
Ultrasonic Array Imaging of Nuclear Austenitic V-Shape Welds with Inhomogeneous and Unknown Anisotropic Properties


Abstract
:1. Introduction
2. The Optimization Procedure
2.1. Principle of the TFM-Based Optimization
- Computation of N propagation times for each pixel of the image, where N is the number of array elements;
- Computation of the TFM image by coherent summation of the N2 inter-element signals at each pixel;
- Extraction of the image quality criterion (maximum amplitude of the defect echo—Amax);
- Modification of the weld model parameters.
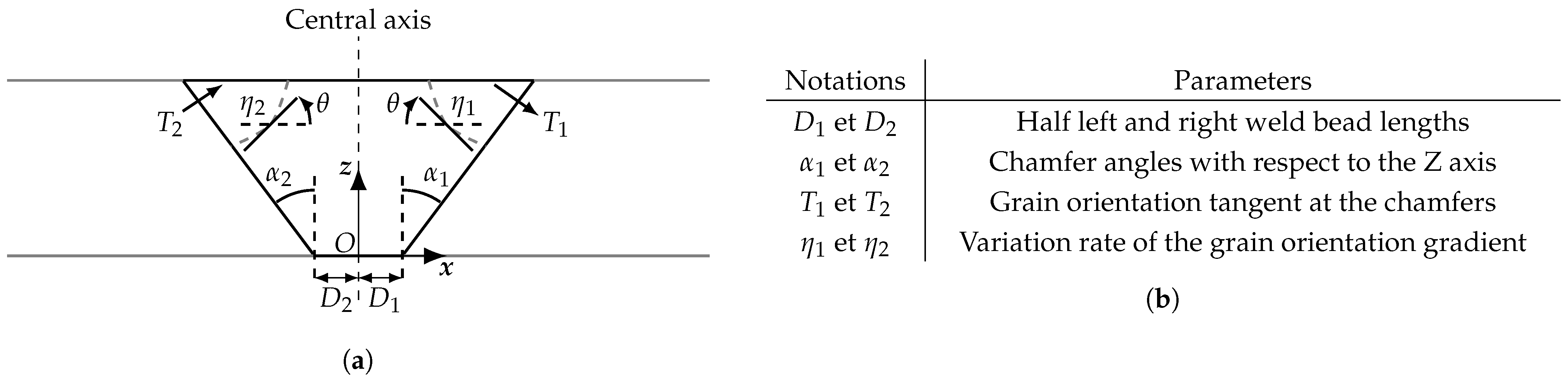
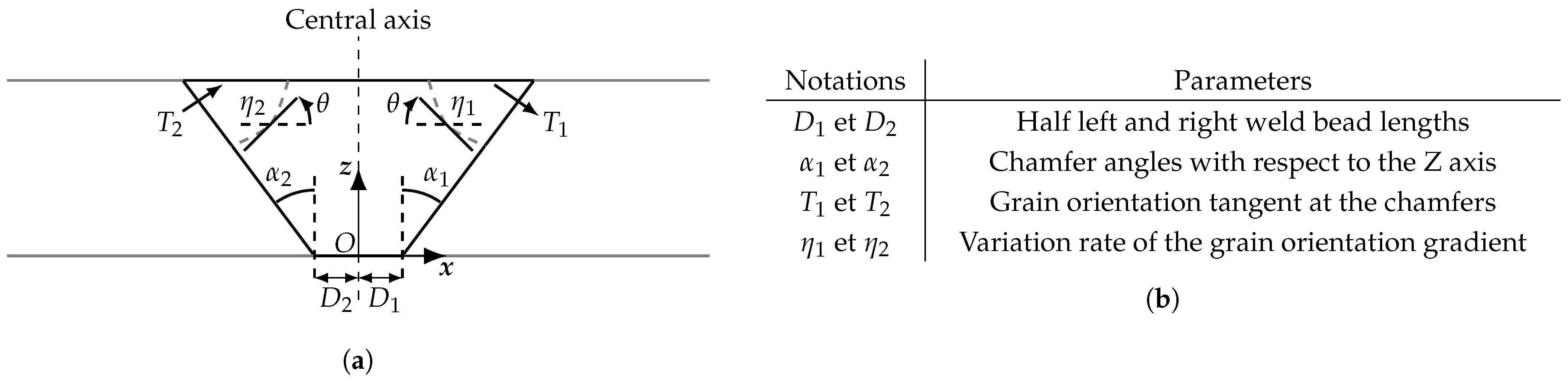
2.2. The Ogilvy’s Weld Description
2.3. The Particle Swarm Algorithm with Warm Restart
3. Numerical Application
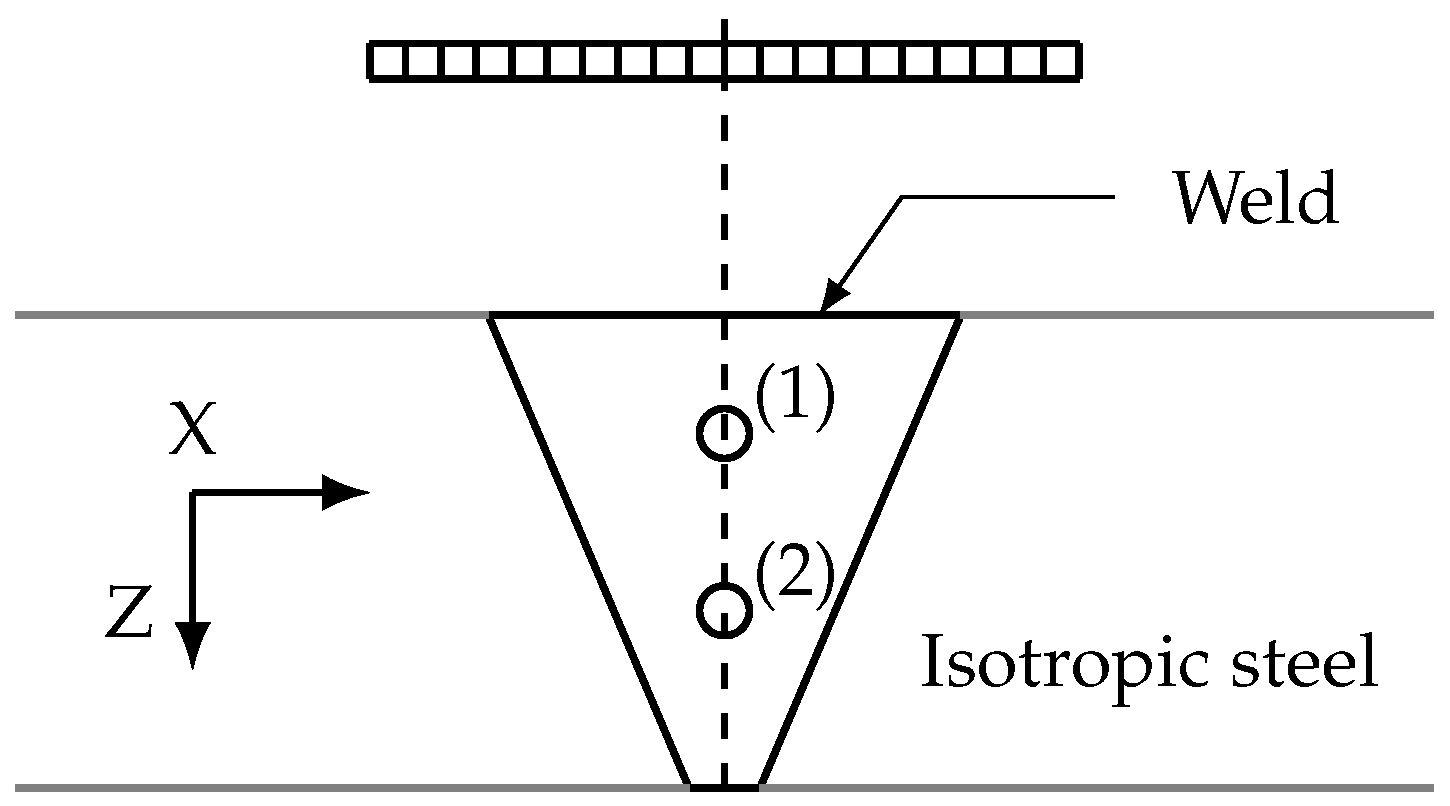
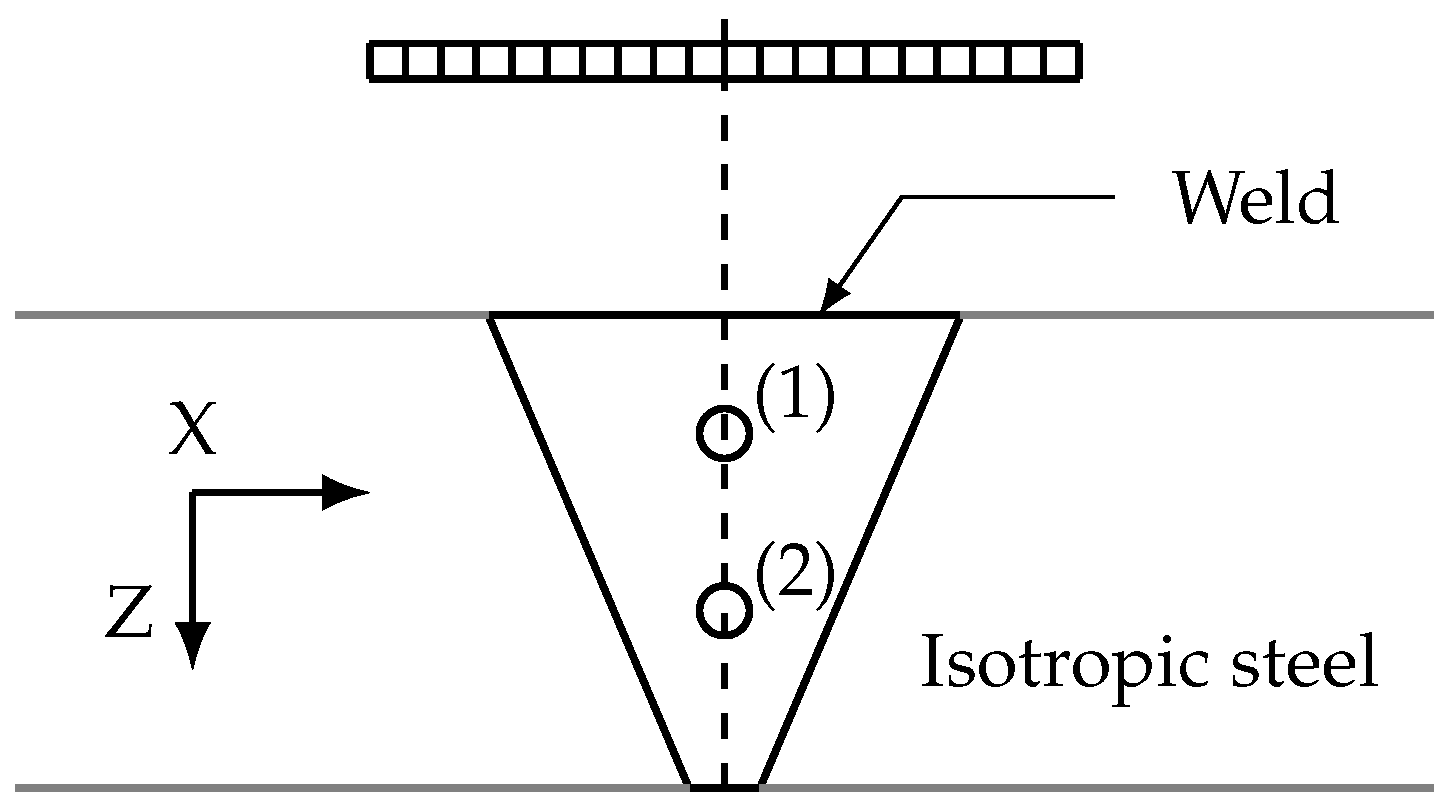
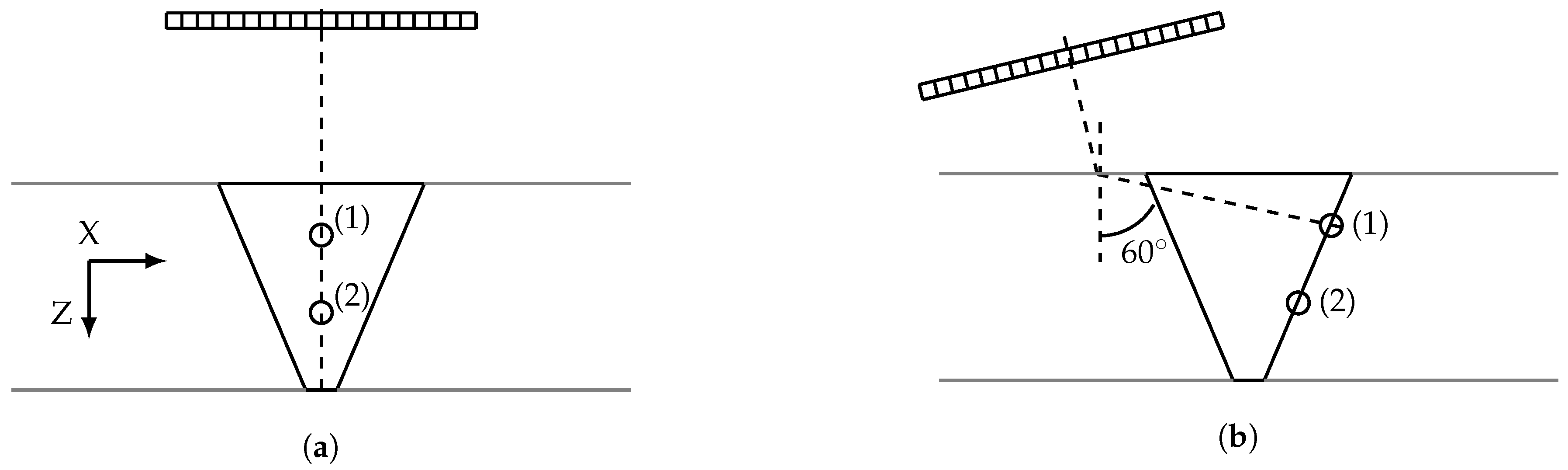
3.1. Configuration of Inspection
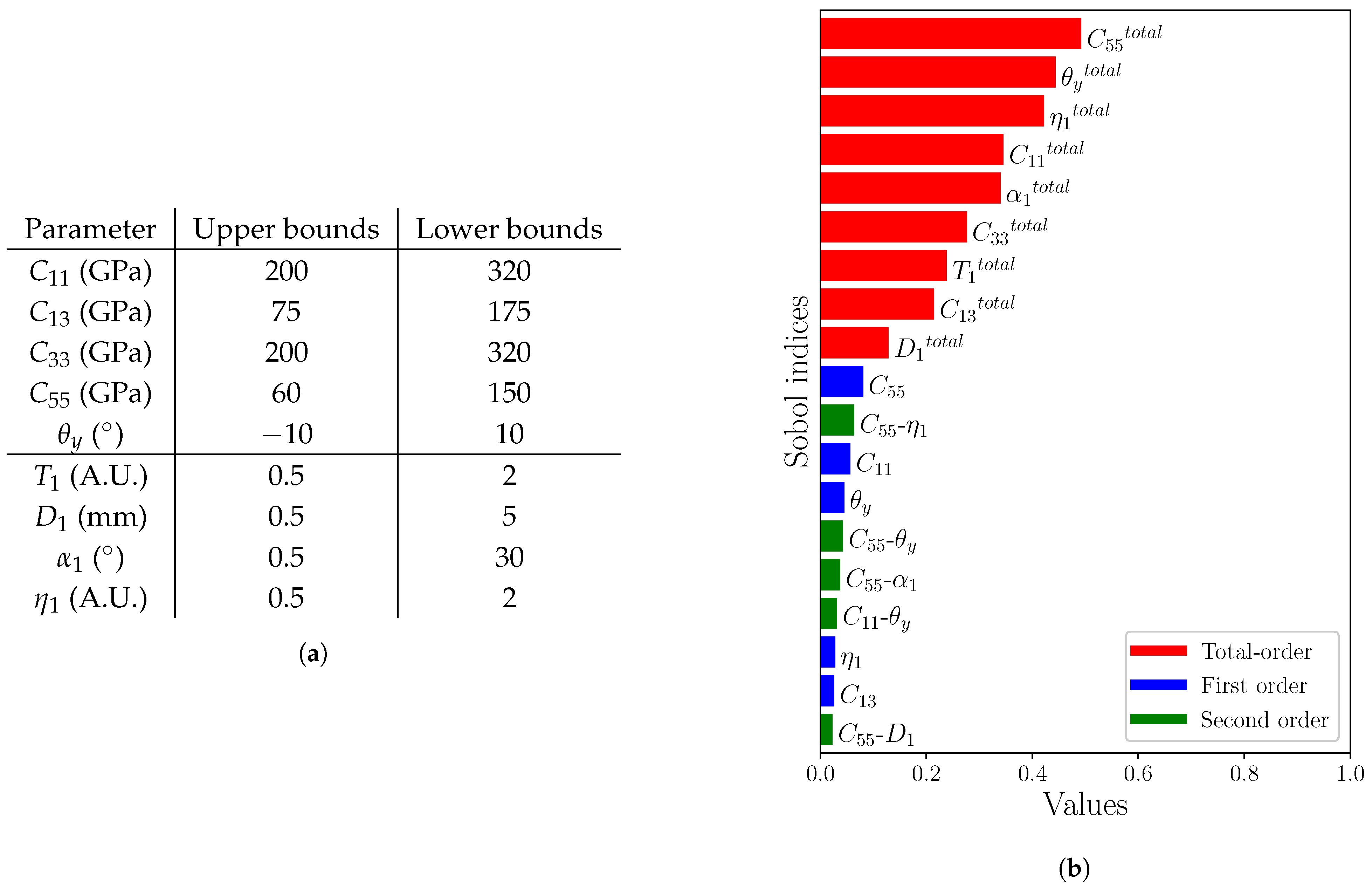
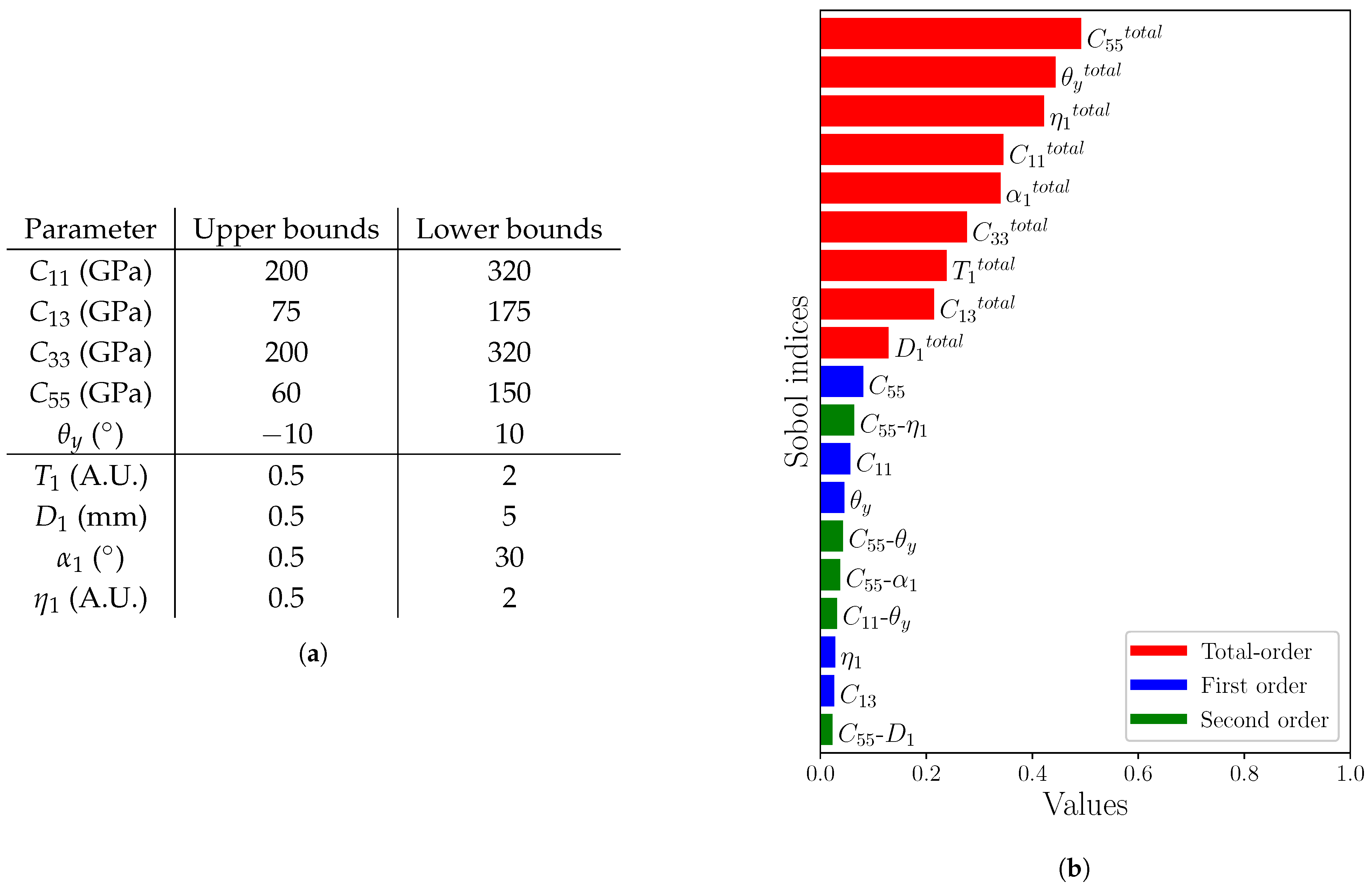
3.2. Sobol Sensitivity Analysis
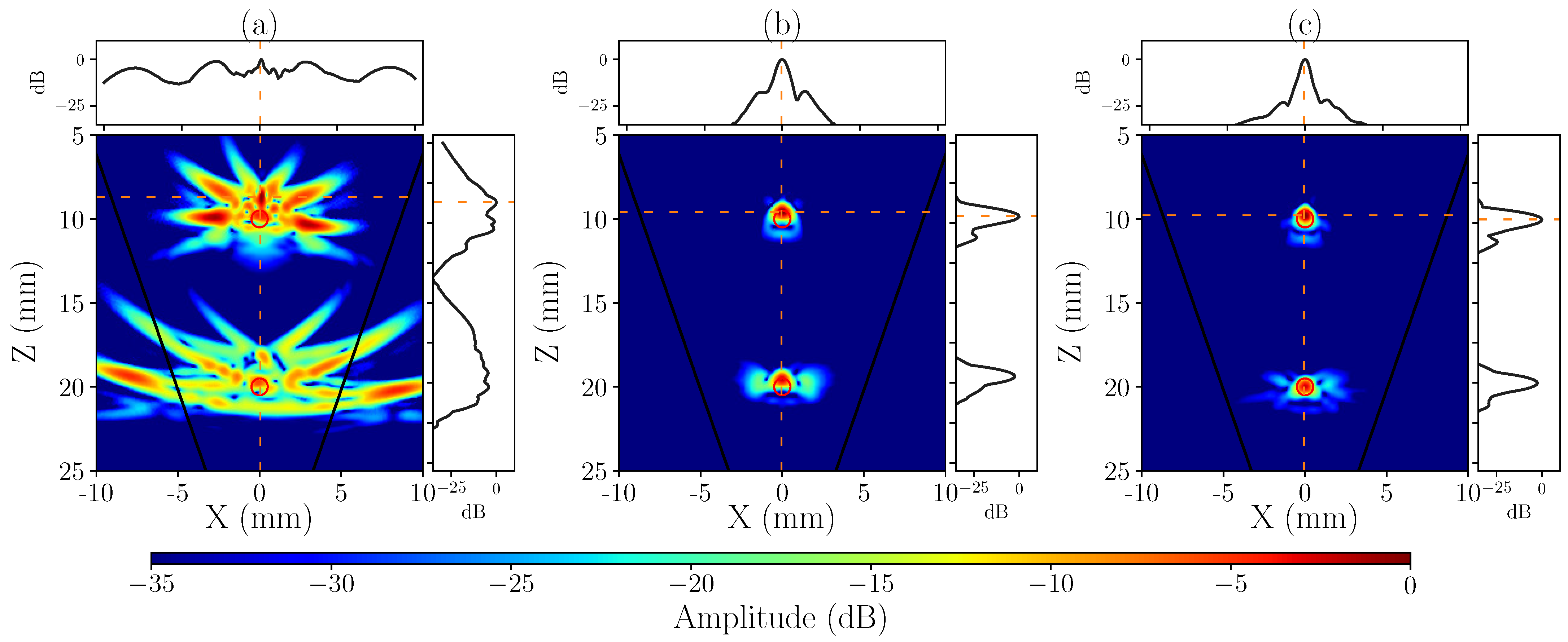
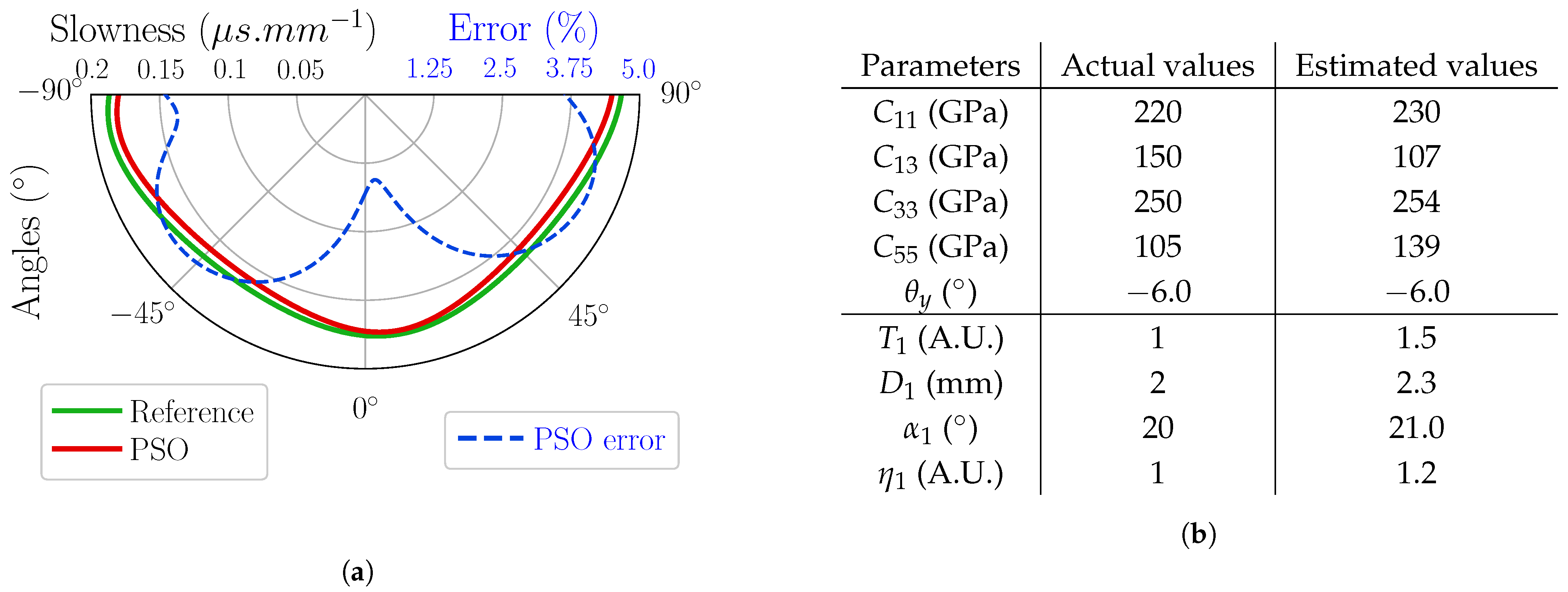
3.3. Application of the Optimization
4. Experimental Applications
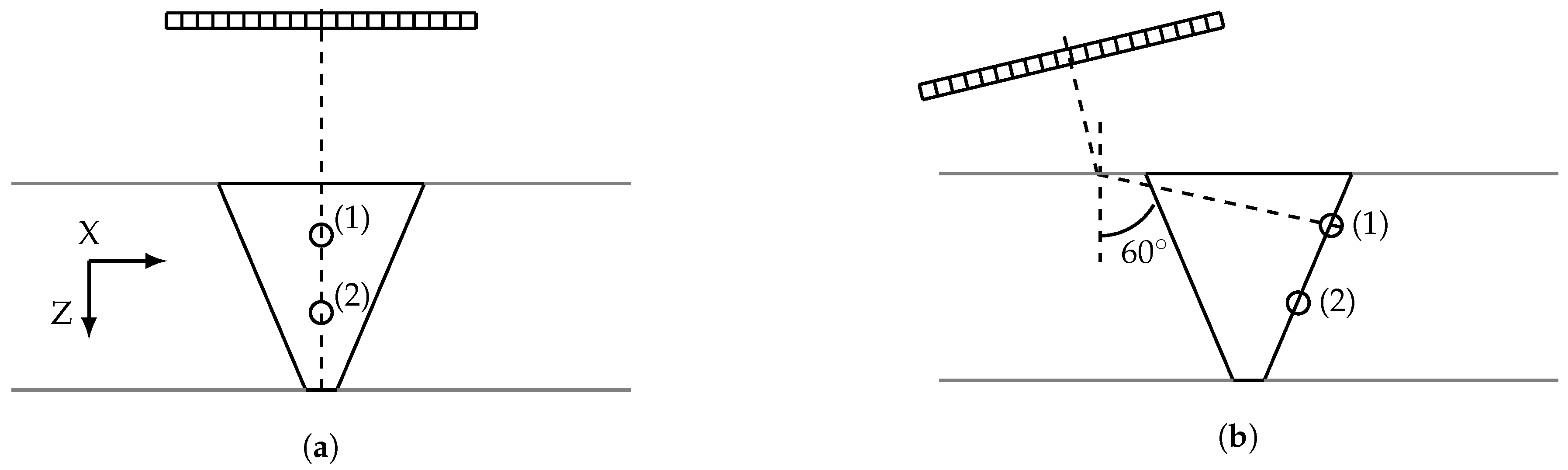
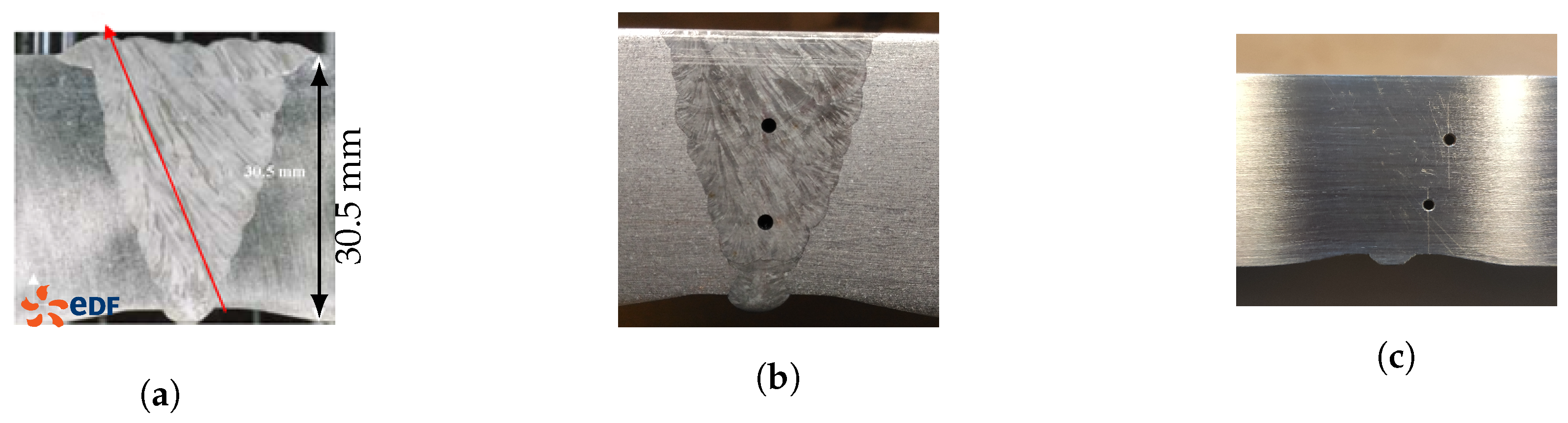
4.1. Configurations of Inspection
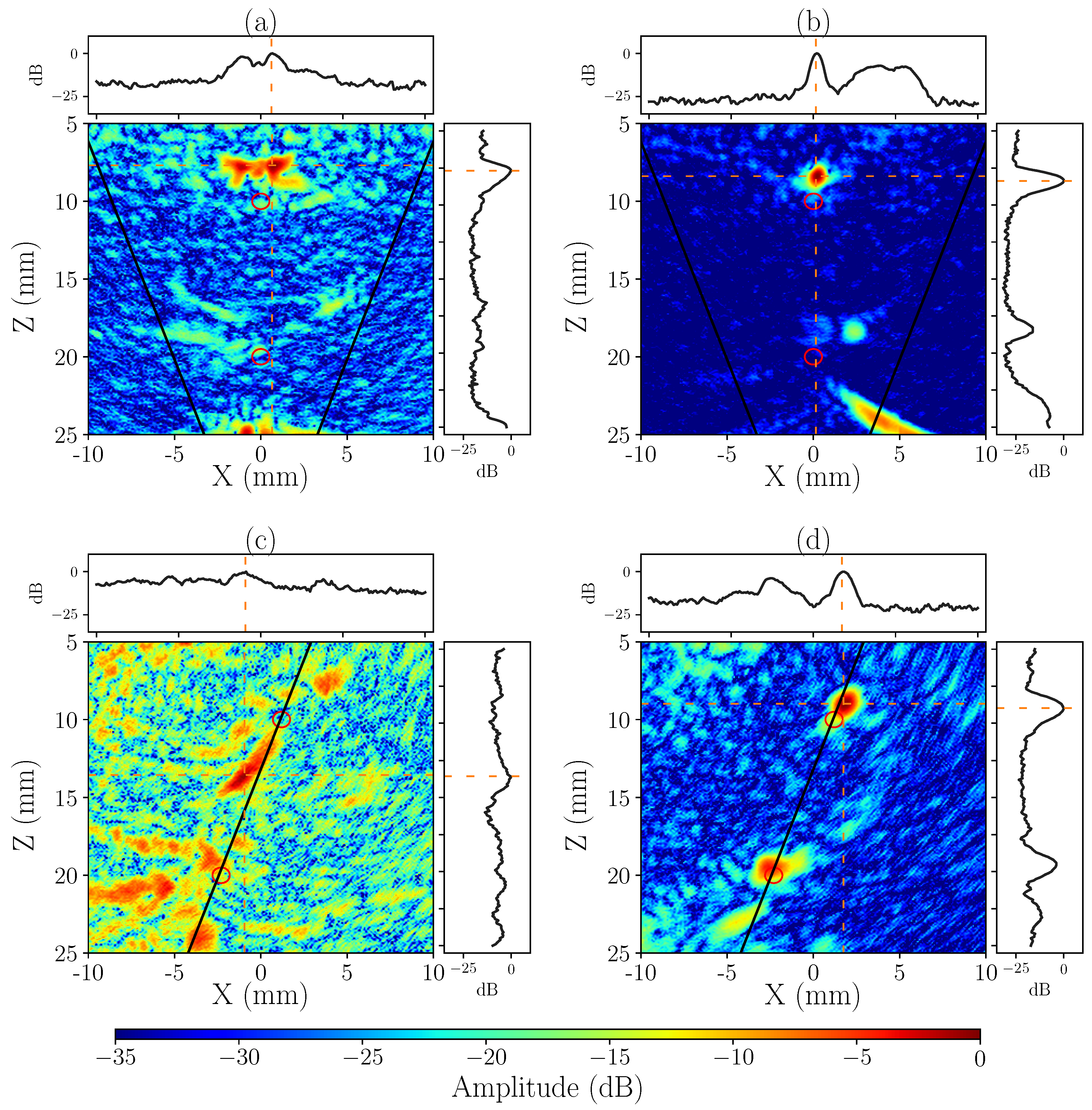
4.2. Application of the Optimization
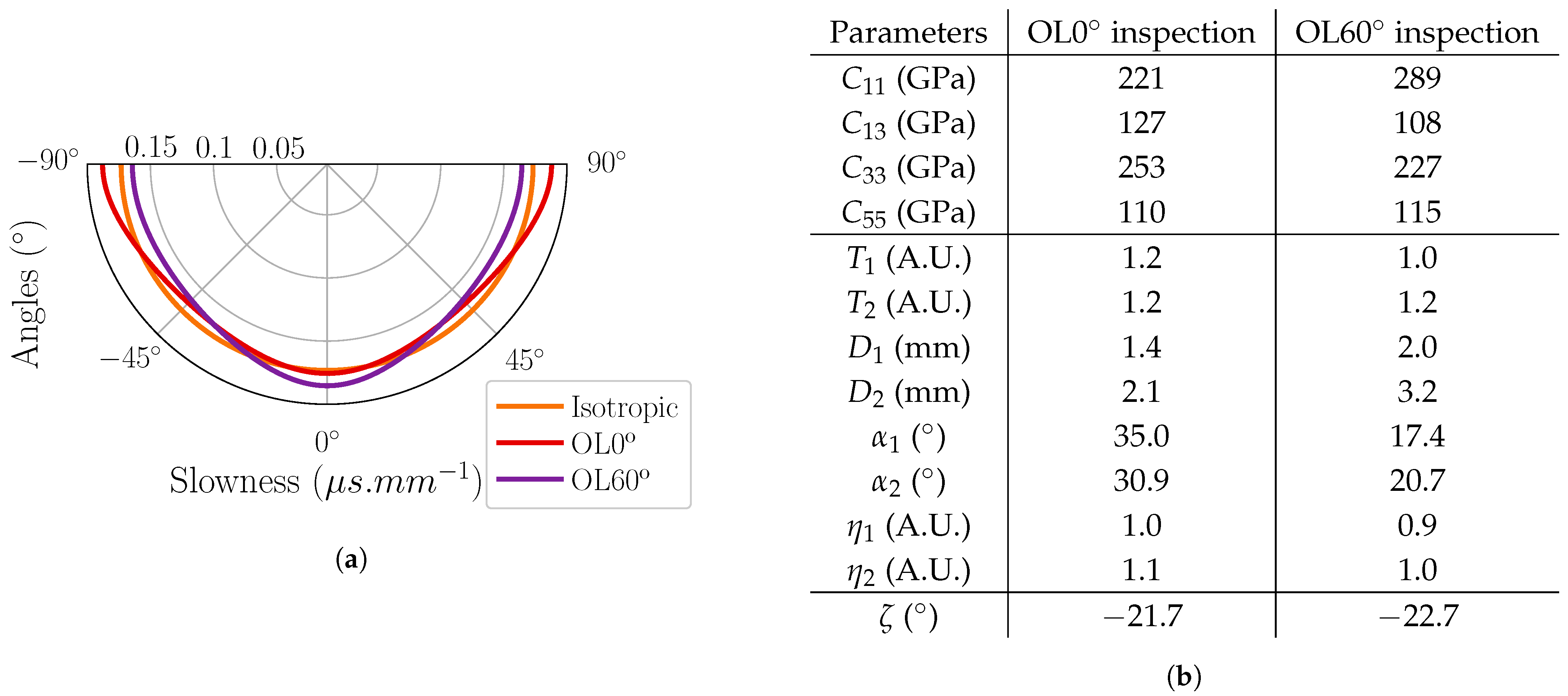
4.3. Cross-Comparison of the Estimated Weld Models
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Drinkwater, B.W.; Wilcox, P.D. Ultrasonic arrays for non-destructive evaluation: A review. NDT E Int. 2006, 39, 525–541. [Google Scholar] [CrossRef]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.W. The post-processing of ultrasonic array data using the total focusing method. Insight 2004, 46, 677–680. [Google Scholar] [CrossRef]
- Prada, C.; Fink, M. Eigenmodes of the time reversal operator: A solution to selective focusing in multiple-target media. Wave Motion 1994, 20, 151–163. [Google Scholar] [CrossRef]
- Fink, M.; Cassereau, D.; Derode, A.; Prada, C.; Roux, P.; Tanter, M.; Thomas, J.L.; Wu, F. Time-reversed acoustics. Rep. Prog. Phys. 2000, 63, 1933–1995. [Google Scholar] [CrossRef]
- Le Jeune, L.; Robert, S.; Dumas, P.; Membre, A.; Prada, C. Adaptive ultrasonic imaging with the total focusing method for inspection of complex components immersed in water. In Proceedings of the 41st Annual Review of Progress in Quantitative Nondestructive Evaluation, Boise, ID, USA, 20–25 July 2014; Volume 1650, pp. 1037–1046. [Google Scholar]
- Hoyle, E.; Sutcliffe, M.; Charlton, P.; Rees, J. Virtual source aperture imaging with auto-focusing of unknown complex geometry through dual layered media. NDT E Int. 2018, 98, 55–62. [Google Scholar] [CrossRef]
- David, S.A.; Vitek, J.M. Correlation between solidification parameters and weld microstructures. JOM 2003, 55, 14–20. [Google Scholar] [CrossRef]
- David, S.A.; Babu, S.S.; Vitek, J.M. Welding: Solidification and microstructure. Int. Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- Menard, C.; Robert, S.; Miorelli, R.; Lesselier, D. Optimization algorithms for ultrasonic array imaging in homogeneous anisotropic steel components with unknown properties. NDT E Int. 2020, 116, 102327. [Google Scholar] [CrossRef]
- Gengembre, N.; Lhémery, A. Pencil method in elastodynamics: Application to ultrasonic field computation. Ultrasonics 2000, 38, 495–499. [Google Scholar] [CrossRef]
- Gardahaut, A.; Jezzine, K.; Cassereau, D. Paraxial Ray-Tracing Approach for the Simulation of Ultrasonic Inspection of Welds; American Institute of Physics: College Park, MD, USA, 2014; Volume 1581, pp. 529–536. [Google Scholar]
- Pudovikov, S.; Bulavinov, A.; Pinchuk, R. Innovative Ultrasonic Testing (UT) of nuclear components by sampling phased array with 3D visualization of inspection results. In Proceedings of the JRC-NDE 2010 8th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components, Berlin, Germany, 29 October–1 November 2010; pp. 910–917. [Google Scholar]
- Juengert, A.; Dugan, S.; Homann, T.; Mitzscherling, S.; Prager, J.; Pudovikov, S.; Schwender, T. Advanced ultrasonic techniques for Nondestructive Testing of austenitic and dissimilar welds in nuclear facilities. In Proceedings of the 44th Annual Review of Progress in Quantitative Nondestructive Evaluation, Provo, UT, USA, 16–21 July 2017; Volume 1949, p. 110002. [Google Scholar]
- Chassignole, B.; Recolin, P.; Leymarie, N.; Gueudré, C.; Guy, P.; Elbaz, D. Study of ultrasonic characterization and propagation in austenitic welds: The MOSAICS project. In Proceedings of the 41st Annual Review of Progress in Quantitative Nondestructive Evaluation, Boise, ID, USA, 20–25 July 2014; Volume 1650, pp. 1486–1495. [Google Scholar]
- Tant, K.M.M.; Galetti, E.; Curtis, A.; Mulholland, A.J.; Gachagan, A. A transdimensional Bayesian approach to ultrasonic travel-time tomography for nondestructive testing. Inverse Probl. 2018, 34, 095002. [Google Scholar] [CrossRef] [Green Version]
- Fan, Z.; Mark, A.F.; Lowe, M.J.S.; Withers, P.J. Nonintrusive estimation of anisotropic stiffness maps of heterogeneous steel welds for the improvement of ultrasonic array inspection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2015, 62, 1530–1543. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Hunter, A.J.; Drinkwater, B.W.; Wilcox, P.D. Monte Carlo inversion of ultrasonic array data to map anisotropic weld properties. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2012, 59, 2487–2497. [Google Scholar] [CrossRef]
- Stojakovic, D. Electron backscatter diffraction in materials characterization. Process. Appl. Ceram. 2012, 6, 1–13. [Google Scholar] [CrossRef]
- Mark, A.F.; Li, W.; Sharples, S.; Withers, P.J. Comparison of grain to grain orientation and stiffness mapping by spatially resolved acoustic spectroscopy and EBSD. J. Microsc. 2017, 267, 89–97. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ogilvy, J.A. Computerized ultrasonic ray tracing in austenitic steel. NDT E Int. 1985, 18, 67–77. [Google Scholar] [CrossRef]
- Gueudré, C.; Le Marrec, L.; Moysan, J.; Chassignole, B. Direct model optimization for data inversion. Application to ultrasonic characterization of welds. NDT E Int. 2009, 42, 47–55. [Google Scholar] [CrossRef]
- Tant, K.M.M.; Galetti, E.; Mulholland, A.J.; Curtis, A.; Gachagan, A. Effective grain orientation mapping of complex and locally anisotropic media for improved imaging in ultrasonic non-linear testing. Inverse Probl. Sci. Eng. 2020, 28, 1694–1718. [Google Scholar] [CrossRef]
- Kennedy, J.; Eberhart, R. Particle swarm optimization. In Proceedings of the International Conference on Neural Networks, Perth, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar]
- Trelea, I.C. The particle swarm optimization algorithm: Convergence analysis and parameter selection. Inf. Process. Lett. 2003, 85, 317–325. [Google Scholar] [CrossRef]
- García-Nieto, J.; Alba, E. Restart particle swarm optimization with velocity modulation: A scalability test. Soft Comput. 2011, 15, 2221–2232. [Google Scholar] [CrossRef]
- Darmon, M.; Leymarie, N.; Chatillon, S.; Mahaut, S. Modelling of scattering of ultrasounds by flaws for NDT. In Ultrasonic Wave Propagation in Non Homogeneous Media; Springer: Berlin/Heidelberg, Germany, 2009; pp. 61–71. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elasticity | Values | Ogilvy’s Model | Values |
|---|---|---|---|
| 220 GPa | 1 A.U. | ||
| 150 GPa | 2 mm | ||
| 250 GPa | 20 | ||
| 105 GPa | 1 A.U. | ||
| Elasticity | Threshold | Ogilvy’s Model | Threshold |
|---|---|---|---|
| 5 GPa | A.U. | ||
| 5 GPa | mm | ||
| 5 GPa | |||
| 5 GPa | A.U. | ||
| Metrics | Values |
|---|---|
| Convergence rate | 98% |
| Number of iterations | |
| Weld model estimation error | % |
| Error X | mm |
| Error Z | mm |
| Metrics | OL0° | OL60° |
|---|---|---|
| Convergence rate (%) | 84 | 86 |
| Number or iterations | ||
| Weld model dispersion (%) | ||
| Error X (mm) | ||
| Error Z (mm) |
| Parameters | OL60° Estimated Values |
|---|---|
| (GPa) | 229 |
| (GPa) | 137 |
| (GPa) | 257 |
| (GPa) | 129 |
| (A.U.) | |
| (A.U.) | |
| (mm) | |
| (mm) | |
| () | |
| () | |
| (A.U.) | |
| (A.U.) | |
| () |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menard, C.; Robert, S.; Lesselier, D. Ultrasonic Array Imaging of Nuclear Austenitic V-Shape Welds with Inhomogeneous and Unknown Anisotropic Properties. Appl. Sci. 2021, 11, 6505. https://doi.org/10.3390/app11146505
Menard C, Robert S, Lesselier D. Ultrasonic Array Imaging of Nuclear Austenitic V-Shape Welds with Inhomogeneous and Unknown Anisotropic Properties. Applied Sciences. 2021; 11(14):6505. https://doi.org/10.3390/app11146505
Chicago/Turabian StyleMenard, Corentin, Sébastien Robert, and Dominique Lesselier. 2021. "Ultrasonic Array Imaging of Nuclear Austenitic V-Shape Welds with Inhomogeneous and Unknown Anisotropic Properties" Applied Sciences 11, no. 14: 6505. https://doi.org/10.3390/app11146505
APA StyleMenard, C., Robert, S., & Lesselier, D. (2021). Ultrasonic Array Imaging of Nuclear Austenitic V-Shape Welds with Inhomogeneous and Unknown Anisotropic Properties. Applied Sciences, 11(14), 6505. https://doi.org/10.3390/app11146505