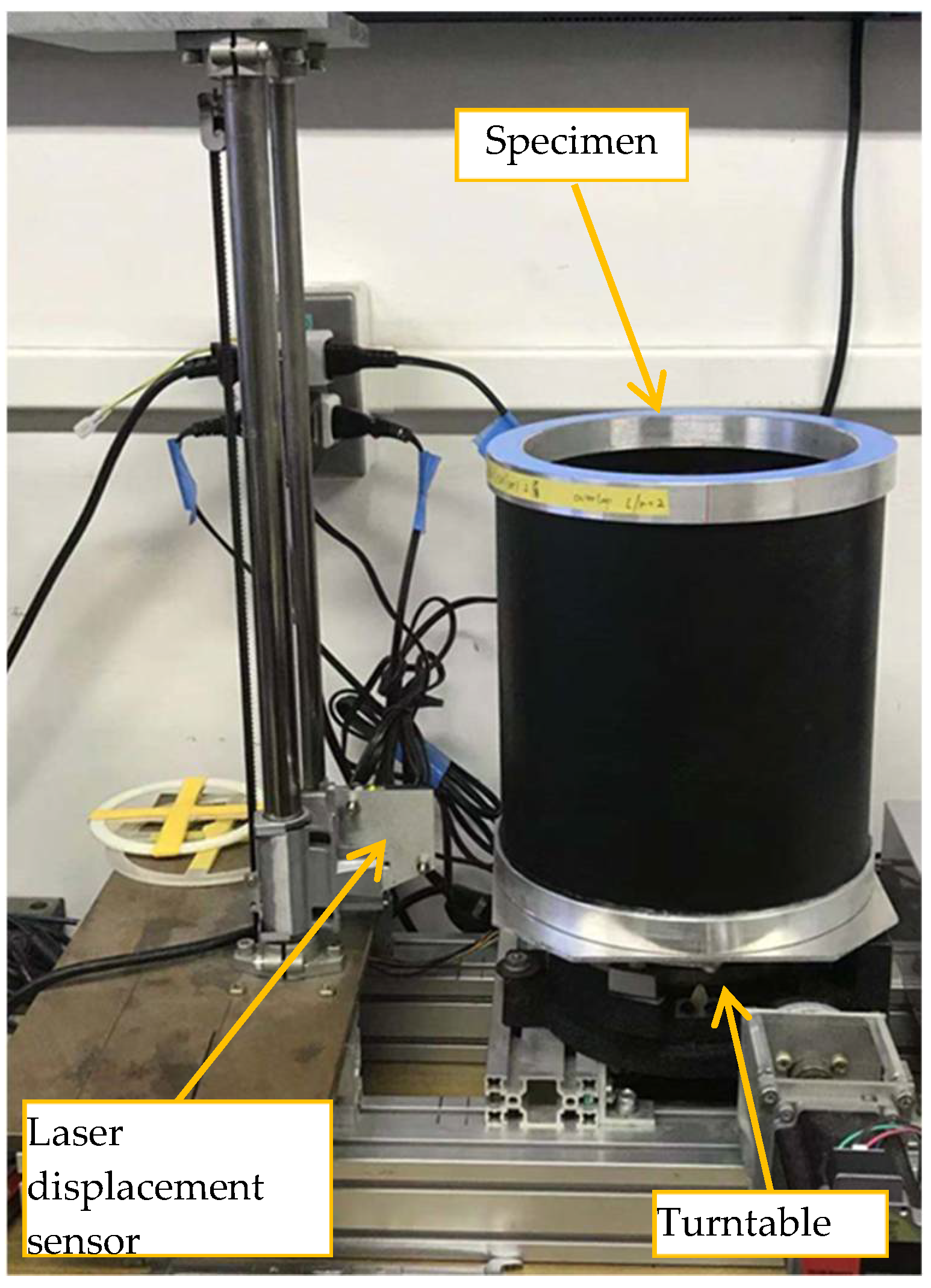
3. Shape Measurement Equipment
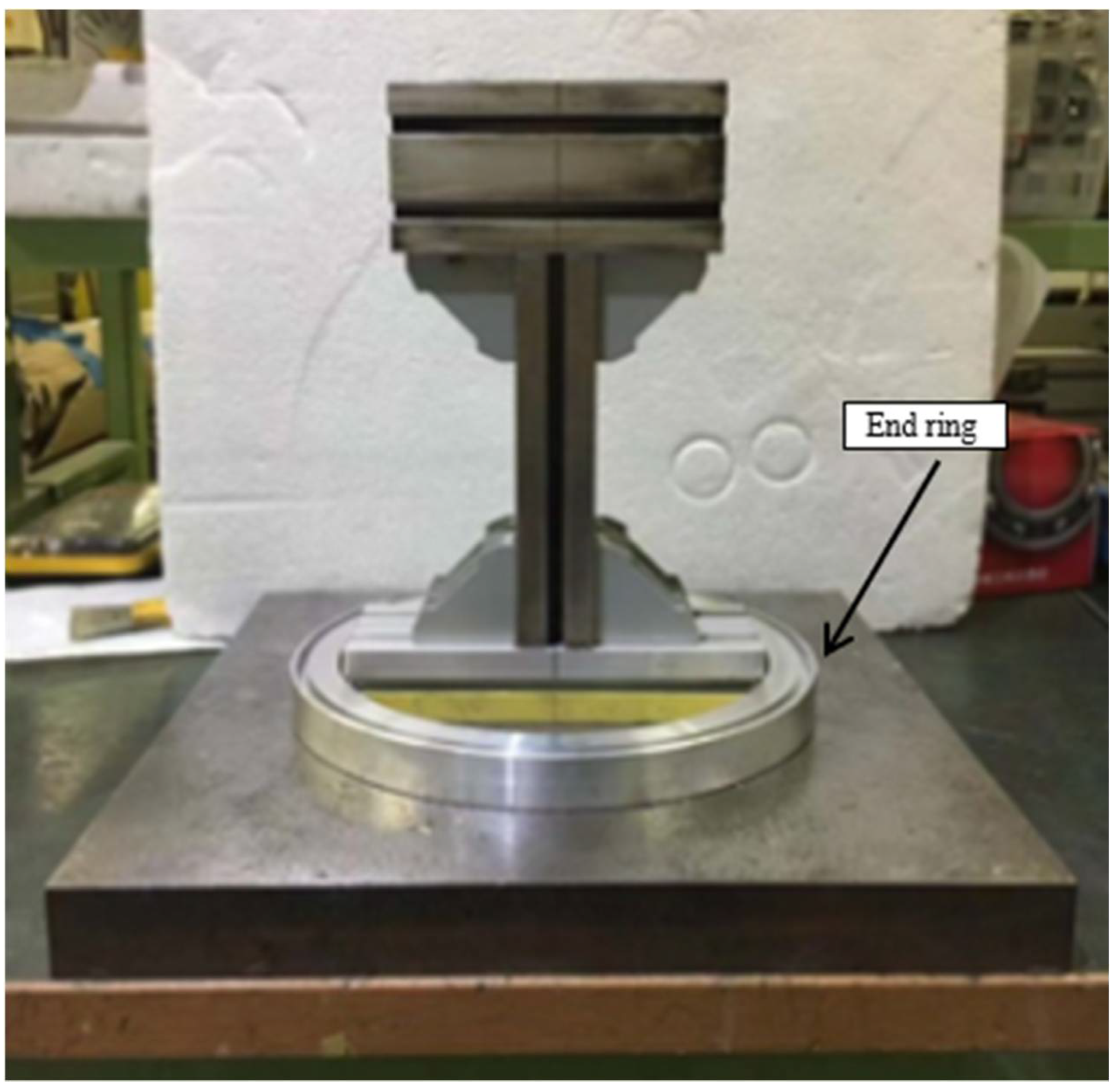
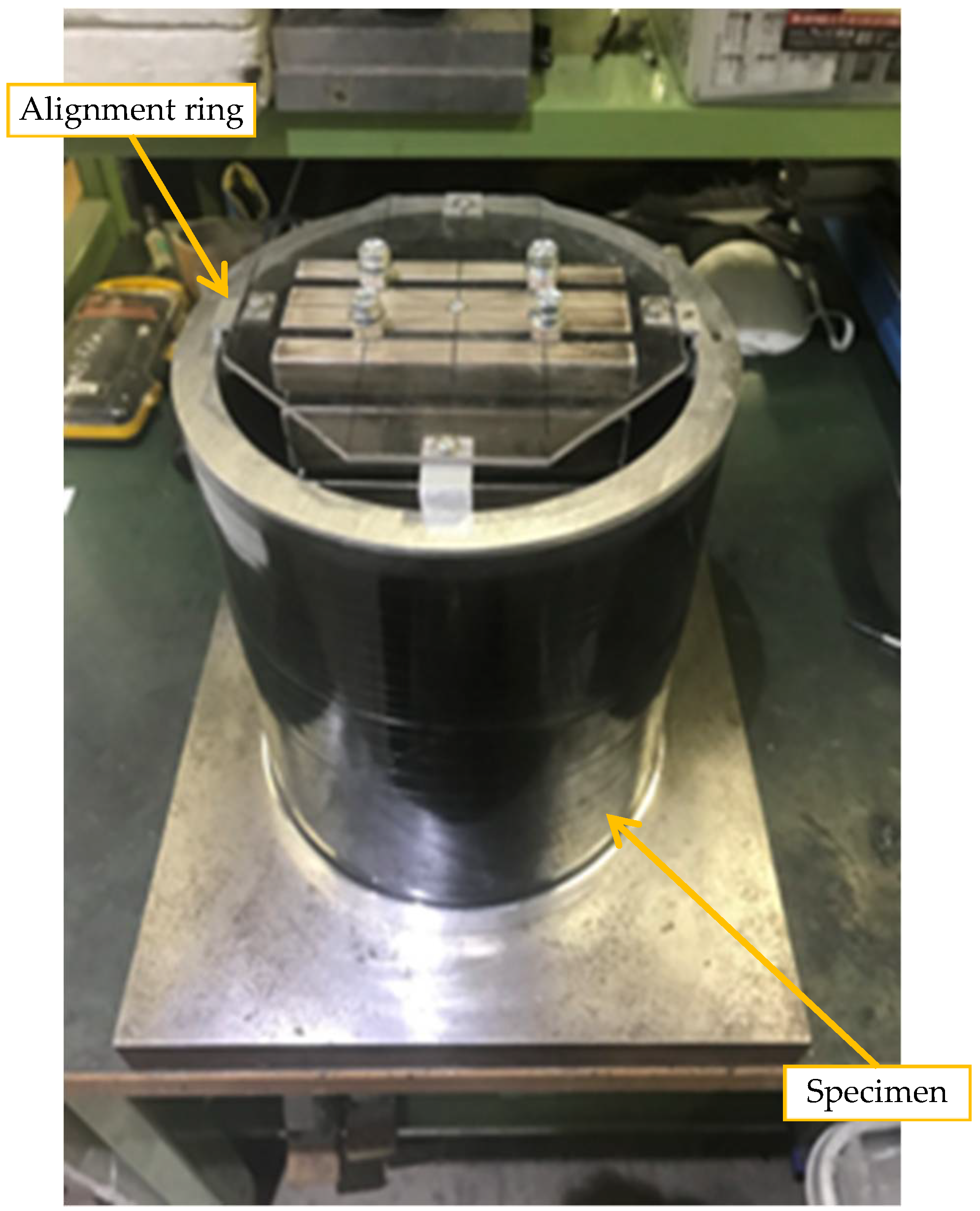
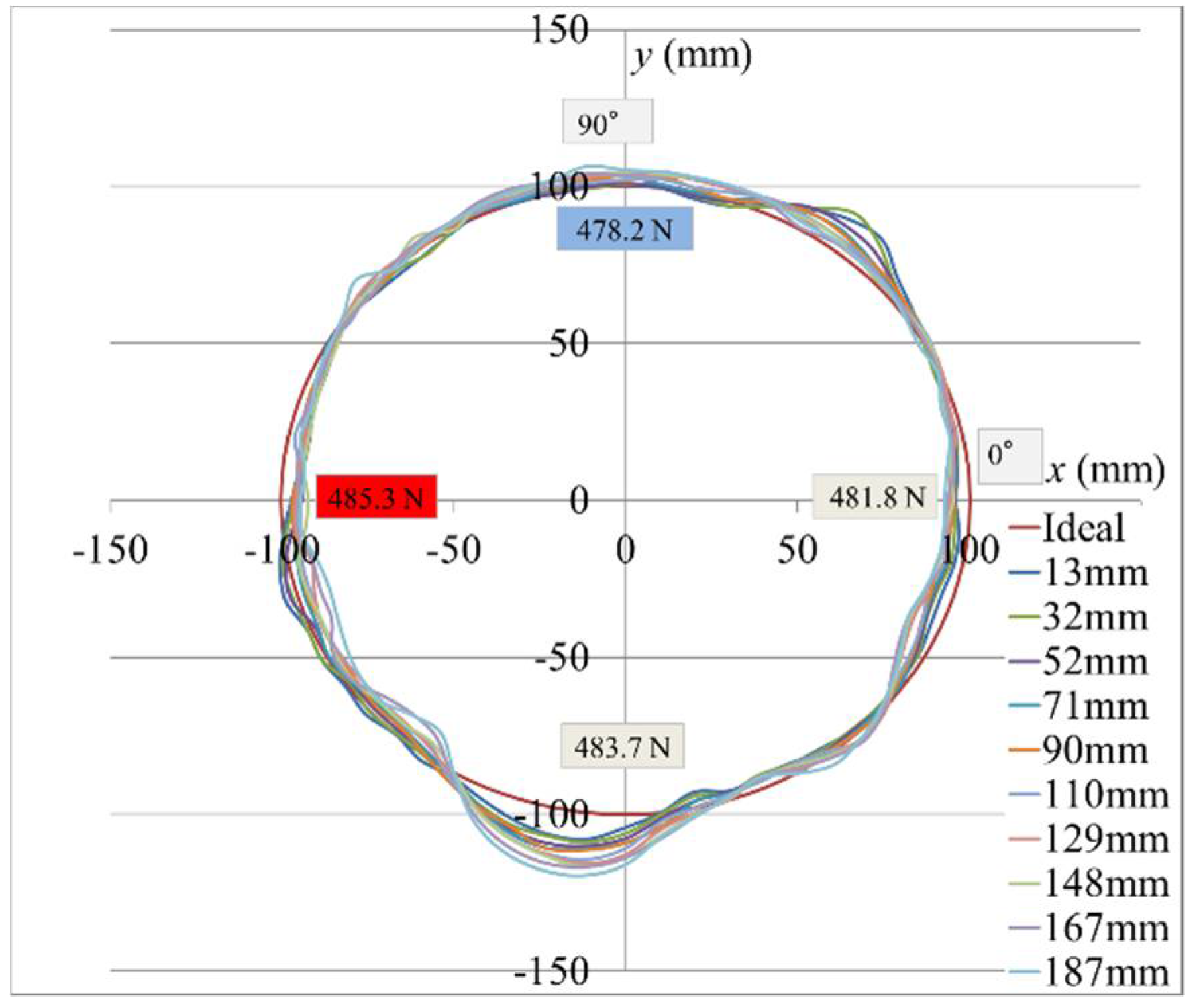
4. Buckling Test
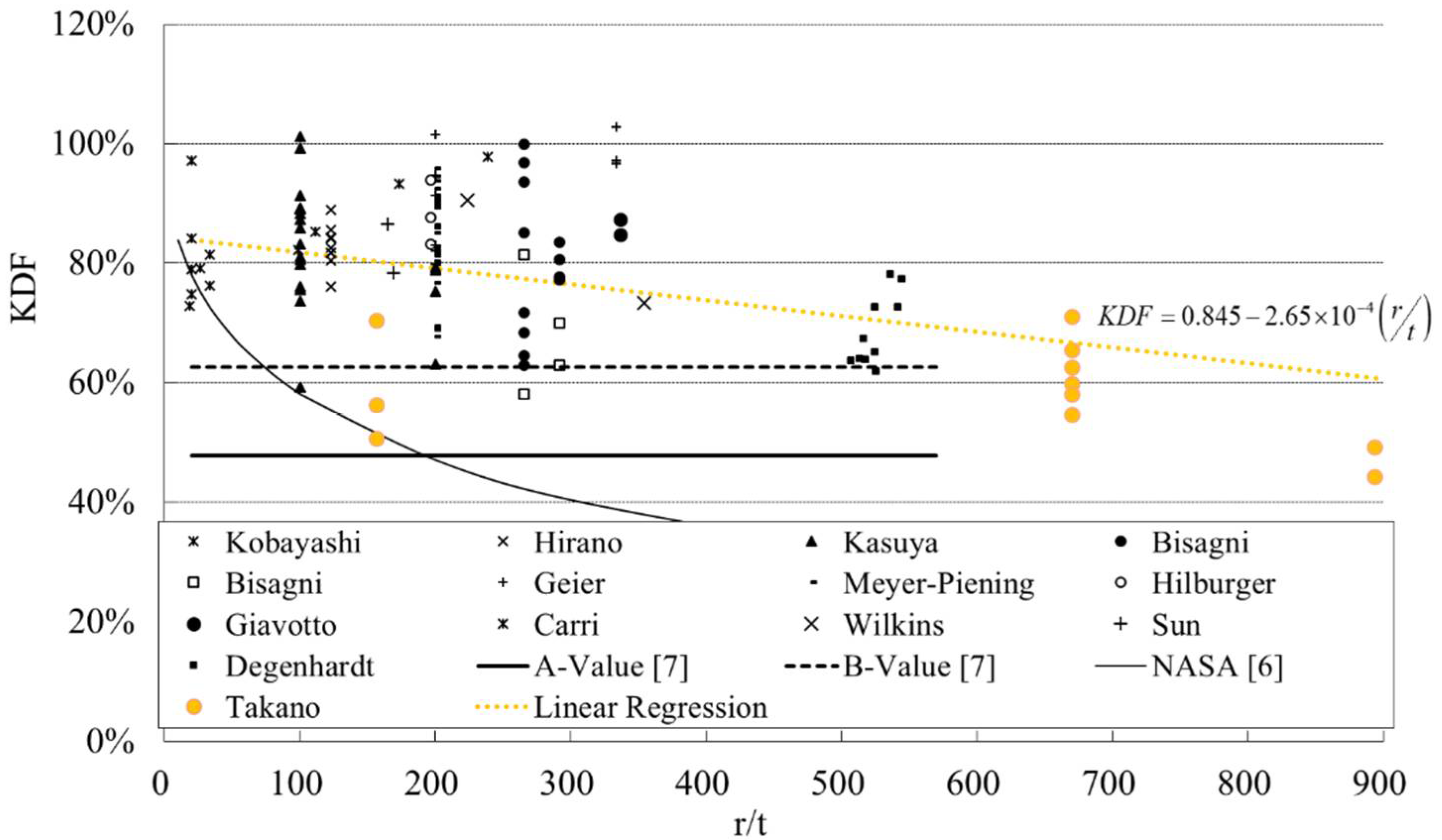
5. Test Comparison between the Mathematical Model and the Test Results and Evaluation
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hilburger, M.W.; Nemeth, M.P.; Starnes, J.H., Jr. Shell Buckling Design Criteria Based on Manufacturing Imperfection Signatures. AIAA J. 1999, 37, 276–278. [Google Scholar]
- Takano, A. Buckling Experiment on Anisotropic Long and Short Cylinders. Adv. Technol. Innov. 2016, 1, 25–27. [Google Scholar]
- Takano, A. Buckling Test Composite Cylindrical Shells with Oval Imperfection Under Axial Compression. In Proceedings of the European Conference on Spacecraft Structures, Materials and Environmental Testing (ECSSMET), NoordwijK, The Netherlands, 28 May–1 June 2018. [Google Scholar]
- Bao, J.; Takano, A. Influence on Buckling Strength by the Axial Shape Imperfection of the CFRP Cylinder. In Proceedings of the JSASS/JSME/JAXA Structures Conference, Nagano, Japan, 7–9 August 2019. 1B09. (In Japanese). [Google Scholar]
- Wagner, H.N.R.; Hühne, C.; Elishakoff, I. Probabilistic and Deterministic Lower-Bound Design Benchmarks for Cylindrical Shells under Axial Compression. Thin Walled Struct. 2020, 146, 106451. [Google Scholar] [CrossRef]
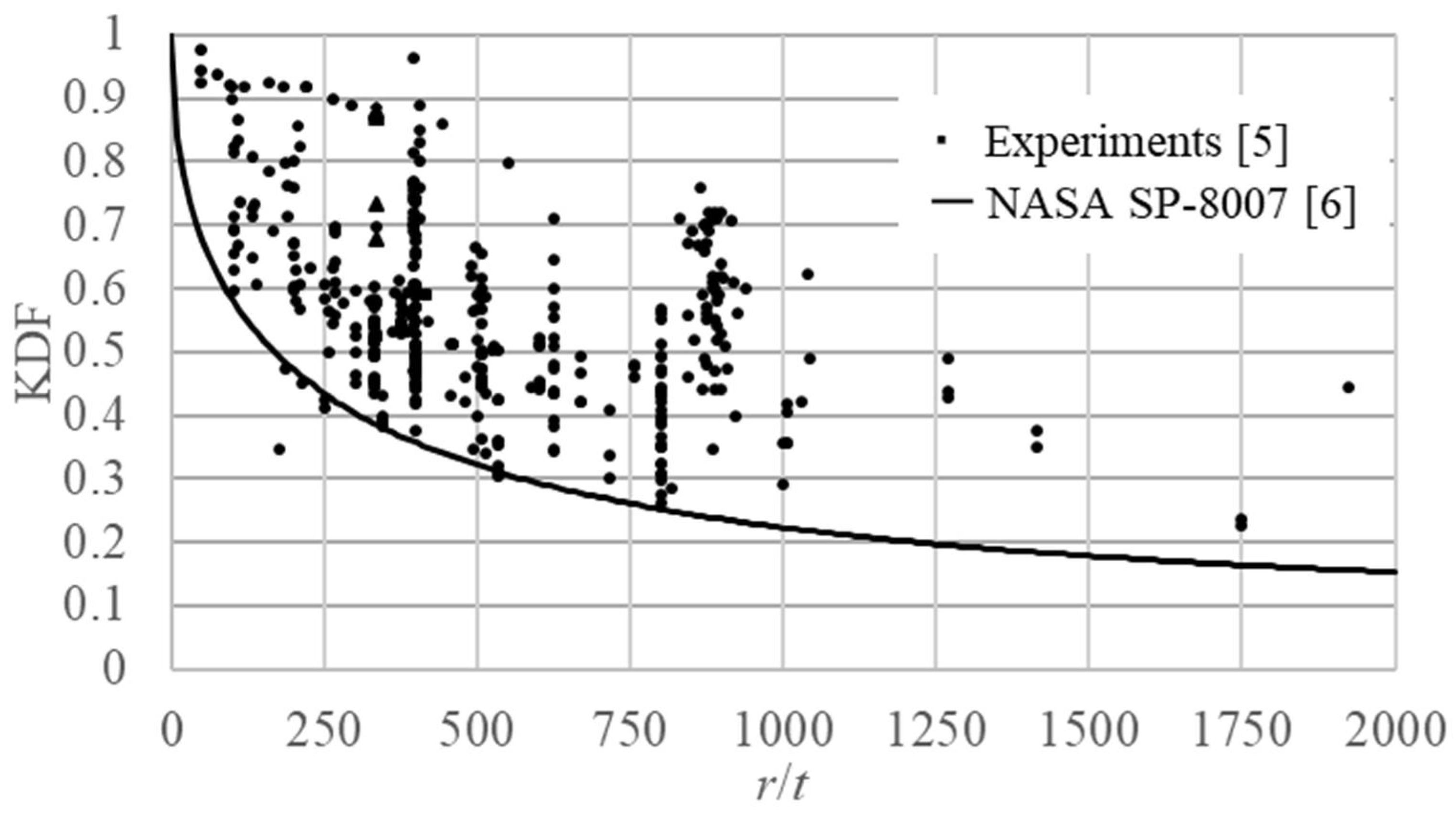
- National Aeronautics and Space Administration. Buckling of Thin–Walled Circular Cylinders; NASA SP–8007; NASA: Washington, DC, USA, 1968.
- Takano, A. Statistical Knockdown Factors of Buckling Anisotropic Cylinders Under Axial Compression. J. Appl. Mech. 2012, 79, 051004. [Google Scholar] [CrossRef]
- Wagner, R.H.N.; Hühne, C.; Niemann, S.; Khakimova, R. Robust design criterion for axially loaded cylindrical shells—Simulation and Validation. Thin Walled Struct. 2017, 115, 154–162. [Google Scholar] [CrossRef]
- Wagner, R.H.N.; Hühne, C. Robust knockdown factors for the design of cylindrical shells under axial compression—potentials, practical application and reliability analysis. Int. J. Mech. Sci. 2018, 135, 410–430. [Google Scholar] [CrossRef]
- Tobias, S.H.; Dieter, K. The Influence of Geometric Imperfections of Different Tolerance Levels on the Buckling Load of Unstiffened CFRP Cylindrical Shells. In Proceedings of the Twenty-Second International Conference on Composite Materials (ICCM22), Melbourne, Australia, 11–16 August 2019. [Google Scholar]
- Wagner, H.N.R.; Sosa, E.M.; Ludwig, T.; Croll, J.G.A.; Hühne, C. Robust design of imperfection sensitive thin-walled shells under axial compression, bending or external pressure. Int. J. Mech. Sci. 2019, 156, 205–220. [Google Scholar] [CrossRef]
- Arbelo, M.A.; Zimmermann, R.; Castro, S.G.P.; Degenhardt, R. Comparison of new Design Guidelines for Composite Cylindrical Shells prone to Buckling. In Proceedings of the 9th International Conference on Composite Science and Technology, Sorrento, Italy, 24–26 April 2013. [Google Scholar]
- Wagner, H.N.R.; Petersen, E.; Khakimova, R.; Hühne, C. Buckling Analysis of an Imperfection-Insensitive Hybrid Composite Cylinder under axial Compression—Numerical Simulation, Destructive and Nondestructive Experimental Testing. Compos. Struct. 2019, 225, 111152. [Google Scholar] [CrossRef]
- Khakimova, R.; Castro, S.G.P.; Wilckens, D.; Rohwer, K.; Degenhardt, R. Buckling of Axially Compressed CFRP Cylinders with and without Additional Lateral load: Experimental and Numerical Investigation. Thin Walled Struct. 2017, 19, 178–189. [Google Scholar] [CrossRef]
- Sahu, V.; Gayathri, V. Strength Studies of Dadri Fly Ash Modified with Lime Sludge—A Composite Material. Int. J. Eng. Technol. Innov. 2014, 4, 161–169. [Google Scholar]
- Liu, C.M.; Chiang, M.S.; Chuang, W.C. Lean Transformation for Composite-Material Bonding Processes. Int. J. Eng. Technol. Innov. 2012, 2, 48–62. [Google Scholar]
- Chang, C.Y. Segmented Compression Molding for Composite Manufacture. Proc. Eng. Technol. Innov. 2017, 5, 41–44. [Google Scholar]
- Chang, C.Y.; Chen, W.R. Experimental Study of Progressive Compression Method of Resin Delivery in Liquid Composite Molding. Proc. Eng. Technol. Innov. 2016, 2, 23–25. [Google Scholar]
- Takano, A. Simple Closed-Form Solution for the Buckling of Moderately Thick Anisotropic Cylinders. Trans. Jpn. Soc. Aeronaut. Space Sci. Aerosp. Technol. Jpn. 2012, 10, 17–26. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Ply thickness (mm) | 0.056 |
| Young modulus of fiber direction EL (GPa) | 257.4 |
| Young modulus of transverse direction ET (GPa) | 6.770 |
| Shear modulus, GLT (MPa) | 4.495 |
| Poisson’s ratio νLT(–) | 0.33 |
| Property | Value |
|---|---|
| Laminate sequence | (−50/50) |
| Radius, r (mm) | 100 |
| Thickness, t (mm) | 0.112 |
| Length, L (mm) | 200 |
| L/r | 2 |
| r/t | 893 |
| Measurement range (vertical) | 388 mm | |
| Laser displacement equipment | Resolution | 2 μm |
| Range | ±10 mm | |
| Stepper motor | Vertical | 0.201 mm/step |
| Rotational | 0.02°/step | |
| Term | Coef. | Std. Dev. | p-Value |
|---|---|---|---|
| Intercept, KDF0 | 0.845 | 0.015729 | 0.000% |
| r/t, a | −2.65 × 10−4 | 5.88 × 10−5 | 0.001% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takano, A.; Kitamura, R.; Masai, T.; Bao, J. Buckling Test of Composite Cylindrical Shells with Large Radius Thickness Ratio. Appl. Sci. 2021, 11, 854. https://doi.org/10.3390/app11020854
Takano A, Kitamura R, Masai T, Bao J. Buckling Test of Composite Cylindrical Shells with Large Radius Thickness Ratio. Applied Sciences. 2021; 11(2):854. https://doi.org/10.3390/app11020854
Chicago/Turabian StyleTakano, Atsushi, Ryuta Kitamura, Takuma Masai, and Jingxuan Bao. 2021. "Buckling Test of Composite Cylindrical Shells with Large Radius Thickness Ratio" Applied Sciences 11, no. 2: 854. https://doi.org/10.3390/app11020854
APA StyleTakano, A., Kitamura, R., Masai, T., & Bao, J. (2021). Buckling Test of Composite Cylindrical Shells with Large Radius Thickness Ratio. Applied Sciences, 11(2), 854. https://doi.org/10.3390/app11020854