1. Introduction
In the National Transportation Safety Board (NTSB) global aviation safety notice [
1], it is stated that “An abnormal engine could cause a serious aircraft accident”. To mitigate the risk of aircraft accidents, it is thus of paramount importance to perform quality-assured engine inspections, manufacturing, and overhauls. Indeed, if the inspection and maintenance tasks of airplane engines are negligent, flight safety problems may result.
This was evidenced in an event concerning a Boeing 737-700 passenger aircraft on April 2018. In this event, a serious accident occurred when the engine blade ruptured and pierced the cabin of the aircraft, damaging the fuselage and causing injury to the passengers. The news report shown in
Figure 1 depicts a failed fan blade as well as a fracture surface with fatigue. The main cause of the accident was that engine blades inspection was not implemented, and the hidden fatigue defects in the engine blades were not detected by the inspector. However, defects can occur during material welding maintenance work, including micro-cracks, incomplete fusion, voids, porosity, blowholes, and inclusion spatter [
2,
3]. Once engine blades with hidden cracks have exceeded their service life, fatigue micro-cracks on metal surfaces causes the cracks to continuously expand. The engine aeronautics composite materials (ACM) [
4] are mainly made of aluminum (titanium) alloy composite materials and related spare parts.
According to the Federal Aviation Administration (FAA) maintenance review board (MRB) [
5], each online aerial engine should pass the period A, B, C, and D level checks for work, including maintenance, repair, and overhaul (MRO) [
6]. These sites will be checked with non-destructive testing (NDT) inspection of each parts internal structure. Engine components must pass the NDT inspection before dynamic testing. There are two NDT methods: digital radiography testing (RT) [
7] and computed tomography testing (CT) [
8]. The deep learning model relies on the generative adversarial model to improve the existing techniques of X-ray image inspection.
The aeronautics engine maintenance crack check processes use X-ray image NDT to find defects in internal hidden areas. The application of deep learning for defect location technology can effectively identify the presence and location of up to eight types of defects, leading to enhanced work quality and efficiency. The finer object detection of image feature maps will lead to more accurate identification of weld flaws than can be accomplished by the standard visual examination. The proposed approach adopts a region-based convolutional neural network and a deep learning neural network for object detection to render an efficient X-ray image diagnosis system. The approach may benefit the inspection work in the aviation industry via increased accuracy and efficiency.
We propose a method of improved transfer learning based on Fast R-CNN that detects composite material hidden cracks from single and multiple NDT radiational images with high reliability. Our neural network, called AE-RTISNet, is based on Fast R-CNN encoder–decoder neural blocks based on residual layers. We produced experimental results for the proposed method. Based on an improved Fast R-CNN, this AE-RTISNet is unique with a simple code and quick to detect the aerial material defect. This region is highlighted with a red square for crack and burn, and manual labeled damage is marked with solid red lines, for the position, size, shape, and direction. Our automatic inspection system of defects discriminates the X-ray image multiple cracks as shown as in
Figure 2, and labels the crack between engine blades, as well as differentiates eight types of cracks.
In addition to eight types of defect classification, this experiment also explores the applicability of mutations of Fast R-CNN detection models—for example, the AE-RTISNet improved transfer learning Fast Region-based Convolutional Neural Networks (Fast R-CNN) for a defect detection net. The Fast R-CNN approach requires large amounts of X-ray defect imagery data. Those data facilitate crack image segmentation and the detection of multiple defects of aeronautics engines by automatic edge systems with detection feature extraction and classification processes. Although it is possible to apply deep learning algorithms on datasets, it can be optimized in the explicit domain.
This result empirically shows that a deep learning net complex with pre-tuned model features also yielded superior performance to human crafted features on object identification tasks. We primarily trained for aeronautics engine defects of X-ray image classification for the eight types where sufficient training data existed. Although operators have superior experience on the RT method, we know that radiation is harmful to the human body. The X-ray radiation can take images of objects in real-time [
9]. The latter uses AE-RTISNet, tackling both single and multiple detection for X-ray photos of the AI for inspection, and will be the focus of the paper.
The original check work shows the high accuracy of sample type defect detection, as we know that the inspection jobs were all manual. In the inspection process, a technician visually inspects X-ray images of the structures and parts to detect structural cracks and defects. It is easy to have shadow overlap when the sharpness of the X-ray image is poor. The task of the technician in visual inspection is, thus, highly demanding, as she or he may also be subject to fatigue and psychological conditions, and the final diagnostic RT results are determined subjectively by the operators. Thus, the final results are affected by the experience and fatigue and psychological conditions. This detection process is also time consuming and inefficient.
For a resolution to the problem, the aviation industry, including companies, such as Pratt & Whitney, GE, and Honeywell, attempted to automate the inspection process to reduce the burden of the human inspector and assure the quality. An automatic inspection system can assist the inspector to identify the features and defects in X-ray images by marking the object localization window and bounding box automatically. The engine must not have any damage or cracks when in thrusting operation at high speed. It is, thus, of importance to perform the inspection with assured quality and with efficiency. In our paper, the artificial intelligence (AI)-based image processing technique is combined with the NDT inspection technology to improve the aero engine inspection task.
The three main aspects of this are: (a) AI-based function for the training and validation, (b) X-ray images of eight different defects, and (c) the edge-computer based inference system in the engine repair plant. The paper presents the application of deep learning neural network methods in an aeronautics engine X-ray image diagnosis.
The main contributions of the paper are the following:
A framework of the AI-based NDT inspection for engine parts was developed using fast region-based convolutional neural networks (Fast R-CNN), AE-RTISNet for defect feature detection and description of a multi-task loss function to localize objects for the training and validation.
The system was trained by collecting a set of X-ray images of engine parts. Eight different defects were labeled in the images for training and validation.
The proposed system was implemented using an edge-computer-based inference system in an engine repair plant. The effectiveness of the proposed detection in augmenting the inspection capability was demonstrated.
This paper is divided into five sections. In
Section 2, the main approach is described. The image data sets, and eight types of defect detection are discussed. The adopted fast region-based convolutional neural network models are then delineated and modifications to the existing network are highlighted. In
Section 3, the experiment setup is discussed. In
Section 4, the experimental results are discussed. The experimental results indicated that the proposed AI-based inspection method effectively augmented the overall inspection capability. Finally, our conclusions are given in
Section 5.
2. Main Approach
We used image processing methods for Computer Aided Screening (CAS) [
10] of the mark defect detection regions on X-ray images. This section details the image enhancement [
11] method that performs an automated multiple defect detection model to apply the maintenance detection Fast R-CNN algorithm to solve the original low pixel X-ray film identification problem. Our work focused on image enhancement, feature segmentation [
12], object classification [
13], and multiple detections [
14]. Our focus was based on addressing the different types of aeronautic engine material hidden crack object classification and detection tasks presented in the following sections.
2.1. Image Data Sets Preparation
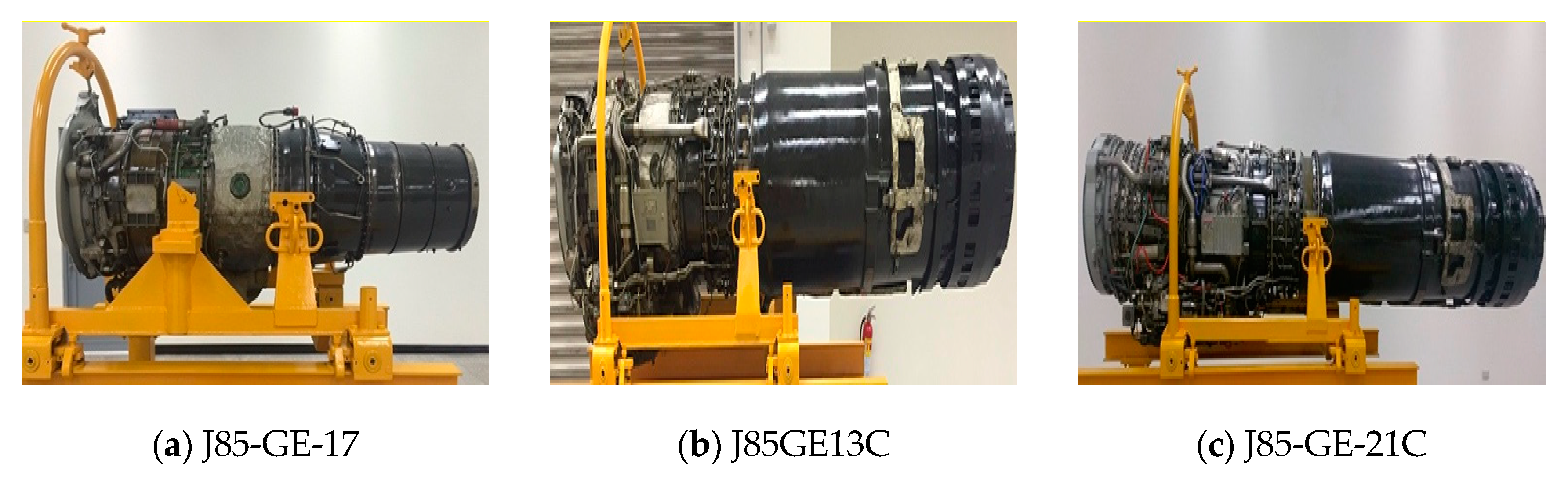
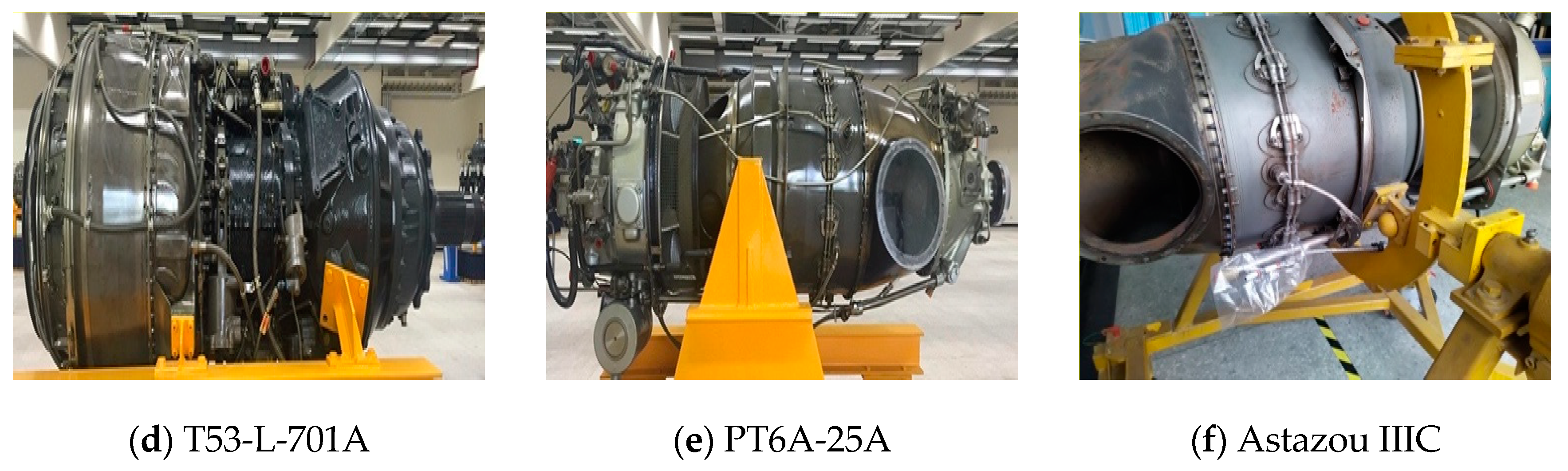
We collected the main data sets of aerial engine X-ray images from an engine repair plant in Taiwan. The plant is specialized in repairing various types of aerial engines, such as helicopter engines, transport aeronautics engines, and jet engines, etc., As seen from the figures, we had each kind of aerial engine maintenance record for the experiments, as shown in
Figure 2.
Figure 3 illustrates the RESCO-MF4 X-ray machine that was used in the experiment equipment. The aerial engine parts are made of metal composite materials. We researched an optimal intelligent transfer learning method with a pre-trained neural net, named AE-RTISNet, with diagnostic results based on the radiographic images with labeled defect regions. For example, if there are 20 engines to be inspected in one month and each engine contains 300 parts, a total of 6000 X-ray images can be collected in one month. If these images are to be inspected by human inspector, the inspection work is very demanding. Hence, automatic inspection by augmenting AI techniques may potentially reduce the workload of human inspectors and assure a more consistent quality.
2.2. Eight Type Defects Detection
The image data sets were taken from the archives of the engine repair records. Next, preprocessing using the Python toolkit’s image processing library, Python Imaging Library (PIL), was executed to convert the image file format and adjust the output size to a universal lightning memory-mapped database (LMDB) data format [
15]. All training and testing tasks were conducted using image data in the LMDB file format. The engine repair plant had accumulated a data gallery of X-ray images.
In the dataset, welds for ACM defects in X-ray images can be categorized as either (a) cracks, (b) incomplete fusion, (c) incomplete penetration, (d) porosity, (e) slag inclusion, (f) undercut, (g) welding spatter, or (h) blowholes as depicted in
Figure 4. The X-ray images in the dataset were converted into LMDB format and stored for deep learning applications. In the dataset, certain X-ray images in different light conditions and resolutions were labeled with the above defects. An effort was made to prepare the labeled data in terms of AE-RTISNet. In this endeavor, the eight types of label classes were stored in the first row of the category table string of over 6000 labeled X-ray images from the dataset.
2.3. Detection on Description
The AE-RTISNet inspection of X-ray images was required to pre-train the detection of defect types and provide the location or region of the defects. The AE-RTISNet algorithm improved the accuracy used in the X-ray image defect recognition non-destructive radiation testing at the aerial engine maintenance factory. AE-RTISNet was based on the Fast R-CNN algorithm model and developed for detection, localization, and classification. Many different deep neural network models, including DetectNet [
16], Fast R-CNN [
17], and YOLO [
18], have been proposed for object detection and semantic segmentation. In this paper, a model based on the aeronautics engine radiographic testing inspection system was used to determine the bounding box of object defect inspection in X-ray images.
The prepared transfer learning model architecture was evolved from the Fast R-CNN model and Fully Convolutional Network (FCN) frameworks for object detection and semantic segmentation. The layers of Fast R-CNN learn the attention mechanism object detection with a Region Proposal Network (RPN) [
19]. The model of Fast R-CNN is, thus, sufficiently flexible and robust to be applicable. The Fast R-CNN model was used to provide the bounding-box object detection for the design of convolutional networks. The normal Fast R-CNN was extended to allow marking of the defect feature maps using pooling layers, which could lead to faster convolution speeds and better accuracy [
20].
Under the Jetson
™ TX2 embedded computer, the AE-RTISNet compiler for C++ code was used to model the eight types of object classification feature maps and a normal regression was used to estimate the object bounding boxes compiler for the deep learning neural network for object detection [
16]. This is an extension to the AE-RTISNet to increase the number of hidden layers. Some changes to accommodate multi-class object detection were also made. This is different from the common practice when applying FCNs [
21]. The determination of the structure model for multi-class object detection contains training and validation steps.
Figure 5 illustrates the training and validation procedures in which the L1/L2 loss function is adopted so that the results are not biased to a single class.
This paper proposes a deep Fast R-CNN based framework function, which can not only efficiently detect defect damage from X-ray image files but can also be easily adjusted to other aerial part material damage detection problems. We used the Fast R-CNN algorithm model by applying a deep learning algorithm structure, where pre-training the AE-RTISNet model provided the ability to output both the defect regions and the eight types of damages from the input X-ray image datasets. Additionally, the transfer learning method was introduced to reduce the required amount of data and yield high accuracy.
Recently, certain well-known SCI papers demonstrated neural nets that modelled their design on deep learning-based object damage recognition methods. For example, researchers proposed deep layer R-CNN to detect different kinds of cracks while evaluating more than five R-CNN model architectures for the special detection of material corrosion from the input images [
22,
23]. The Fast R-CNN training algorithm made-up for the disadvantages of R-CNN and SPPnet [
17] while improving on their speed and accuracy.
Thus, the Fast R-CNN algorithm method was shown to work with large input datasets that are first cropped into small images of fixed size, and with CNNs applied to classify whether cracks or corrosion are contained in each small image with a fixed size. Thus, the AE-RTISNet model detection gained a more perfect mAP than the R-CNN and SPPnet model. Using the AE-RTISNet model accelerated Fast R-CNN by 10× at test time. The AE-RTISNet model training time was also reduced by 3× due to the faster proposal feature extraction.
Here, we introduce the Fast R-CNN architecture, an input X-ray image, and the defect regions of interest (RoIs) that are input into the fully convolutional network. As in the
Figure 6 chart, the ROI is placed into a region fixed-size feature map and quickly mapped to a feature vector by fully connected layers (FCs). We pretrained the transfer learning model with AE-RTISNet, with five max pooling layers and between five and twenty-two conv-layers. We trained the AE-RTISNet network weights with back-propagation of the Fast R-CNN. Then, the AE-RTISNet network is able to update the weights below the pooling layer. AE-RTISNet is proposed as an efficient training method that takes advantage of the feature map sharing during training.
The AE-RTISNet model framework was further developed to enhance the recognition of multiple objects. As a result, unbiased classification for the eight types of object classification feature maps can be obtained. The customized network, as depicted in
Figure 7, employs layers to realize an LRN (local area response normalization) [
24] and uses a local neural net to establish a set of active competition mechanisms in an attempt to suppress insignificant small feedback neurons for the improvement of the learning performance. Based on a Fast R-CNN model structure, AE-RTISNet has sibling output layers. The AE-RTISNet first processes the whole X-ray image with several convolutional and max pooling layers to produce a convolutional feature map.
Thus, for each object proposal, a RoI pooling layer extracted a fixed feature vector from the feature map. Each sequence was comprised of fully connected layers, named FC layers. Finally, each set of encoders refined the bounding-box positions for the
K classes. The trained RoI was labeled with bounding-box regression offsets, which referred to the
K object classes. According to the Fast R-CNN architecture defined algorithm, we know that each RoI training model was labeled with L
cls (
p,u) = −log
pu, which is a log loss, and the
, which is a task loss, which together define the L
cls and L
loc value [
25]. For the background Fast R-CNN RoI algorithm, the L
cls and L
loc are ignored. For the Fast R-CNN model structure of AE-RTISNet on bounding-box regression, we use the loss as the robust L
1 loss and L
2 loss. These require careful tuning of the learning rates to prevent exploding gradients on Equation (1) [
19] and to eliminate this sensitivity.
2.4. Inference
The AI-based inspection system was designed to augment the capability of a human inspector to speed up the inspection task and to reduce the likelihood of errors. The Fast R-CNN and AE-RTISNet after training and validation were thus implemented in an embedded processor to perform the defect detection and image segmentation of X-ray images. The embedded platform that was adopted was the NVIDIA® Jetson™ TX2 hardware, which was responsible to perform the on-line inference for defect identification. The inference system was used to upgrade the factory NDT machine equipment, to help the engineer perform the inspection of all X-ray images more efficiently.
4. Experiment Results
Cracks, incomplete fusion, incomplete penetration, porosity, slag inclusion, undercut, spatter, and blowhole are the eight common types of defect characteristics. The maintenance staff according to the engine maintenance manual, must have a NDT Inspector Engineer with FAA, CAA, and EASR certifications to complete the maintenance for aeronautics engines [
29]. Our model learns to identify defect categories through image recognition. After the model is compiled, the program is lightweight and can be installed in the Jetson
™ TX2 embedded computer. The computer can automatically detect the characteristic values of structural defects, such as engine components, weld beads, and blade bodies.
The test process can identify the type of defect even if the original input X-ray image does not require any preliminary training. The customized DNN and the overall neural network model is evaluated in terms of the mAP (mean average precision). The results confirmed that the model reached the technical standards of a qualified human inspector. The average accuracy (mAP) obtained by the experimental test was 0.82 if the image did not contain a defect and was 0.8 if the picture had certain defects.
Figure 11 illustrates an inspection result of an X-ray image cracks and blowhole, etc., and
Figure 12 depicts the training performance.
X-ray photograph image checks are used because it is difficult to find a slight line with hidden cracks that have the same length and narrow shapes. This is different from other common wide cracks. We consider that the AE-RTISNet provided the best image region results when compared with the more traditional multiple Fast R-CNN approach.
To overcome this issue, we employed a deep learning paradigm of transfer learning tackling both single and multiple detection. We also compared with the original Mask-RCNN, YOLO-V2, and YOLO-V3. Although the test results are listed in
Table 1, the accuracy rate of YOLO was slightly higher than that of Fast RCNN, and the Loss score of Fast RCNN was higher than that of YOLO. However, the average elapsed times of the one-stage methods were much less than the two-stage methods.
A field comparison of human visual inspection and the proposed AI-based inspection is shown in
Table 2. The experiment verified that the augmentation of an AI-based inspection system for engine diagnosis is feasible and can be an effective tool in quality assurance. The results imply that the maintenance cycle can be made shorter. A preliminary estimate of the reduction in working hours for each engine is more than 60 h, which is equivalent to the savings of a minimum of USD 3 million.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}