
A Systematic Literature Review of Successful Implementation of Industry 4.0 Technologies in Companies: Synthesis of the IPSI Framework


Featured Application
Abstract
1. Introduction
2. Context and Problems
- Big data and analytics [18];
- Autonomous machines [19];
- Advanced simulation towards digital twins [20];
- Industrial IoT [21];
- Cloud manufacturing [22];
- Additive manufacturing [23];
- Augmented reality [24].
3. Literature Review
3.1. Structure of the Review
- 1.
- Definition of the review scope: this step is used to define an appropriate perimeter of the scope and orientation of the review;
- 2.
- Conceptualization of the topic: this step intends to define the keywords that will be used in the next step, searching for articles;
- 3.
- Literature search: this step includes the choice of the source of information and the design of the queries in accordance with the previously defined topics;
- 4.
- Literature analysis and synthesis: this step shows the process of inclusion/exclusion of the results of the requests, and a categorization of the reasons that led to this result;
- 5.
- Research agenda: the last step consists in an analysis of the content of the included articles, showing the evidence retrieved from the review.
3.1.1. First Step: Definition of Review Scope
3.1.2. Second Step: Conceptualization of Topic
3.1.3. Third Step: Literature Search
3.1.4. Fourth Step: Literature Analysis and Synthesis
- Wrong publication type: special issue proposals, preface of proceedings, etc. A total of 24 records were excluded based on this criterion;
- Background articles: records where Industry 4.0 terminology is only used as the background or for future research directions. A total of 749 records were excluded based on this criterion;
- Early TRL technologies: records introducing innovative technologies, only available at low TRL levels and/or in a laboratory proof-of-concept. A total of 55 records were excluded based on this criterion;
- Implementation examples: records stating the application of one specific technology in industry, but not general. A total of 36 records were excluded based on this criterion;
- Implementation architectures: records exhibiting a framework of implementation of a specific technology in industry, without enough generalization. A total of 49 records were excluded based on this criterion.
3.1.5. Fifth Step: Research Agenda
3.2. Detailed Analysis
- 1.
- Definition of company vision and strategy for the implementation of Industry 4.0;
- 2.
- Identification and description of company processes;
- 3.
- Implementation of fully-fledged information system (e.g., ERP/ERP II) and manufacturing data;
- 4.
- Digitalization of collected data, creation of digital twins and modification or purchase of machines;
- 5.
- Implementation of horizontal integration;
- 6.
- Data analysis and vertical integration;
- 7.
- Self-managed production and logistics.
- 1.
- Identify available manufacturing data;
- 2.
- Readiness assessment of data-hierarchy steps;
- 3.
- Smart manufacturing tailored vision development;
- 4.
- Tools and practices identification.
- 1.
- An iterative and step-by-step transformation of the manufacturing systems;
- 2.
- Decomposition of the framework into four phases;
- 3.
- Integration of the management layer at different stages of the framework;
- 4.
- Mandatory definition of levers of enhancement;
- 5.
- Importance of a specific phase of simulation-based evaluation.
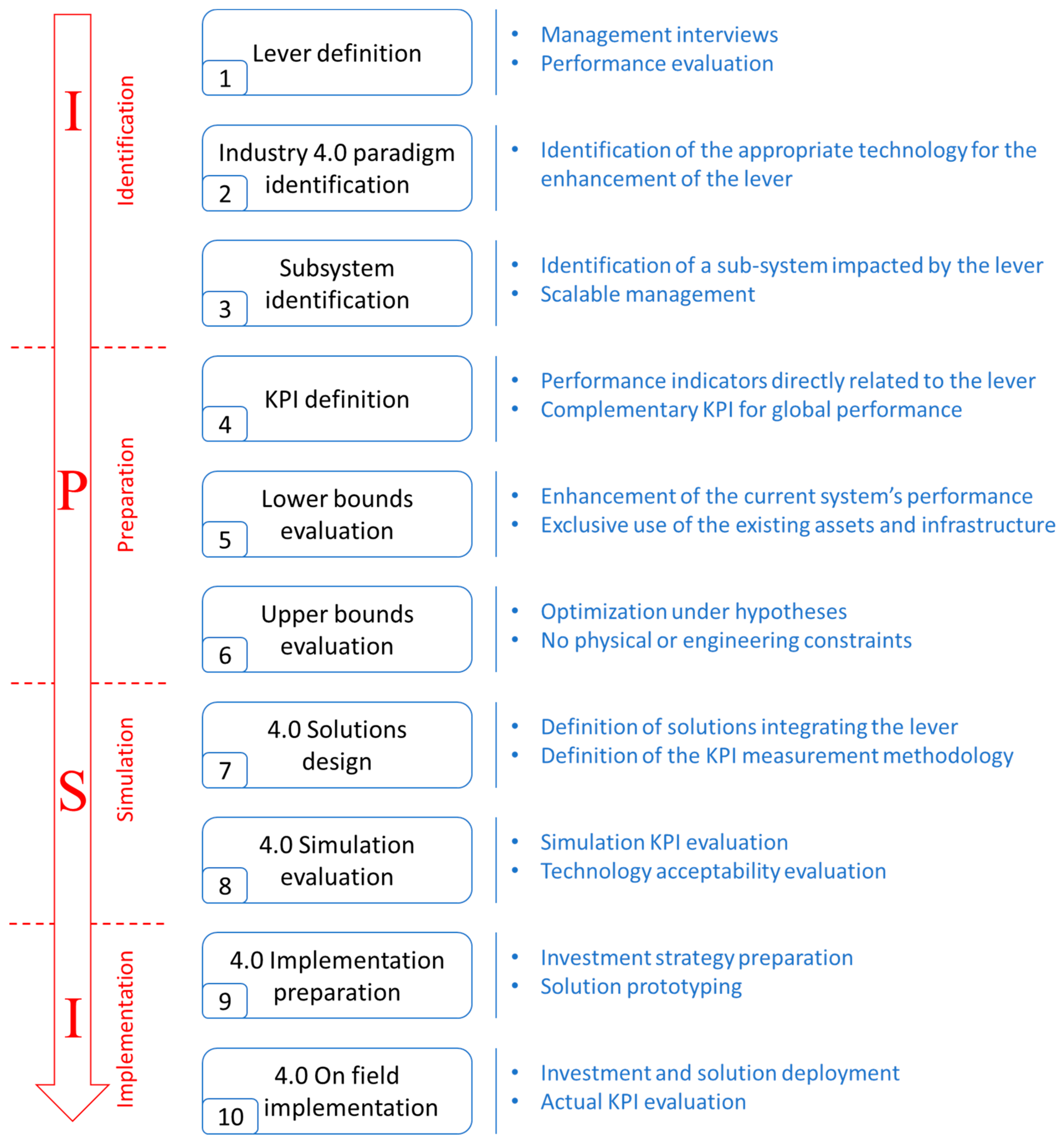
4. Synthesis of Literature: Introduction of the IPSI Framework
4.1. Stage I: Identification
4.2. Stage P: Preparation
4.3. Stage S: Simulation
4.4. Stage I: Implementation
5. Applicability on Various Technologies
5.1. Evaluation Methodology
5.2. Reconfigurable Manufacturing System for Car Manufacturing
5.3. Additive Manufacturing for Optronics Parts
5.4. Holonic Manufacturing System for Distribution Systems
6. Conclusions
Funding
Conflicts of Interest
References
- Cardin, O.; Ounnar, F.; Thomas, A.; Trentesaux, D. Future industrial systems: Best practices of the intelligent manufacturing and services systems (IMS2) French research group. IEEE Trans. Ind. Inform. 2016, 13, 704–713. [Google Scholar] [CrossRef]
- Heng, S. Industry 4.0: Not Alone an Issue for Computer Scientists; Social Science Research Network: Rochester, NY, USA, 2019. [Google Scholar]
- Basl, J. Pilot study of readiness of Czech companies to implement the principles of industry 4.0. Manag. Prod. Eng. Rev. 2017, 8, 3–8. [Google Scholar] [CrossRef]
- Ezell, S.J.; Atkinson, R.D.; Kim, I.; Cho, J. Manufacturing Digitalization: Extent of Adoption and Recommendations for Increasing Penetration in Korea and the U.S.; Social Science Research Network: Rochester, NY, USA, 2018. [Google Scholar]
- Tlegenov, Y.; Hawkridge, G.; McFarlane, D.; Parlikad, A.K.; Reyner, N.J.; Thorne, A. Low cost monitoring on a shoestring: Solutions for digital manufacturing. IFAC-PapersOnLine 2020, 53, 10342–10347. [Google Scholar] [CrossRef]
- Hawkridge, G.; Schönfuß, B.; McFarlane, D.; de Silva, L.; Terrazas, G.; Salter, L.; Thorne, A. Towards shoestring solutions for UK manufacturing SMEs. In Proceedings of the Companion of the 2020 ACM/IEEE International Conference on Human-Robot Interaction, Cambridge, UK, 23 March 2020; p. 72. [Google Scholar]
- McFarlane, D.; Ratchev, S.; Thorne, A.; Parlikad, A.K.; de Silva, L.; Schönfuß, B.; Hawkridge, G.; Terrazas, G.; Tlegenov, Y. Digital manufacturing on a shoestring: Low cost digital solutions for SMEs. In Service Oriented, Holonic and Multi-Agent Manufacturing Systems for Industry of the Future; Borangiu, T., Trentesaux, D., Leitão, P., Giret Boggino, A., Botti, V., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 40–51. [Google Scholar]
- Tjahjono, B.; Esplugues, C.; Ares, E.; Pelaez, G. What does industry 4.0 mean to supply chain? Procedia Manuf. 2017, 13, 1175–1182. [Google Scholar] [CrossRef]
- Moretti, E.D.A.; Anholon, R.; Rampasso, I.S.; Silva, D.; Santa-Eulalia, L.A.; Ignácio, P.S.D.A. Main difficulties during RFID implementation: An exploratory factor analysis approach. Technol. Anal. Strat. Manag. 2019, 31, 943–956. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries; Boston Consulting Group. 2015. Available online: https://inovasyon.org/images/Haberler/bcgperspectives_Industry40_2015.pdf (accessed on 15 September 2021).
- Ciano, M.P.; Dallasega, P.; Orzes, G.; Rossi, T. One-to-one relationships between Industry 4.0 technologies and lean production techniques: A multiple case study. Int. J. Prod. Res. 2020, 59, 1386–1410. [Google Scholar] [CrossRef]
- Culot, G.; Nassimbeni, G.; Orzes, G.; Sartor, M. Behind the definition of Industry 4.0: Analysis and open questions. Int. J. Prod. Econ. 2020, 226, 107617. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Loures, E.D.F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2016, 55, 3609–3629. [Google Scholar] [CrossRef]
- Machado, C.G.; Winroth, M.P.; Da Silva, E.H.D.R. Sustainable manufacturing in Industry 4.0: An emerging research agenda. Int. J. Prod. Res. 2019, 58, 1462–1484. [Google Scholar] [CrossRef]
- Núñez-Merino, M.; Maqueira-Marín, J.M.; Moyano-Fuentes, J.; Martínez-Jurado, P.J. Information and digital technologies of Industry 4.0 and lean supply chain management: A systematic literature review. Int. J. Prod. Res. 2020, 58, 5034–5061. [Google Scholar] [CrossRef]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- Rossini, M.; Costa, F.; Tortorella, G.; Portioli-Staudacher, A. The interrelation between Industry 4.0 and lean production: An empirical study on European manufacturers. Int. J. Adv. Manuf. Technol. 2019, 102, 3963–3976. [Google Scholar] [CrossRef]
- Cadavid, J.P.U.; Lamouri, S.; Grabot, B.; Pellerin, R.; Fortin, A. Machine learning applied in production planning and control: A state-of-the-art in the era of industry 4.0. J. Intell. Manuf. 2020, 31, 1531–1558. [Google Scholar] [CrossRef]
- Fragapane, G.; Ivanov, D.; Peron, M.; Sgarbossa, F.; Strandhagen, J.O. Increasing flexibility and productivity in Industry 4.0 production networks with autonomous mobile robots and smart intralogistics. Ann. Oper. Res. 2020, 1–19. [Google Scholar] [CrossRef]
- Rodič, B. Industry 4.0 and the new simulation modelling paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef]
- Munirathinam, S. Chapter six—Industry 4.0: Industrial internet of things (IIOT). Adv. Comput. 2020, 117, 129–164. [Google Scholar]
- Borangiu, T.; Trentesaux, D.; Thomas, A.; Leitão, P.; Barata, J. Digital transformation of manufacturing through cloud services and resource virtualization. Comput. Ind. 2019, 108, 150–162. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Rani, N.A.; Aziz, F.A.; Hairuddin, A.A.; Ahmad, S.A.; Hemdi, A.R. Augmented reality: Capabilities and challenges in machining industry aligned with industry 4.0. Adv. Mater. Process. Technol. 2020, 1–9. [Google Scholar] [CrossRef]
- Da Xu, L.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef]
- Moeuf, A.; Lamouri, S.; Pellerin, R.; Tamayo, S.; Tobon-Valencia, E.; Eburdy, R. Identification of critical success factors, risks and opportunities of industry 4.0 in SMEs. Int. J. Prod. Res. 2019, 58, 1384–1400. [Google Scholar] [CrossRef]
- Sakurada, L.; Geraldes, C.A.S.; Fernandes, F.P.; Pontes, J.; Leitão, P. Analysis of new job profiles for the factory of the future. In International Workshop on Service Orientation in Holonic and Multi-Agent Manufacturing; Springer: Cham, Switzerland, 2021; Volume 952, pp. 262–273. [Google Scholar] [CrossRef]
- Brocke, J.; Simons, A.; Niehaves, B.; Niehaves, B.; Reimer, K.; Plattfaut, R.; Cleven, A. Reconstructing the giant: On the importance of rigour in documenting the literature search process. In Proceedings of the European Conference on Information Systems (ECIS), Verona, Italy, 8–10 June 2009. [Google Scholar]
- Ouzzani, M.; Hammady, H.; Fedorowicz, Z.; Elmagarmid, A. Rayyan—A web and mobile app for systematic reviews. Syst. Rev. 2016, 5, 210. [Google Scholar] [CrossRef]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.-I. How to implement industry 4.0? An empirical analysis of lessons learned from best practices. In Proceedings of the Organizational, and Environmental Determinants, International Association for Management of Technology (IAMOT) Conference, Birmingham, UK, 22–26 April 2018; pp. 22–26. [Google Scholar]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.-I. Lessons learned from Industry 4.0 implementation in the German manufacturing industry. J. Manuf. Technol. Manag. 2019, 31, 977–997. [Google Scholar] [CrossRef]
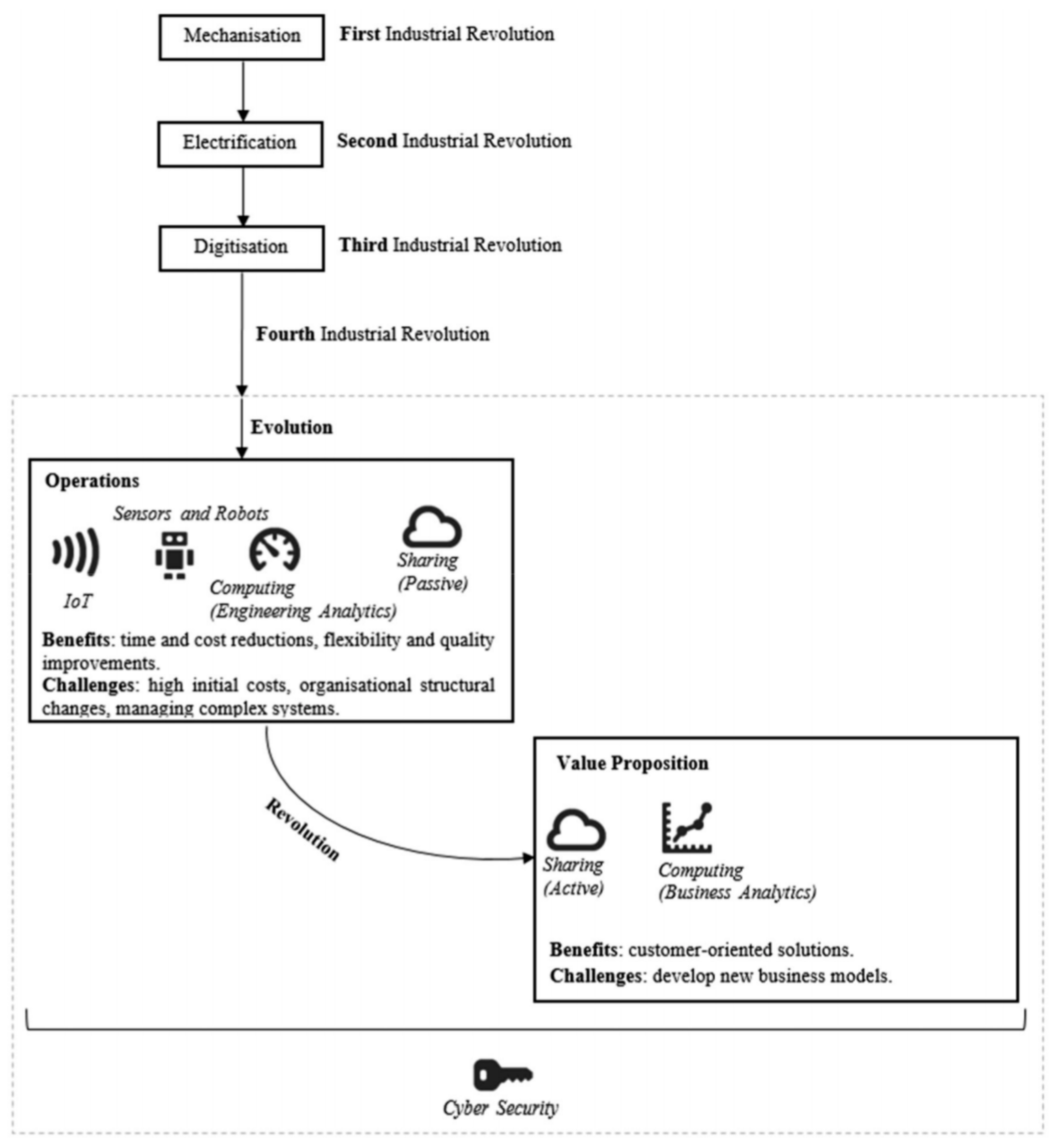
- Calabrese, A.; Ghiron, N.L.; Tiburzi, L. ‘Evolutions’ and ‘revolutions’ in manufacturers’ implementation of industry 4.0: A literature review, a multiple case study, and a conceptual framework. Prod. Plan. Control. 2020, 32, 213–227. [Google Scholar] [CrossRef]
- Hirman, M.; Benesova, A.; Steiner, F.; Tupa, J. Project Management during the industry 4.0 implementation with risk factor analysis. Procedia Manuf. 2019, 38, 1181–1188. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Purohit, J.; Menon, K.; Romero, D.; Wuest, T. A smart manufacturing adoption framework for SMEs. Int. J. Prod. Res. 2019, 58, 1555–1573. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
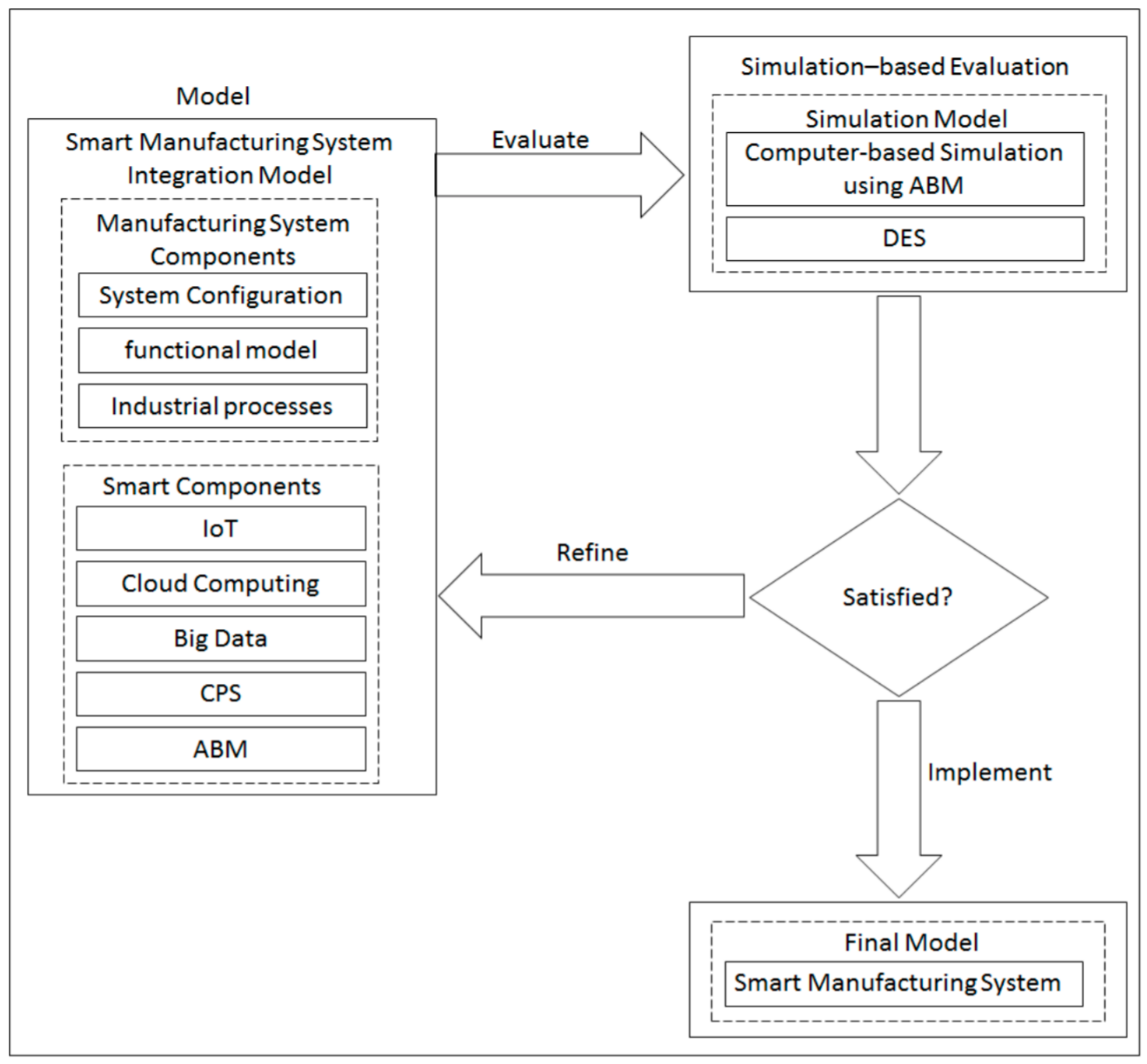
- Mahmoud, M.A.; Grace, J. A Generic evaluation framework of smart manufacturing systems. Procedia Comput. Sci. 2019, 161, 1292–1299. [Google Scholar] [CrossRef]
- Mahmoud, M.A.; Grace, J. Towards the adoption of smart manufacturing systems: A development framework. Int. J. Adv. Comput. Sci. Appl. 2019, 10. [Google Scholar] [CrossRef]
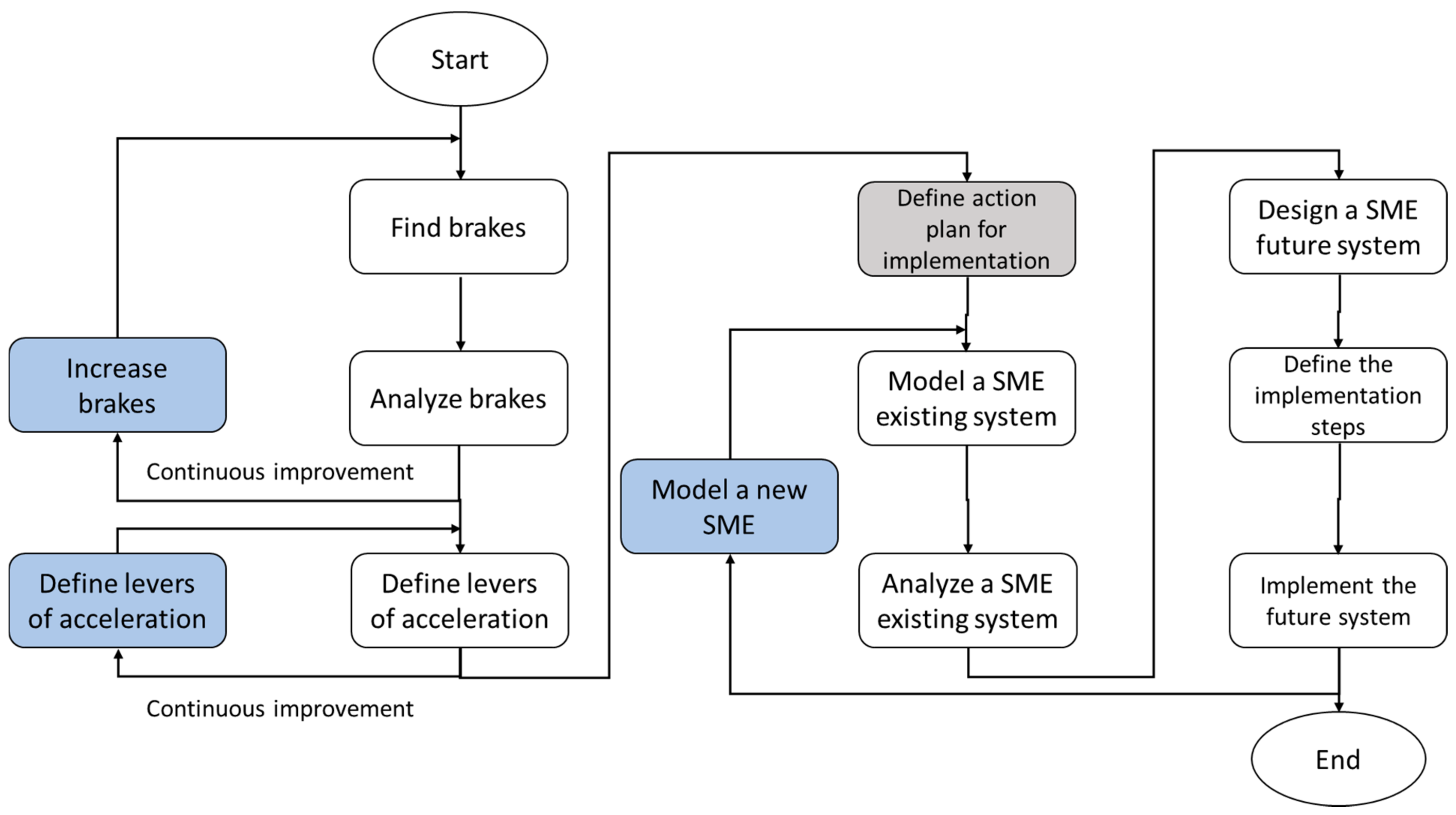
- Taurino, T.; Villa, A. A method for applying industry 4.0 in small enterprises. IFAC-PapersOnLine 2019, 52, 439–444. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, C.; Wang, K.I.-K.; Huang, H.; Xu, X. Digital twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput. Manuf. 2019, 61, 101837. [Google Scholar] [CrossRef]
- Dossou, P.-E. Development of a new framework for implementing industry 4.0 in companies. Procedia Manuf. 2019, 38, 573–580. [Google Scholar] [CrossRef]
- Sadiq, S.; Amjad, M.S.; Rafique, M.Z.; Hussain, S.; Yasmeen, U.; Khan, M.A. An integrated framework for lean manufacturing in relation with blue ocean manufacturing—A case study. J. Clean. Prod. 2020, 279, 123790. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2017, 56, 508–517. [Google Scholar] [CrossRef]
- Chalfoun, I.; Kouiss, K.; Bouton, N.; Ray, P. Specification of a Reconfigurable and Agile Manufacturing System (RAMS). Int. J. Mech. Eng. Autom. 2014, 1, 387–394. [Google Scholar]
- Kubler, S.; Derigent, W.; Thomas, A.; Rondeau, E. Embedding data on “communicating materials” from context-sensitive information analysis. J. Intell. Manuf. 2013, 25, 1053–1064. [Google Scholar] [CrossRef]
- Maleki, E.; Belkadi, F.; Ritou, M.; Bernard, A. A Tailored ontology supporting sensor implementation for the maintenance of industrial machines. Sensors 2017, 17, 2063. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.F.; Shahriar, R.; Al Sunny, S.N.; Leu, M.C.; Hu, L. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- Stock, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process. Saf. Environ. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Quintanilla, F.G.; Cardin, O.; L’Anton, A.; Castagna, P. A Petri net-based methodology to increase flexibility in service-oriented holonic manufacturing systems. Comput. Ind. 2016, 76, 53–68. [Google Scholar] [CrossRef]
- Antzoulatos, N.; Castro, E.; Scrimieri, D.; Ratchev, S. A multi-agent architecture for plug and produce on an industrial assembly platform. Prod. Eng. 2014, 8, 773–781. [Google Scholar] [CrossRef]
- Eynaud, A.B.D.; Klement, N.; Gibaru, O.; Roucoules, L.; Durville, L. Identification of reconfigurability enablers and weighting of reconfigurability characteristics based on a case study. Procedia Manuf. 2019, 28, 96–101. [Google Scholar] [CrossRef]
- Dit Eynaud, B.A. Design Approach for a Reconfigurable Assembly System, in a Context of Strong Market Variations in Terms of Volume and Product Diversity. Ph.D. Thesis, ENSAM, Paris, France, 2020. [Google Scholar]
- Segonds, F. Design by additive manufacturing: An application in aeronautics and defense. Virtual Phys. Prototyp. 2018, 13, 237–245. [Google Scholar] [CrossRef]
- Selma, C.; Tamzalit, D.; Mebarki, N.; Cardin, O.; Bruggeman, L.; Thiériot, D. Industry 4.0 and service companies: The case of the french postal service. In Service Orientation in Holonic and Multi-Agent Manufacturing; Borangiu, T., Trentesaux, D., Thomas, A., Cavalieri, S., Eds.; Studies in Computational Intelligence; Springer: Berlin/Heidelberg, Germany, 2018; Volume 803, pp. 436–447. [Google Scholar]
- Selma, C.; Thevenin, S.; Mebarki, N.; Cardin, O.; Tamzalit, D.; Thiériot, D.; Bruggeman, L. Heuristics for robots-humans tasks assignment in a containers loading center. IFAC-PapersOnLine 2019, 52, 13–18. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Field of Application | Range of Application | Methodology Description |
|---|---|---|---|
| [30,31] | IIoT | Whole project lifecycle | None |
| [32] | Industrial cyber-security | Technical study | None |
| [33] | All industrial fields | Whole project lifecycle | Detailed for managers |
| [34] | Data management in SMEs | Whole project lifecycle | Basic for practitioners |
| [35] | Innovative ICT technologies in industry | Technical study | Basic for managers |
| [36,37] | Innovative ICT technologies in industry | Technical study | Basic for practitioners |
| [38,39] | All industrial fields | Technical study | Basic for managers |
| [40] | Evolution of SMEs | Whole project lifecycle | Detailed for managers |
| [41] | Lean based organizations | Whole project lifecycle | Application specific |
| This Study | All industrial fields | Whole project lifecycle | Detailed for practitioners |
| IPSI Steps | Manufacturing Systems Design [50,51] | Product Design [52] | Manufacturing Control [53,54] |
|---|---|---|---|
| I1 | Variability of the demand | Complexity reduction | Variability of the demand |
| I2 | RMS | Additive manufacturing | HMS |
| I3 | One assembly line | One single part | One robotic pick-and-place station |
| P4 | 5 KPIs | 4 KPIs | 2 KPIs |
| P5 | Dedicated manufacturing system | Classical design and machining | Expert-based model evaluation by simulation |
| P6 | Zero reconfiguration time | N/A | Zero operation times and infinite buffer sizes |
| S7 | Exact methods for optimization | DBAM methodology | Heuristics definition |
| S8 | Evaluation of optimization results by discrete-event simulation | Low cost materials | Discrete-event simulation-based evaluation |
| I9 | Investment strategy definition | Use of actual machine | Emulation-based software development |
| I10 | Integration of reconfigurability in future line design | Design framework integration in design office | Extension of the control to interconnected services |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cardin, O. A Systematic Literature Review of Successful Implementation of Industry 4.0 Technologies in Companies: Synthesis of the IPSI Framework. Appl. Sci. 2021, 11, 8917. https://doi.org/10.3390/app11198917
Cardin O. A Systematic Literature Review of Successful Implementation of Industry 4.0 Technologies in Companies: Synthesis of the IPSI Framework. Applied Sciences. 2021; 11(19):8917. https://doi.org/10.3390/app11198917
Chicago/Turabian StyleCardin, Olivier. 2021. "A Systematic Literature Review of Successful Implementation of Industry 4.0 Technologies in Companies: Synthesis of the IPSI Framework" Applied Sciences 11, no. 19: 8917. https://doi.org/10.3390/app11198917
APA StyleCardin, O. (2021). A Systematic Literature Review of Successful Implementation of Industry 4.0 Technologies in Companies: Synthesis of the IPSI Framework. Applied Sciences, 11(19), 8917. https://doi.org/10.3390/app11198917