1. Introduction
One of the most revolutionary technologies of this century—additive manufacturing, also known as 3D printing—has performed crucial roles in many applications, with the most important being in medicine, architecture, industry, and art [
1,
2,
3]. The 3D printing process builds three-dimensional objects using a computer-aided design (CAD) model while successively adding filaments (e.g., plastic, ceramics, metal, or steel) layer by layer. In the time of the Coronavirus Disease 2019 (COVID-19) pandemic, 3D printing has shown great potential and has a leading role in providing spare parts for medical devices and protective gear due to the unavailability of supplies [
4].
Shortly after the outbreak of the COVID-19 pandemic in Montenegro, there was a need to provide protective equipment to the medical facilities whose supplies were threatened to be depleted soon after the virus arrived in the country. Due to the pandemic, supply chains were having difficulties functioning, so the potential procurement of additional equipment could require a long waiting period. Some countries that faced a pandemic before Montenegro responded to the need for medical equipment by using the advantages of 3D printers that were available to various entities at the time [
5]. As such, similar to other European countries such as Austria, Belgium, Denmark, Germany, and Switzerland, a coalition of enthusiastic Montenegrin 3D Printing makers and manufacturers have decided to step up in response to the COVID-19 crisis in order to connect and establish a state network of production hubs, ensuring closed connectivity, communication, and the mutual fulfilment of personal protective equipment (PPE) demands whenever and wherever required. It all started with the initiative at the Faculty of Electrical Engineering of the University of Montenegro and the Science and Technology Park Montenegro, supported by the Ministry of Science in Montenegro, while gathering all 3D printers in the country (45 printers in Montenegro) to create a national cluster, printing certain segments of protective equipment and spare parts that were made available to the Institute of Public Health of Montenegro [
6]. It was decided to start printing prototypes based on available 3D models: protective masks for respirators along with tubes, protective masks with HEPA filters (filters with strong drafting power), and protective visors. After the Institute of Public Health of Montenegro verified the quality and safety of the printed equipment, the National Coordination Body for Infectious Diseases decided that the Science and Technology Park Montenegro will be the main coordinator of 3D printing in Montenegro, in order to centralize the entire system through one platform and help the supply process run faster and without interruption. In addition, noticing the efforts of the cluster, the National Coordination Body decided to provide financial assistance to the cluster for procurement of the necessary filaments since, due to the intensive use of available filaments, 3D producers soon ran out of their stock. To date, over 19,000 protective visors have been delivered to the community, including an estimate of more than 50 different entities, primarily medical institutions (see
Figure 1).
The Clinical Center of Montenegro (CCM), as the largest health care institution in Montenegro and the only health care institution at the tertiary level of health care, has been involved in the treatment of patients with the new disease since the beginning of the COVID-19 epidemic. One of the biggest challenges for the entire health system, including the CCM, has been to provide personal protective equipment (PPE) for health workers. The type and amount of PPE that should be used when treating a patient with COVID-19 varies based on the clinical job and setting [
7]. For both health workers working in triage centers and those working in intensive care units, wearing protective visors provides an additional degree of protection for the nose, mouth, and accessible mucous membranes [
8]. Thus, they should not be the primarily used PPE against a respiratory infection such as COVID-19, but as an additional level of protection, they are definitely recommended [
9].
The joint efforts of the national cluster and donors have led to the necessary amount of PPE, significantly contributing to the effectiveness in the fight against the new virus in Montenegro, which was among the first countries in the world to become a coronavirus-free country [
10]. However, problems have arisen in the second wave of the epidemic up to now (November 2020), when there is a huge and increasing mortality rate due to overwhelmed medical infrastructure at the national level, putting Montenegro at second place with the number of COVID-19 cases [
11]. At a time when there is an increasing number of infected medical workers, when doctors of all specializations are involved in working with COVID-19 patients, and when there is talk of a potential collapse of the health system, 3D-printed PPE is not enough; additional medical equipment that is easy to use and easily accessible is badly needed.
In most studies to date, fever has been shown to be a frequent symptom of SARS-CoV2 infection [
12]. Body temperature testing is a very commonly used method in COVID-19 screening, and in patients with COVID-19 (especially in intensive care units [
13]), the body temperature is measured several times during the day in accordance with hospital protocols. Additionally, the presence or absence of fever is often one of the deciding factors in the treatment of COVID-19 patients [
14]. In a situation where the clinical picture of COVID-19 patients is changing rapidly and unexpectedly, it is crucial to have information on whether the patient has an elevated body temperature at any moment. Given the overload of healthcare professionals, innovative solutions for detecting a fever would be of great importance.
This paper aims to present research regarding 3D printing of tri-color change filaments and thermochromic paint as part of a piece of medical gear which can be used for detecting high body temperatures [
15,
16]. Extensive material analysis is done both in laboratory and hospital conditions. In
Section 2, we define the used materials, sample shapes, and process analysis. The results are presented in
Section 3 and give precise insight on the tested materials and their color and time change, along with the proposal of a thermo-sensored medical gear design that can implement both of these materials in order to detect high body temperatures and justify the use of this gear in hospitals for medical staff as well as patients.
2. Materials and Methods
2.1. Materials
The goal of this study was to analyze the sensitivity and color hue of 3D printing materials at different temperatures, reaction times, shapes, and density models. All investigations were conducted on a PLA (PolyLactic Acid) tri-color change filament and thermochromic paint, as well as a combination of these two different materials. To date, there is a small number of manufacturers on the market producing filaments with color-based sensitivity to changes in temperature. For these investigations, we used two different types of filaments: a PLA tri-color change filament (1.75 mm) and thermochromic paint.
The output data of the analyzed materials at different shapes, densities, and temperatures were obtained during two analysis processes: one in laboratory conditions with a controlled, constant temperature and the other using a human body temperature and its influence on these materials in hospital conditions.
When describing the composite structure of the PLA tri-color change filament or even any other PLA filament, users are confronting a limitation, because all manufacturers of these materials are keeping their respective colorant additives proprietaries as trade secrets [
17]. In general, thermochromic materials reversibly change their color by a temperature change, and that color change is due to a change in crystalline phase and structure [
18]. PLA tri-color change filaments are made of an ordinary PLA filament material, combined with thermochromic pigments that have been incorporated into them during the production phase, such as common white coatings, colored paintings, and white textile membrane coverings [
19]. Thermochromic materials are mixtures composed of the color former, the color developer, and the solvent. Usually, the color former is a cyclic ester and defines the base color, while the color developer is a weak acid and produces the color change and the final color intensity. The solvent (alcohol or ester) melting point affects the color transition temperature, which can be designed for a specific application.
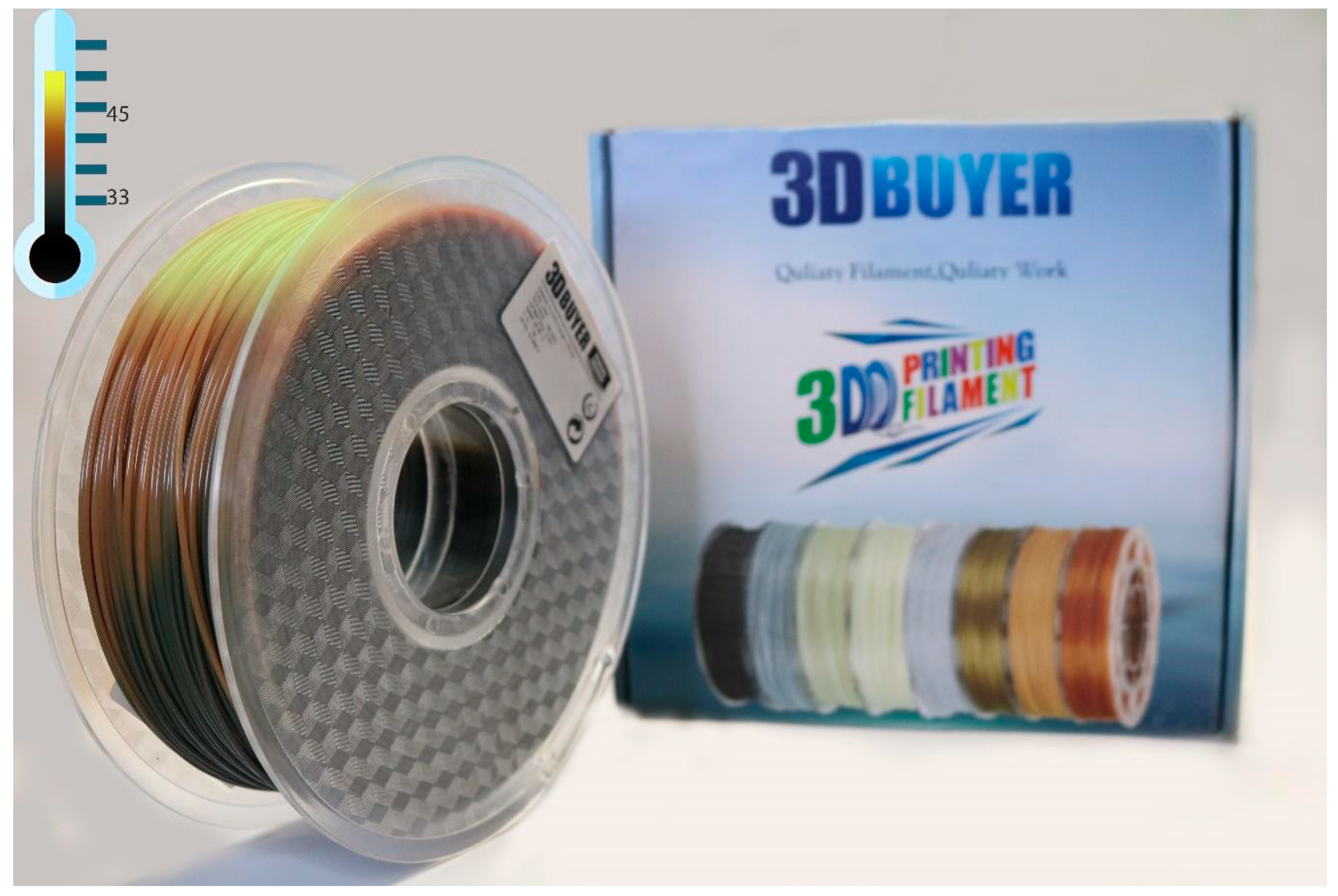
The first analyzed filament was the tri-color PLA 3D-printed temperature change lava filament, which changes color based on the temperature, as shown in
Figure 2. When the temperature is below 33 °C, the filament stays in its original black color. The color of the filament changes from black to orange when the temperature goes above 33 °C, and the filament color changes from orange to yellow when the temperature goes above 45 °C. The longer the exposure time, the faster the color fades.
Atlanta Chemical Engineering LLC, Atlanta, GA (USA) thermo color-changing (thermochromic) paints are top-quality materials applied on paper, wood, metal, and plastic surfaces, as shown in
Figure 3. They come with different activation temperatures to change from a color to colorless (translucent white) or a color to a color transition. Thermochromic paints have good consistency and excellent dye properties [
20]. These products are water-based, non-toxic, and change color reversibly, except for those which are marked as irreversible. The irreversible thermochromic paints change color just once at the indicated activation temperature.
Depending on how and where we want to use it, thermochromic paint can be found in several forms, such as pre-fabric paints, liquid inks, screen printing inks, and thermochromic pigments [
21]. They are produced in different colors and temperature sensitivities, with temperature ranges from 12 °C to 70 °C. The imprinted object may change color when touched if the ambient temperature is no more than 4–5 degrees below 33 °C.
For this analysis, a thermochromic paint material was used, with color-changing black–pink 35 °C and black–green 35 °C selected since they best show the change in body temperature from 36.5 °C to 37 °C and up, which would best identify the rise in temperature known as one of the symptoms of COVID-19.
2.2. Process Parameters
The mechanical, dimensional, and surface finish properties of the parts, fabricated using fused filament fabrication (FFF) technology, depend on the selection of the process parameters [
23,
24]. In this study, four different 3D models were designed in AutoCAD Fusion 360 software [
25]. They were defined as follows: cube block (Model 1), pyramid (Model 2), cube block with the subtracted pyramid (Model 3), and pyramid with the subtracted pyramid (Model 4), as shown in
Table 1. In Models 3 and 4, the principle of subtracting the pyramidal shape from the bottom part of the basic objects of the cube and the pyramid was applied. In order to focus on the sensitivity and color hue of the materials at different temperatures and the reaction times of the PLA tri-color change materials, FFF process parameters such as the layer thickness (height), feed rate, air gap, raster angle, and temperature were fixed for all the sample models.
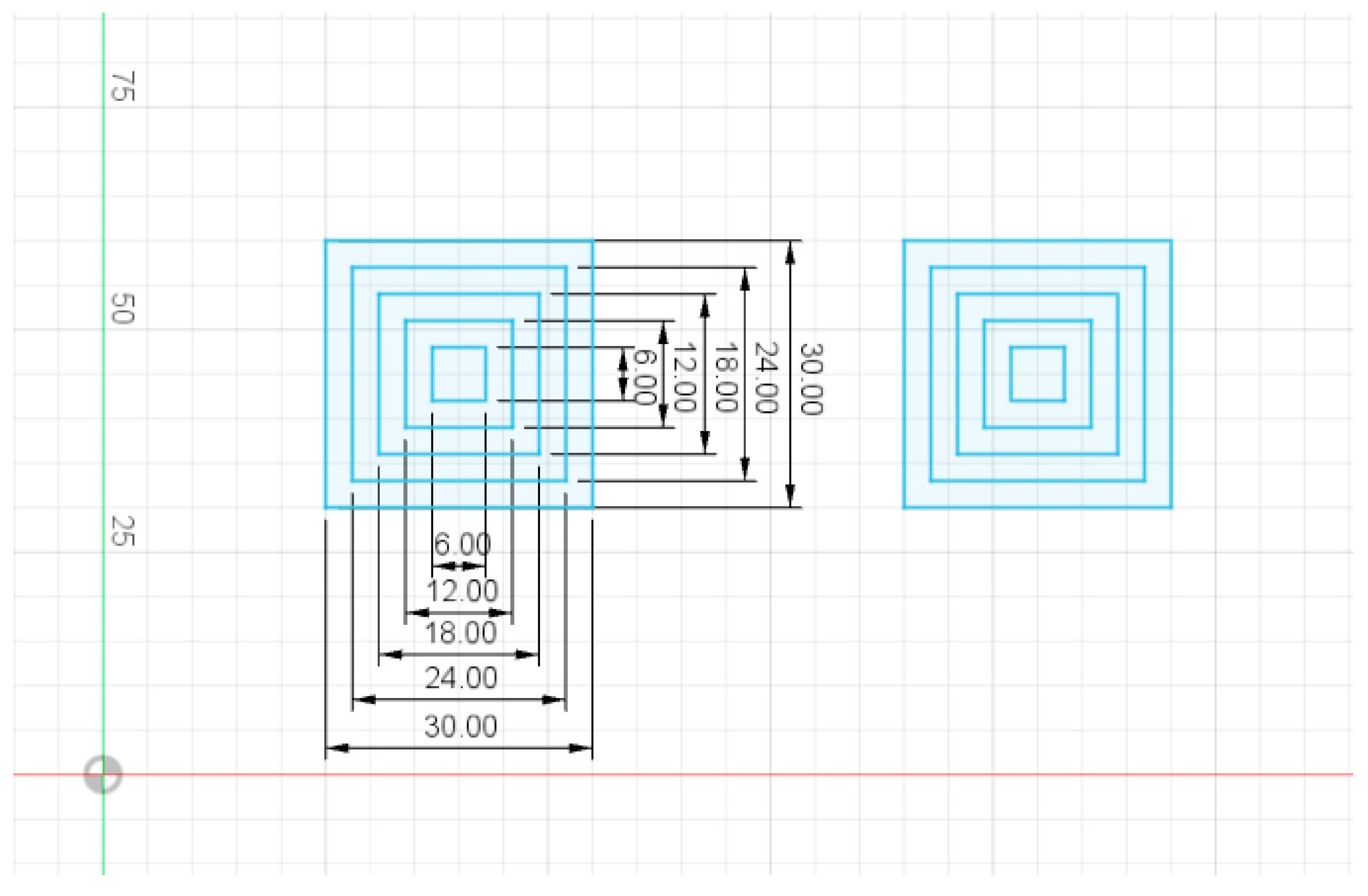
Each of the four models mentioned above had the same dimensions at the base (30 mm × 30 mm), and each set of models consisted of five specimens, where the layer thickness started at 1 mm for the first specimen and increased up to the fifth specimen at 5 mm in steps of 1 mm, as shown in
Figure 4.
Models 2 and 4 had the shape of a stepped pyramid with five steps, and the distance between the step and the edge of the platform was 3 mm while the height of the step at the pyramid varied from 0.2–1.0 mm. For example, in the case of Model 2, a stepped pyramid with five steps, where its height was 4 mm (fourth specimen), had a distance of 3 mm from the step to the edge of the platform. Because of this, the step height would be 0.8 mm. In Model 4, the subtracted stepped pyramid from the bottom side had three steps, where the width and height of the steps was identical to the dimensions of the steps of the stepped pyramid on the outside.
All four designed models are presented in appropriate columns (1–4) with five different specimens in
Figure 5.
Figure 5a shows a view from the top, while in
Figure 5b, a view from the bottom of the models can be seen. All four models were sliced in CraftBot Budapest Hungary CraftWare CW_1.23_WIN_x64 software [
26] and printed with a CraftBot Budapest Hungary Flow Idex XL 3D printer [
27] using a PLA tri-color change filament.
2.3. Process Analysis
Process analysis of the two different types of 3D printing materials consisted of two analysis parts: the PLA tri-color thermochromic filament and the thermochromic paint. The first analysis part focused on testing each specimen (five of them) for all four designed models at different temperatures, but each temperature was kept at a constant value for up to 5 min. At the same time, the sensitivity and time during which the filament color changed were measured. The PLA tri-color change 3D printing filament changed its color based on the temperature, and this change started above 33 °C, changing the filament from black to a dark orange color. During the time that the temperature was below 45 °C, the filament would gradually change color from dark orange to yellow, after which the filament color turned yellow. The longer the exposure time, the faster the color faded.
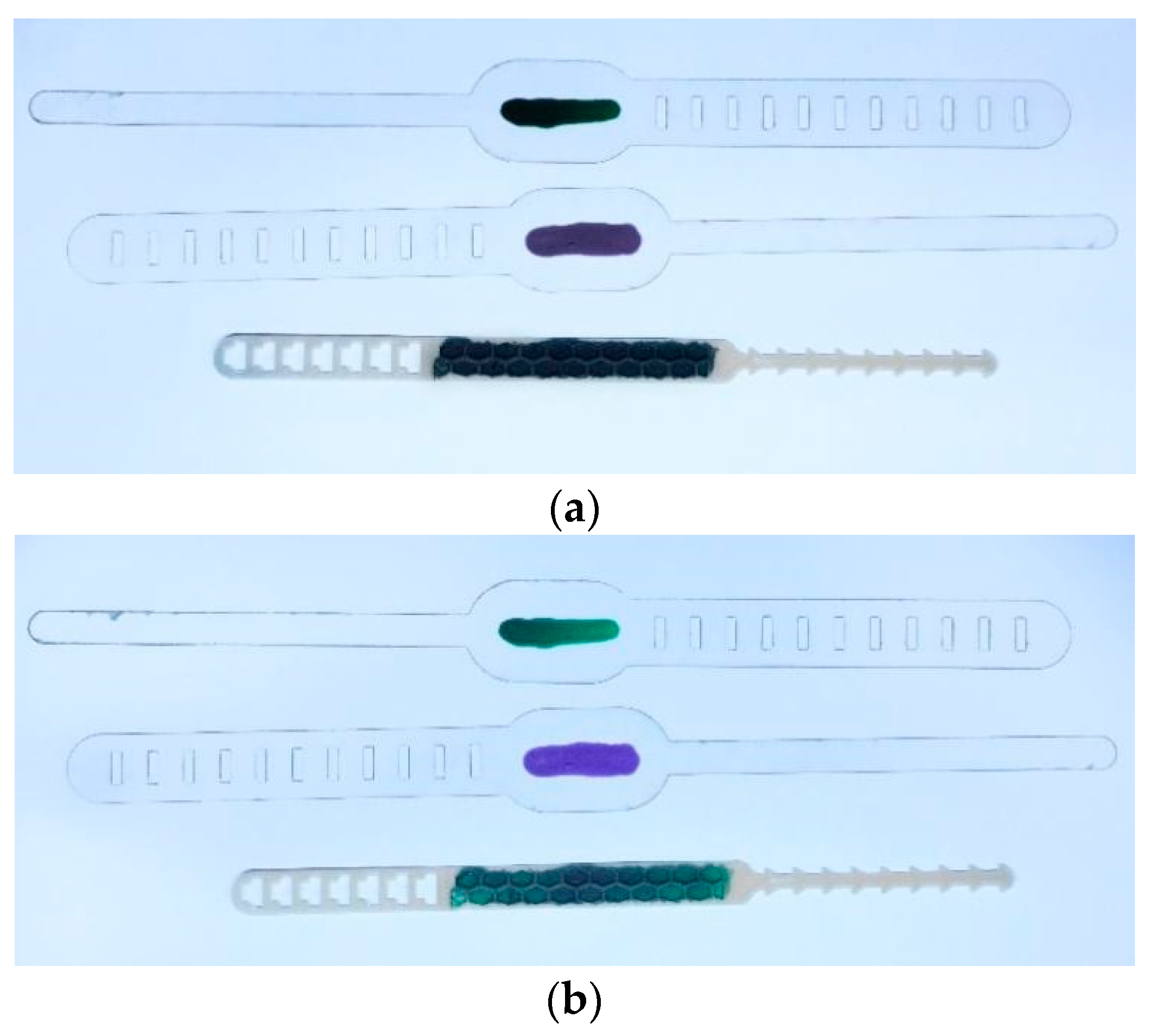
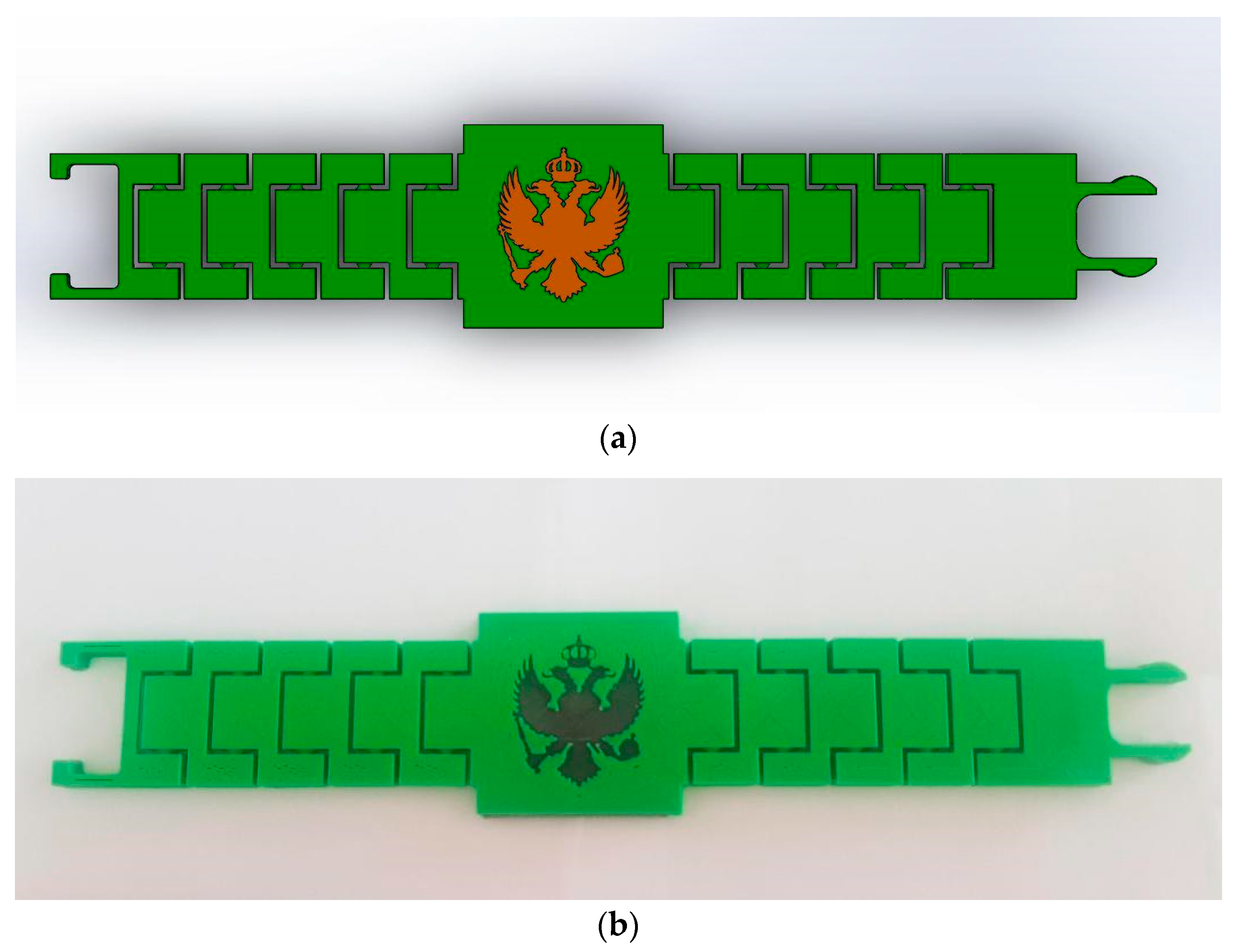
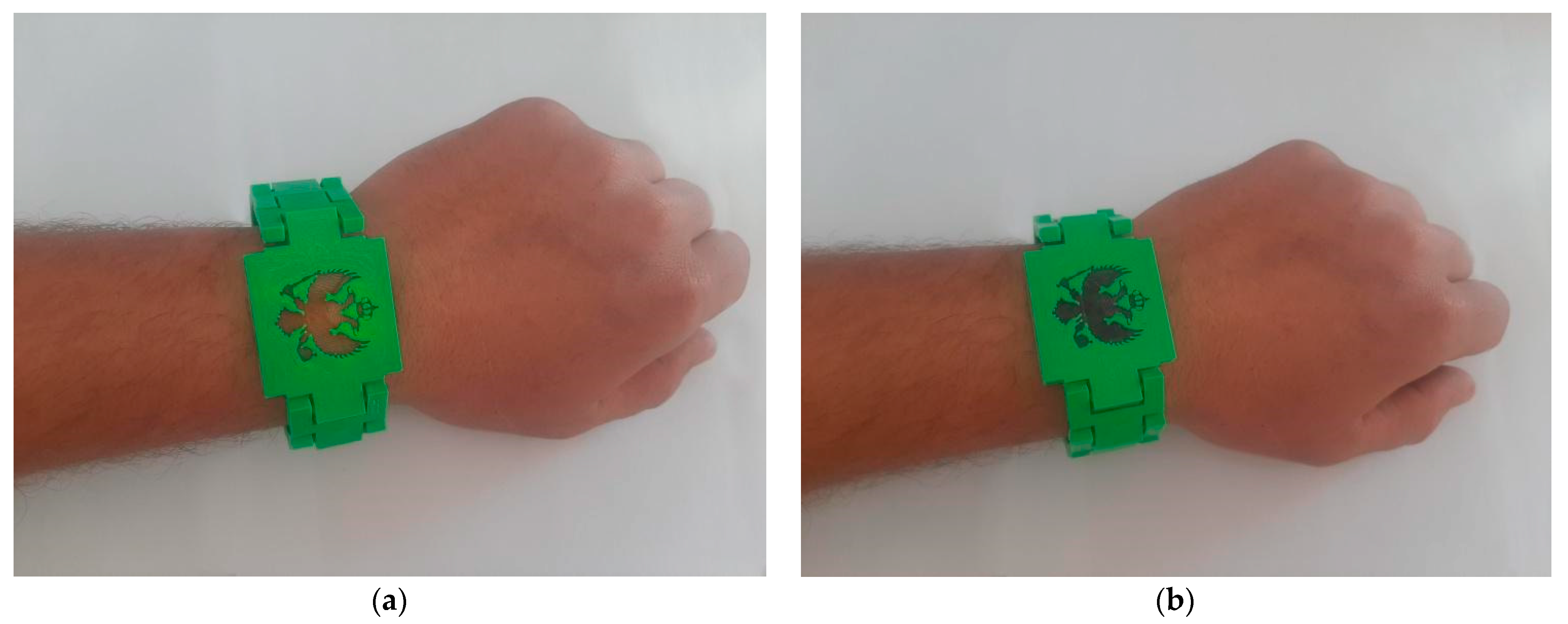
In the second part of the process analysis, investigations for the thermochromic filament were done in several ways and under several conditions. Firstly, we combined the thermochromic color with the PLA standard and PLA tri-color change filament for the test while using different layer thicknesses. For the second method, PET (Polyethylene Terephthalate) transparent foil was used, with the paint being applied on it. For this analysis, a thermochromic paint with green and purple colors sensitive to a temperature of 35 °C was used. For its practical testing, a model in the form of a medical bracelet was designed. The paint could be applied using a brush, paint roller, or airbrush. For airbrushing, the air pressure should be between 70–80 PSI. The coating dry time at room temperature depended on the nature of the painted surface and air humidity, and the process could last from 1 h to 12 h. All prepared samples (PLA, PLA tri-color change, and PET) were first tested at a constant temperature to identify the temperature at which the color shade changed from black to another color. Afterward, the samples were tested in realistic conditions, those being directly at human body skin temperature in hospital conditions.
In cooperation with the Clinical Center of Montenegro, direct measurements on patients with high body temperatures (37.2 °C and 37.5 °C) were conducted in hospital conditions. For the first part of the process analysis, for all four designed models and each of the five PLA tri-color change specimens, the time of the material’s color change was measured directly on the patient (
Supplementary Materials, Figure S1). For example, the results for the cube block model (Model 1) at a temperature of 37.2 °C showed a color change at 12, 30, 65, 115, and 490 s for five specimens with different layer thickness from 1 to 5 mm, respectively. The tested material was put on the hand and wrist in the shape of a bracelet.
For the second part of the process analysis, the thermochromic paint material was tested on the hand and wrist. At the temperature of 37.2 °C, the color changed from black to dark green in 10 s. For the other temperature value of 37.5 °C, the color changed from black to an intense green in 10 s as well. Therefore, the higher the temperature, the more intense and clearer the color became (
Supplementary Materials, Figure S2).
4. Discussion
This study proposes new 3D-printed thermo-sensored medical gear for detecting one of the most common COVID-19 symptoms: a high human body temperature. In the last several months, we have already witnessed open-source community platforms where designers, makers, artists, engineers, and whole companies have embraced this movement and shared their designs and solutions globally. The most produced medical equipment during COVID-19 include face shields, respirators, nasal swabs, and ventilator parts. To date, there are no innovative solutions for medical gear using 3D printing materials that change color due to a high human temperature. The fact that fever has been shown to be a frequent symptom of SARS-CoV2 infection gave us an opportunity to create new and innovative medical gear for detecting COVID-19. In addition, it is not just precise and easy to wear in the shape of a bracelet, but also time-efficient, since in the ongoing second wave of the pandemic in the whole world, the number of medical staff infected by COVID-19 is increasing. In these circumstances, it is difficult to measure the human body temperature often, and therefore a detector of high human temperatures within both medical staff and patients is good to have. This new medical gear has been tested in hospital conditions and shows good and precise characteristics.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}