Availability Estimation of Air Compression and Nitrogen Generation Systems in LNG-FPSO Depending on Design Stages



Abstract
1. Introduction
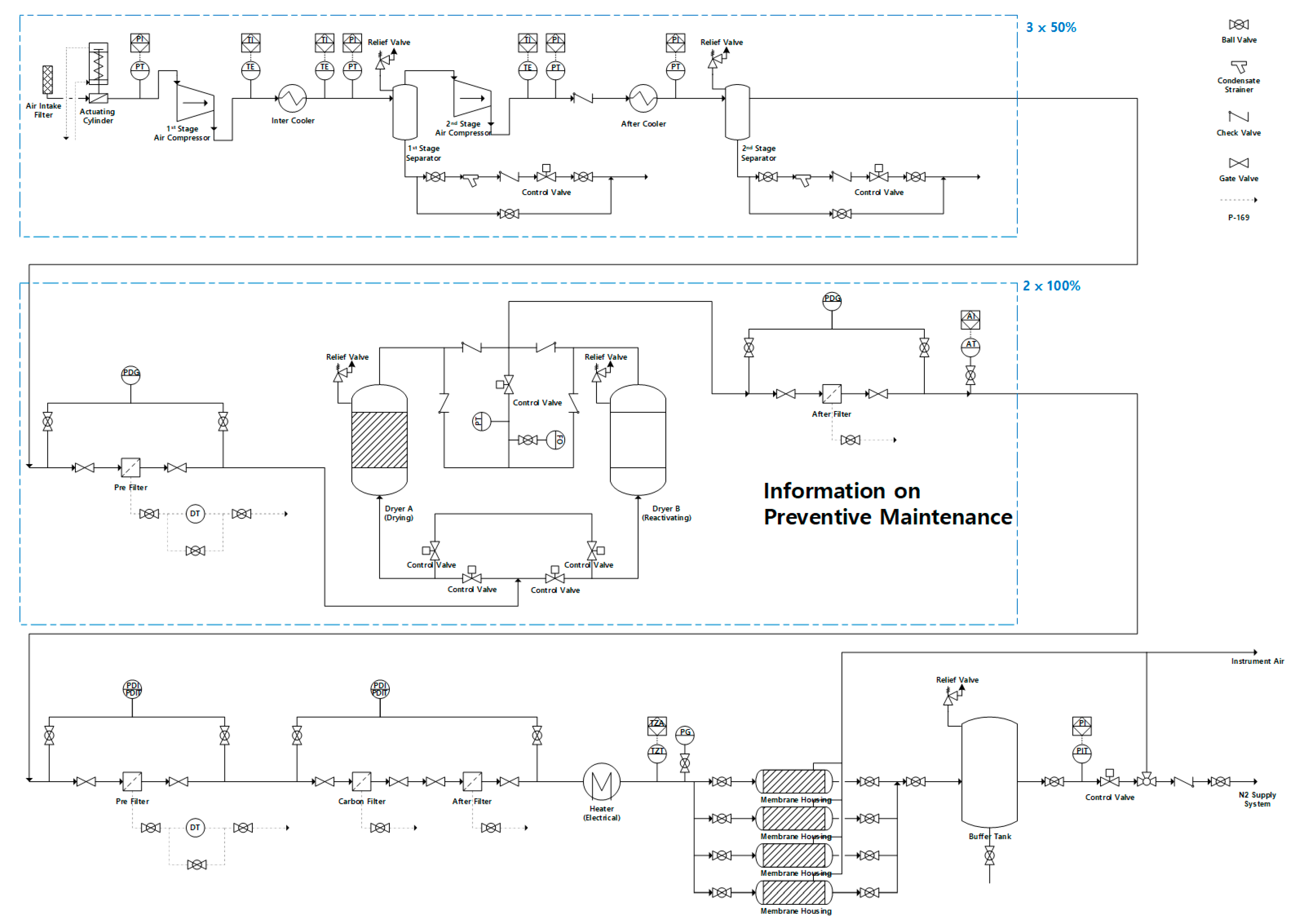
2. Description of Target System
- Stage I—PFD
- Stage II—Preliminary P&ID
- Stage III—Preliminary P&ID + Information on Preventive Maintenance
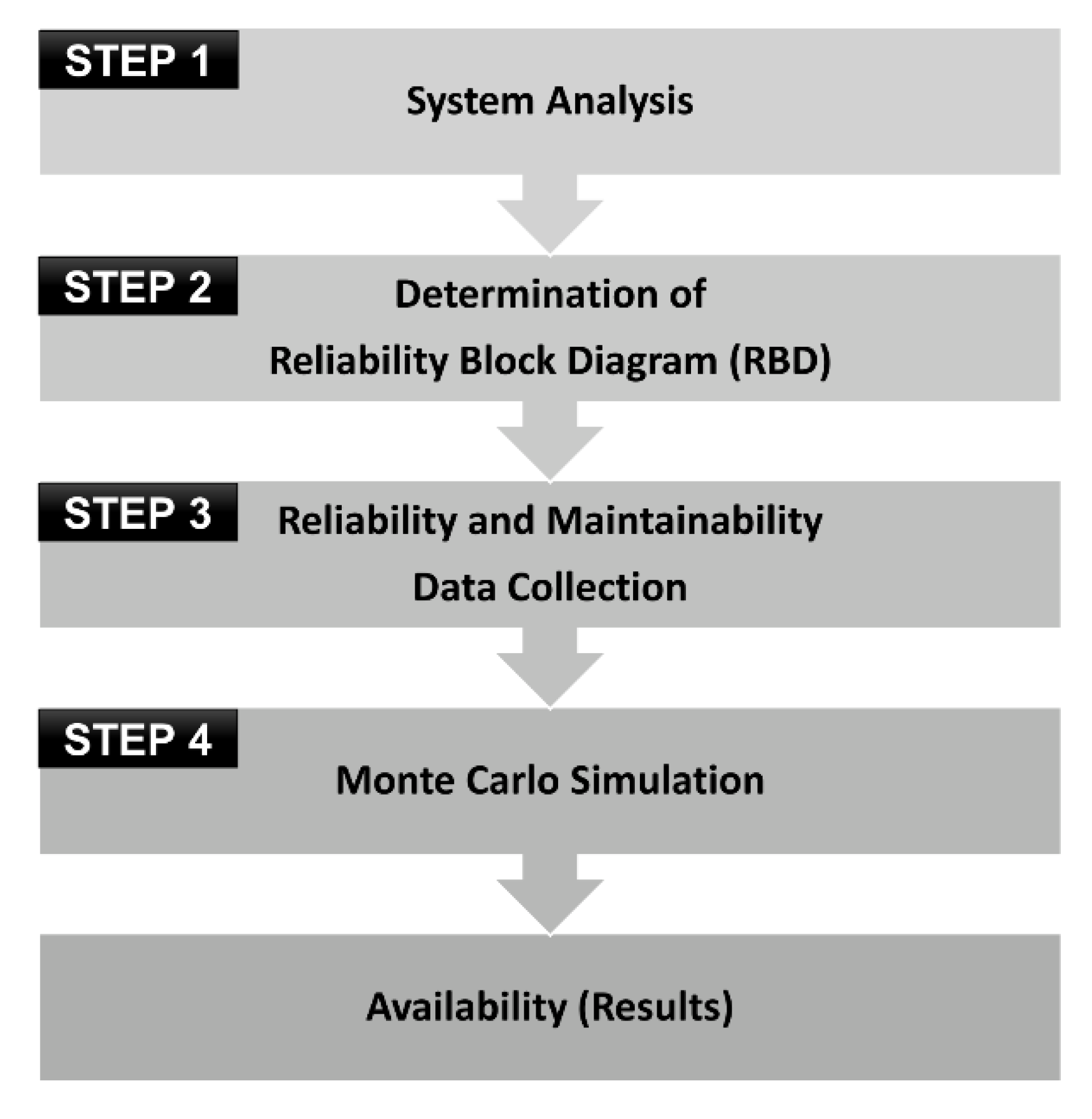
3. Methodology
3.1. STEP 1 System Analysis
3.2. STEP 2 Determination of Reliability Block Diagram (RBD)
3.2.1. RBD at Stage I (PFD Stage)
3.2.2. RBD at Stage II (Preliminary P&ID)
3.2.3. RBD at Stage III (Preliminary P&ID + Information on Preventive Maintenance)
3.3. Step 3 Data Collection
3.4. Step 4 Monte Carlo Simulation
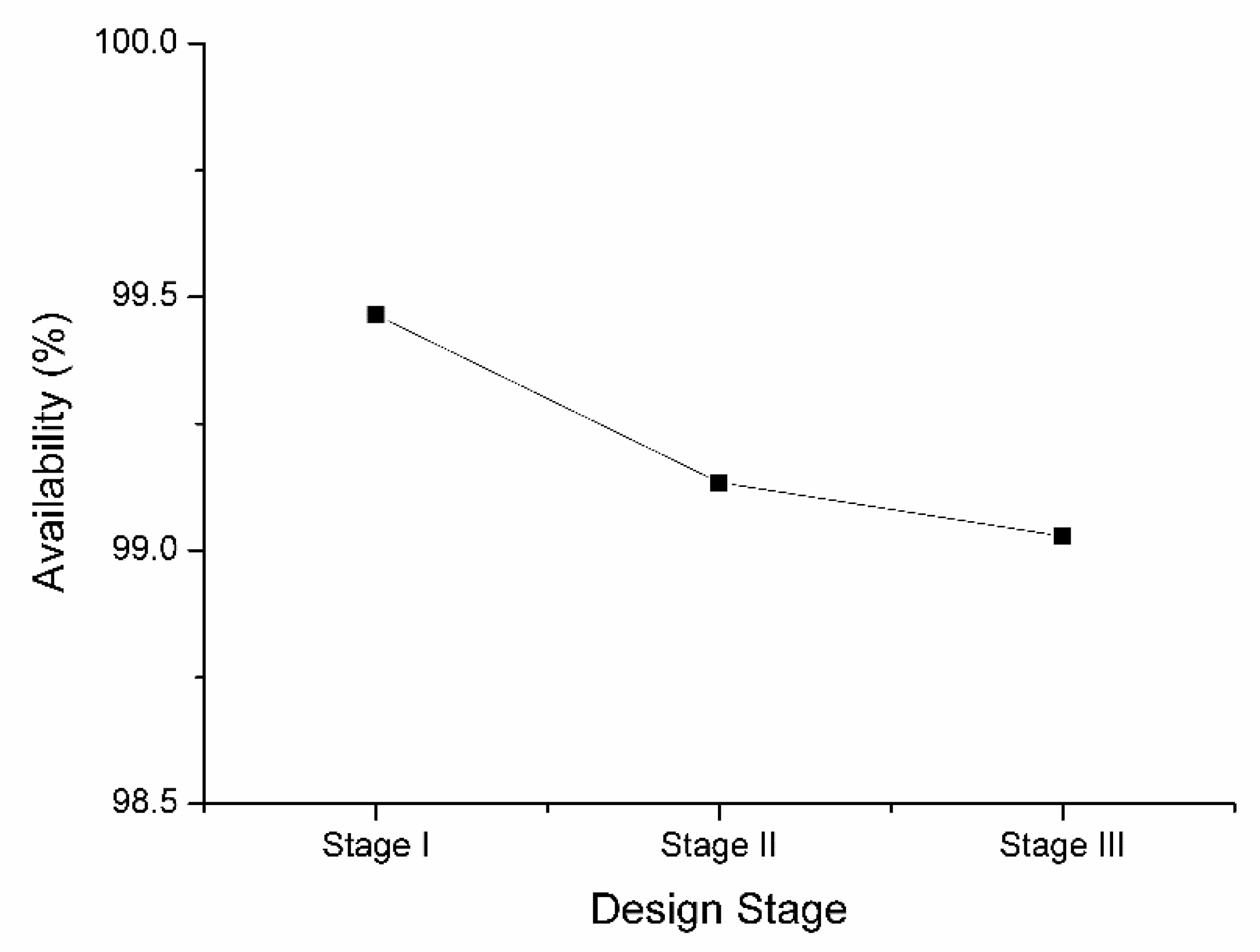
4. Results and Discussion
4.1. Availability
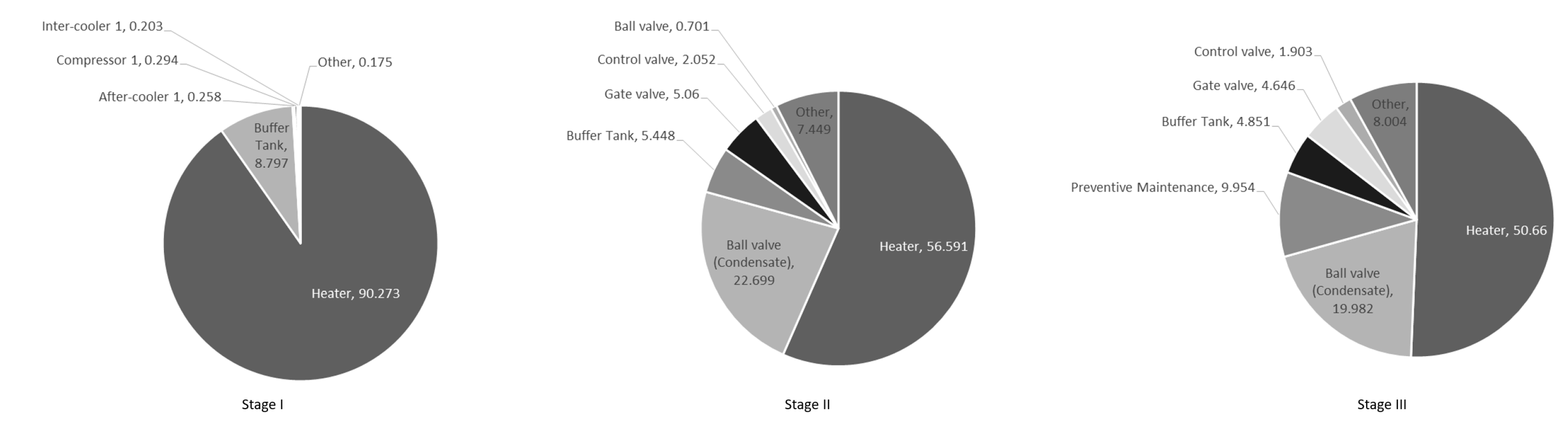
4.2. Component Criticality
4.3. Sensitivity Analysis
4.3.1. Lower amd Upper Failure Rates
4.3.2. Additional Repair Time
4.3.3. Installation of Redundant Heater
4.3.4. Modified Preventive Maintenance Schedule
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- British Standards Institution (BSI). BS 4778-3.1:1991 Quality Vocabulary: Part 3: Availability, Reliability and Maintainability Terms, Section 3.1 Guide to Concepts and Related Definitions; BSI: London, UK, 1991. [Google Scholar]
- Basker, B.; Martin, P. Availability prediction by using a method of simulation. Microelectron. Reliab. 1977, 16, 135–141. [Google Scholar] [CrossRef]
- Keller, A.; Stipho, N. Availability studies of two similar chlorine production plant. Reliab. Eng. 1981, 2, 271–281. [Google Scholar] [CrossRef]
- Bosman, M. Availability analysis of a natural gas compressor plant. Reliab. Eng. 1985, 11, 13–26. [Google Scholar] [CrossRef]
- Aven, T. Availability evaluation of oil/gas production and transportation systems. Reliab. Eng. 1987, 18, 35–44. [Google Scholar] [CrossRef]
- Khan, M.R.; Kabir, A.Z. Availability simulation of an ammonia plant. Reliab. Eng. Syst. Saf. 1995, 48, 217–227. [Google Scholar] [CrossRef]
- Hajeeh, M.; Chaudhuri, D. Reliability and availability assessment of reverse osmosis. Desalination 2000, 130, 185–192. [Google Scholar] [CrossRef]
- Zio, E.; Baraldi, P.; Patelli, E. Assessment of the availability of an o shore installation by Monte Carlo simulation. Int. J. Press. Vessels Pip. 2006, 83, 312–320. [Google Scholar] [CrossRef]
- Crespo, A.; Heguedas, A.S.; Iung, B. Monte Carlo-based assessment of system availability. A case study for cogeneration plants. Reliab. Eng. Syst. Saf. 2005, 88, 273–289. [Google Scholar] [CrossRef]
- Michelassi, C.; Monaci, G. Availability assessment of a raw gas re-injection plant for the production of oil and gas. In Proceedings of the 16th IMEKO TC4 International Symposium Exploring New Frontiers of Instrumentation and Methods for Electrical and Electronic Measurements, Florence, Italy, 22–24 September 2008; pp. 777–783. [Google Scholar]
- Chang, D.; Rhee, T.; Nam, K.; Chang, K.; Lee, D.; Jeong, S. A study on availability and safety of new propulsion systems for LNG carriers. Reliab. Eng. Syst. Saf. 2008, 93, 1877–1885. [Google Scholar] [CrossRef]
- Görkemli, L.; Ulusoy, S.K. Fuzzy Bayesian reliability and availability analysis of production systems. Comput. Ind. Eng. 2010, 59, 690–696. [Google Scholar] [CrossRef]
- Seo, Y.; You, H.; Lee, S.; Huh, C.; Chang, D. Evaluation of CO2 liquefaction processes for ship-based carbon capture and storage (CCS) in terms of life cycle cost (LCC) considering availability. Int. J. Greenh. Gas Control. 2015, 35, 1–12. [Google Scholar] [CrossRef]
- Seo, S.; Chu, B.; Noh, Y.; Jang, W.; Lee, S.; Seo, Y.; Chang, D. An economic evaluation of operating expenditures for LNG fuel gas supply systems onboard ocean-going ships considering availability. Ships Offshore Struct. 2014, 11, 213–223. [Google Scholar] [CrossRef]
- Gowid, S.; Dixon, R.; Ghani, S. Profitability, reliability and condition based monitoring of LNG floating platforms: A review. J. Nat. Gas Sci. Eng. 2015, 27, 1495–1511. [Google Scholar] [CrossRef]
- Hwang, H.; Lee, J.-H.; Hwang, J.; Jun, H.-B. A study of the development of a condition-based maintenance system for an LNG FPSO. Ocean Eng. 2018, 164, 604–615. [Google Scholar] [CrossRef]
- Verma, A.K.; Srividya, A.; Karanki, D.R. Reliability and Safety Engineering; Springer: London, UK, 2010; ISBN 978-1-84996-231-5. [Google Scholar]
- Rausand, M.; Høyland, A. System Reliability Theory: Models, Statistical Methods, and Applications, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2004; ISBN 0-7803-3274-1. [Google Scholar]
- Oreda Project. OREDA: Participants Offshore Reliability Data Hand-Book, 5th ed.; DNV: Oslo, Norway, 2009; ISBN 8214027055. [Google Scholar]
- Oreda Project. OREDA: Participants Offshore and Onshore Reliability Data Handbook, 6th ed.; DNV GL: Oslo, Norway, 2015. [Google Scholar]
- Seo, Y.; Han, S.; Kang, K.; Noh, H.-J.; Park, S.; Jung, J.-Y.; Chang, D.; Čepin, M.; Briš, R. Availability estimation of utility module in offshore plant depending on system configuration. In Advances and Trends in Engineering Sciences and Technologies II; Al Ali, M., Platko, P., Eds.; CRC Press: London, UK, 2017; pp. 2195–2202. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | |
|---|---|
| Lifespan | 20 years |
| Number of simulations | 250 |
| Distribution function of failure | Exponential |
| Distribution function of repair time | Constant |
| Unit of failure rate | Number of failure/106 h |
| Unit of repair time | Hours |
| Items | Source | Failure Rate | Active Repair Time | |||
|---|---|---|---|---|---|---|
| Lower | Mean | Upper | Mean | Max. | ||
| Compressor | OREDA 2009 | - | 140.84 | 779.34 | 15 | 98 |
| Electric motor | OREDA 2015 | 0.87 | 7.52 | 19.63 | 16 | 25 |
| Heat exchanger | OREDA 2015 | 0.28 | 64.94 | 243.9 | 28 | 96 |
| Separator | OREDA 2015 | 0.34 | 73.49 | 271.39 | 6.4 | 12 |
| Dryer | OREDA 2015 | 18.32 | 29.22 | 44.37 | 6.2 | 11 |
| Heater | OREDA 2015 | 244.7 | 349.24 | 484.57 | 14 | 84 |
| Membrane | OREDA 2015 | 18.32 | 29.22 | 44.37 | 6.2 | 11 |
| Filter | * OREDA 2015 | - | 4.67 | - | 1.105 | - |
| Relief valve | OREDA 2015 | 0.04 | 2.07 | 6.41 | 6.9 | 13 |
| Check valve | OREDA 2015 | 0.01 | 2.47 | 9.24 | 2 | 2 |
| Ball valve (Utilities) | OREDA 2015 | 2.73 | 11.65 | 25.65 | 5 | 6 |
| Ball valve (Condensate processing) | OREDA 2015 | 12.08 | 72.09 | 226.9 | 27 | 39 |
| Control valve | OREDA 2015 | 0.99 | 19.8 | 93.96 | 9 | 9 |
| Gate valve | OREDA 2015 | 0.04 | 3.74 | 12.37 | 20 | 72 |
| Control logic unit | OREDA 2015 | 0.08 | 17.4 | 64.59 | - | - |
| Pressure input device | OREDA 2015 | 0.01 | 1.09 | 3.73 | 7 | 12 |
| Trap | Vender | - | 16.31 | 22.83 | 2 | - |
| Equipment | Periodic (month) | Maintenance Time (hour) | |
|---|---|---|---|
| Air compressor | Component replacement 1 | 6 | 0.5 |
| Component replacement 2 | 24 | 3 | |
| Main maintenance | 36 | 72 | |
| Air dryer | Component replacement 1 | 6 | 0.5 |
| Component replacement 2 | 24 | 1 | |
| Main maintenance | 36 | 24 | |
| Nitrogen generator | Component replacement 1 | 6 | 0.5 |
| Component replacement 2 | 24 | 1 | |
| Main maintenance | 36 | 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, Y.; Jung, J.-Y.; Han, S.; Kang, K. Availability Estimation of Air Compression and Nitrogen Generation Systems in LNG-FPSO Depending on Design Stages. Appl. Sci. 2020, 10, 8657. https://doi.org/10.3390/app10238657
Seo Y, Jung J-Y, Han S, Kang K. Availability Estimation of Air Compression and Nitrogen Generation Systems in LNG-FPSO Depending on Design Stages. Applied Sciences. 2020; 10(23):8657. https://doi.org/10.3390/app10238657
Chicago/Turabian StyleSeo, Youngkyun, Jung-Yeul Jung, Seongjong Han, and Kwangu Kang. 2020. "Availability Estimation of Air Compression and Nitrogen Generation Systems in LNG-FPSO Depending on Design Stages" Applied Sciences 10, no. 23: 8657. https://doi.org/10.3390/app10238657
APA StyleSeo, Y., Jung, J.-Y., Han, S., & Kang, K. (2020). Availability Estimation of Air Compression and Nitrogen Generation Systems in LNG-FPSO Depending on Design Stages. Applied Sciences, 10(23), 8657. https://doi.org/10.3390/app10238657