
Design, Simulation and Experimentation of an Axial Flow Sunflower-Threshing Machine with an Attached Screw Conveyor



Abstract
:1. Introduction
2. Materials and Methods
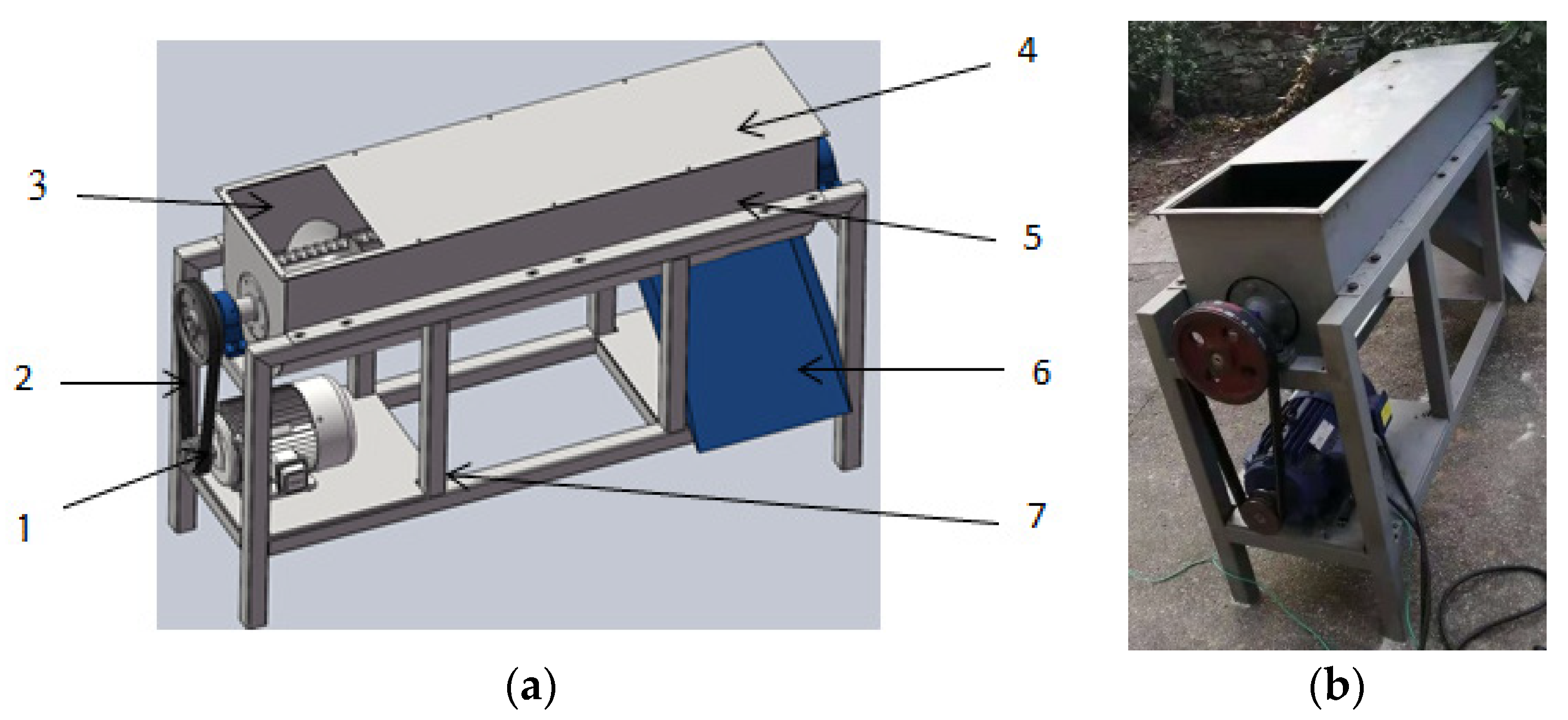
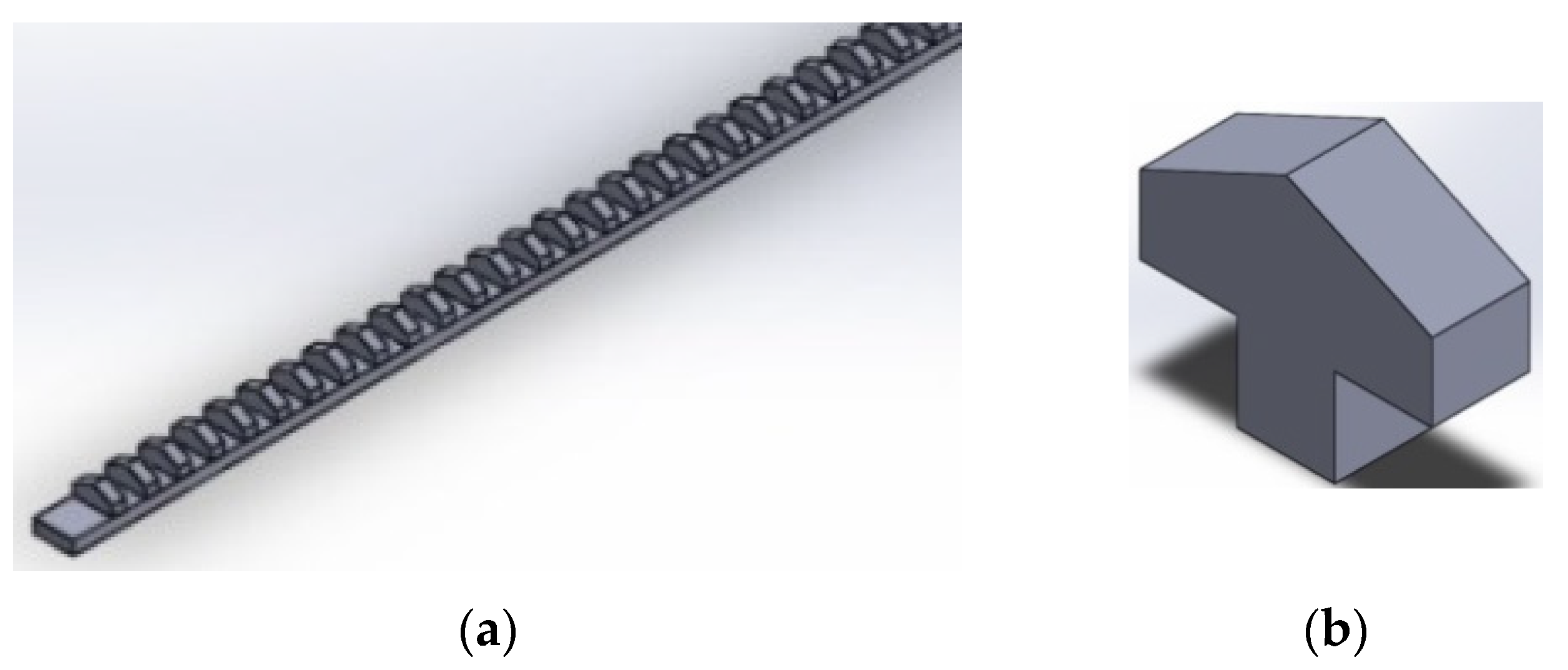
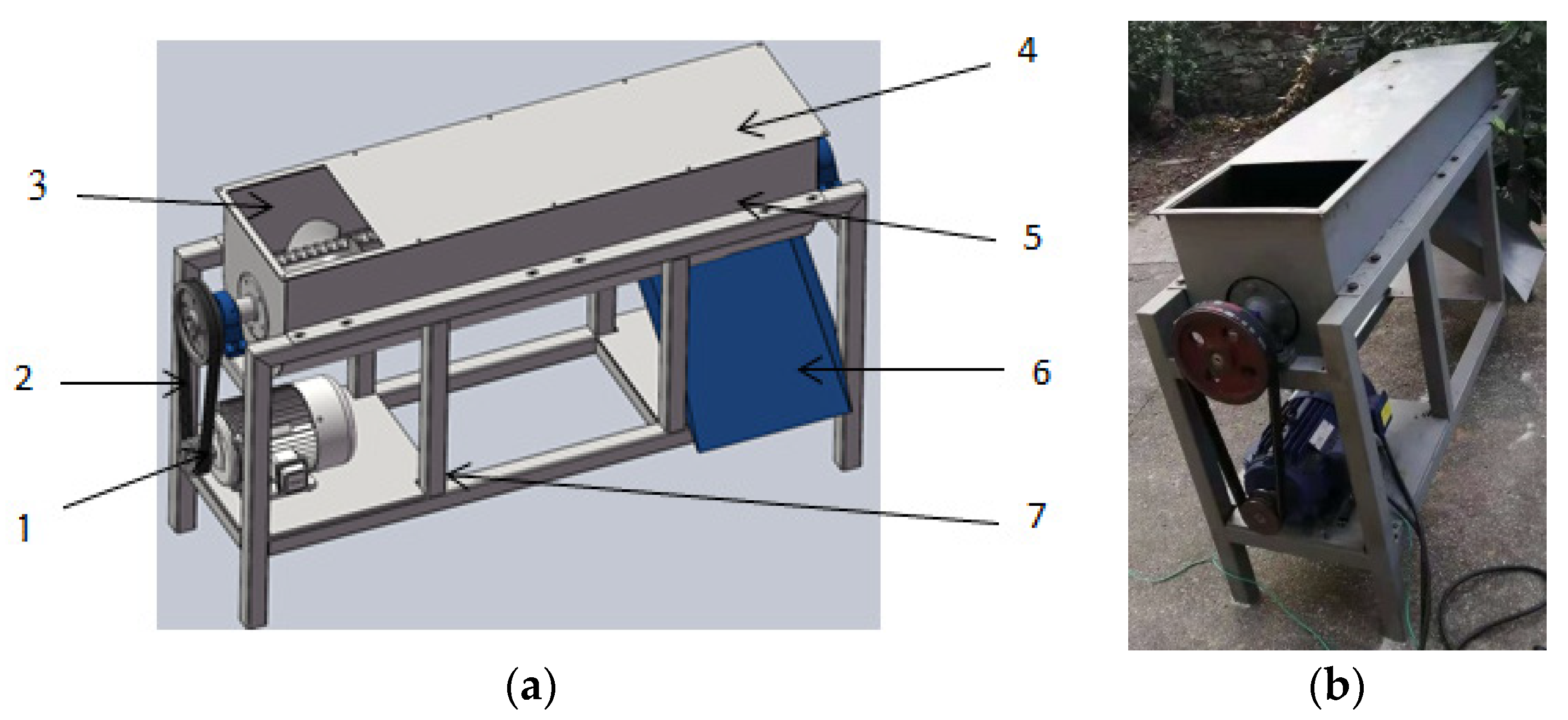
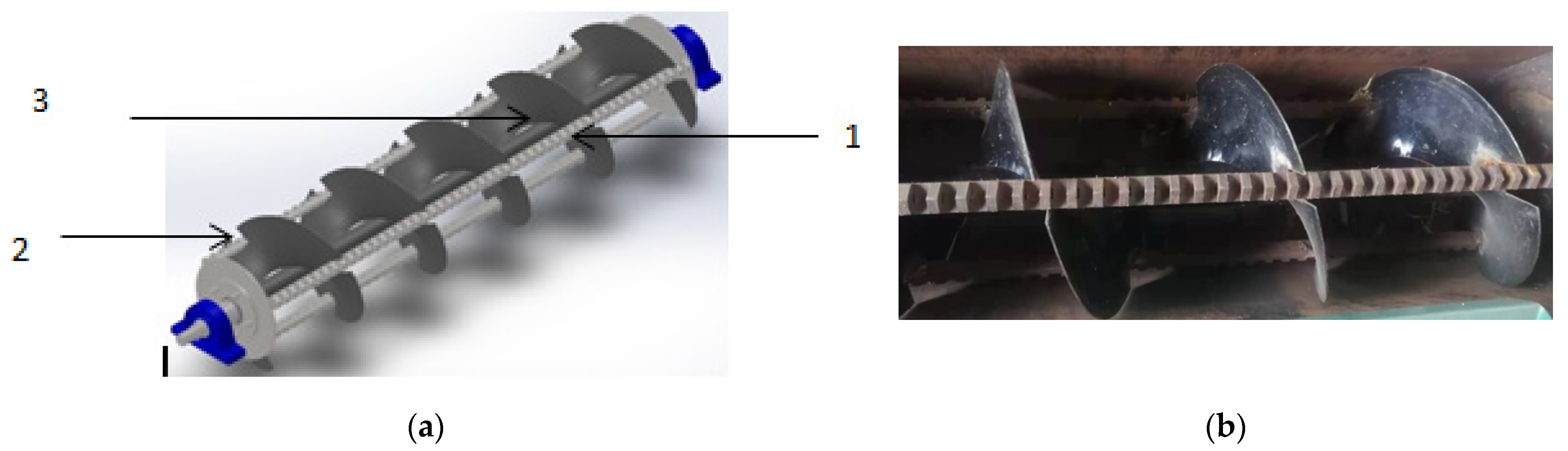
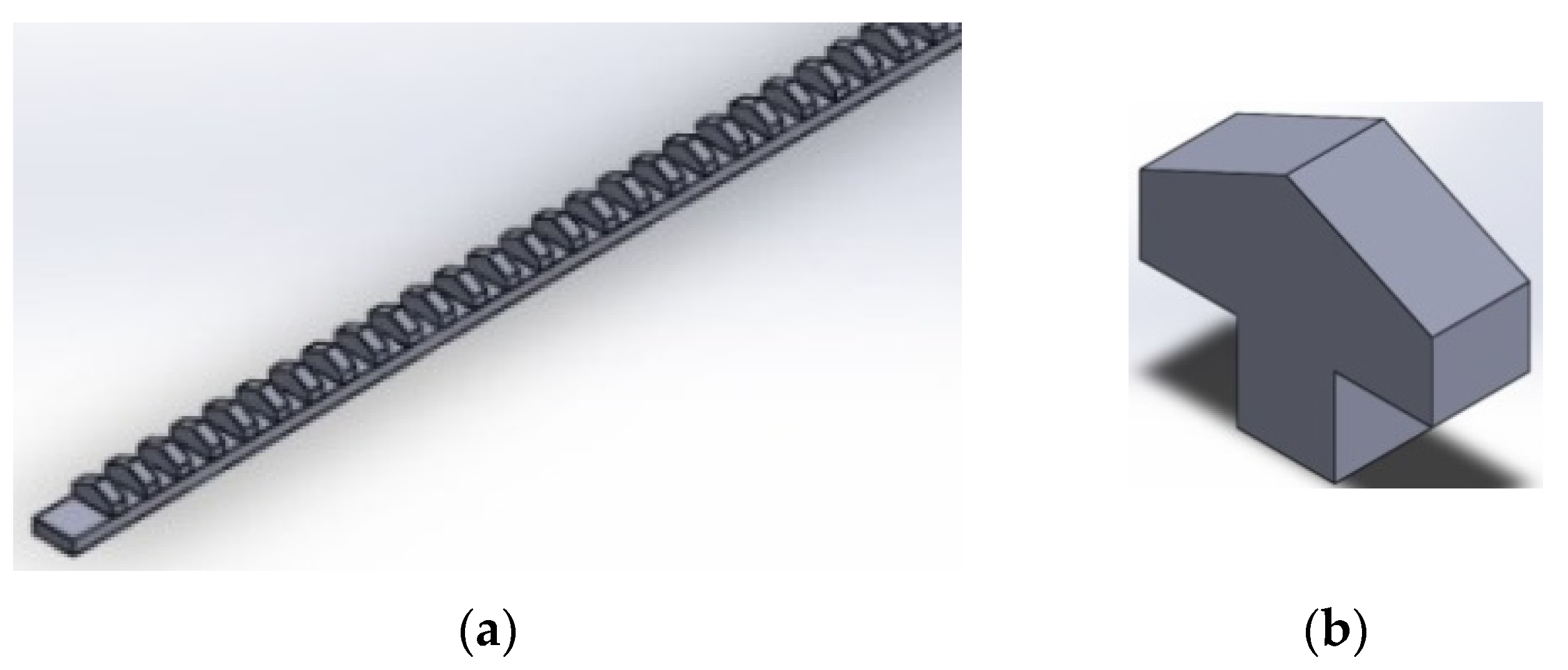
2.1. Materials
2.2. Methods
2.2.1. Experiments Design
2.2.2. Theoretical Equations
Threshing Force
The Seed Damage Percentage
The Percentage of Unthreshed Seed
Threshing Efficiency
Thresher Productivity (kg/h)
Power Requirements
The Specific Energy
Mathematical Modeling
3. Results and Discussion
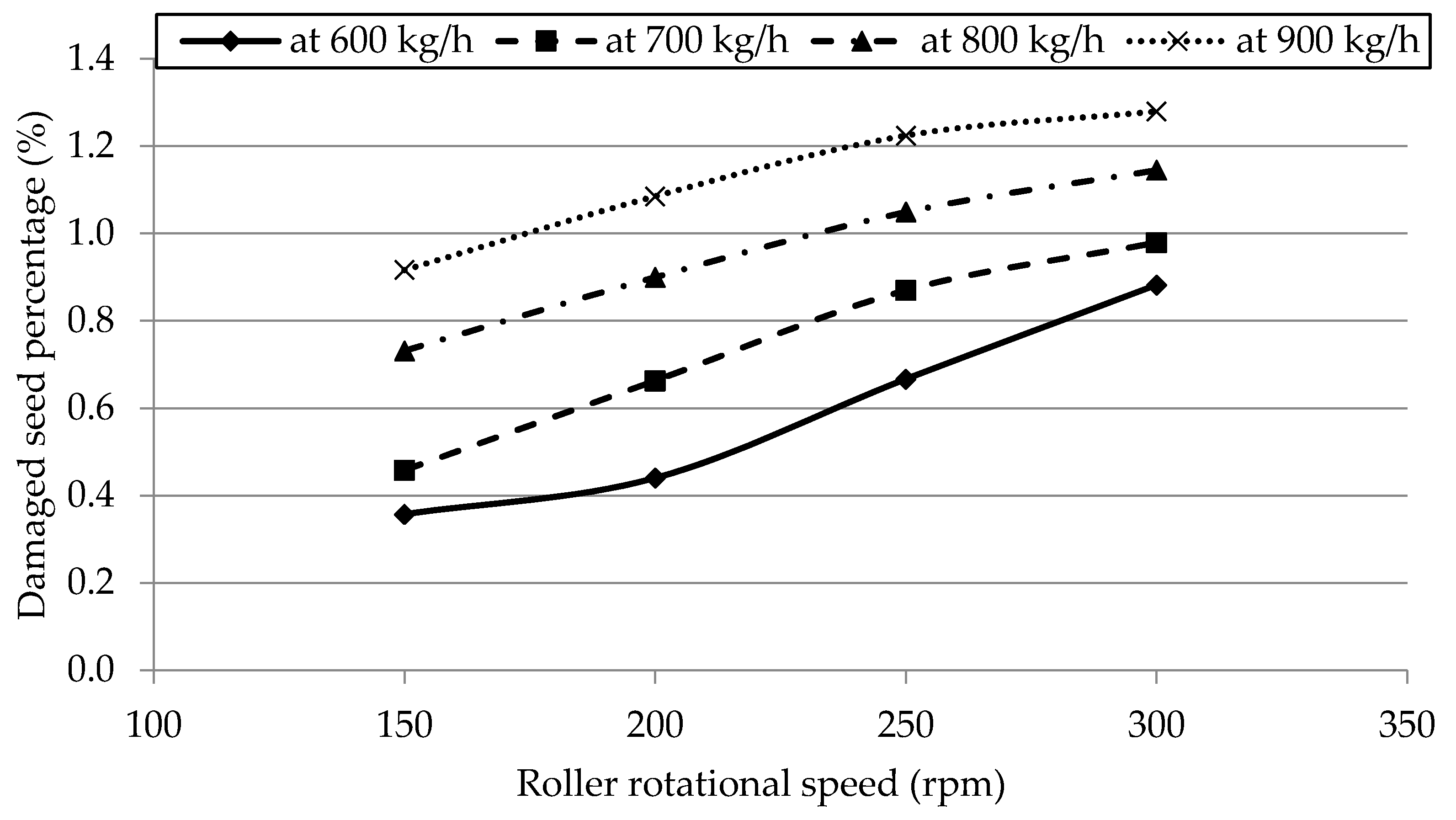
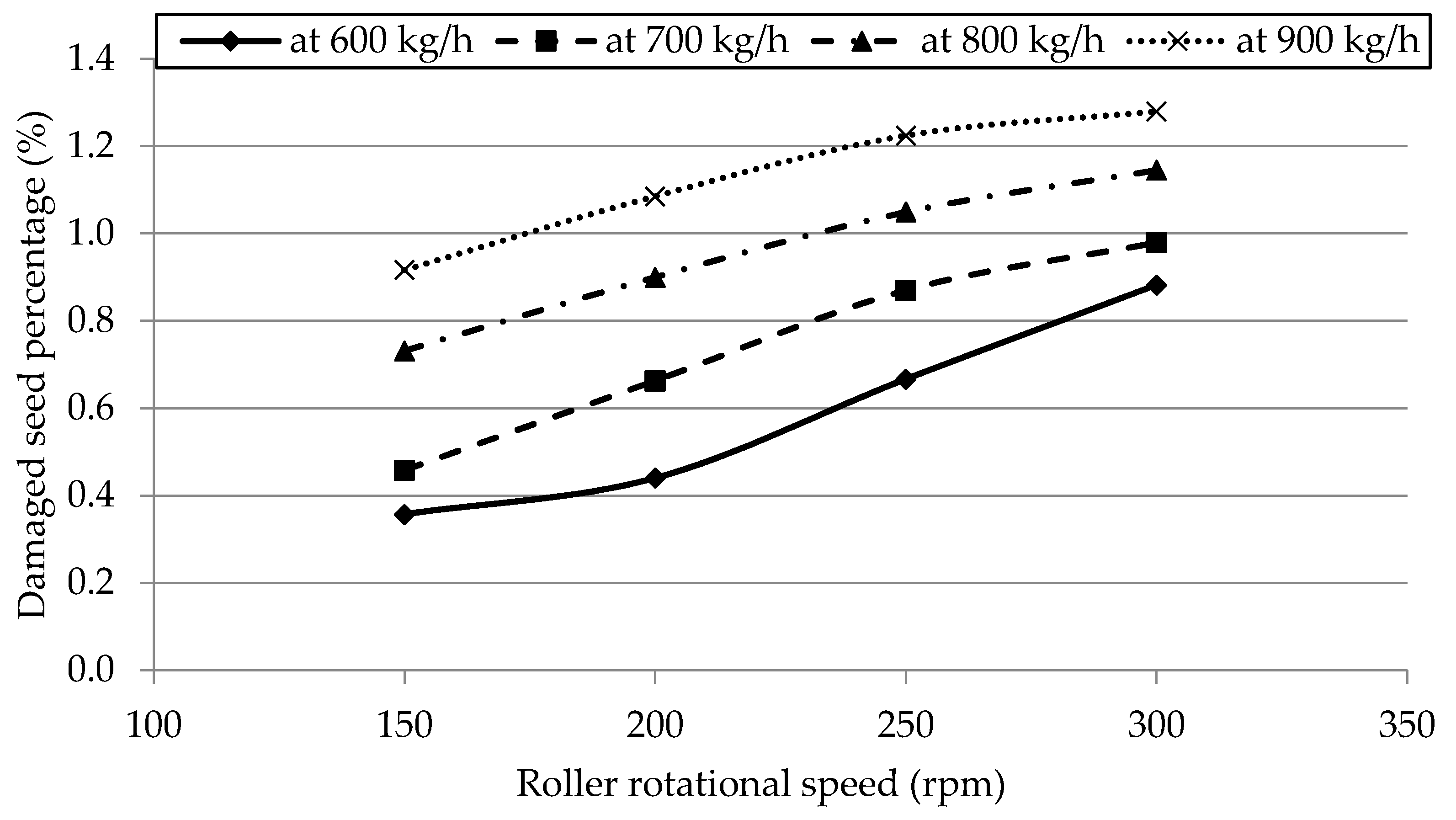
3.1. Effect of the Roller’s Rotational Speed on the Damaged Seed Percentage at Different Feed Rates
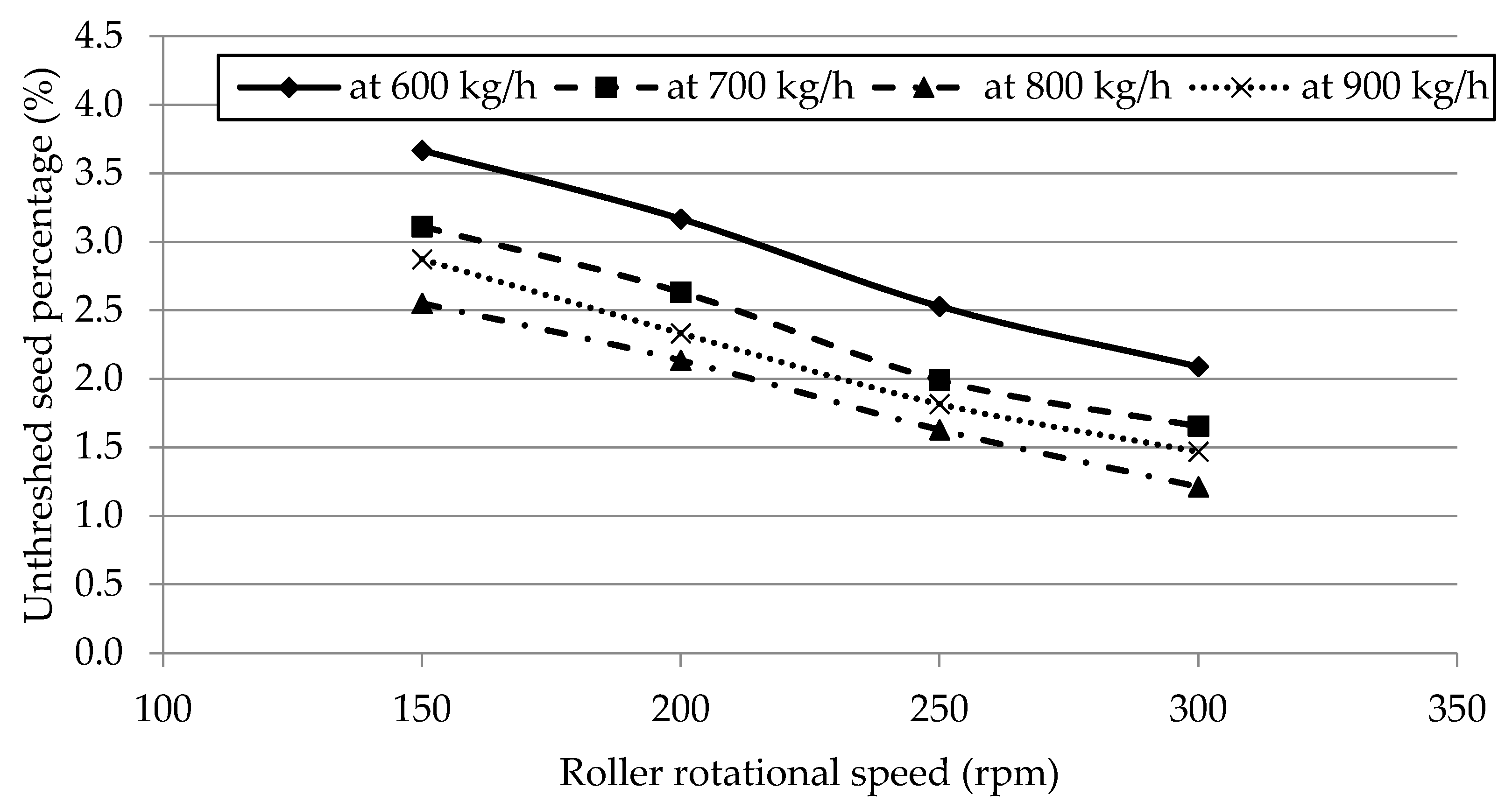
3.2. Effect of the Roller’s Rotational Speed on the Unthreshed Seed Percentage at Different Feed Rates
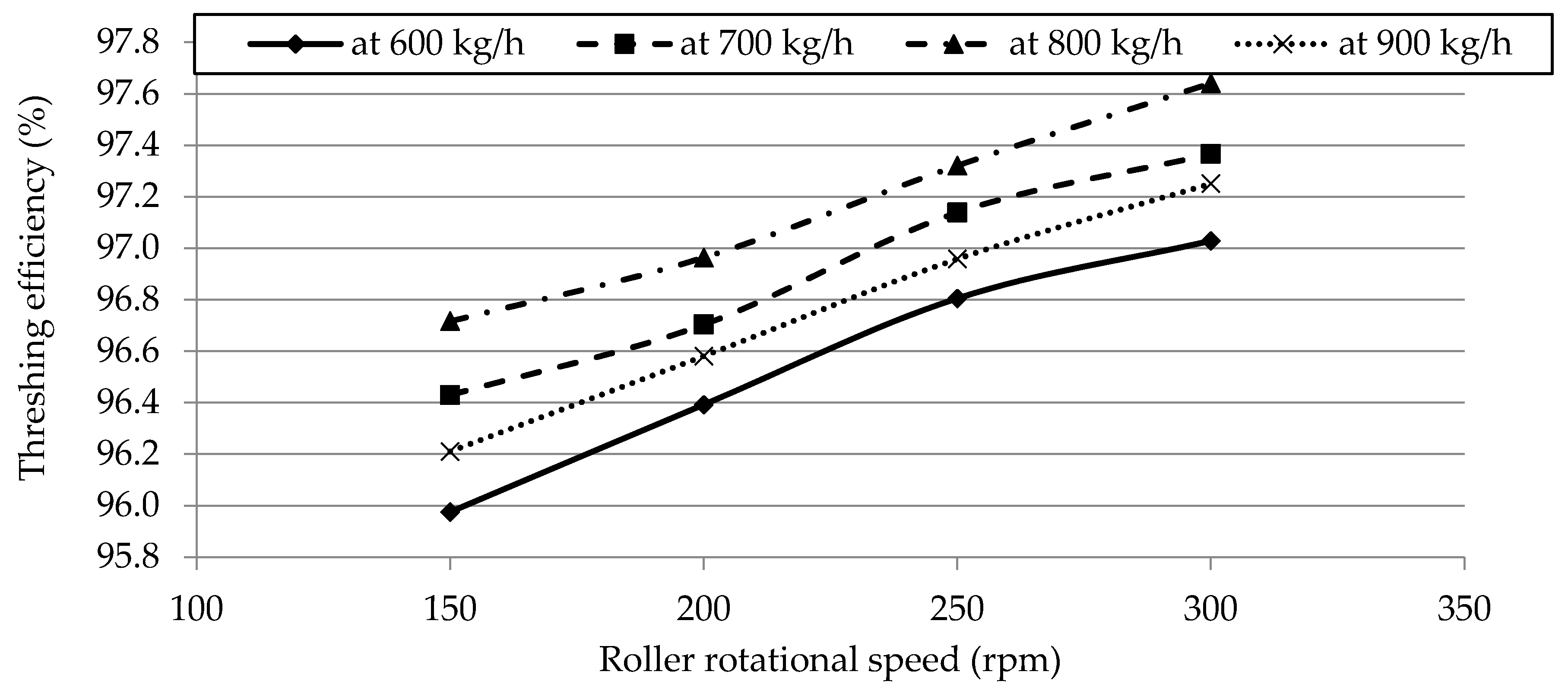
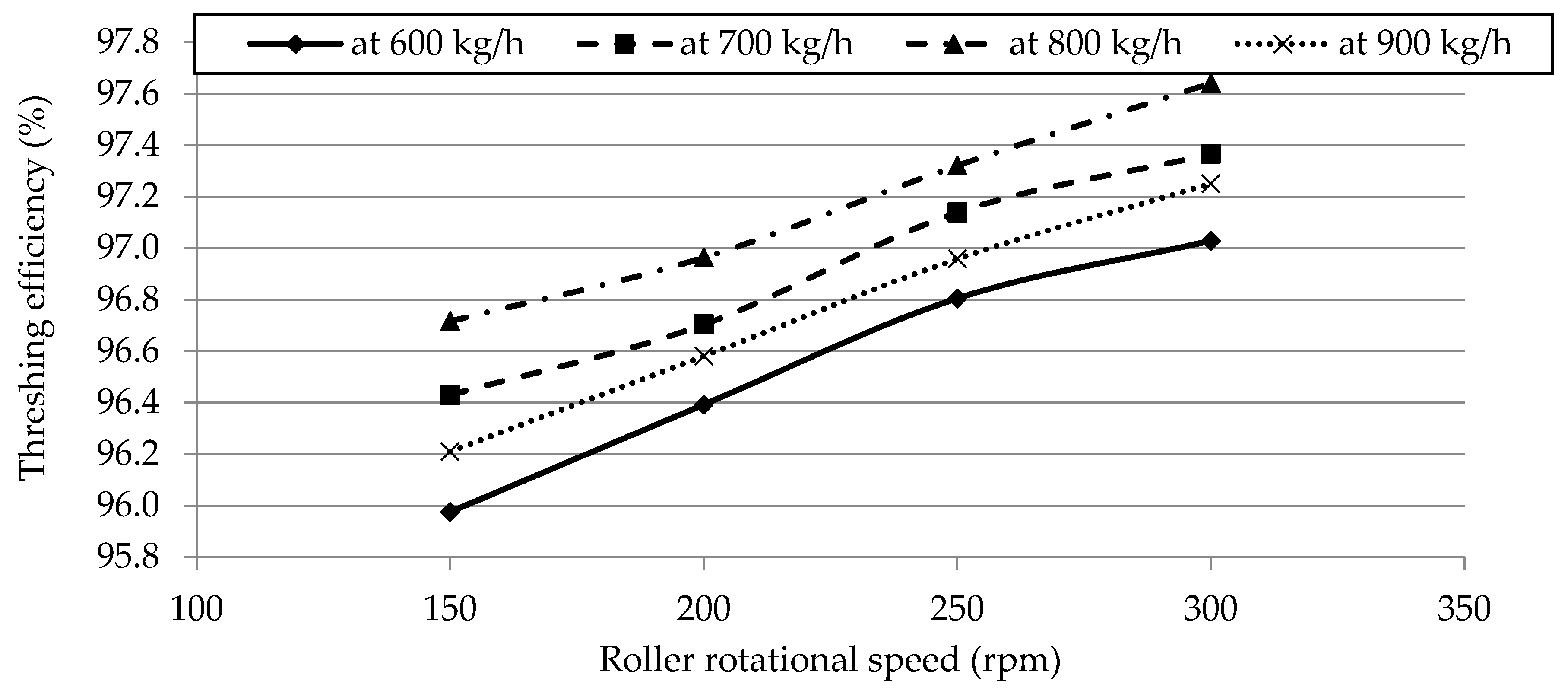
3.3. Effect of the Roller’s Rotational Speed on the Threshing Efficiency at Different Feed Rates
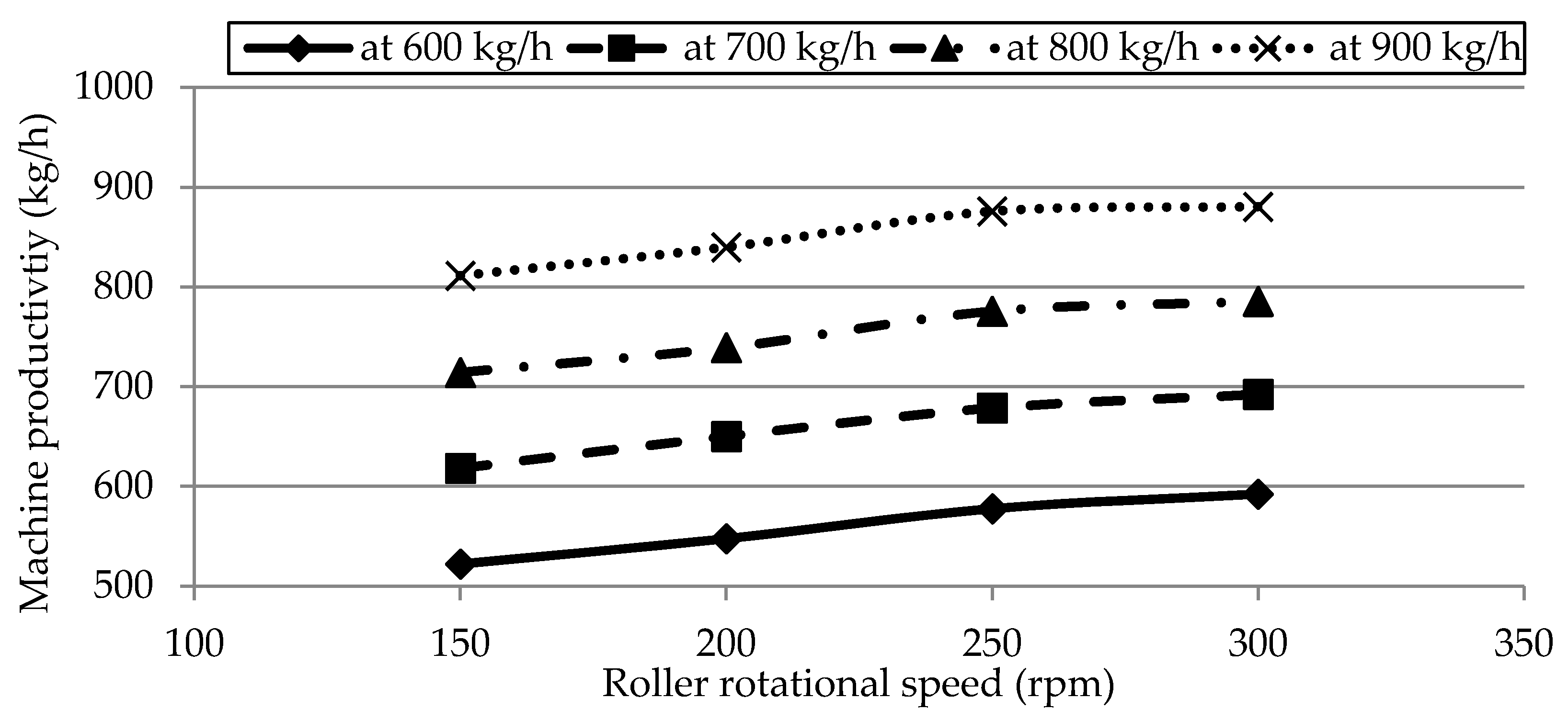
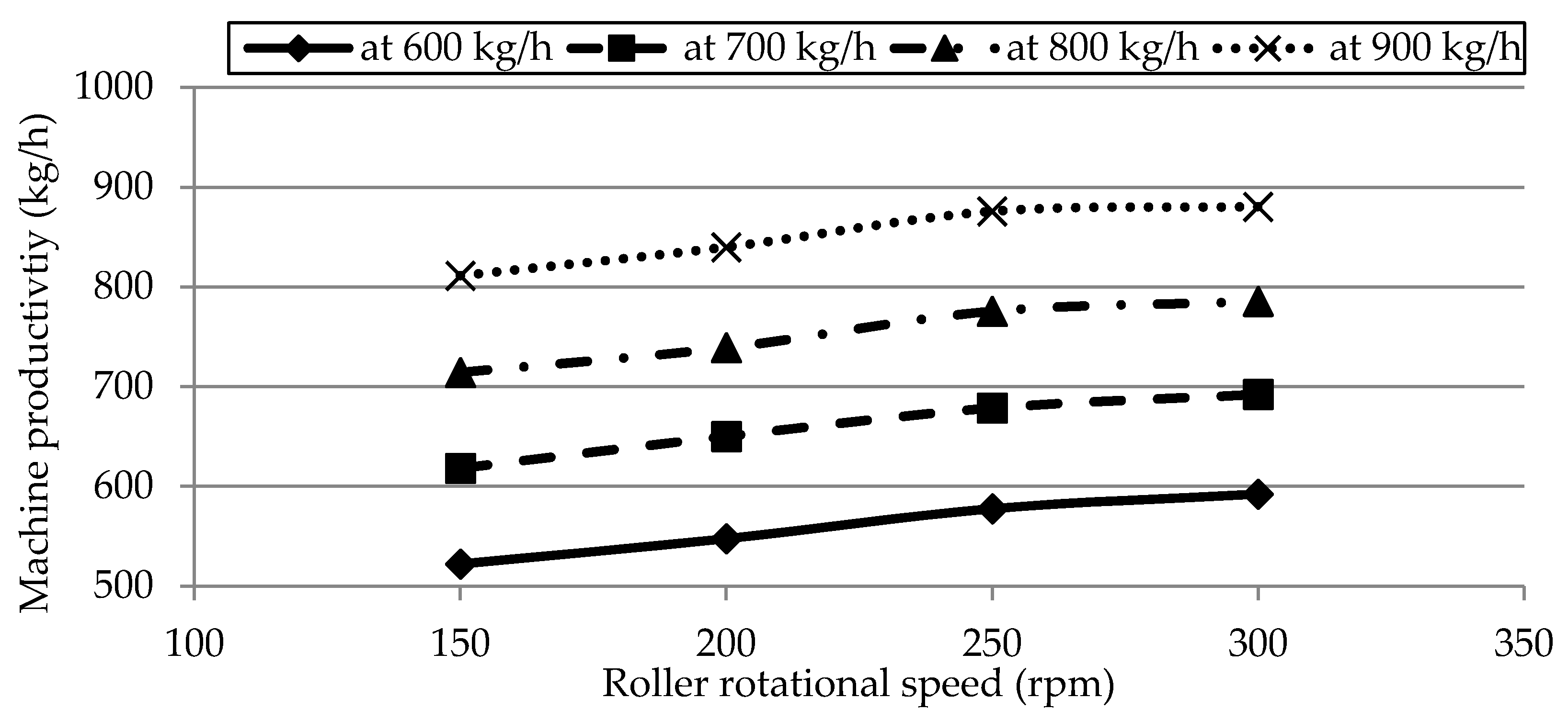
3.4. Effect of the Roller’s Rotational Speed on the Machine’s Productivity at Different Feed Rates
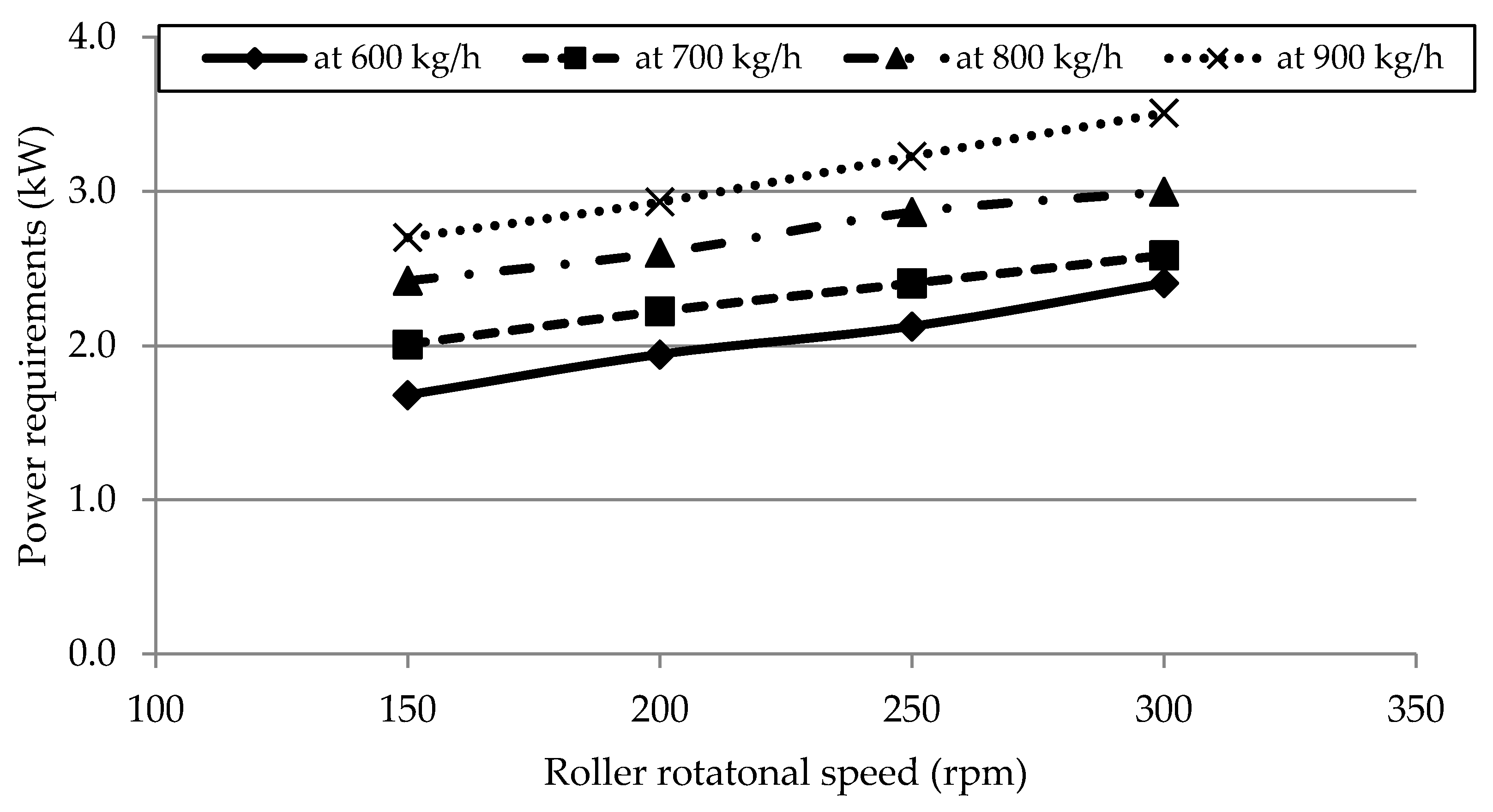
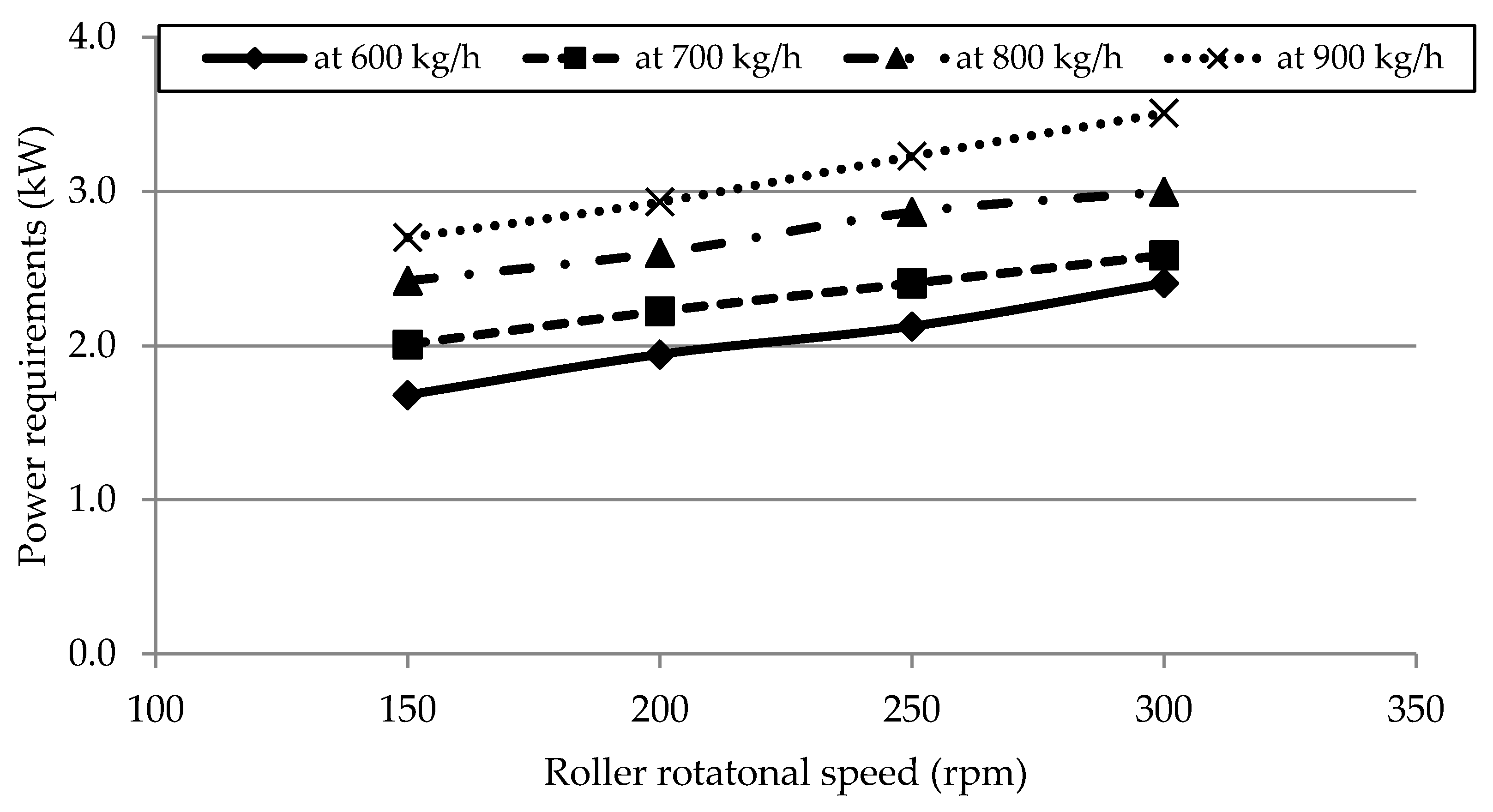
3.5. Effect of the Roller’s Rotational Speed on Power Requirements at Different Feed Rates
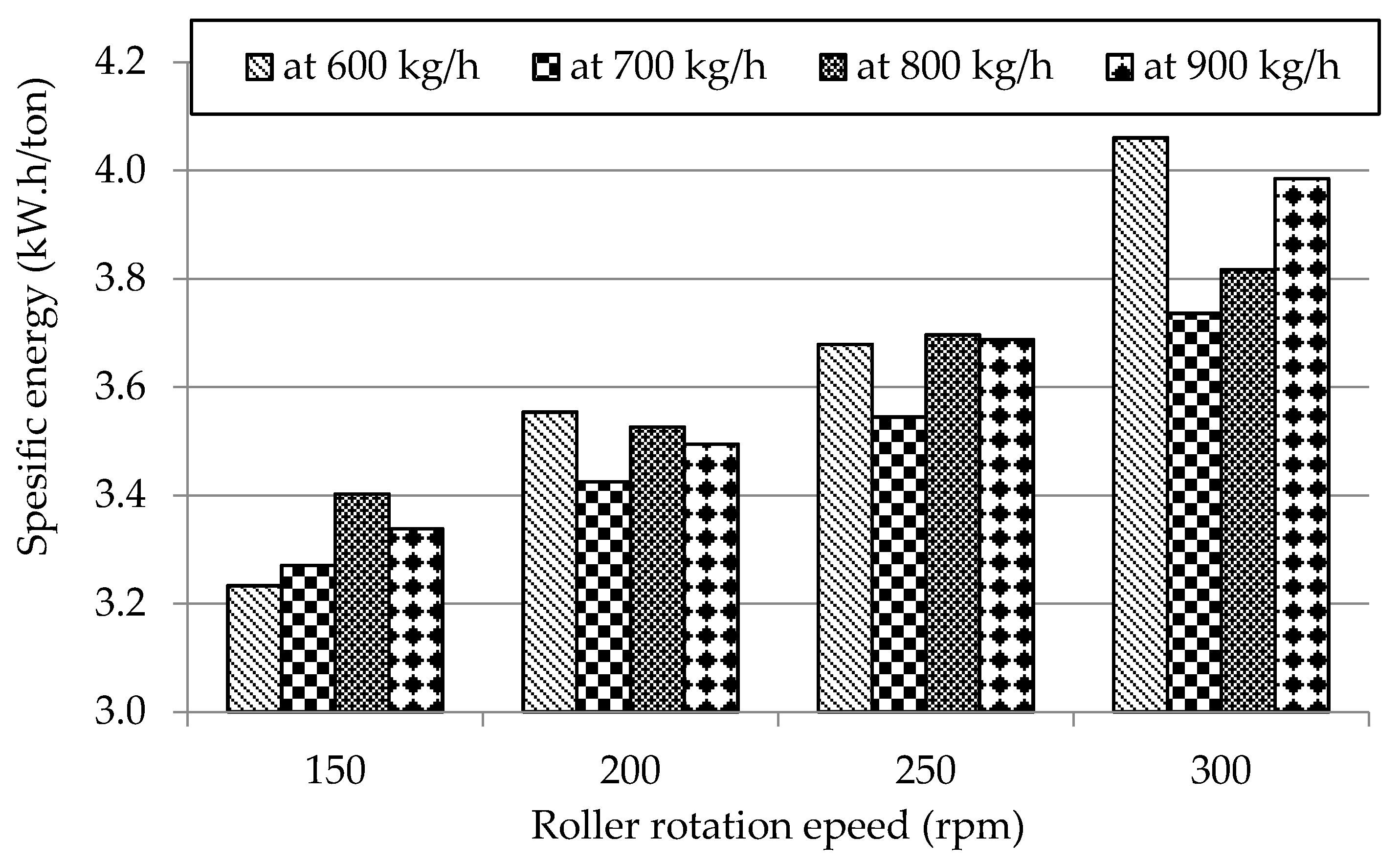
3.6. Effect of the Roller’s Rotational Speed on the Specific Energy at Different Feed Rates
3.7. Statistical Analysis
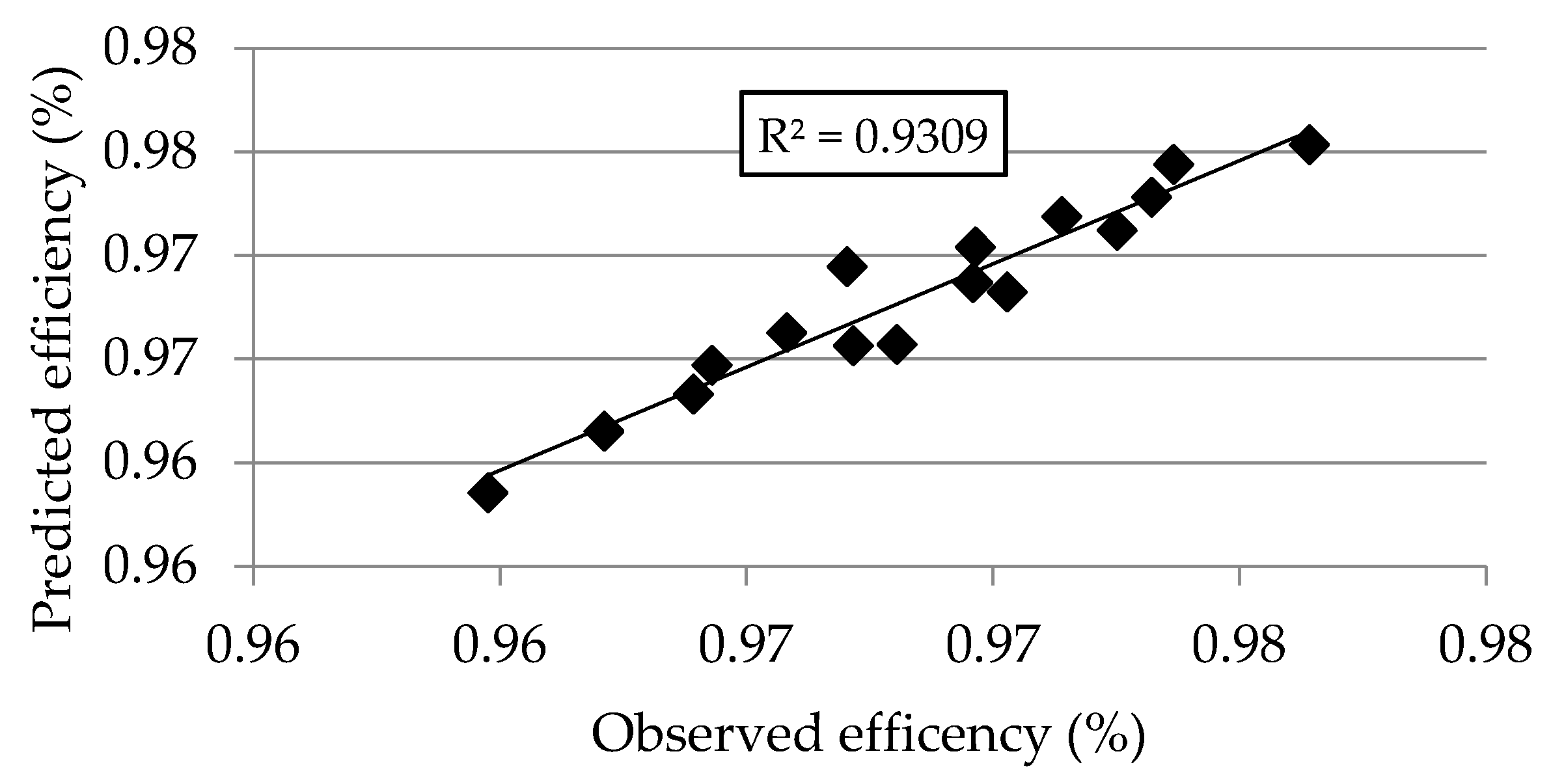
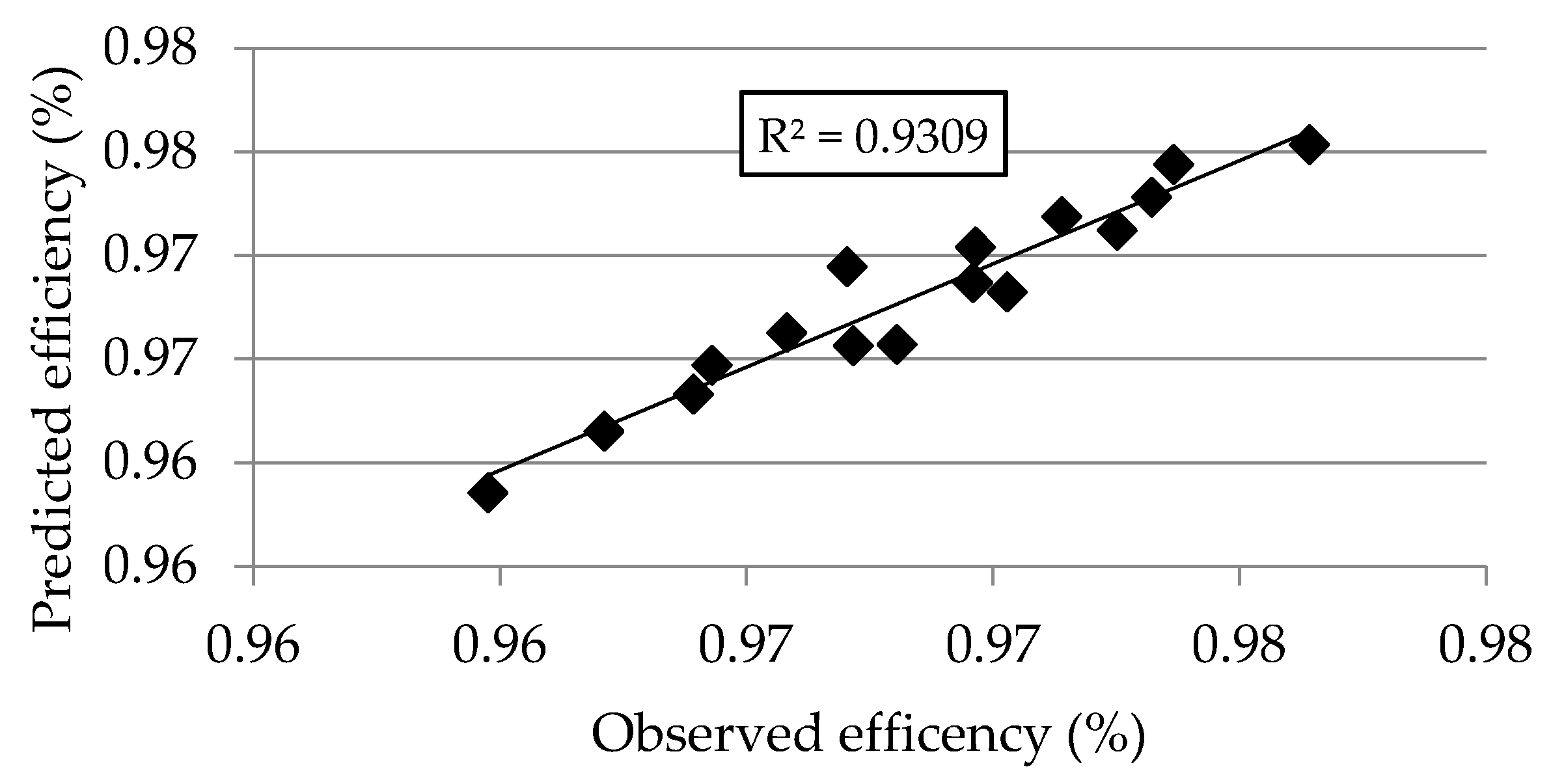
3.8. Mathematical Modeling for Threshing Efficiency
4. Conclusions
- The thrreshing efficiency increased with the increase in the roller’s rotational speed and feed rate up to a feed rate level of 800 kg/h. The maximum threshing efficiency (97.64%) was recorded at a roller rotational speed of 300 rpm and a feed rate of 800 kg/h. The power requirements and machine productivity increased with the increases of both the roller’s rotational speed and the feed rate. The maximum power consumption value (3.51 kW) and maximum machine productivity value (880.45 kg/h) were recorded at a 300 rpm roller rotational speed and a 900 kg/h feed rate.
- Because it recorded the highest threshing efficiency (97.64%) and the closest value of the lowest consumed specific energy (3.80 kW.h/ton), the operational condition of 300 rpm roller rotational speed with 800 kg/h feed rate was considered as the optimal operation condition.
- The equation of can be used to predict the threshing efficiency of the machine under examination with a correlation coefficient of 0.9309.
- With better threshing efficiency, the newly designed sunflower threshing machine with the new add-on of a screw conveyer to avoid blockage problems, compared with the rice and soya bean threshing machines used in threshing sunflower crops, is considered suitable threshing equipment for farmers who have small- and medium-sized sunflower cultivation areas.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khan, S.; Choudhary, S.; Pandey, A.; Khan, M.K.; Thomas, G. Sunflower oil: Efficient oil source for human consumption. Emergent Life Sci. Res. 2015, 1, 1–3. [Google Scholar]
- Radanović, A.; Miladinović, D.; Cvejić, S.; Jocković, M.; Jocić, S. Sunflower genetics from ancestors to modern hybrids—A review. Genes Basel 2015, 9, 528. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- FAO. Food and Agricultural Organization. 2021. Available online: http://www.fao.org/faostat/ar/#data/QC (accessed on 7 July 2021).
- Peeneejdangang, S. Field Tests of an Axial Flow Rice Thresher for Sunflower Threshing; A Paper Presented at SEMINAR II; Agricultural Engineering Department, Khon Kaen University: Khon Kaen, Thailand, 1997. [Google Scholar]
- Kibria, S.A.M.S. RNAM Test Codes & Procedures for Farm Machinery. In Economic and Social Commission for Asia and the Pacific Regional Network for Agricultural Machinery, Technical Series 12, 2nd ed.; Publisher: Bangkok, Thailand, 1995. [Google Scholar]
- Ali, K.A.M.; Huang, X.; Zong, W.; Abdeen, M.A.M. Mechanical structure and operating parameters of sunflower harvesting machines: A review. Int. Agric. Eng. J. 2020, 29, 143–153. [Google Scholar]
- Rembold, F.; Hodges, R.; Bernard, M.; Knipschild, H.; Léo, O. The African Postharvest Losses Information System (APHLIS): An Innovative Framework to Analyse and Compute Quantitative Postharvest Losses for Cereals under Different Farming and Environmental Conditions in East and Southern Africa; University of Greenwich: London, UK, 2011. [Google Scholar]
- Abdollahpour, S.; Ghassemzadeh, H. Designing, fabrication and evaluation of threshing unit edible sunflower. Agric. Eng. Int. CIGR J. 2019, 21, 52–58. [Google Scholar]
- El-Shal, M.S.; El-Ashry, A.S.; El-Shal, A.M.; Fakhrany, W.B. Development Of A Rubbing Thresher For Some Seed Crops. Misr. J. Agric. Eng. 2014, 31, 133–154. [Google Scholar] [CrossRef]
- Bansal, N.K.; Agarwal, S.; Sharma, T.R. Performance evaluation of a sunflower thresher. In A Paper Presented at the XXIX Annual Convention of India Society of Agricultural Engineering; India Society of Agricultural Engineering: Delhi, India, 1994. [Google Scholar]
- Anil, J.; Guruswamy, T.; Desai, S.R.; Basavaraj, T.; Joshi, A. Effect of cylinder speed and feed rate on the performance of thresher. J. Agric. Sci. 1998, 4, 1120–1123. [Google Scholar]
- Sudajan, S.; Salokhe, V.M.; Chusilp, S. Effect of concave hole size, concave clearance and drum speed on rasp-bar drum performance for threshing sunflower. Agric. Mech. Asia Afr. Lat. Am. 2005, 36, 52–57. [Google Scholar]
- Ismail, Z.E.; Elhenaway, M.N. Optimization of machine parameters for a sunflower thresher using friction drum. J. Agric. Sci. Mansoura Univ. 2009, 34, 10293–10304. [Google Scholar]
- Azharuddin, K.; Mir, S.; Narasimhan, M.M.; Kumar, G.P. Design and fabrication of sunflower seed extracting machine. Int. J. Latest Technol. Eng. Manag. Appl. Sci. 2016, 5, 90–97. [Google Scholar]
- Alizadeh, M.R.; Khodabakhshipour, M. Effect of threshing drum speed and crop moisture content on the paddy grain damage in axial flow thresher. Cercet. Agron. Moldova 2010, 3, 5–11. [Google Scholar]
- Kumar, A.; Kumar, A.; Khan, K.; Kumar, D. Performance evaluation of harvesting and threshing methods for wheat crop. Int. J. Pure App. Biosci. 2017, 5, 604–611. [Google Scholar] [CrossRef]
- Srison, W.; Chuan-Udom, S.; Saengprachatanarak, K. Effects of operating factors for an axial-flow corn shelling unit on losses and power consumption. Agric. Nat. Resour. 2016, 50, 421–425. [Google Scholar] [CrossRef]
- Kilbas, A.A.; Srivastava, H.M.; Trujillo, J.J. Theory and Applications of Fractional Differential Equations; Elsevier: Amsterdam, The Netherlands, 2006; Volume 204. [Google Scholar]
- O’callaghan, J.R. Some experiments on the intake process in a vertical screw conveyor. J. Agric. Eng. Res. Jg 1962, 7, 282–287. [Google Scholar]
- Lofty, A. Constraction and performance evaluation of a local device for separating sunflower seeds and environment preservation. Ama Agric. Mech. Asia Afr. Lat. Am. 2009, 40, 73. [Google Scholar]
- Mirzabe, A.H.; Chegini, G.R. Effect of air-jet impingement parameters on the removing of sunflower seeds from the heads in static conditions. Agric. Eng. Int. Cigr. J. 2016, 18, 43–59. [Google Scholar]
- Zhou, Y.; Zhang, J.; Zhu, H.; Zhao, X.; Liu, Y.; Yang, W. Research status and development prospects of sunflower harvester in China. China Acad. Publ. House 2015, 5, 11–14. (In Chinese) [Google Scholar]
- Zong, W.; Liu, Y.; Huang, X.; Ma, L.; Tang, S. Present Situation and Developmental Strategies for Sunflower Mechanized Harvest in China. Acta Agric. Univ. Jiangxiensis 2017, 39, 600–606. (In Chinese) [Google Scholar]
- Popov, I.F.; Kienen, N.I.; Asakun, V. Agricultural Machine; Balkema, A., Roterdam, A., Eds.; Print India in New Delhi: New Delhi, India, 1986; pp. 433–451. [Google Scholar]
- Hall, A.S.; Holowenko, A.R.; Laughlin, H.G. Theory and Problems of Machine Design (Schaum’s Outline Series); McGraw Hill B. Co.: New York, NY, USA, 1981. [Google Scholar]
- Mohtasebi, S.M.; Behroozilar, J.; Alidadi, K.B. A new design for grain combine thresher. Int. J. Agric. Biol. 2006, 8, 680–683. [Google Scholar]
- Lockwood, F.B.; Dunstan, R. Electrical Engineering Principles; Heinemann Educational Books: Portsmouth, NH, USA, 1971. [Google Scholar]
- Sudajan, S.; Salokhe, V.M.; Triratanasirichai, K. PM—Power and machinery: Effect of type of drum, drum speed and feed rate on sunflower threshing. Biosyst. Eng. 2002, 83, 413–421. [Google Scholar] [CrossRef]
- Sudajan, S.; Salokhe, V.M.; Chusilp, S.; Plermkamon, V. Power requirement and performance factors of a sunflower thresher. Agric. Sci. J. 2003, 34, 4–6. [Google Scholar]
- Kutzbach, H.D. Approaches for mathematical modelling of grain separation. In International Conference on Crop Harvesting and Processing 64; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2003. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source of Variation | df | F Value | |||||
|---|---|---|---|---|---|---|---|
| Damaged Seed | Unthreshed Seed | Threshing Efficiency | Productivity | Power Requirement | Specific Energy | ||
| Replication | 3 | ||||||
| Roller speed A | 3 | 189.192 ** | 218.947 ** | 99.361 ** | 21.734 ** | 142.358 ** | 15.666 ** |
| Feed rate B | 3 | 237.355 ** | 101.616 ** | 37.474 ** | 325.654 ** | 365.822 ** | 1.092 ns |
| A × B | 9 | 1.407 ns | 1.877 ns | 1.625 ns | 0.032 ns | 1.26 ns | 0.414 ns |
| Error | 32 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, K.A.M.; Zong, W.; Md-Tahir, H.; Ma, L.; Yang, L. Design, Simulation and Experimentation of an Axial Flow Sunflower-Threshing Machine with an Attached Screw Conveyor. Appl. Sci. 2021, 11, 6312. https://doi.org/10.3390/app11146312
Ali KAM, Zong W, Md-Tahir H, Ma L, Yang L. Design, Simulation and Experimentation of an Axial Flow Sunflower-Threshing Machine with an Attached Screw Conveyor. Applied Sciences. 2021; 11(14):6312. https://doi.org/10.3390/app11146312
Chicago/Turabian StyleAli, Khaled Abdeen Mous, Wangyuan Zong, Hafiz Md-Tahir, Lina Ma, and Liu Yang. 2021. "Design, Simulation and Experimentation of an Axial Flow Sunflower-Threshing Machine with an Attached Screw Conveyor" Applied Sciences 11, no. 14: 6312. https://doi.org/10.3390/app11146312
APA StyleAli, K. A. M., Zong, W., Md-Tahir, H., Ma, L., & Yang, L. (2021). Design, Simulation and Experimentation of an Axial Flow Sunflower-Threshing Machine with an Attached Screw Conveyor. Applied Sciences, 11(14), 6312. https://doi.org/10.3390/app11146312