
Industry 4.0 Maturity Model Assessing Environmental Attributes of Manufacturing Company


Abstract
1. Introduction
2. Literature Review
2.1. Environmental Manufacturing and Carbon Footprint
2.2. Environmental Manufacturing and Industrial Engineering
3. Materials and Methods
3.1. Division of Maturity Models and Their Main Attributes
- Source name and origin—Models that were from foreign universities, engineering associations, and consulting companies, often combining academia and industry;
- Analysed dimensions—There were different numbers and characters of dimensions, ranging from a minimum of three dimensions to nine. Some models still used partial subdimensions;
- Evaluation method—Levels for evaluation were very similar for the models. Models with several levels, often from four to six levels, were used for final evaluation, and these levels were characterised;
- Potential for evaluation of environmental aspects—Searching for a dimension for the evaluation of green (environmental) aspects or perspectives in one of the dimensions;
- In addition to these critical attributes, of course, other attributes were analysed, such as model intent, which can be descriptive, comparative, or prescriptive.
3.2. Evaluation of Maturity Models
3.3. Findings
- By implementing environmental “factors” into production (processes), we can achieve sustainable development without degrading the environment;
- Materials recycling or substitution by alternative products (with the same function) is a way of green production;
- Using digital technologies can accelerate the reduction of global emissions;
- Carbon footprint is one of the most effective ways to calculate the impact of green manufacturing;
- Product carbon footprint is used to determine the effect products have on emissions and the environment;
- Environmental manufacturing, even if it represents a positive approach for the environment, leads to higher costs, leading to the need for governmental support;
- Maturity models assess a company’s readiness for Industry 4.0 in several dimensions, which they classify into several defined levels;
- Environmental aspects are not assessed in maturity models, and they do not occur in dimensions, subdimensions, or even in criteria.
4. Theory—Proposal of a Maturity Model Evaluating Environmental Aspects
- Determining main dimensions, levels, and indicators for evaluation;
- Application within VSM tool and evaluation;
- Final level evaluation in given dimensions.
4.1. Phase 1—Determining Main Dimensions, Levels, and Indicators for Evaluation
- Production;
- Logistics;
- Maintenance;
- IT.
- Level 0: 0% carbon footprint reduction—No implementations in production processes;
- Level 1: −10% carbon footprint reduction—Very limited implementations in production processes;
- Level 2: −30% carbon footprint reduction—Partly implemented in production processes;
- Level 3: −60% carbon footprint reduction—Mostly implemented in production processes;
- Level 4: −80 carbon footprint reduction—Nearly completely implemented in production processes;
- Level 5: carbon neutral company—Totally implemented in production processes.
4.2. Phase 2—Application within VSM Tool and Evaluation
4.3. Phase 3—Final-Level Evaluation in Given Dimensions
5. Case Study
5.1. Analytical Phase—Mapping the Current State
5.2. Analytical Phase—Evaluation
6. Results
6.1. Production Dimension
- The level of automation (Industry 4.0 implementation, utilisation) is the main environmental indicator when dealing with production. Many technologies offer the potential to reduce emissions. Implementing can reduce the need for factory floor space. Using (collaborative) robots in the factory raises the level of efficiency, in addition to reducing the number of human workers and costs for heating and lighting (transition to “lights-out factories”), which is considered as the highest form of an autonomous manufacturing company.
- The energy sources–production equipment indicator is, in this case, related to the previous one. Adjusting energy loads on machines can reduce energy use hand in hand with reducing carbon footprint. Another form of energy reduction is lowering heating requirements. Lowering cycle times also tends to result in lower final energy output. Electric motors drain the greatest amount of power. Manufacturers use these motors in factories to act as generators and provide mechanical or hydraulic capabilities. Consumption and production increase the total demand for electricity and can easily raise greenhouse gas emissions, depending on the carbon footprints of the power sources used.
- The environmental aspects of the production system indicator are mainly linked to factory pollution. These are mainly related to air pollution, emissions, toxic waste disposal, or contamination of water. Consumption of non-recyclable resources and rapid population growth is also important here. Environmental impacts can be divided into local, regional, or global. The bigger the impact is, the bigger threat it represents.
6.2. Logistics Dimension
- d.
- The indicator (level of automation and drive) relates to handling technology used in internal logistics. Internal logistics was an extended area in the company, so a team solution was used in a structured interview. The main factor was that the evaluation of the maturity model was objective, and in a large industrial enterprise, the team evaluation proved to be successful, which unifies both the knowledge and opinion differences of experts. Consultations took place with experts in warehouse management, as well as with the department for packaging processes. Based on a structured interview and visual inspection and observation of the use of handling equipment, the company uses forklifts, low lift trucks, picking trucks, pallet trucks, and conventional trucks. This technology uses several types of power units. Basic diesel engines are gradually being replaced by LPG engines. The company is also using and testing electric trucks in the warehouse for picking goods. Warehouse technology is connected to the information system and material flow is optimised according to material call actions. All technology is human controlled. Traffic routes and their reduction are optimised.
- e.
- There is basic packaging management in the company, which deals with individual packaging and subsequent recycling (ecological use). There are several types of packaging of different sizes. The minimum packaging is disposable. Reusable packaging has multiple circulation options (up to 20, 20–50, and over 50 circuits). Most packaging is recyclable (plastic packaging) and is environmentally friendly. The company sorts waste, possibly using packaging secondarily for other products, and has a set percentage of packaging waste.
- f.
- The indicator (environmental aspects of warehouse system) emphasises the energy aspects of storage space for material storage and works in progress. There is a minimum of economic and ecological technologies in the storage space. Some rooms are designed so that only part of a room where the movement of people and machines is detected is illuminated. It is possible to light up the storage space completely independently. No modern heating or ventilation systems, thermal insulation, thermally insulated bridges are used here. The warehouse has a vertical elevator warehouse stacker for storing and picking materials. This corresponds with the first indicator (level of automation) and technology; however, the stacker is static in nature.
6.3. Maintenance Dimension
- g.
- MRO processes are very important. Machinery maintenance itself has a long history beginning after World War II. Since then, all forms of maintenance from “no maintenance” (in which operators did not care at all; once machinery was broken, it was just changed) to preventive and predictive maintenance, to most advanced types of maintenance using Industry 4.0 technologies (implementation of artificial intelligence (AI), use of online sensors, dashboards, etc. in order to reduce the number of physical workers in MRO). Additionally, computerised maintenance management systems (CMMS) are a step in the right direction towards environmentally responsible manufacturing (ERM). Right (also use of natural) lighting and ventilation combined with paperless maintenance management systems also support this system.
- h.
- Energy consumption is directly related to environmentally oriented maintenance. You can reduce the amount of paper by implementing easy IS for maintenance (CMMS mentioned above). Additionally, with proper equipment design (which is reflected in the decline of resource consumption and transportation requirements), you can reduce maintenance steps. Pollution prevention (also eliminating waste streams) and environmentally compatible plant layout and design are also related to proper energy management.
- i.
- By using biodegradable lubricants and cleaning agents, you can effectively reduce wear, extend lubrication intervals and reduce lubrication consumption. The use of environmentally compatible lubricants or cleaning agents, such as synthetic lubricants derived from renewable resources, is in accordance with environmentally responsible manufacturing (ERM) and environmentally conscious manufacturing (ECM) principles.
6.4. IT Dimension
- j.
- Human resources and material reduction by IT (mostly achieved by implementing RPA). Digitisation in a company can fulfil the basic function (e.g., paper reduction) from zero implementation in business processes to more complex systems, in which data and information across various functions are largely managed by humans, to complete integration of IT systems (and other dimensions of production, logistics, and maintenance) through a comprehensive exchange of data and information.
- k.
- Energy management does not play such a big role as, for example, in the production or maintenance dimensions, but it is necessary to mention it. Basic software measurement of energy consumption for IT products and services is often optimised for less energy consumption. Additionally, alternative energy sources are used for IT energy supply (solar, wind, etc.). The highest level is represented by enterprise-wide IT process automation systems, such as robotic process automation (RPA), implemented with green-oriented cloud computing and services. Empty company areas are used for forest creation.
- l.
- IT equipment is directly linked to the transfer of information across all company levels, the use of cloud services and data sharing, and IT robotic process automation (RPA) systems. Artificial intelligence systems are implemented and have a supporting function in implementing environmental principles in all company functions.
7. Discussion
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Questionnaires for Evaluating Dimensions of Proposed Model

{kind=link}
{kind=link}
| Production Dimension | ||
|---|---|---|
| Indicator: Energy Sources–Production Equipment | ||
| Question: To what extent does your production equipment uses energy sources in relation to an environmental approach? | ||
| Level 0 | No usage in relation to environmental aspects | ☐ |
| Level 1 | Measurement of energy consumption, basic waste (water) management in production | ☐ |
| Level 2 | Advanced waste management in production | ☐ |
| Level 3 | Alternative energy sources used in production (solar, wind, etc.) | ☐ |
| Level 4 | Green production building using energy recovery. CO2 emissions report for installations. | ☐ |
| Level 5 | Wide support of negative emissions technologies (Ocean fertilisation, enhanced weathering, etc.) | ☐ |
| Maintenance Dimension | ||
|---|---|---|
| Indicator: Use of Lubricants and Cleaning Agents | ||
| Question: What type of lubricants/cleaning agents are used when dealing with machinery maintenance? | ||
| Level 0 | No special attention paid to the use of lubricants in the company, not monitored | ☐ |
| Level 1 | Tribo-materials, energy-efficient bearings, and long-life lubricants | ☐ |
| Level 2 | Use of degradable, and less eco-toxic lubricants | ☐ |
| Level 3 | Synthetic lubricants, particularly synthetic ether lubricants, derived from renewable resources | ☐ |
| Level 4 | Tribo-compatible materials with self-lubricating property | ☐ |
| Level 5 | No lubricants are needed (for example because of no leakage through joints and seals; no groundwater contamination)/nor used in the company | ☐ |
| Logistics Dimension | ||
|---|---|---|
| Indicator: Degree of Automation and Controllability | ||
| Question: What manipulation technology is used in the company in terms of controllability and automation? | ||
| Level 0 | Mechanised manipulation equipment (diesel engines) only human controlled | ☐ |
| Level 1 | Manipulation technology for hybrid propulsion units replacing human-controlled diesel engines (CNGs) and shortening routes by using, for example, picking systems in the warehouse | ☐ |
| Level 2 | Manipulation technology is driven by electric units and their partial automation, human-controlled, routes reduction and shortening with connection to partial automation of warehouse systems | ☐ |
| Level 3 | Manipulation technology driven by electric units and their majority automated with collaborative human cooperation. Optimised transport routes and mainly connected to automated warehousing systems | ☐ |
| Level 4 | Implemented fully autonomous and robotic handling equipment driven by electricity (AGV, drones) adaptable to products. Optimised transport routes and full connection to automated warehousing systems | ☐ |
| Level 5 | Manipulation technology fuelled by alternative energy sources fully adaptable to products and full connection to complex autonomous storage systems | ☐ |
| IT Dimension | ||
|---|---|---|
| Indicator: Use of Process Automation | ||
| Question: What level of process automation is used in your company? | ||
| Level 0 | Zero digitisation (paper reduction), no implementation in business processes. | ☐ |
| Level 1 | More complex digitisation (paper reduction). Minimal cloud use. | ☐ |
| Level 2 | Advanced digitalisation, data, and information largely managed by humans. Optimisation of energy consumption for IT products and services. | ☐ |
| Level 3 | More improved digitalisation. Alternative energy sources used for IT. Implemented IS across the company with basic automation (RPA). | ☐ |
| Level 4 | Minimal human participation. Most of the processes automatised or remotely driven.) Environmentally oriented cloud computing and services. | ☐ |
| Level 5 | Complete integration of IT systems through all company sectors, comprehensive exchange of data and information. Artificial intelligence systems are widely implemented. | ☐ |
References
- Yin, Y.; Stecke, K.E.; Li, D. The evolution of production systems from Industry 2.0 through Industry 4.0. Int. J. Prod. Res. 2018, 56, 848–861. [Google Scholar] [CrossRef]
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufac-turing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Saf. Environ. Prot. 2018, 117, 408–425. [Google Scholar] [CrossRef]
- Omer, A.M. Energy, environment and sustainable development. Renew. Sustain. Energy Rev. 2008, 12, 2265–2300. [Google Scholar] [CrossRef]
- Shrivastava, P. The Role of Corporations in Achieving Ecological Sustainability. Acad. Manag. Rev. 1995, 20, 936–960. [Google Scholar] [CrossRef]
- Levy, D.L. Environmental Management as Political Sustainability. Organ. Environ. 1997, 10, 126–147. [Google Scholar] [CrossRef]
- Laosirihongthong, T.; Adebanjo, D.; Choon Tan, K. Green supply chain management practices and perfor-mance. Ind. Manag. Data Syst. 2013, 113, 1088–1109. [Google Scholar] [CrossRef]
- Jaggernath, R.; Khan, Z. Green supply chain management. World J. Entrep. Manag. Sustain. Dev. 2015, 11, 37–47. [Google Scholar] [CrossRef]
- Srivastava, S.K. Green supply-chain management: A state-of-the-art literature review. Int. J. Manag. Rev. 2007, 9, 53–80. [Google Scholar] [CrossRef]
- Boons, F. Greening products: A framework for product chain management. J. Clean. Prod. 2002, 10, 495–505. [Google Scholar] [CrossRef]
- Nejat, P.; Jomehzadeh, F.; Taheri, M.M.; Gohari, M.; Majid, M.Z.A. A global review of energy consumption, CO 2 emissions and policy in the residential sector (with an overview of the top ten CO 2 emitting countries). Renew. Sustain. Energy Rev. 2015, 43, 843–862. [Google Scholar] [CrossRef]
- Curran, T.; Williams, I. A zero waste vision for industrial networks in Europe. J. Hazard. Mater. 2012, 207–208, 3–7. [Google Scholar] [CrossRef] [PubMed]
- Ockwell, D.G.; Mallett, A. Low-Carbon Technology Transfer: From Rhetoric to Reality; Routledge: London, UK; New York, NY, USA, 2012. [Google Scholar]
- Halmann, M.M.; Steinberg, M. Greenhouse Gas Carbon Dioxide Mitigation: Science and Technology; Lewis Publishers: Boca Raton, FL, USA, 1999. [Google Scholar]
- Navarro, A.; Puig, R.; Fullana-i-Palmer, P. Product vs corporate carbon footprint: Some methodological is-sues. A case study and review on the wine sector. Sci. Total Environ. 2017, 581–582, 722–733. [Google Scholar] [CrossRef]
- Dada, A.; Staake, T. Carbon Footprints from Enterprises to Product Instances: The Potential of the EPC Network. In INFORMATIK 2008. Beherrschbare Systeme-dank Informatik. Band 2; Hegering, H.-G., Lehmann, A., Ohlbach, H.J., Scheideler, C., Eds.; Gesellschaft für Informatik: Bonn, Germany, 2008; pp. 873–878. [Google Scholar]
- WATIFY. Green Manufacturing—The Solution for Reducing Production Waste—Boosting Technological Trans-formation. 2019. Available online: https://ec.europa.eu/growth/tools-databases/dem/watify/boosting/news/green-manufacturing-%E2%80%93-solution-reducing-production-waste (accessed on 11 October 2020).
- Mao, Y.; Wang, J. Is green manufacturing expensive? Empirical evidence from China. Int. J. Prod. Res. 2018, 57, 7235–7247. [Google Scholar] [CrossRef]
- Green New Deal for Europe. Available online: https://www.gndforeurope.com/ (accessed on 1 May 2021).
- Ft.com. Davos 2020: Ursula Von Der Leyen Warns China to Price Carbon or Face Tax. 2020. Available online: https://www.ft.com/content/c93694c8-3d15-11ea-a01a-bae547046735 (accessed on 1 May 2021).
- Domanski, C. Cost Engineering: A Practical Method for Sustainable Profit Generation in Manufacturing; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley: Hoboken, NJ, USA, 2020. [Google Scholar]
- Faulkner, W.; Badurdeen, F. Sustainable Value Stream Mapping (Sus-VSM): Methodology to visualize and assess manufacturing sustainability performance. J. Clean. Prod. 2014, 85, 8–18. [Google Scholar] [CrossRef]
- CMMI® for Services, Version 1.3 CMMI-SVC, V1.3 CMMI Product Team Improving Processes for Providing Better Services. 2010. Available online: http://cmmi.kondakov.ru/library/SDocs/CMMI_SVC_1_3.pdf (accessed on 1 May 2021).
- Mutafelija, B.; Stromberg, H. Process Improvement with CMMI® v1.2 and ISO Standards; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- Paulk, M.C.; Curtis, B.; Chrissis, M.B.; Weber, C.V. Capability maturity model, version 1.1. IEEE Softw. 1993, 10, 18–27. [Google Scholar] [CrossRef]
- Viharos, Z.J.; Soós, S.; Nick, G.A.; Várgedő, T.; Beregi, R.J. Non-comparative, Industry 4.0 readiness evaluation for manufacturing enterprises. In Proceedings of the 15th IMEKO TC10 Workshop on Technical Diagnostics, Budapest, Hungary, 6–7 June 2017. [Google Scholar]
- Basl, J. Companies on the way to industry 4.0 and their readiness. J. Syst. Integr. 2018, 9, 3–6. [Google Scholar]
- Schmitt, P.; Schmitt, J.; Engelmann, B. Evaluation of proceedings for SMEs to conduct I4.0 projects. Procedia CIRP 2019, 86, 257–263. [Google Scholar] [CrossRef]
- Lichtblau, K. Industrie 4.0-Readiness; Impuls-Stiftung: Aachen, Germany, 2015. [Google Scholar]
- Leyh, C.; Schäffer, T.; Bley, K.; Forstenhäusler, S. SIMMI 4.0—A Maturity Model for Classifying the Enter-prise-wide IT and Software Landscape Focusing on Industry 4.0. In Proceedings of the 2016 Federated Conference on Computer Science and Information Systems, Gdansk, Poland, 11–14 September 2016; pp. 1297–1302. [Google Scholar]
- Iggins, J.P. Cochrane Handbook for Systematic Reviews of Interventions; Version 5.0.1; The Cochrane Collaboration: London, UK, 2008. [Google Scholar]
- Schumacher, A.; Erol, S.; Sihn, W. A Maturity Model for Assessing Industry 4.0 Readiness and Maturity of Manufacturing Enterprises. Procedia CIRP 2016, 52, 161–166. [Google Scholar] [CrossRef]
- De Carolis, A.; Macchi, M.; Kulvatunyou, B.; Brundage, M.P.; Terzi, S. Maturity Models and Tools for Ena-bling Smart Manufacturing Systems: Comparison and Reflections for Future Developments. In Product Lifecycle Management and the Industry of the Future; Springer: Cham, Switzerland, 2017; pp. 23–35. [Google Scholar]
- Gökalp, E.; Şener, U.; Eren, P.E. Development of an Assessment Model for Industry 4.0: Industry 4.0-MM. In Communications in Computer and Information Science; Springer Science and Business Media LLC: Cham, Switzerland, 2017; pp. 128–142. [Google Scholar]
- Agca, O.; Gibson, J.; Godsell, J.; Ignatius, J.; Davies, C.W.; Xu, O. An Industry 4 Readiness Assessment Tool; WMG-The University of Warwick: Coventry, UK, 2017. [Google Scholar]
- Weber, C.; Königsberger, J.; Kassner, L.; Mitschang, B. M2DDM—A Maturity Model for Data-Driven Manufacturing. Procedia CIRP 2017, 63, 173–178. [Google Scholar] [CrossRef]
- Singapore, E.D.B. The Singapore smart industry readiness index. In Catalysing the Transformation of Manufacturing; Singapore Economic Development Board: Singapore, 2018. [Google Scholar]
- Dennis, M.; Ramaswamy, C.; Ameen, M.N.; Jayaram, V. Asset Performance Management Maturity Model; BCG Perspective, Capgemini: Paris, France, 2017. [Google Scholar]
- Mittal, S.; Romero, D.; Wuest, T. Towards a Smart Manufacturing Maturity Model for SMEs (SM3E). Advances in Production Management Systems. Smart Manuf. Ind. 2018, 4, 155–163. Available online: https://link.springer.com/chapter/10.1007/978-3-319-99707-0_20 (accessed on 10 October 2020).
- Sjödin, D.R.; Parida, V.; Leksell, M.; Petrovic, A. Smart Factory Implementation and Process Innovation. Res. Manag. 2018, 61, 22–31. [Google Scholar] [CrossRef]
- Oleśków-Szłapka, J.; Stachowiak, A. The Framework of Logistics 4.0 Maturity Model. Advances in Intelligent Systems and Computing. 2018. Available online: https://link.springer.com/chapter/10.1007%2F978-3-319-97490-3_73 (accessed on 20 October 2020).
- Pacchini, A.P.T.; Lucato, W.C.; Facchini, F.; Mummolo, G. The degree of readiness for the implementation of Industry 4.0. Comput. Ind. 2019, 113, 103125. [Google Scholar] [CrossRef]
- Zeller, V.; Hocken, C.; Stich, V. acatech Industrie 4.0 Maturity Index—A Multidimensional Maturity Model. Secur. Educ. Crit. Infrastruct. 2018, 4, 105–113. [Google Scholar] [CrossRef]
- Jung, K.; Kulvatunyou, B.; Choi, S.; Brundage, M.P. An Overview of a Smart Manufacturing System Readi-ness Assessment. IFIP Advances in Information and Communication Technology. 2016. Available online: https://link.springer.com/chapter/10.1007%2F978-3-319-51133-7_83 (accessed on 9 October 2020).
- Akdil, K.Y.; Ustundag, A.; Cevikcan, E. Maturity and Readiness Model for Industry 4.0 Strategy. Springer Series in Advanced Manufacturing. 2017. Available online: https://link.springer.com/chapter/10.1007%2F978-3-319-57870-5_4 (accessed on 13 October 2020).
- Lee, J.; Jun, S.; Chang, T.-W.; Park, J. A Smartness Assessment Framework for Smart Factories Using Analytic Network Process. Sustainability 2017, 9, 794. [Google Scholar] [CrossRef]
- Sternad, M.; Lerher, T.; Gajsek, B. Maturity Levels for Logistics 4.0 Based on Nrw’s Industry 4.0 Maturity Model. Bus. Logist. Mod. Manag. 2018, 18, 695–708. [Google Scholar]
- Shukla, G.P.; Adil, G.K. A conceptual four-stage maturity model of a firm’s green manufacturing technology alternatives and performance measures. J. Manuf. Technol. Manag. 2021. [Google Scholar] [CrossRef]
- Ormazabal, M.; Sarriegi, J.M.; Viles, E. Environmental management maturity model for industrial companies. Manag. Environ. Qual. Int. J. 2017, 28, 632–650. [Google Scholar] [CrossRef]
- Moutchnik, D.A. The maturity model for corporate environmental management. Umwelt Wirtschafts Forum 2015, 23, 161–170. [Google Scholar] [CrossRef]
- Verrier, B.; Rose, B.; Caillaud, E. Lean and Green strategy: The Lean and Green House and maturity deployment model. J. Clean. Prod. 2016, 116, 150–156. [Google Scholar] [CrossRef]
- Jeffrey, K. The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer; McGraw-Hill: New York, NY, USA, 2004. [Google Scholar]


| Title and Source | Source Type | Analysed Dimensions | Assessing Readiness Method | Model Intention |
|---|---|---|---|---|
| Impuls—Industrie 4.0 Readiness [31] | Acad Pract. Assoc | 6 | 6 Levels from 0 (Outsider) to 5 (Top performer) | Comp Descr Prescr |
| SIMMI 4.0—A Maturity Model for Classifying the Enterprise [32] | Acad | 4 | 5 Stages from 1 (Basic digitisation) to 5 (Optimised full digitisation) | Descr Prescr |
| PwC maturity model—Industry 4.0 [33] | Cons. Co. | 7 | 4 Levels from 1 (Digital novice) to 4 (Digital champion) | Descr |
| A maturity model for assessing Industry 4.0 readiness and maturity of manufacturing enterprises [34] | Acad | 9 | 62 criteria. Each criterion is evaluated within 5 levels of readiness. | Descr |
| A Maturity Model for Assessing the Digital Readiness of Manufacturing Companies [35] | Acad Pract. Assoc | 5 | 5 Levels from 1 (Initial) to 5 (Digital oriented) | Descr |
| Assessment Model for Industry 4.0: Industry 4.0-MM [36] | Acad | 5 | 6 Levels from 0 (Incomplete) to 5 (Optimising) | Descr Prescr |
| An Industry 4 Readiness Assessment Tool [37] | Acad Cons. Co. | 6 | 4 Levels from 1 (Beginner) to 4 (Expert) | Comp Descr Prescr |
| M2DDM—A Maturity Model for Data-Driven Manufacturing [38] | Acad. | 6 | 6 Levels 0 (Non-existent IT Integration) to 5 (Self-Optimising Factory) | Descr |
| The Singapore Smart Industry Readiness Index [39]. | Pract. Assoc | 3 | 6 Levels from 0 (Undefined() to 5 (Intelligent) | Descr |
| Asset Performance Management Maturity Model [40]. | Cons. Co. | 6 | 5 Levels from 0 (Initial) to 4 (Excellence) | Descr |
| Towards a Smart Manufacturing Maturity Model [41] | Acad. Pract. Assoc | 5 | 5 Levels from 1 (Novice) to 5 (Expert) | Descr |
| A Preliminary Maturity Model for Leveraging Digitalisation in Manufacturing [42] | Acad. Pract. Assoc Cons. Co. | 3 | 4 Levels from 1 (Connected technologies) to 4 (Smart, predictable manufacturing) | Comp Descr Prescr |
| The Logistics 4.0 Maturity Model [43] | Acad. | 3 | 5 Levels from 1 (Ignoring) to 5 (Integrated) | Descr |
| The Degree of readiness for the implementation of Industry 4.0 [44] | Acad. | 8 | 6 Levels from 1 (Embryonic) to 6 (Ready) | Descr |
| Acatech Industrie 4.0 Maturity Index [45] | Acad. Pract. Assoc | 4 | 6 Levels from 1: (Computerisation) to 6 (Adapt) | Descr |
| An Overview of a Smart Manufacturing System Readiness Assessment [46] | Pract. Assoc | 4 | 6 Levels from 1 (Not performed) to 6 (Optimising) | Comp Descr Prescr |
| Maturity and Readiness Model for Industry 4.0 Strategy [47] | Acad. | 3 | 6 Levels from 0 (Absence) to 3 (Maturity) | Comp Descr Prescr |
| A Smartness Assessment Framework for Smart Factories Using Analytic Network Process [48] | Acad. | 4 | 5 Levels from 1 (Checking) to 5 (Autonomy) | Descr |
| Maturity levels for logistics 4.0 based on NRW’S Industry 4.0 maturity model [49] | Acad. | 4 | 5 Levels from 1 (Unconnected analog production) to 5 (Completely networked production) | Descr |
| Attribute | Assumption and Constraints |
|---|---|
| Business size | Medium-sized business |
| Business branch | Automotive |
| Production repeatability | High |
| Data availability | From information systems, monitoring, measurement |
| Complexity of non-manufacturing processes | Standard logistics equipment (warehousing and handling technology) |
| Complexity of production processes | Standard production equipment, production lines |
| Maturity Model–Environmental Aspect Indicators: | |
|---|---|
| Production | Logistics |
| 1. Level of automation (I 4.0 implementation, utilisation) | 1. Level of automation |
| 2. Energy sources–production equipment | 2. Packaging management and environment |
| 3. Environmental aspects of production system | 3. Environmental aspects of warehouse system |
| Maintenance | IT |
| 1. MRO processes | 1. Human resources and material reduction by IT (RPA, paper) |
| 2. Energy consumption and time efficiency | 2. Energy management of the company and surrounding areas |
| 3. Lubricants and cleaning agents | 3. Use of Industry 4.0 technologies with connection to IT |
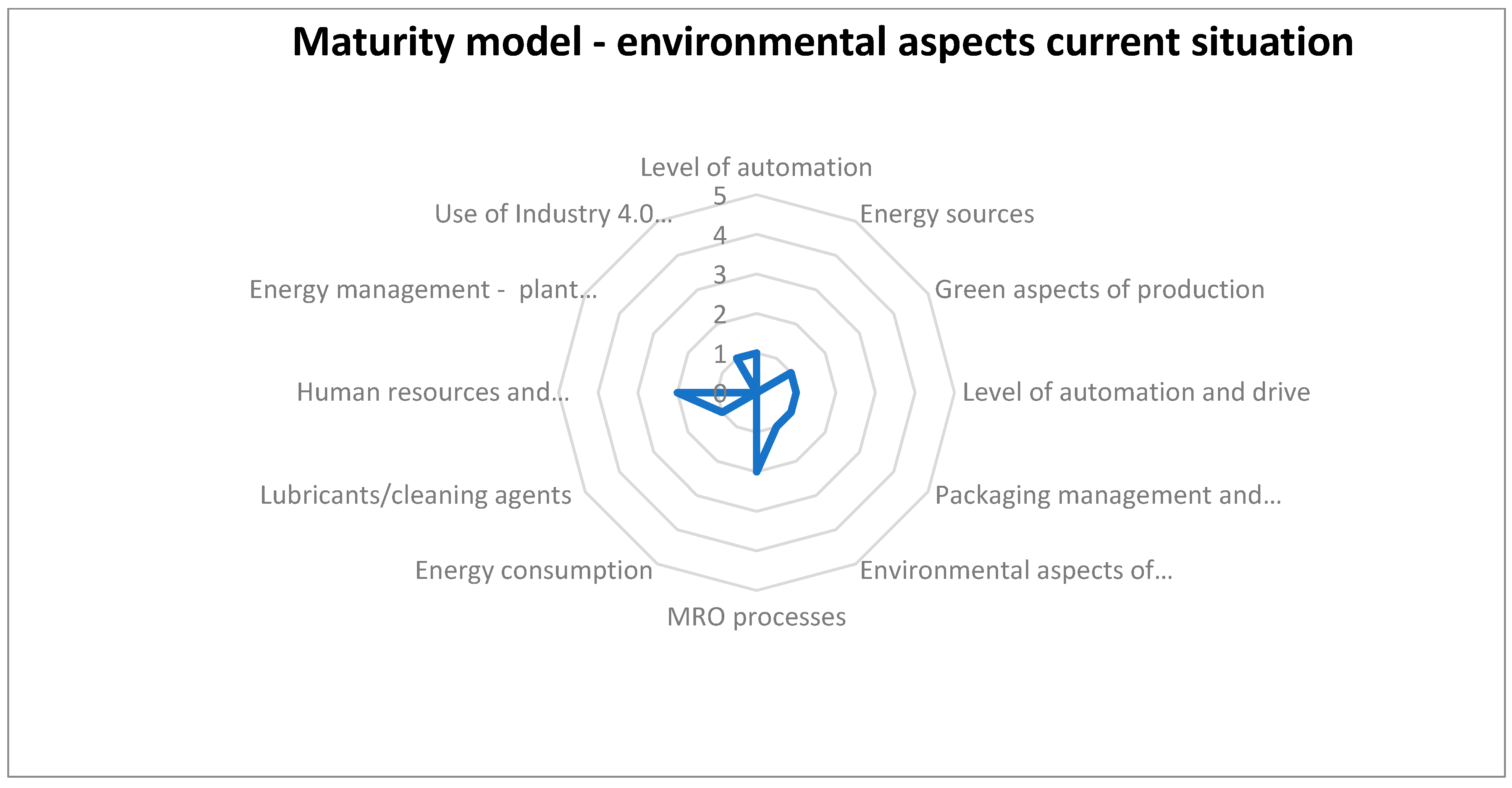
| Maturity Model–Environmental Aspects Current Situation | |||||
|---|---|---|---|---|---|
| Production | Logistics | ||||
| Level of automation (I 4.0 implementation, utilisation) | Energy sources-production equipment | Environmental aspects of production system | Level of automation | Packaging management and environment | Environmental aspects of warehouse system |
| 1 | 0 | 1 | 1 | 1 | 1 |
| Maintenance | IT | ||||
| MRO processes | Energy consumption and time efficiency | Lubricants and cleaning agents | Human resources and material reduction by IT (RPA, paper) | Energy management of the company and surrounding areas | Use of Industry 4.0 technologies with connection to IT |
| 2 | 0 | 1 | 2 | 0 | 1 |
| Level | Main Indicators | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|---|
| CF Reduction | 0% Carbon Footprint Reduction | −10% Carbon Footprint Reduction | −30% Carbon Footprint Reduction | −60% Carbon Footprint Reduction | −80% Carbon Footprint Reduction | Carbon Neutral Company | |
| Production | Level of automation (Industry 4.0 implementation, utilisation) | No implementations in production processes | Partial interconnection of production equipment (machines, lines…) with IS—basic digitisation | Level 1 + Basic automation of production processes with employee participation | Level 2 + Automated machines and production lines with human collaboration, Communicationis conducted online. | Level 3 + Implementation of robots replacing workers—supervision of the process still needed, Machines and production lines autonomously connected | Level 4 + Highest form of autonomous manufacturing company—fully robotic and autonomous machinery; implementation of “lights-out factory” |
| Energy sources—production equipment | No implementations in production processes | Basic water and waste machinery management—basic reduction of energy needed + basic utilisation of waste, Measurement of energy consumption | Level 1 + Advanced water and waste management in production, Paperless production management system | Level 2 + Alternative energy sources used for production energy supply (solar, wind, smart lighting…) | Level 3 + Green production building using energy recovery, CO2 emissions report for installations, Implementation of artificial intelligence (AI) to manage energy sources | Level 4 + Production fully use alternative energy sources, Eliminating all waste streams associated with production | |
| Green aspects of production system | No implementations in production processes | Basic adaptability of production workplaces to the equipment—lighting, ventilation | Level 1 + Preference of local suppliers of production needs (equipment, etc.), Adapted workplace for equipment (with waste usage) | Level 2 + Heat insulation of production plant building, Production space built of green materials (wood) | Level 3 + Empty areas of plant (roof, etc.) environmentally used—(vegetation, etc.), Support of forest creation to balance CO2 creation in production | Level 4 + Wide support of negative emissions technologies (ocean fertilisation, etc.) to outweigh CO2 creation in production |
| Level | Main Indicators | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|---|
| CF Reduction | 0% Carbon Footprint Reduction | −10% Carbon Footprint Reduction | −30% Carbon Footprint Reduction | −60% Carbon Footprint Reduction | −80% Carbon Footprint Reduction | Carbon Neutral Company | |
| Maintenance | MRO processes | No implementations in MRO (maintenance, repairs, and operations) | Basic monitoring. Minimising unnecessary travel and easy to transport. Proper (also use of natural) lightning and ventilation. | Level 1 + Small implementation of CMMS, maintenance processes focused on functionality. Paperless maintenance management system. | Level 2 + Implemented in MRO. Mainly by application of CMMS, other business information systems. | Level 3 + Implementation of artificial Intelligence (AI) On-line sensors, dashboards, etc. means minimal number of physical workers in MRO. | Level 4 + totally implemented in MRO. Big data and predictive maintenance as catalysts for improving food efficiencies. |
| Energy consumption and time efficiency | Energy consumption is not monitored, nor optimised | Reduction of paperwork by for example using easy IS for maintenance. Equipment design to reduce maintenance steps. | Responsibility of plant protection. Pollution prevention. | No use of paper, communication human/human, human/machine, machine/machine is conducted online. Environmentally compatible plant layout and design. | Practice of environmental guidelines/standards, waste disposal programmes. Minimum resource consumption, minimum transportation requirements. | Eliminating all waste streams associated with maintenance. Auditing the impact of maintenance on environment | |
| Lubricants and cleaning agents | Machine itself is not maintained nor cared about at all. | Using bio-degradable lubricants and cleaning agents | Energy-efficient bearings and lubricants based on effective tribological practices in order to reduce wear, extend lubrication frequencies and reduce lubrication consumption. | Use of environmentally compatible lubricants or cleaning agents. | Use of synthetic lubricants derived from renewable resources. | Use of cleaning agents in accordance with environmentally responsible manufacturing (ERM) and environmentally conscious manufacturing (ECM) principles. |
| Level | Main Indicators | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|---|
| CF Reduction | 0% Carbon Footprint Reduction | −10% Carbon Footprint Reduction | −30% Carbon Footprint Reduction | −60% Carbon Footprint Reduction | −80% Carbon Footprint Reduction | Carbon Neutral Company | |
| Logistics | Level of automation and drive | Mechanised handling technology controlled only by human, non-ecological diesel engines used. | Implementation of hybrid propulsion units reducing CO2, NOx, and airborne particles replacing diesel engines (CNG). | Level 1 + Implementation of electric drive units and their partial automation. Reduction of transport routes. | Level 2 + Implementation of electric power units and their majority automation with collaborative human cooperation. Optimisation of transport routes. | Level 3 + Implementation of fully autonomous handling equipment for renewable electric drives (AGV) adaptable to products | Level 4 + Handling technology for alternative energy sources |
| Packaging management and environment | The company is not engaged in packaging management. Packaging is not recyclable, non-ecological, and there is no multiple uses. | Basic packaging management, waste sorting, possible packaging recycling. Multiple packaging, low packaging reusability. | The company is engaged in packaging management. Recyclable packaging with possible multiple uses. | The company uses specialists in packaging management. Recyclable shared packaging, multiple uses. | Own department for packaging management. Special recyclable packaging for multiple uses (biodegradable, plant origin) | Own department for packaging management. Use of packaging waste, use of natural materials for packaging production—composting possibility. | |
| Environmental aspects of warehouse system | Warehouses without economic and ecological technologies. Unsustainable energy consumption. | Vertical storage system for picking with limited handling equipment in the warehouse, with intelligent lighting according to motion detection. | Partial automation of warehouse systems with the installation of energy-efficient systems ((LED) with detection, air recycling, ventilation, airtight windows). | Comprehensive autonomous warehouse solution with energy-efficient systems (heating, cooling, airtight construction). Use of data for energy consumption management. | Fully automated autonomous green storage areas (intelligent lighting, solar panels, thermal insulation). Smart communication technologies for CO2 emissions reporting. | Fully automated green storage areas (intelligent lighting, solar panels, rainwater harvesting) with climate protection elements, built of green materials (wood, CO2-free concrete). |
| Level | Main Indicators | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|---|
| CF Reduction | 0% Carbon Footprint Reduction | −10% Carbon Footprint Reduction | −30% Carbon Footprint Reduction | −60% Carbon Footprint Reduction | −80% Carbon Footprint Reduction | Carbon Neutral Company | |
| Information technologies | Human resources and material reduction by IT (RPA, paper) | Basic digitisation (paper reduction), zero implementation in business processes | More complex digitisation (paper reduction) and more complex IT equipment, but without IS and data exchange. | Level 1 + Advanced digitalisation (advanced paper reduction). Data and information across various functions are largely managed by humans. | Level 2 + More improved digitalisation. Minimal paper use. | Level 3 + Minimal human participation. Most processes automatised or remotely driven | Level 4 + Complete integration of IT systems, production, logistics, and maintenance through and comprehensive exchange of data and information. |
| Energy management—plant and dedicated areas | Energy consumption is neither monitored nor measured. | Basic SW measurement of energy consumption for IT products and services. | More advanced SW measurement and especially optimisation of energy consumption for IT products and services. | Isolation of IT plant areas (Significant reduction of heat), Alternative energy sources used for IT energy supply (solar, wind, etc.). | Widely IT process automation implemented (RPA) green-oriented cloud computing and services which used alternative energy sources (solar, wind, etc.). | Empty areas of plant used for vegetation, (trees, etc.), support forest creation. | |
| IT equipment | Basic IT equipment without IS and data exchange | Minimal cloud use. Computer hardware built from environmentally friendly materials | Advanced IT equipment with partial IS according to the department and basic management of business processes. | Implemented IS across the company. Transfer of information across all levels. Wider use of cloud services. Basic IT process automation (RPA). | Basic use of AI systems. Exchange of data and information using advanced IT systems across the company and IS manages business processes. | Artificial intelligence systems widely implemented—AI is used for support of control related all company functions. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zoubek, M.; Poor, P.; Broum, T.; Basl, J.; Simon, M. Industry 4.0 Maturity Model Assessing Environmental Attributes of Manufacturing Company. Appl. Sci. 2021, 11, 5151. https://doi.org/10.3390/app11115151
Zoubek M, Poor P, Broum T, Basl J, Simon M. Industry 4.0 Maturity Model Assessing Environmental Attributes of Manufacturing Company. Applied Sciences. 2021; 11(11):5151. https://doi.org/10.3390/app11115151
Chicago/Turabian StyleZoubek, Michal, Peter Poor, Tomas Broum, Josef Basl, and Michal Simon. 2021. "Industry 4.0 Maturity Model Assessing Environmental Attributes of Manufacturing Company" Applied Sciences 11, no. 11: 5151. https://doi.org/10.3390/app11115151
APA StyleZoubek, M., Poor, P., Broum, T., Basl, J., & Simon, M. (2021). Industry 4.0 Maturity Model Assessing Environmental Attributes of Manufacturing Company. Applied Sciences, 11(11), 5151. https://doi.org/10.3390/app11115151