Textile Wastewater Treatment on a Spinning Disc Reactor: Characteristics, Performances, and Empirical Modeling



Abstract
Featured Application
Abstract
1. Introduction
2. Experimental
2.1. Materials and Analysis Methods
2.1.1. Materials
2.1.2. Analysis Methods
2.2. Experimental Laboratory Setup
2.3. Modeling Methodology
3. Results
3.1. Textile WW Treatment Performance Using SD Technology Laboratory Setup
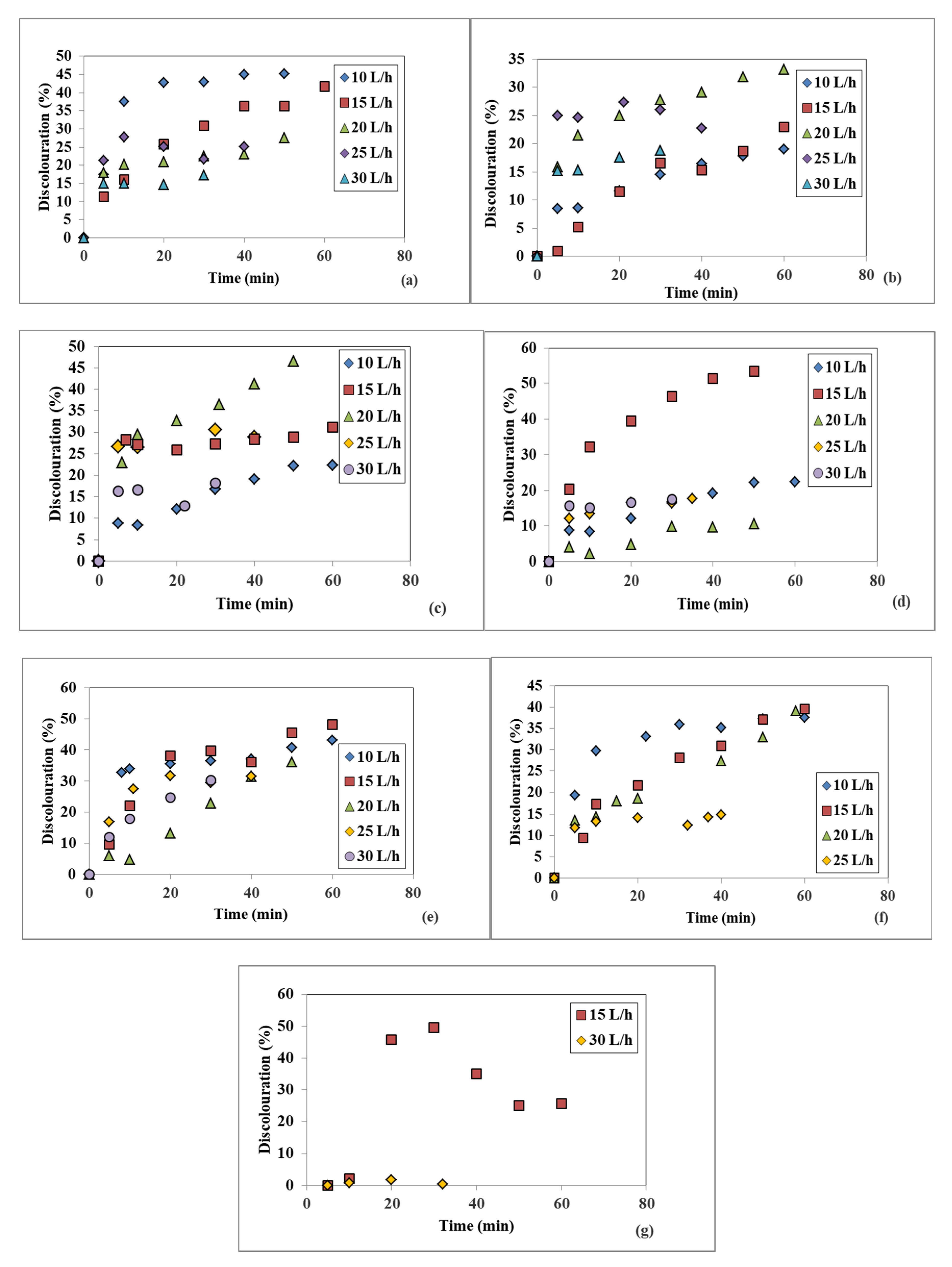
3.1.1. Flowrate Influence on the Effluent Treatment Efficiency Using SD Setup
3.1.2. Disc Rotational Speed Influence on the Treatment Efficiency Using SD Laboratory Setup
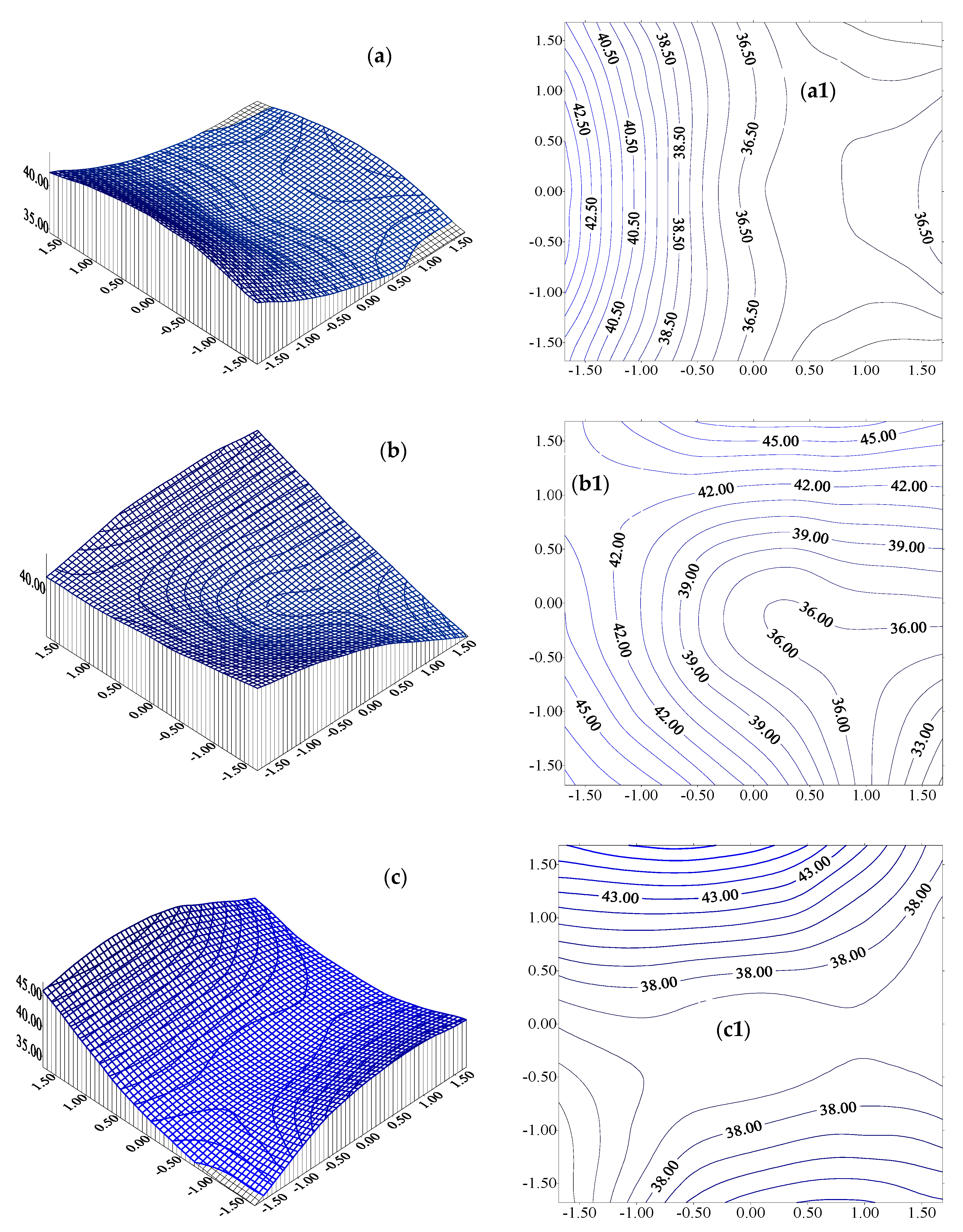
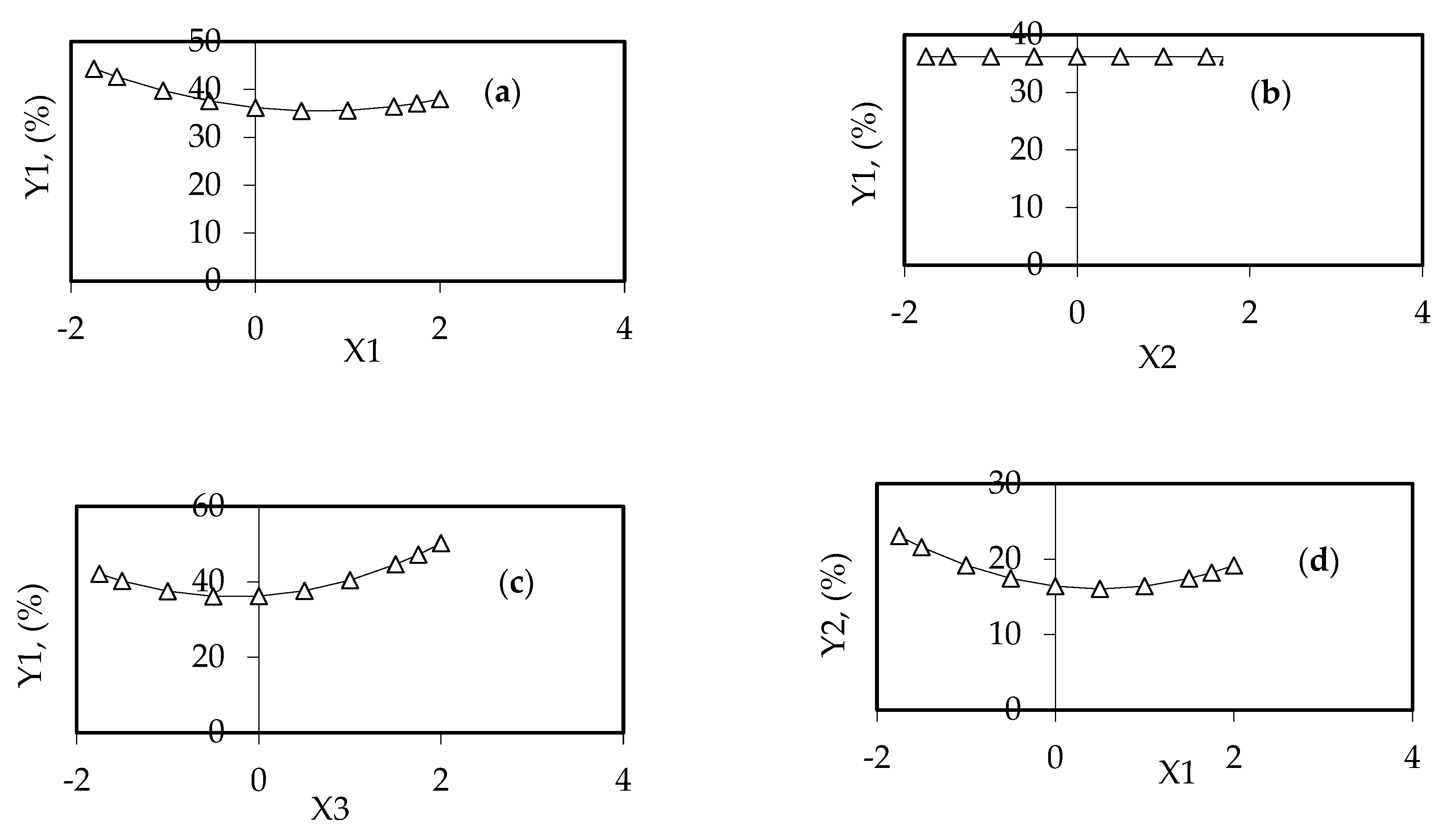
3.2. Modeling of Textile WW Treatment in the Laboratory SD Setup
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Huang, G.H.; Chang, N.-B. The Perspectives of Environmental Informatics and Systems Analysis. J. Environ. Inform. 2003, 1, 1–6. [Google Scholar] [CrossRef]
- Yu, R.F.; Chen, H.W.; Cheng, W.P.; Huang, H.D. Applying Online Image Analysis to Simultaneously Evaluate the Removals of Suspended Solids and Color from Textile Wastewater in Chemical Flocculated Sedimentation. J. Environ. Inform. 2017, 29, 29–38. [Google Scholar]
- Boiarkina, I.; Norri, S.E.; Patterson, D.A. Investigation into the effect of flow structure on the photocatalytic degradation of methylene blue and dehydroabietic acid in a spinning disc reactor. Chem. Eng. J. 2013, 222, 159–171. [Google Scholar] [CrossRef]
- Stankiewicz, A.I.; Moulijn, J.A. Process intensification: Transforming chemical engineering. Chem. Eng. Prog. 2000, 96, 22–34. [Google Scholar]
- Aoune, A.; Ramshaw, C. Process intensification: Heat and mass transfer characteristics of liquid films on rotating discs. Int. J. Heat Mass Transf. 1999, 42, 2543–2556. [Google Scholar] [CrossRef]
- Iacob-Tudose, E.T.; Zaharia, C. Spinning Disc Technology—Residence Time Distribution and Efficiency in Textile Wastewater Treatment Application. IOP Conf. Ser. Mater. Sci. Eng. 2018, 374, 012037. [Google Scholar] [CrossRef]
- Boodhoo, K.V.K.; Jachuck, R.J. Process intensification: Spinning disk reactor for styrene polymerisation. Appl. Therm. Eng. 2000, 20, 1127–1146. [Google Scholar] [CrossRef]
- Boodhoo, K.V.K.; Jachuck, R.J. Process intensification: Spinning disc reactor for condensation polymerization. Green Chem. 2002, 2, 235–244. [Google Scholar] [CrossRef]
- Sana, S.; Boodhoo, K.V.K.; Zivkovic, V. Production of starch nanoparticles through solvent-antisolvent precipitation in a spinning disc reactor. Green Proc. Synth. 2019, 8, 507–515. [Google Scholar] [CrossRef]
- Khan, W.H.; Rathod, V.K. Process intensification approach for preparation of curcumin nanoparticles via solvent–nonsolvent nanoprecipitation using spinning disc reactor. Chem. Eng. Proc. 2014, 80, 1–10. [Google Scholar] [CrossRef]
- Raveendran, P.; Fu, J.; Wallen, S.L. Completely ‘green’ synthesis and stabilization of metal nanoparticles. J. Am. Chem. Soc. 2003, 125, 940–953. [Google Scholar] [CrossRef] [PubMed]
- Feng, X.; Patterson, D.A.; Balaban, M.; Fauconnier, G.; Emanuelsson, E.A.C. The spinning clothdisc reactor for immobilized enzymes: A new process intensification technology forenzymatic reactions. Chem. Eng. J. 2013, 221, 407–417. [Google Scholar] [CrossRef]
- Qiu, Z.; Petera, J.; Weatherle, L.R. Biodiesel synthesis in an intensified spinning disk reactor. Chem. Eng. J. 2012, 210, 597–609. [Google Scholar] [CrossRef]
- Dyonisos, D.D.; Balasubramanian, G.; Suidan, M.T.; Khodadoust, A.P.; Baudin, I.; Laine, J.M. Rotating disk photocatalytic reactor: Development, characterization and evaluation for the destruction of organic pollutants in water. Water Res. 2000, 349, 2927–2940. [Google Scholar]
- Chang, C.Y.; Wu, N.L. Process analysis on photocatalyzed dye decomposition for water treatment with TiO2-coated rotating disk reactor. Ind. Eng. Chem. Res. 2010, 49, 12173–12179. [Google Scholar] [CrossRef]
- Zhang, A.Y.; Zhou, M.H.; Han, L.; Zhou, Q.X. The combination of rotating disk photocatalytic reactor and TiO2 nanotube arrays for environmental pollutants removal. J. Hazard. Mater. 2011, 186, 1374–1383. [Google Scholar] [CrossRef]
- Ahn, D.H.; Chang, W.S.; Yoon, T.I. Dyestuff wastewater treatment using chemical oxidation, physical adsorption and fixed bed biofilm process. Proc. Biochem. 1999, 34, 429–439. [Google Scholar] [CrossRef]
- Hamouda, M.A.; Anderson, W.B.; Huck, P.M. Decision support systems in water and wastewater treatment process selection and design: A review. Water Sci. Technol. 2009, 60, 1757–1770. [Google Scholar] [CrossRef]
- Lin, S.H.; Chen, M.L. Treatment of textile wastewater by chemical methods for reuse. Water Res. 1997, 31, 868–876. [Google Scholar] [CrossRef]
- Lin, S.H.; Peng, C.F. Continuous treatment of textile wastewater by combined coagulation, electrochemical oxidation and activated sludge. Water Res. 1996, 30, 587–592. [Google Scholar] [CrossRef]
- Muga, H.E.; Mihelcic, J.R. Sustainability of wastewater treatment technologies. J. Environ. Manag. 2008, 88, 437–447. [Google Scholar] [CrossRef] [PubMed]
- Sonune, A.; Ghate, R. Developments in wastewater treatment methods. Desalination 2004, 167, 55–63. [Google Scholar] [CrossRef]
- Wang, J.P.; Chen, Y.Z.; Ge, X.W.; Yu, H.Q. Optimization of coagulation–flocculation process for a paper-recycling wastewater treatment using response surface methodology. Colloids Surf. A Physicochem. Eng. Asp. 2007, 302, 204–210. [Google Scholar] [CrossRef]
- Zaharia, C.; Suteu, D.; Muresan, A. Options and solutions for textile effluent decolourization using some specific physico-chemical treatment steps. Environ. Eng. Manag. J. 2012, 11, 493–509. [Google Scholar] [CrossRef]
- Zaharia, C. Decentralized wastewater treatment systems: Efficiency and its estimated impact against onsite natural water pollution status. A Romanian case study. Proc. Safety Environ. Res. 2017, 108, 74–88. [Google Scholar] [CrossRef]
- Zaharia, C. Discoloration of industrial effluents by adsorption-based treatment onto coal fly ash activated with lime. Desalin. Water Treat. 2018, 127, 364–376. [Google Scholar] [CrossRef]
- Secula, M.S.; Suditu, G.D.; Poulios, I.; Cojocaru, C.; Cretescu, I. Response surface optimization of the photocatalytic decolorization of a simulated dyestuff effluent. Chem. Eng. J. 2008, 141, 18–26. [Google Scholar] [CrossRef]
- Wang, J.P.; Chen, Y.Z.; Wang, Y.; Yuan, S.J.; Yu, H.Q. Optimization of the coagulation-flocculation process for pulp mill wastewater treatment using a combination of uniform design and response surface methodology. Water Res. 2011, 45, 5633–5640. [Google Scholar] [CrossRef]
- Poroch-Seritan, M.; Gutt, S.; Gutt, G.; Cretescu, I.; Cojocaru, C.; Severin, T. Design of experiments for statistical modeling and multi-response optimization of nickel electroplating process. Chem. Eng. Res. Design 2011, 89, 136–147. [Google Scholar] [CrossRef]
- Zaharia, C.; Diaconescu, R.; Surpăţeanu, M. Optimization study of a wastewater chemical treatment with PONILIT GT-2 anionic polyelectrolyte. Environ. Eng. Manag. J. 2006, 5, 1141–1152. [Google Scholar] [CrossRef]
- Zaharia, C.; Diaconescu, R.; Surpăţeanu, M. Study of flocculation with Ponilit GT-2 anionic polyelectrolyte applied into a chemical wastewater treatment. Open Chem. 2007, 5, 239–256. [Google Scholar] [CrossRef]
- ***Catalog of Standards; International Standardization Institute Press: Bucuresti, Romania, 2010.
- Rodrigues, M.I.; Iemma, A.F. Experimental Design and Process Optimization, 1st ed.; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9781482299557. [Google Scholar]
- Woods, W. The Hydrodynamics of Thin Liquid Films Flowing over a Rotating Disc. Ph.D. Thesis, University of Newcastle upon Tyne, Newcastle upon Tyne, UK, 1995. [Google Scholar]
- Boiarkina, I.; Norris, S.; Patterson, D. The case for the photocatalytic spinning disc reactor as a process intensification technology: Comparison to an annular reactor for the degradation of methylene blue. Chem. Eng. J. 2013, 225, 752–765. [Google Scholar] [CrossRef]
- Iacob Tudose, E. Hydrodynamics on a spinning disc reactor. In Proceedings of the 4th International Conference on Chemical Engineering—Innovative Materials and Processes—ICCE2018, Iasi, Romania, 31 October–2 November 2018. [Google Scholar]
- Mohammadi, S.; Boodhoo, K.V.K. Online conductivity measurements of residence time distribution of thin film flow in the spinning disc reactor. Chem. Eng. J. 2012, 207, 885–894. [Google Scholar] [CrossRef]
- Letterman, R.D.; Quon, J.E.; Gemell, R.S. Influence of rapid-mix parameters on flocculation. J. Am. Water Works Assoc. 1973, 65, 716–722. [Google Scholar] [CrossRef]
- Sánchez-Martín, J.; Beltrán-Heredia, J.; Peres, J.A. Improvement of the flocculation process in water treatment by using Moringa Oleifera seeds extract. Braz. J. Chem. Eng. 2012, 29, 495–501. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quality Indicators | Measured Value [mg/L] | M.A.C. * [mg/L] | Quality Indicators | Measured Value, [mg/L] | M.A.C. * [mg/L] |
|---|---|---|---|---|---|
| pH | 7.12–7.89 | 6.50–8.50 | Total p | 5.70–6.45 | 1 |
| Colour, [HU] | 865–4450 | 50 | Extractible | 25.50–31.80 | 20 |
| (A436) | (1.200–2.620) | substances | |||
| Suspended solids | 382–930 | 35 (60) | Total n | 8.30–10.00 | 10 |
| Turbidity, [FTU] | 180–815 | - | Ammonia | 2.0–2.75 | 2 |
| Fixed residues | 3580–4020 | 1000 | Sulfates | 780–850 | 600 |
| COD, [mg O2/L] | 560–655 | 125 | Chlorides | 95–150 | 70 |
| CBO5, [mg O2/L] | 320 | 25 | Phenol index | 2.60–3.50 | 0.30 |
| Synthetic detergents | 1.70–2.50 | 0.50 | Total heavy metal ions | <4 | <2 (max 5) |
| Rotation Speed | Flow Rate | Color Removal 1 | SS Removal 2 | Time Period 1,2 |
|---|---|---|---|---|
| [rpm] | [L/h] | [%] | [%] | [min] |
| 100 | 10 | 45.21 | 12.82 | 50; 45 |
| 15 | 41.67 | 57.32 | 60; 60 | |
| 20 | 27.61 | 45.98 | 50; 60 | |
| 25 | 25.17 | 11.11 | 40; 30 | |
| 30 | 17.32 | 11.18 | 30; 30 | |
| 250 | 10 | 18.95 | 54.29 | 60; 60 |
| 15 | 22.95 | 42.05 | 60; 60 | |
| 20 | 33.16 | 45.98 | 60; 60 | |
| 25 | 27.33 | 6.78 | 21; 30 | |
| 30 | 18.79 | 11.18 | 30; 25 | |
| 400 | 10 | 22.41 | 50.00 | 60; 60 |
| 15 | 31.22 | 5.19 | 60; 50 | |
| 20 | 46.98 | 49.78 | 50; 50 | |
| 25 | 27.35 | 30.61 | 30; 35 | |
| 30 | 18.18 | 4.28 | 30;14 | |
| 550 | 10 | 22.41 | 10.62 | 60; 50 |
| 15 | 53.50 | 61.13 | 50; 50 | |
| 20 | 10.63 | 16.01 | 50; 40 | |
| 25 | 17.72 | 30.60 | 35; 35 | |
| 30 | 17.51 | 9.71 | 30; 25 | |
| 850 | 10 | 43.07 | 9.33 | 60; 52 |
| 15 | 48.03 | 45.53 | 60; 55 | |
| 20 | 36.08 | 51.88 | 50; 50 | |
| 25 | 31.58 | 54.51 | 40; 40 | |
| 30 | 30.18 | - | 30; - | |
| 1200 | 10 | 37.45 | 26.35 | 60; 60 |
| 15 | 39.56 | 52.14 | 60; 60 | |
| 20 | 39.09 | 38.95 | 58; 53 | |
| 25 | 14.76 | 4.2 | 40; 35 | |
| 30 | - | 14.08 | -; 25 | |
| 1500 | 10 | - | - | - |
| 15 | 49.64 | 54.98 | 30; 25 | |
| 20 | - | - | - | |
| 25 | - | - | - | |
| 30 | 1.69 | 6.68 | 20; 15 |
| Variable/Value | Real Variable | Coded Variable | Real Basic Variable | Variation Step |
|---|---|---|---|---|
| (zi) | (Xi) | (zi0) | (Δzi0) | |
| WW flowrate, [L/h] | Z1 | X1 | 20 | 6 |
| Rotation speed, [rpm] | Z2 | X2 | 300 | 150 |
| Operating time, [min] | Z3 | X3 | 15 | 5 |
| Exp. No. | Z1 | Z2 | Z3 | X1 | X2 | X3 | Y1e [%] | Y1 [%] | Deviation A = (Y1e − Y1) × 100/Y1e [%] |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 14 | 150 | 10 | −1 | −1 | −1 | 43.296 | 41.340 | 4.519 |
| 2 | 26 | 150 | 10 | 1 | −1 | −1 | 32.030 | 34.011 | −6.185 |
| 3 | 14 | 450 | 10 | −1 | 1 | −1 | 42.273 | 43.923 | −3.904 |
| 4 | 26 | 450 | 10 | 1 | 1 | −1 | 39.293 | 36.595 | 6.865 |
| 5 | 14 | 150 | 20 | −1 | −1 | 1 | 41.434 | 43.676 | −5.411 |
| 6 | 26 | 150 | 20 | 1 | −1 | 1 | 45.344 | 42.726 | 5.774 |
| 7 | 14 | 450 | 20 | −1 | 1 | 1 | 44.041 | 41.092 | 6.696 |
| 8 | 26 | 450 | 20 | 1 | 1 | 1 | 38.641 | 40.142 | −3.885 |
| 9 | 10 | 300 | 15 | −1.682 | 0 | 0 | 43.482 | 43.864 | −0.878 |
| 10 | 30 | 300 | 15 | +1.682 | 0 | 0 | 36.034 | 36.902 | −2.407 |
| 11 | 20 | 102 | 15 | 0 | −1.682 | 0 | 34.916 | 36.190 | −3.650 |
| 12 | 20 | 550 | 15 | 0 | +1.682 | 0 | 35.754 | 36.190 | −1.220 |
| 13 | 20 | 300 | 7 | 0 | 0 | −1.682 | 41.154 | 41.541 | −0.941 |
| 14 | 20 | 300 | 24 | 0 | 0 | +1.682 | 45.624 | 46.489 | −1.897 |
| 15 | 20 | 300 | 15 | 0 | 0 | 0 | 36.499 | 36.190 | 0.846 |
| 16 | 20 | 300 | 15 | 0 | 0 | 0 | 36.406 | 36.190 | 0.592 |
| 17 | 20 | 300 | 15 | 0 | 0 | 0 | 36.313 | 36.190 | 0.338 |
| 18 | 20 | 300 | 15 | 0 | 0 | 0 | 33.706 | 36.190 | −7.371 |
| 19 | 20 | 300 | 15 | 0 | 0 | 0 | 34.171 | 36.190 | −5.909 |
| 20 | 20 | 300 | 15 | 0 | 0 | 0 | 40.320 | 36.190 | 9.397 |
| Exp. No. | Z1 | Z2 | Z3 | X1 | X2 | X3 | Y2e [%] | Y2 [%] | Deviation (A) A = (Y2e − Y2) × 100/Y1e [%] |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 14 | 150 | 10 | −1 | −1 | −1 | 18.244 | 19.165 | −5.047 |
| 2 | 26 | 150 | 10 | 1 | −1 | −1 | 20.058 | 16.395 | 18.263 |
| 3 | 14 | 450 | 10 | −1 | 1 | −1 | 19.804 | 19.165 | 3.228 |
| 4 | 26 | 450 | 10 | 1 | 1 | −1 | 17.954 | 16.395 | 8.684 |
| 5 | 14 | 150 | 20 | −1 | −1 | 1 | 19.333 | 19.165 | 0.870 |
| 6 | 26 | 150 | 20 | 1 | −1 | 1 | 20.711 | 16.395 | 0.164 |
| 7 | 14 | 450 | 20 | −1 | 1 | 1 | 19.260 | 19.165 | 0.494 |
| 8 | 26 | 450 | 20 | 1 | 1 | 1 | 17.737 | 16.395 | 7.567 |
| 9 | 10 | 300 | 15 | −1.682 | 0 | 0 | 25.644 | 22.630 | 11.754 |
| 10 | 30 | 300 | 15 | +1.682 | 0 | 0 | 14.509 | 17.971 | −23.859 |
| 11 | 20 | 102 | 15 | 0 | −1.682 | 0 | 18.462 | 16.402 | 11.159 |
| 12 | 20 | 550 | 15 | 0 | +1.682 | 0 | 15.524 | 16.402 | −5.654 |
| 13 | 20 | 300 | 7 | 0 | 0 | −1.682 | 19.042 | 16.402 | 13.865 |
| 14 | 20 | 300 | 24 | 0 | 0 | +1.682 | 18.498 | 16.402 | 11.332 |
| 15 | 20 | 300 | 15 | 0 | 0 | 0 | 18.752 | 16.402 | 12.533 |
| 16 | 20 | 300 | 15 | 0 | 0 | 0 | 18.027 | 16.402 | 9.015 |
| 17 | 20 | 300 | 15 | 0 | 0 | 0 | 15.270 | 16.402 | −7.412 |
| 18 | 20 | 300 | 15 | 0 | 0 | 0 | 13.819 | 16.402 | −18.690 |
| 19 | 20 | 300 | 15 | 0 | 0 | 0 | 15.597 | 16.402 | −5.160 |
| 20 | 20 | 300 | 15 | 0 | 0 | 0 | 17.048 | 16.402 | 3.790 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iacob Tudose, E.T.; Zaharia, C. Textile Wastewater Treatment on a Spinning Disc Reactor: Characteristics, Performances, and Empirical Modeling. Appl. Sci. 2020, 10, 8687. https://doi.org/10.3390/app10238687
Iacob Tudose ET, Zaharia C. Textile Wastewater Treatment on a Spinning Disc Reactor: Characteristics, Performances, and Empirical Modeling. Applied Sciences. 2020; 10(23):8687. https://doi.org/10.3390/app10238687
Chicago/Turabian StyleIacob Tudose, Eugenia Teodora, and Carmen Zaharia. 2020. "Textile Wastewater Treatment on a Spinning Disc Reactor: Characteristics, Performances, and Empirical Modeling" Applied Sciences 10, no. 23: 8687. https://doi.org/10.3390/app10238687
APA StyleIacob Tudose, E. T., & Zaharia, C. (2020). Textile Wastewater Treatment on a Spinning Disc Reactor: Characteristics, Performances, and Empirical Modeling. Applied Sciences, 10(23), 8687. https://doi.org/10.3390/app10238687