Prediction of Cutting Parameters of HVOF-Sprayed Stellite 6





 ,
,
Abstract
1. Introduction
2. The Methodology of the Work
2.1. Theoretical Background
2.1.1. Analysis of the Main Parameters of the Cut
2.1.2. Stress-Strain Diagrams on the Cut
2.1.3. Derivation of the Equations for Cutting Parameters Prediction
2.1.4. Equations for Rmp and Ramp Quantities
3. Experimental Work
3.1. Experimental Procedure
3.2. Materials and Experimental Procedures
3.3. Surface Roughness Measurement
- arithmetical centre of absolute deviations of the filtered roughness profile from the centre line within the basic measuring length lr—Ra;
- medium depth of roughness, i.e., the average value calculated from 5 values of basic lengths lr.
3.4. Residual Stress Measurement for Verification and Comparison of the Results
4. Results and Discussion
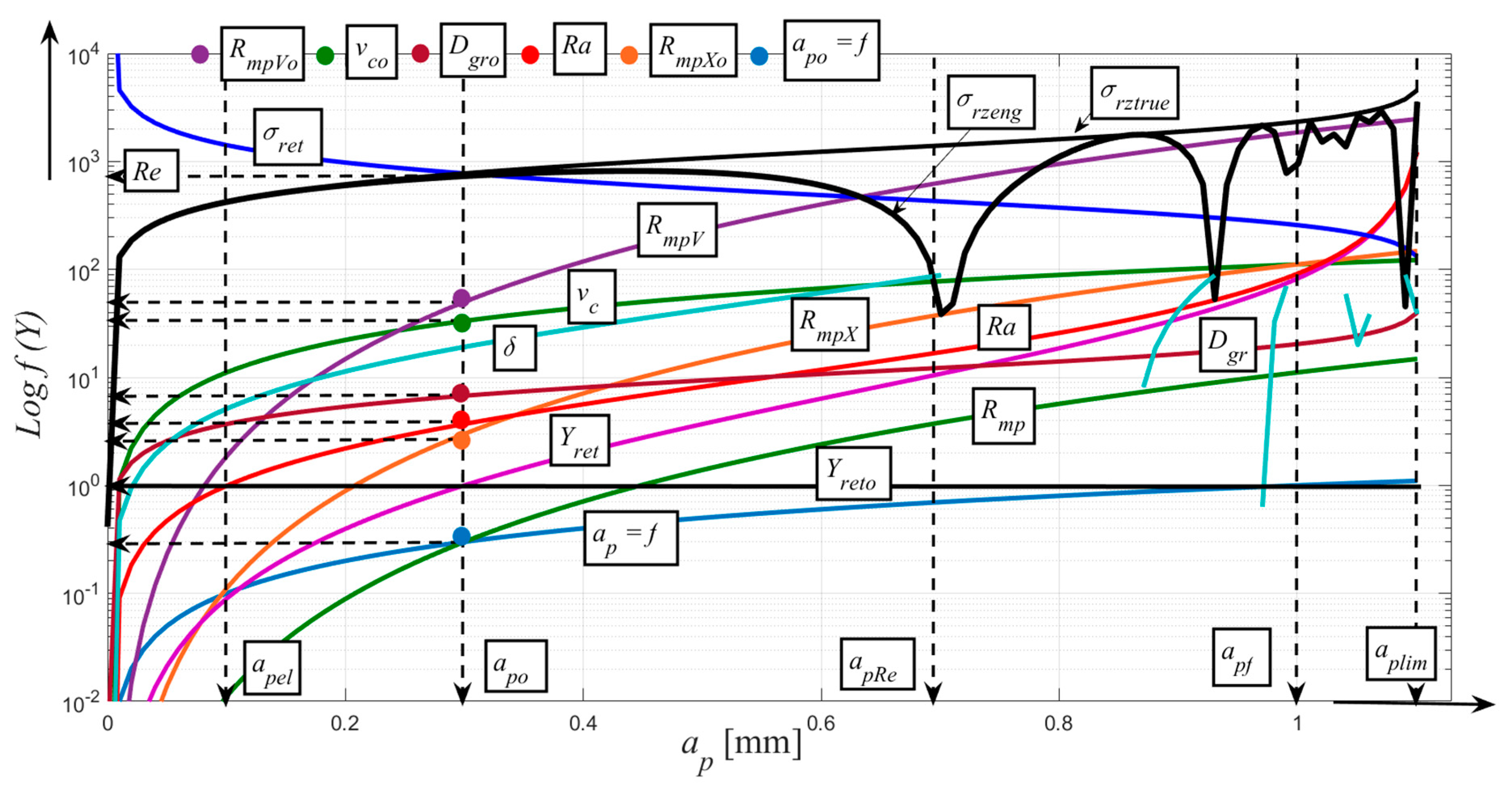
4.1. New Analytical Work and Results
- a sufficiently discreetly expressed course of variation of the cutting parameters;
- a sufficiently discreetly expressed variance of Ra and other surface topographical parameters;
- a sufficiently discreetly expressed surface texture and texture after machining;
- a sufficiently discreetly expressed grain size of the coating;
- a sufficiently discretely expressed adhesion of the coating material on the substrate according to the choice of particular cutting parameters;
- optimizing the choice of particular cutting parameters according to the technology and utilization requirements;
- discrete expression of the most important technological functions.
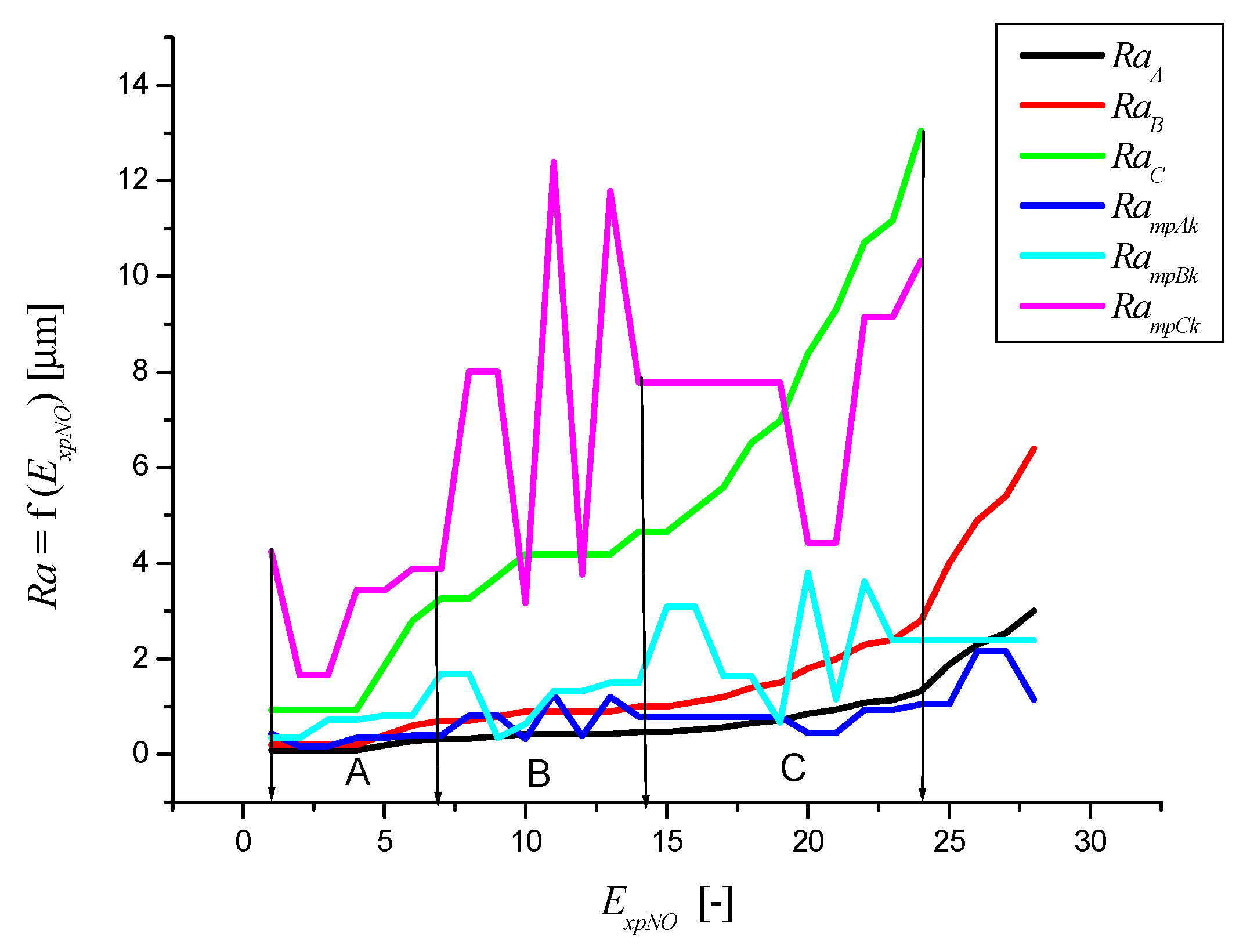
The Ratio of Machining Parameters Rmp
4.2. Adhesion Adhmp of the Coating Material on the Substrate
5. Comparison and Verification
5.1. Comparison and Verification for Stellite
5.2. Comparison and Verification for Carbide alloy WC-Co
5.3. The results Achieved
- (a)
- Derivation of main functions for the solution (Section 4.1);
- (b)
- Diagrams of deformation for studied materials and results (Section 4);
- (c)
- The conception of a solution and main requirements (Section 5);
- (d)
- The conception of experiments (Section 3);
- (e)
- Main numerical and graphical results of experiments (Section 4);
- (f)
- Comparison and verification results (Section 5);
- (g)
- Discrete calculation method based on newly derived parameter Rmp (Section 3.4);
- (h)
- Calculation of the most important stress-strain parameters in the cut according to the newly derived equation of equilibrium (Section 3.4).
6. Conclusion and Future Works
- Based on the concept of experiments (Section 3), the most important stress-strain parameters in the Section were evaluated according to the newly derived equilibrium equation; the Rmp parameter was also derived by the discrete calculation method (Section 3.4);
- On the basis of the documented results, the newly proposed solutions can be considered as verified, i.e., ready for applications in theory and practice (Section 4), especially the deformation diagrams of studied materials and results and the main numerical and graphical results of experiments.
- In particular, the newly derived equilibrium equation for the determination of the most important stress-strain parameters on the cut through rigid tools (2);
- A new procedure for calculating the cutting force fc (23);
- The newly derived parameter Rmp (38) to (41);
- From a technological point of view, the method of expressing discrete relations between the cut parameters, the specific cut parameters as well as the resulting adhesion parameters is very important; the new parameter Rmp provides the ability to accurately calculate the combination of cutting parameters vc, f and ap so that desired results such as surface roughness, cutting force and material removal rate can be achieved with confidence both in theory and practice;
- Newly derived, also technologically very important and generally valid stress-strain functions, based on knowledge of Rmp (38) to (52);
7. Patents
Author Contributions
Funding
Conflicts of Interest
References
- Zaman, H.A.; Sharif, S.; Kim, D.; Idris, M.H.; Suhaimi, M.A.; Tumurkhuyag, Z. Machinability of Cobalt-based and Cobalt Chromium Molybdenum Alloys-A Review. Procedia Manuf. 2017, 11, 563–570. [Google Scholar] [CrossRef]
- Davis, J.R. Nickel, Cobalt, and Their Alloys; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Riddihough, M. Stellite as a wear-resistant material. Tribology 1970, 3, 211–215. [Google Scholar] [CrossRef]
- Ozturk, S. Machinability of stellite-6 coatings with ceramic inserts and tungsten carbide tools. Arab. J. Sci. Eng. 2014, 39, 7375–7383. [Google Scholar] [CrossRef]
- Kapoor, S. High-Temperature Hardness and Wear Resistance of Stellite Alloys. Master’s Thesis, Carleton University Ottawa, Ottawa, ON, Canada, 2012. [Google Scholar]
- Hasan, S.; Mazid, A.M.; Clegg, R.E. The basics of stellites in machining perspective. Int. J. Eng. Mater. Manuf. 2016, 1, 35–50. [Google Scholar] [CrossRef]
- Shao, H.; Li, L.; Liu, L.J.; Zhang, S.Z. Study on machinability of a stellite alloy with uncoated and coated carbide tools in turning. J. Manuf. Process. 2013, 15, 673–681. [Google Scholar] [CrossRef]
- Chavoshi, S.Z. Modelling of surface roughness in CNC face milling of alloy stellite 6. Int. J. Comput. Mater. Sci. Surf. Eng. 2013, 5, 304–321. [Google Scholar] [CrossRef]
- Hasan, M.S.; Abdul, M.M.; Clegg, R.E. Optimisation of the machining of stellite 6 PTA hardfacing using surface roughness. Key Eng. Mater. 2010, 443, 227–231. [Google Scholar] [CrossRef]
- Saidi, R.; Fathallah, B.B.; Mabrouki, T.; Belhadi, S.; Yallese, M.A. Modeling and optimization of the turning parameters of cobalt alloy (Stellite 6) based on RSM and desirability function. Int. J. Adv. Manuf. Technol. 2019, 100, 2945–2968. [Google Scholar] [CrossRef]
- Xiong, J.; Nie, F.; Zhao, H.; Zheng, L.; Luo, J.; Yang, L.; Wen, Z. Microstructure Evolution and Failure Behavior of Stellite 6 Coating on Steel after Long-Time Service. Coatings 2019, 9, 532. [Google Scholar] [CrossRef]
- Li, Z.; Cui, Y.; Wang, J.; Liu, C.; Wang, J.; Xu, T.; Lu, T.; Zhang, H.; Lu, J.; Ma, S.; et al. Characterization of Microstructure and Mechanical Properties of Stellite 6 Part Fabricated by Wire Arc Additive Manufacturing. Metals 2019, 9, 474. [Google Scholar] [CrossRef]
- Shahroozi, A.; Afsari, A.; Khakan, B. Microstructure and mechanical properties investigation of stellite 6 and Stellite 6/TiC coating on ASTM A105 steel produced by TIG welding process. Surf. Coat. Technol. 2018, 350, 648–658. [Google Scholar] [CrossRef]
- Baiamonte, L.; Tului, M.; Bartuli, C.; Marini, D.; Marino, A.; Menchetti, F.; Pileggi, R.; Pulci, G.; Marra, F. Tribological and high-temperature mechanical characterization of cold sprayed and PTA-deposited Stellite coatings. Surf. Coat. Technol. 2019, 371, 322–332. [Google Scholar] [CrossRef]
- Azizpour, M.J.; Tolouei-Rad, M. Evaluation of residual stress in HVOF stellite-6 coatings using non-contact drilling. Mater. Res. Express 2019, 6, 066577. [Google Scholar] [CrossRef]
- Zhou, T.; He, L.; Wu, J.; Du, F.; Zou, Z. Prediction of Surface Roughness of 304 Stainless Steel and Multi-Objective Optimization of Cutting Parameters Based on GA-GBRT. Appl. Sci. 2019, 9, 3684. [Google Scholar] [CrossRef]
- Shoja-Razavi, R. Laser surface treatment of stellite 6 coating deposited by HVOF on 316L alloy. J. Mater. Eng. Perform. 2016, 25, 2583–2595. [Google Scholar] [CrossRef]
- Kong, G.; Zhang, D.; Brown, P.D.; McCartney, D.G.; Harris, S.J. Microstructural characterisation of high velocity oxyfuel thermally sprayed Stellite 6. Mater. Sci. Technol. 2003, 19, 1003–1011. [Google Scholar] [CrossRef]
- Magarò, P.; Marino, A.L.; Di Schino, A.; Furgiuele, F.; Maletta, C.; Pileggi, R.; Sgambitterraa, E.; Tului, M. Effect of process parameters on the properties of Stellite-6 coatings deposited by Cold Gas Dynamic Spray. Surf. Coat. Technol. 2019, 377, 124934. [Google Scholar] [CrossRef]
- Traxel, K.D.; Bandyopadhyay, A. First Demonstration of Additive Manufacturing of Cutting Tools using Directed Energy Deposition System: Stellite™-Based Cutting Tools. Addit. Manuf. 2019, 25, 460–468. [Google Scholar] [CrossRef]
- Valíček, J.; Řehoř, J.; Harničárová, M.; Gombár, M.; Kušnerová, M.; Fulemová, J.; Vagaská, A. Investigation of Surface Roughness and Predictive Modelling of Machining Stellite 6. Materials 2019, 12, 2551. [Google Scholar] [CrossRef]
- Valíček, J.; Czán, A.; Harničárová, M.; Šajgalík, M.; Kušnerová, M.; Czánová, T.; Kopal, I.; Gombár, M.; Kmec, J.; Šafář, M. A new way of identifying, predicting and regulating residual stress after chip-forming machining. Int. J. Mech. Sci. 2019, 155, 343–359. [Google Scholar] [CrossRef]
- Valíček, J.; Harničárová, M.; Öchsner, A.; Hutyrová, Z.; Kušnerová, M.; Tozan, H.; Michenka, V.; Šepelák, V.; Mitaľ, D.; Zajac, J. Quantifying the Mechanical Properties of Materials and the Process of Elastic-Plastic Deformation under External Stress on Material. Materials 2015, 8, 7401–7422. [Google Scholar] [CrossRef] [PubMed]
- Valíček, J.; Borovička, A.; Hloch, S.; Hlaváček, P. Method for the Design of a Technology for the Abrasive Waterjet Cutting of Materials. U.S. Patent 9073175, 7 July 2015. [Google Scholar]
- Hloch, S.; Valíček, J. Prediction of distribution relationship of titanium surface topography created by abrasive waterjet. Int. J. Surf. Sci. Eng. 2001, 5, 152–168. [Google Scholar] [CrossRef]
- Valíček, J.; Borovička, A.; Hloch, S.; Hlaváček, P. Method for the Design of a Technology for the Abrasive Waterjet Cutting of Materials Kawj. Czech Republic Patent CZ 305514 B6, 23 July 2010. [Google Scholar]
- Houdková, Š.; Pala, Z.; Smazalová, E.; Vostřák, M.; Česánek, Z. Microstructure and sliding wear properties of HVOF sprayed, laser remelted and laser clad Stellite 6 coatings. Surf. Coat. Technol. 2017, 318, 129–141. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Cr | W | Mo | Si | Mn | Ni | Fe | C | |
|---|---|---|---|---|---|---|---|---|---|
| % Wt | 59.68 | 28.34 | 4.1 | 1.69 | 1.23 | 0.27 | 1.66 | 0.79 | 2.24 |
| Rm1 | Rp0.21 | Emat1 | ε1 | |
|---|---|---|---|---|
| Stellite 6 | 1265 MPa | 750 MPa | 237 GPa | 4 % |
| 20 °C | 100 °C | 200 °C | 300 °C | 400 °C | 500 °C | 600 °C | 700 °C | 800 °C | 900 °C | |
|---|---|---|---|---|---|---|---|---|---|---|
| HV | 410 | 390 | 356 | 345 | 334 | 301 | 235 | 155 | 138 | 95 |
| Parameter | Value |
|---|---|
| Oxygen | 996 L⋅min−1 |
| Fuel | 277 L⋅h−1 |
| Barrel length | 150 mm |
| Spray distance | 360 mm |
| Traverse speed | 250 mm⋅s−1 |
| Feed rate | 46 g⋅min−1 |
| Carrier gas | Nitrogen, 6.5 L⋅min−1 |
| Offset | 6 |
| Number of passes | 7 |
| ExpNO | vc [m⋅min−1] | f [mm] | ap [mm] | λ [°] |
|---|---|---|---|---|
| 1 | 30 | 0.3 | 0.15 | 48 |
| 2 | 30 | 0.3 | 0.15 | 72 |
| 3 | 30 | 0.3 | 0.31 | 48 |
| 4 | 30 | 0.3 | 0.31 | 72 |
| 5 | 30 | 0.7 | 0.15 | 48 |
| 6 | 30 | 0.7 | 0.15 | 72 |
| 7 | 30 | 0.7 | 0.31 | 48 |
| 8 | 30 | 0.7 | 0.31 | 72 |
| 9 | 30 | 0.3 | 0.15 | 48 |
| 10 | 55 | 0.3 | 0.15 | 72 |
| 11 | 55 | 0.3 | 0.31 | 48 |
| 12 | 55 | 0.3 | 0.31 | 72 |
| 13 | 55 | 0.7 | 0.15 | 48 |
| 14 | 55 | 0.7 | 0.15 | 72 |
| 15 | 55 | 0.7 | 0.31 | 48 |
| 16 | 55 | 0.7 | 0.31 | 72 |
| 17 | 55 | 0.5 | 0.23 | 60 |
| 18 | 55 | 0.5 | 0.23 | 60 |
| 19 | 55 | 0.2 | 0.23 | 60 |
| 20 | 80 | 0.8 | 0.23 | 60 |
| 21 | 80 | 0.5 | 0.11 | 60 |
| 22 | 80 | 0.5 | 0.35 | 60 |
| 23 | 80 | 0.5 | 0.23 | 42 |
| 24 | 80 | 0.5 | 0.23 | 78 |
| 25 | 80 | 0.5 | 0.23 | 60 |
| 26 | 80 | 0.5 | 0.23 | 60 |
| 27 | 80 | 0.5 | 0.23 | 60 |
| 28 | 80 | 0.5 | 0.23 | 60 |
| ExpNo | RmpA [-] | RmpB [-] | RmpC [-] | RaA [µm] | RaB [μm] | RaC [µm] | Adhmp A/B [MPa] | Adhmp A/C [MPa] |
|---|---|---|---|---|---|---|---|---|
| 1 | 4.24 | 5.39 | 10.20 | 0.09 | 0.2 | 0.93 | 511 | 1230 |
| 2 | 4.53 | 5.76 | 10.90 | 0.09 | 0.2 | 0.93 | 511 | 1230 |
| 3 | 4.82 | 6.13 | 11.60 | 0.09 | 0.2 | 0.93 | 426 | 1026 |
| 4 | 5.12 | 6.50 | 12.31 | 0.09 | 0.2 | 0.93 | 426 | 1026 |
| 5 | 5.41 | 6.87 | 13.01 | 0.19 | 0.4 | 1.86 | 964 | 2322 |
| 6 | 5.70 | 7.24 | 13.71 | 0.28 | 0.6 | 2.79 | 964 | 2322 |
| 7 | 5.99 | 7.62 | 14.41 | 0.33 | 0.7 | 3.26 | 804 | 1937 |
| 8 | 6.28 | 7.99 | 15.11 | 0.33 | 0.7 | 3.26 | 804 | 1937 |
| 9 | 6.57 | 8.36 | 15.81 | 0.38 | 0.8 | 3.72 | 1066 | 2567 |
| 10 | 6.87 | 8.73 | 16.52 | 0.42 | 0.9 | 4.19 | 1066 | 2567 |
| 11 | 7.16 | 9.10 | 17.22 | 0.42 | 0.9 | 4.19 | 889 | 2147 |
| 12 | 7.45 | 9.47 | 17.92 | 0.42 | 0.9 | 4.19 | 889 | 2147 |
| 13 | 7.74 | 9.84 | 18.62 | 0.42 | 0.9 | 4.19 | 2013 | 4846 |
| 14 | 8.03 | 10.21 | 19.32 | 0.47 | 1.0 | 4.66 | 2013 | 4846 |
| 15 | 8.32 | 10.58 | 20.02 | 0.47 | 1.0 | 4.66 | 1679 | 4041 |
| 16 | 8.62 | 10.95 | 20.72 | 0.52 | 1.1 | 5.12 | 1679 | 4041 |
| 17 | 8.91 | 11.32 | 21.43 | 0.56 | 1.2 | 5.59 | 459 | 1105 |
| 18 | 9.20 | 11.69 | 22.13 | 0.66 | 1.4 | 6.52 | 1561 | 3757 |
| 19 | 9.49 | 12.06 | 22.83 | 0.71 | 1.5 | 6.98 | 534 | 1285 |
| 20 | 9.78 | 12.44 | 23.53 | 0.85 | 1.8 | 8.38 | 1509 | 3634 |
| 21 | 10.07 | 12.81 | 24.23 | 0.94 | 2.0 | 9.31 | 1276 | 3072 |
| 22 | 10.37 | 13.18 | 24.93 | 1.08 | 2.3 | 10.7 | 955 | 2300 |
| 23 | 10.66 | 13.55 | 25.64 | 1.13 | 2.4 | 11.2 | 1061 | 2555 |
| 24 | 10.95 | 13.92 | 26.34 | 1.32 | 2.8 | 13.0 | 1061 | 2555 |
| 25 | 11.24 | 14.29 | 27.04 | 1.88 | 4.0 | 18.6 | 1061 | 2555 |
| 26 | 11.53 | 14.66 | 27.74 | 2.30 | 4.9 | 22.8 | 1061 | 2555 |
| 27 | 11.82 | 15.03 | 28.44 | 2.54 | 5.4 | 25.1 | 1061 | 2555 |
| 28 | 12.12 | 15.40 | 29.14 | 3.01 | 6.4 | 29.8 | 1011 | 2434 |
| ExpNo | Unit | 1 | 10 | 19 | 28 |
|---|---|---|---|---|---|
| σrezA | MPa | 0.20 | 1.17 | 2.82 | 20.27 |
| σrezxA | MPa | 0.20 | 1.13 | 2.67 | 18.46 |
| σrezB | MPa | 0.16 | 0.67 | 1.16 | 2.17 |
| σrezxB | MPa | 0.18 | 0.65 | 1.12 | 2.07 |
| σrezC | MPa | 1.12 | 2.46 | 3.38 | 3.77 |
| σrezxC | MPa | 1.09 | 2.31 | 0.41 | 3.2 |
| σrzA | MPa | 10.5 | 47.1 | 78.6 | 335.2 |
| σrzxA | MPa | 10.2 | 45.4 | 74.4 | 305.3 |
| σrzB | MPa | 32.5 | 146.1 | 243.5 | 1039 |
| σrzxB | MPa | 31.4 | 139.2 | 222.0 | 826 |
| σrzC | MPa | 322.6 | 1452 | 2420 | 10324 |
| σrzxC | MPa | 303 | 1044 | 3 | 2873 |
| ExpNo | Unit | 1 | 10 | 19 | 28 |
|---|---|---|---|---|---|
| DgrA | µm | 0.004 | 0.021 | 0.051 | 0.364 |
| DgrB | µm | 0.009 | 0.057 | 0.179 | 1.818 |
| DgrC | µm | 0.076 | 1.654 | 13.821 | 34.187 |
| hekvA | mm | 0.220 | 1.654 | 1.552 | 5.451 |
| hekvB | mm | 0.217 | 0.915 | 1.445 | 4.324 |
| hekvC | mm | 0.203 | 0.703 | 0.979 | 1.782 |
| σA | MPa | 751.92 | 1227.86 | 1029.34 | 1492.50 |
| σB | MPa | 865.08 | 1412.66 | 1184.26 | 1717.10 |
| σC | MPa | 1225.11 | 2000.59 | 1677.13 | 2431.80 |
| Sc | mm2 | 0.045 | 0.045 | 0.046 | 0.100 |
| FcA | N | 33.84 | 55.25 | 47.35 | 191.20 |
| FcB | N | 38.93 | 63.57 | 54.48 | 220.00 |
| FcC | N | 55.13 | 90.03 | 77.15 | 311.50 |
| ExpNO | Ra | RaMES | ExpNO | Ra | RaMES |
|---|---|---|---|---|---|
| (-) | (µm) | (µm) | (-) | (µm) | (µm) |
| 1 | 1.09 | 0.98 | 15 | 1.50 | 1.60 |
| 2 | 1.06 | 0.95 | 16 | 0.73 | 0.53 |
| 3 | 1.38 | 1.40 | 17 | 0.86 | 0.68 |
| 4 | 1.67 | 1.90 | 18 | 0.79 | 0.60 |
| 5 | 1.61 | 1.78 | 19 | 1.31 | 1.30 |
| 6 | 1.39 | 1.42 | 20 | 1.19 | 1.12 |
| 7 | 2.04 | 2.65 | 21 | 1.17 | 1.10 |
| 8 | 1.78 | 2.10 | 22 | 0.73 | 0.53 |
| 9 | 1.87 | 2.28 | 23 | 0.59 | 0.36 |
| 10 | 1.17 | 1.10 | 24 | 0.68 | 0.46 |
| 11 | 1.28 | 1.25 | 25 | 1.03 | 0.91 |
| 12 | 1.23 | 1.18 | 26 | 0.82 | 0.64 |
| 13 | 1.56 | 1.70 | 27 | 0.89 | 0.72 |
| 14 | 1.64 | 1.83 | Median | 1.23 | 1.23 |
| ExpNO | Ra | RaMES | ExpNO | Ra | Ra |
|---|---|---|---|---|---|
| (-) | (µm) | (µm) | (-) | (µm) | (µm) |
| 1 | 1.99 | 1.56 | 10 | 2.70 | 2.86 |
| 2 | 2.51 | 2.48 | 11 | 2.16 | 1.83 |
| 3 | 2.84 | 3.17 | 12 | 2.24 | 1.97 |
| 4 | 1.78 | 1.24 | 13 | 2.04 | 1.63 |
| 5 | 2.49 | 2.43 | 14 | 2.79 | 3.07 |
| 6 | 2.22 | 1.93 | 15 | 1.81 | 1.29 |
| 7 | 1.95 | 1.49 | 16 | 2.53 | 2.52 |
| 8 | 2.42 | 2.30 | 17 | 1.52 | 0.91 |
| 9 | 1.58 | 0.98 | Median | 2.21 | 1.98 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valíček, J.; Harničárová, M.; Řehoř, J.; Kušnerová, M.; Gombár, M.; Drbúl, M.; Šajgalík, M.; Filipenský, J.; Fulemová, J.; Vagaská, A. Prediction of Cutting Parameters of HVOF-Sprayed Stellite 6. Appl. Sci. 2020, 10, 2524. https://doi.org/10.3390/app10072524
Valíček J, Harničárová M, Řehoř J, Kušnerová M, Gombár M, Drbúl M, Šajgalík M, Filipenský J, Fulemová J, Vagaská A. Prediction of Cutting Parameters of HVOF-Sprayed Stellite 6. Applied Sciences. 2020; 10(7):2524. https://doi.org/10.3390/app10072524
Chicago/Turabian StyleValíček, Jan, Marta Harničárová, Jan Řehoř, Milena Kušnerová, Miroslav Gombár, Mário Drbúl, Michal Šajgalík, Jan Filipenský, Jaroslava Fulemová, and Alena Vagaská. 2020. "Prediction of Cutting Parameters of HVOF-Sprayed Stellite 6" Applied Sciences 10, no. 7: 2524. https://doi.org/10.3390/app10072524
APA StyleValíček, J., Harničárová, M., Řehoř, J., Kušnerová, M., Gombár, M., Drbúl, M., Šajgalík, M., Filipenský, J., Fulemová, J., & Vagaská, A. (2020). Prediction of Cutting Parameters of HVOF-Sprayed Stellite 6. Applied Sciences, 10(7), 2524. https://doi.org/10.3390/app10072524