Finite Element Analysis and Investigation on Spinning of Quadrilateral Parts with Hollow Cross-Sections Based on Hypocycloid Theory

 ,
,
Abstract
:Featured Application
Abstract
1. Introduction
2. Research Method
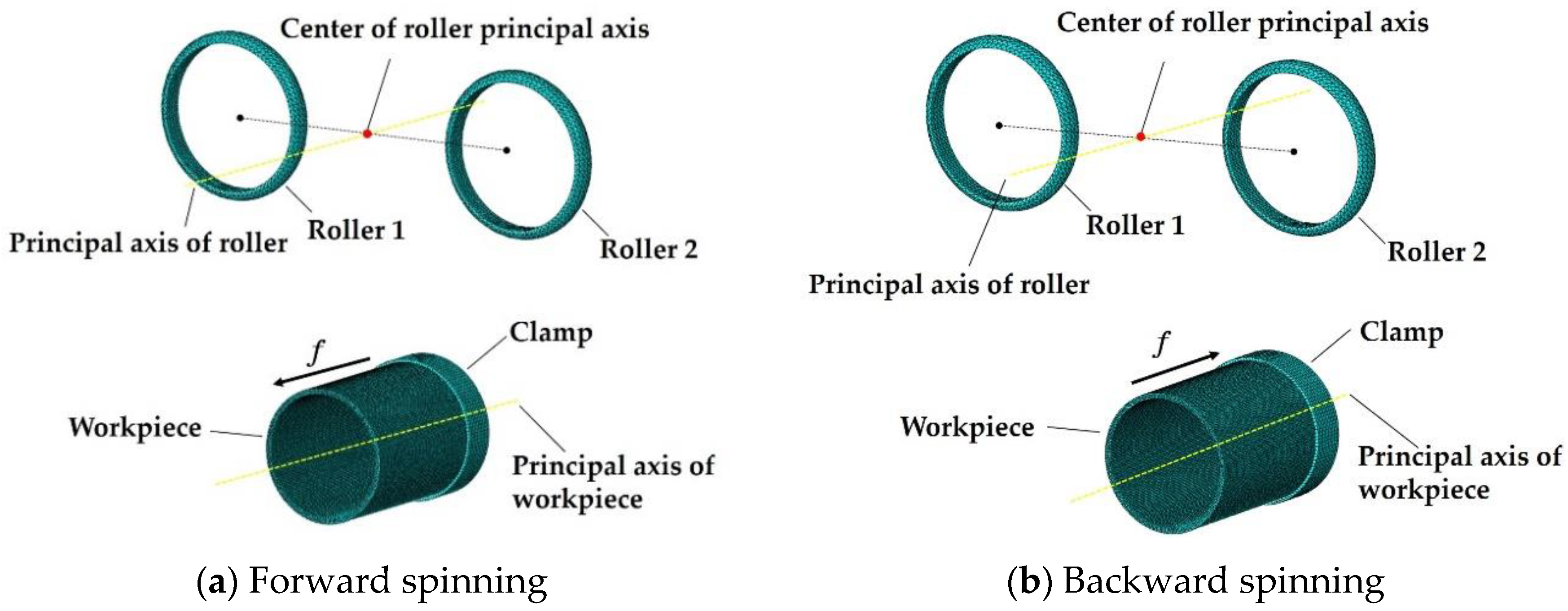
2.1. Establishment of the Finite Element Model
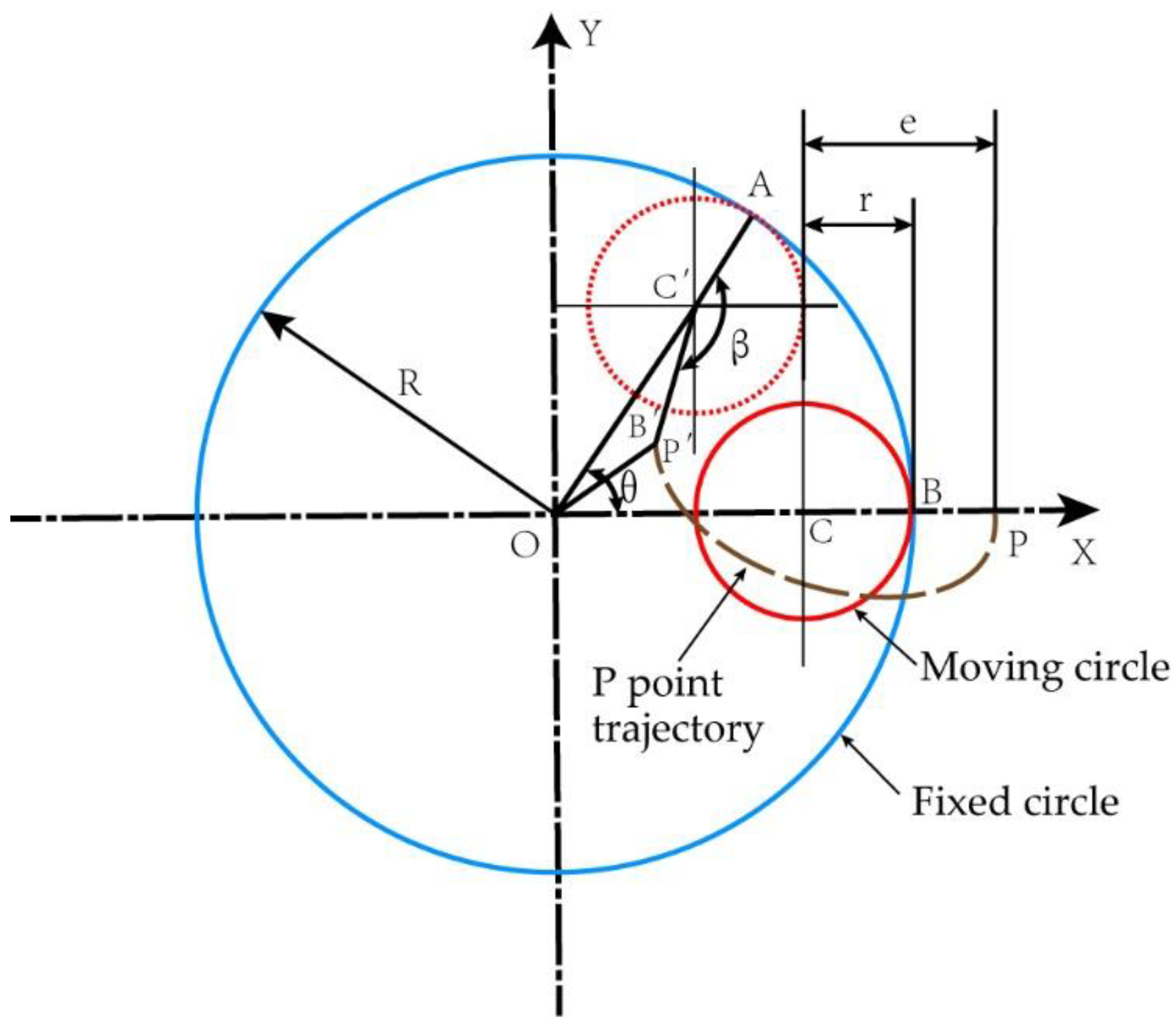
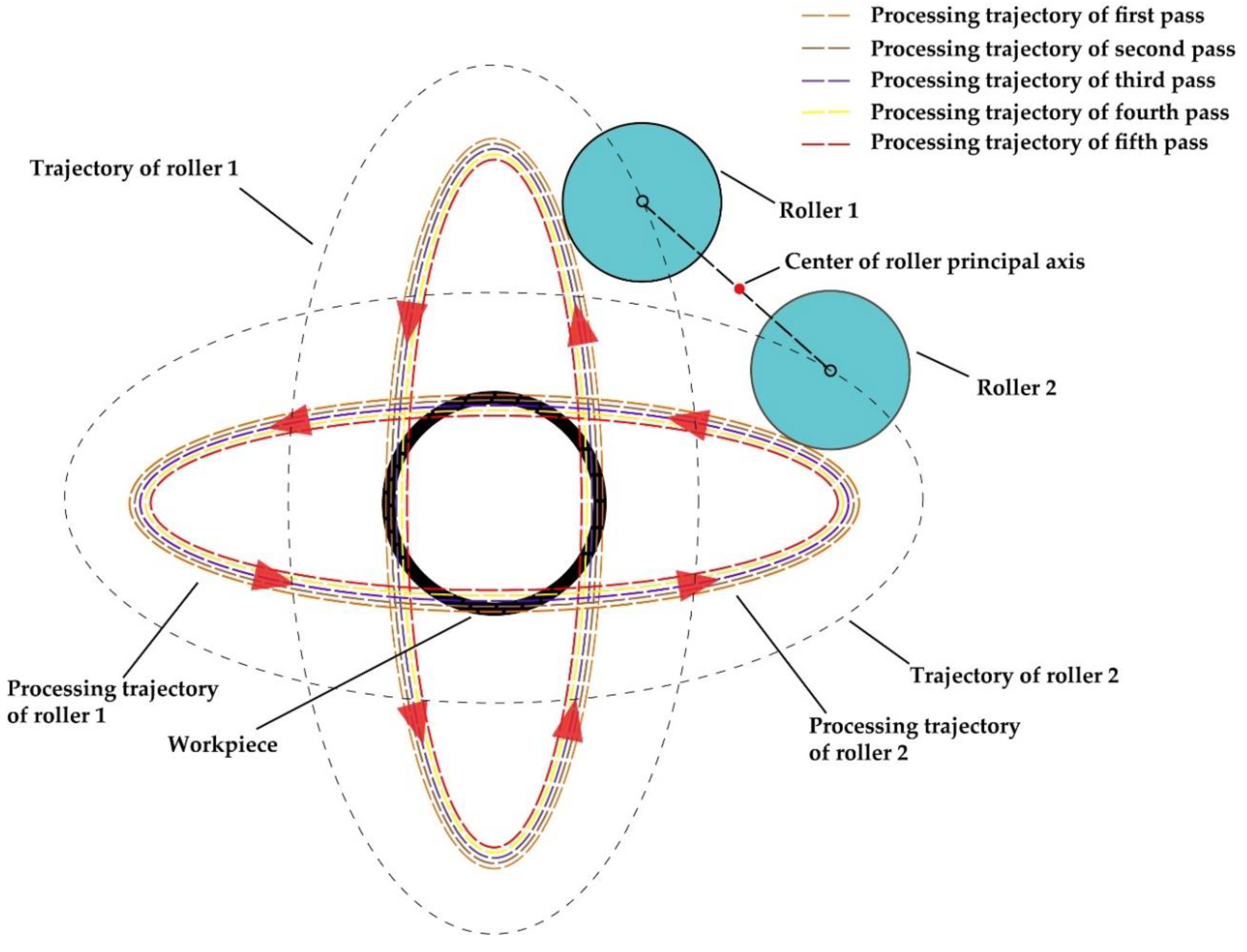
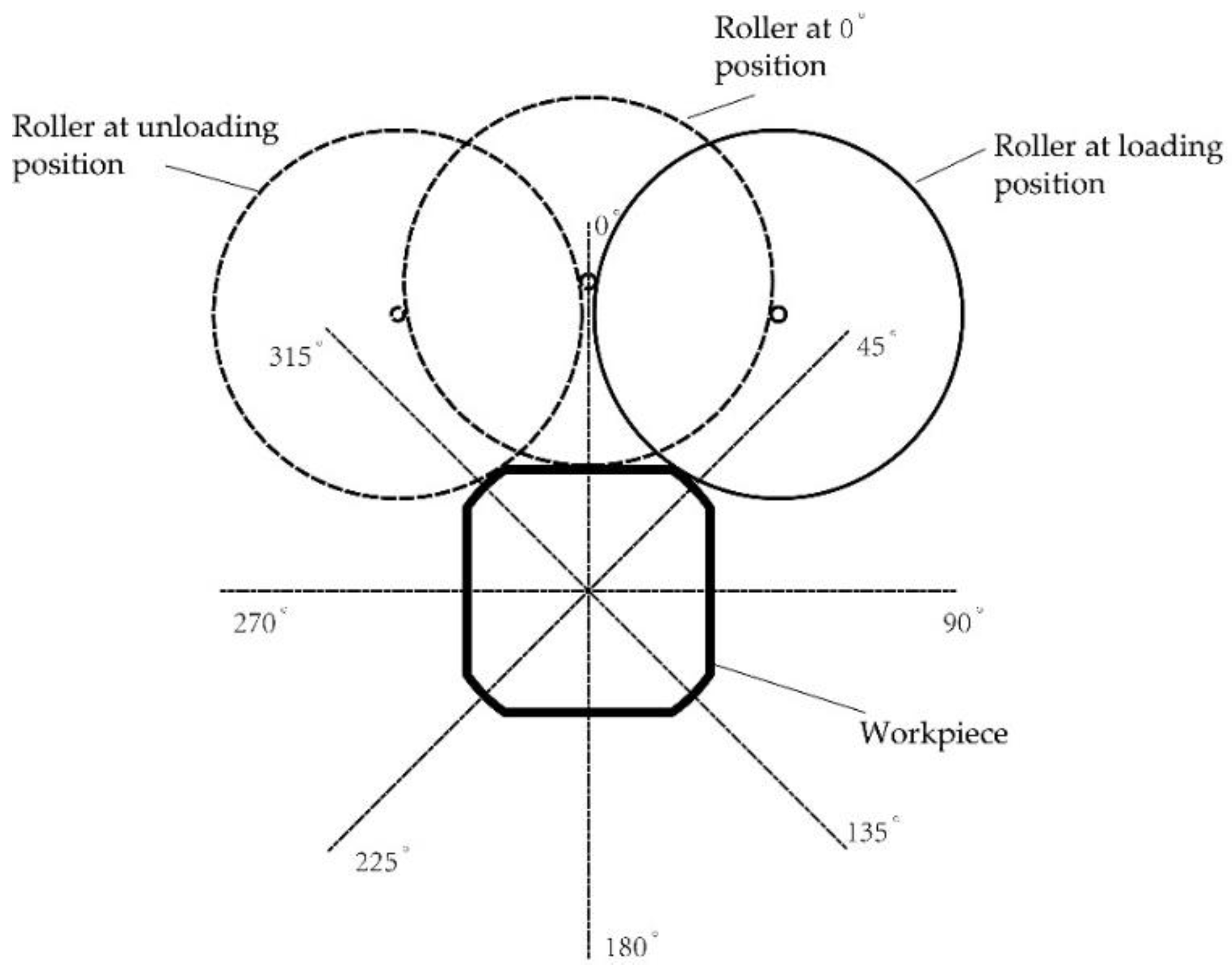
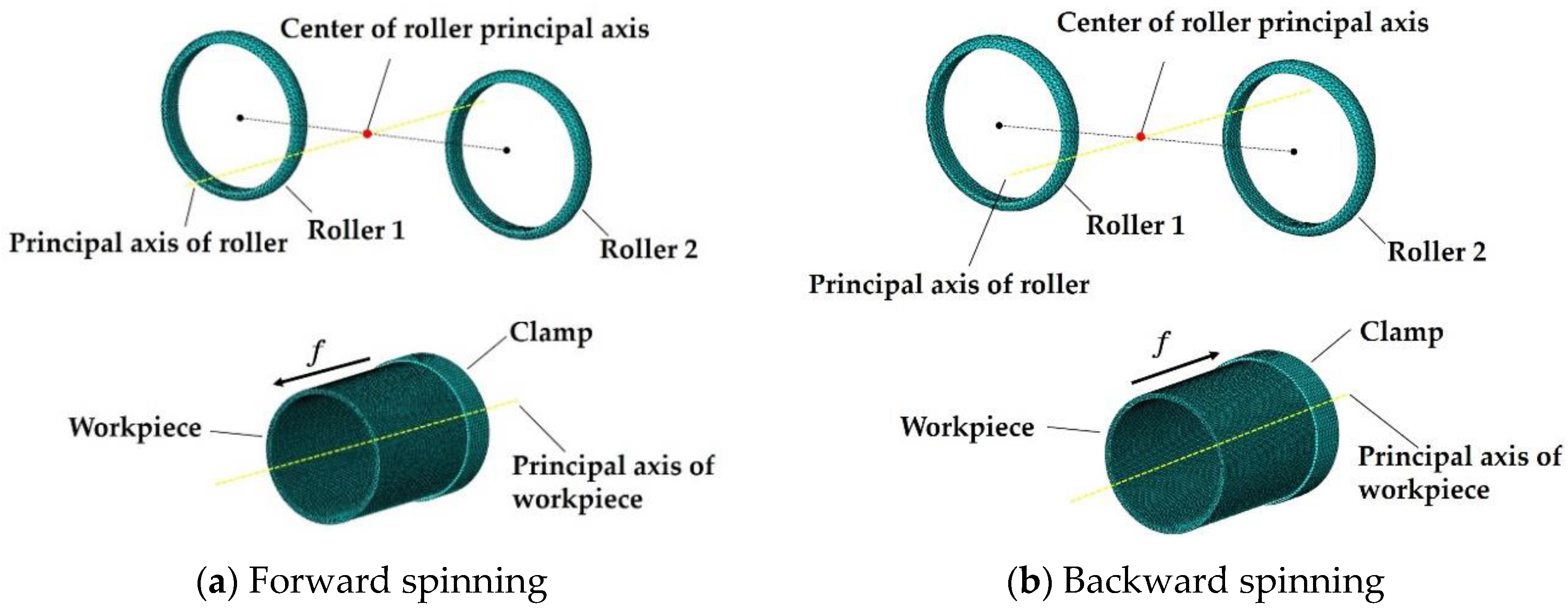
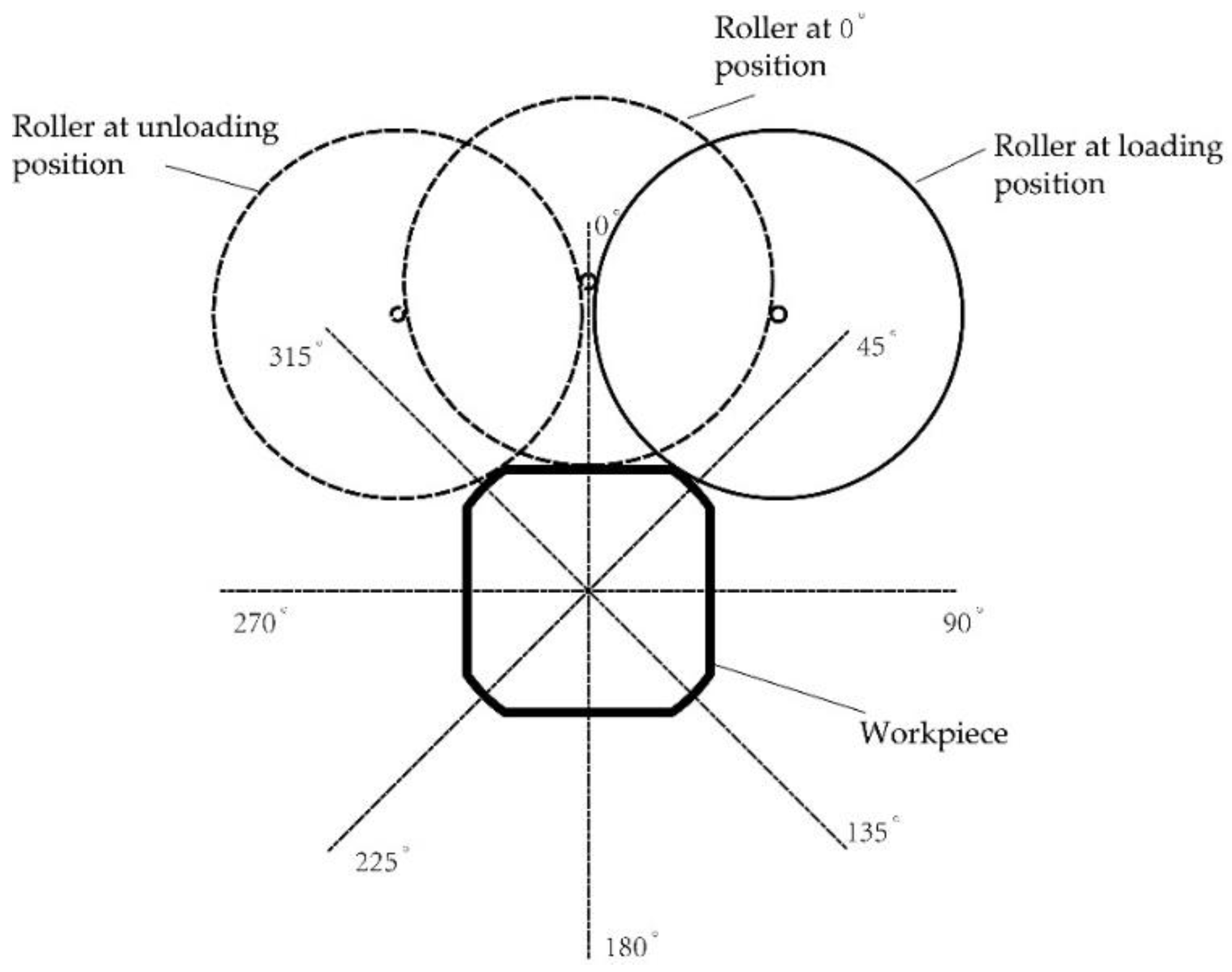
2.2. Analysis of the Roller Trajectory
2.3. Non-Circular Spinning Based on the Hypocycloid Equation
2.4. Selection of Spinning Parameters
3. Results and Discussion
3.1. Analysis of Stress Distribution
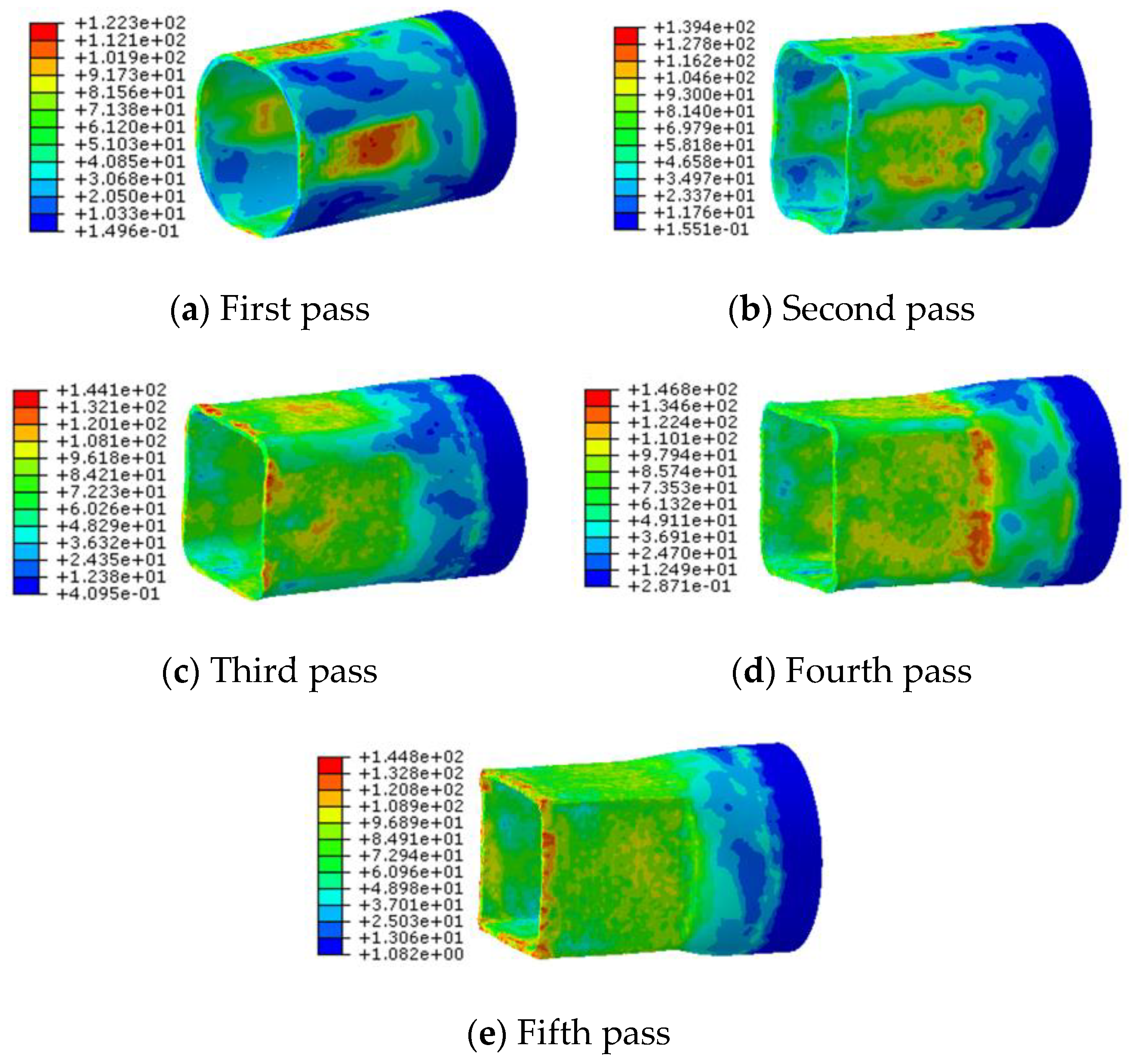
3.1.1. Equivalent von Mises Stress in Each Pass
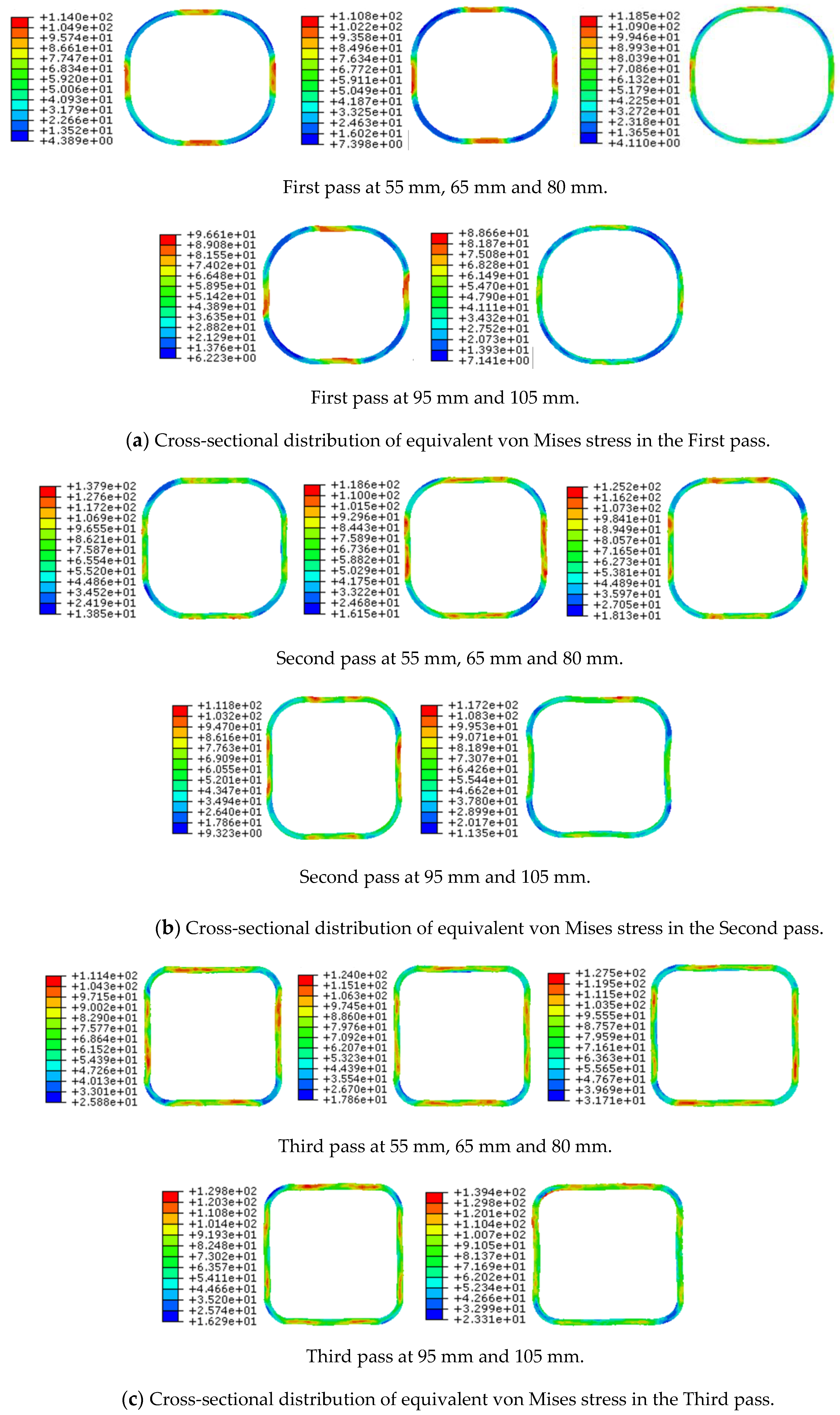
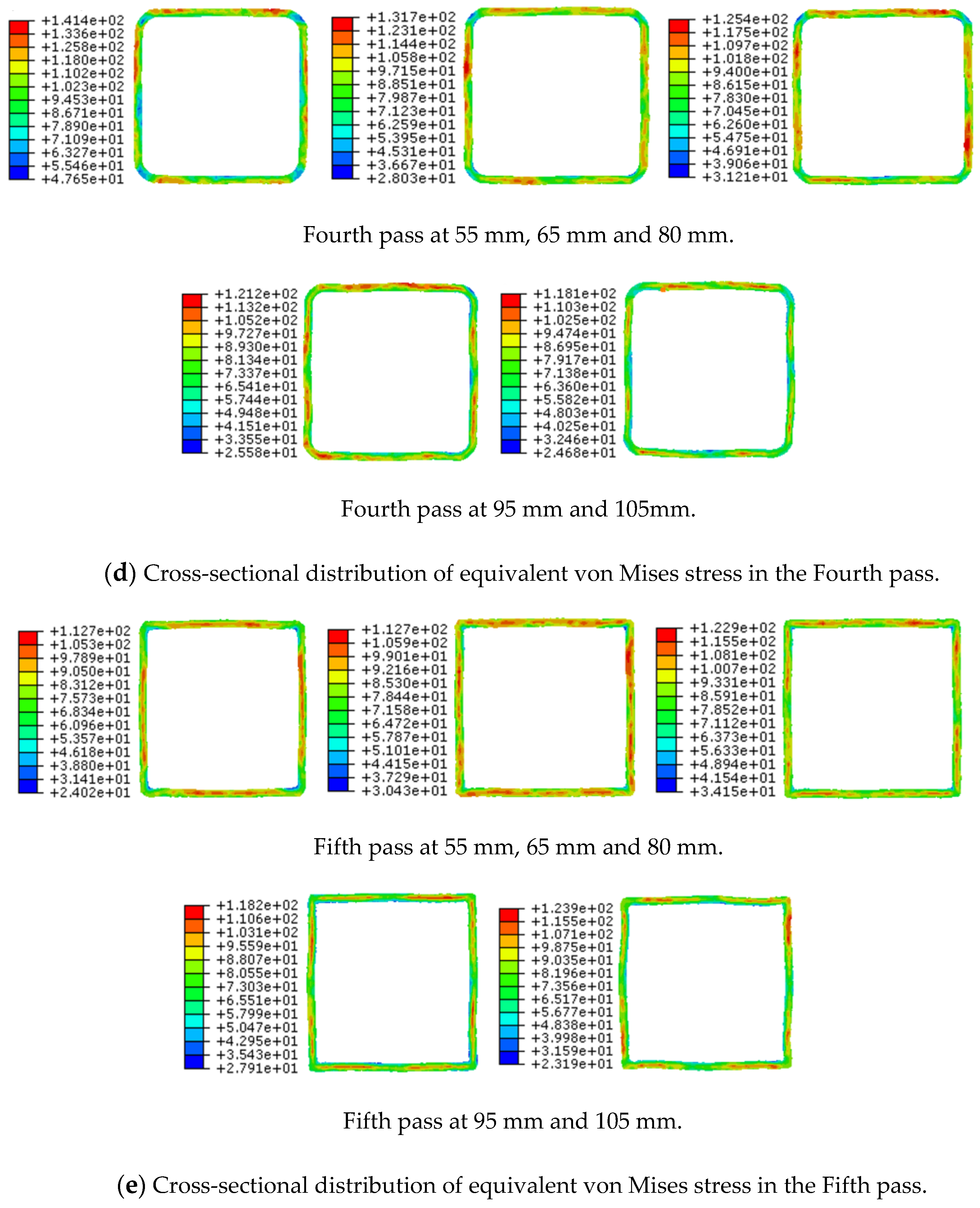
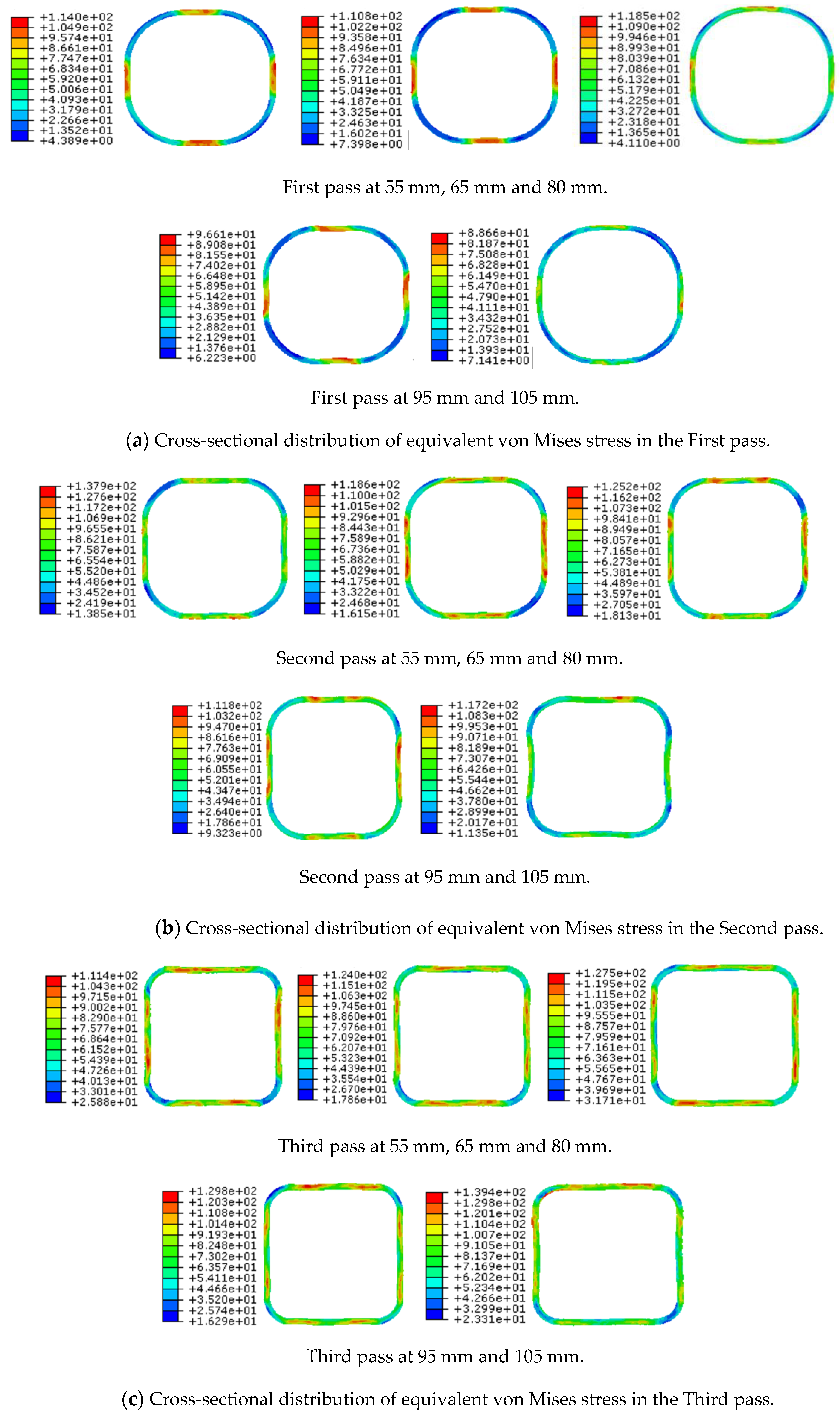
3.1.2. Cross-Section Distribution of Equivalent von Mises Stress after Each Pass
3.2. Analysis of Strain Distribution
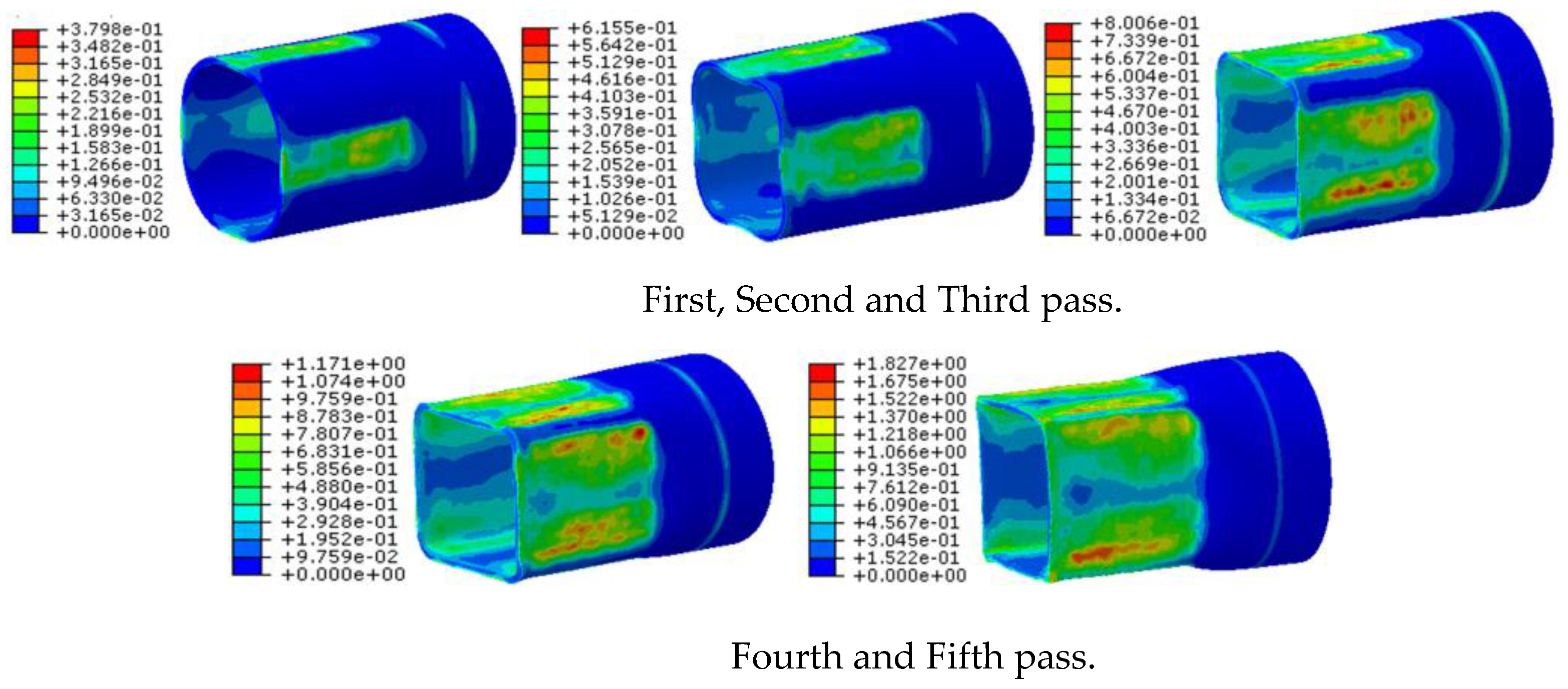
3.2.1. Equivalent Plastic Strain
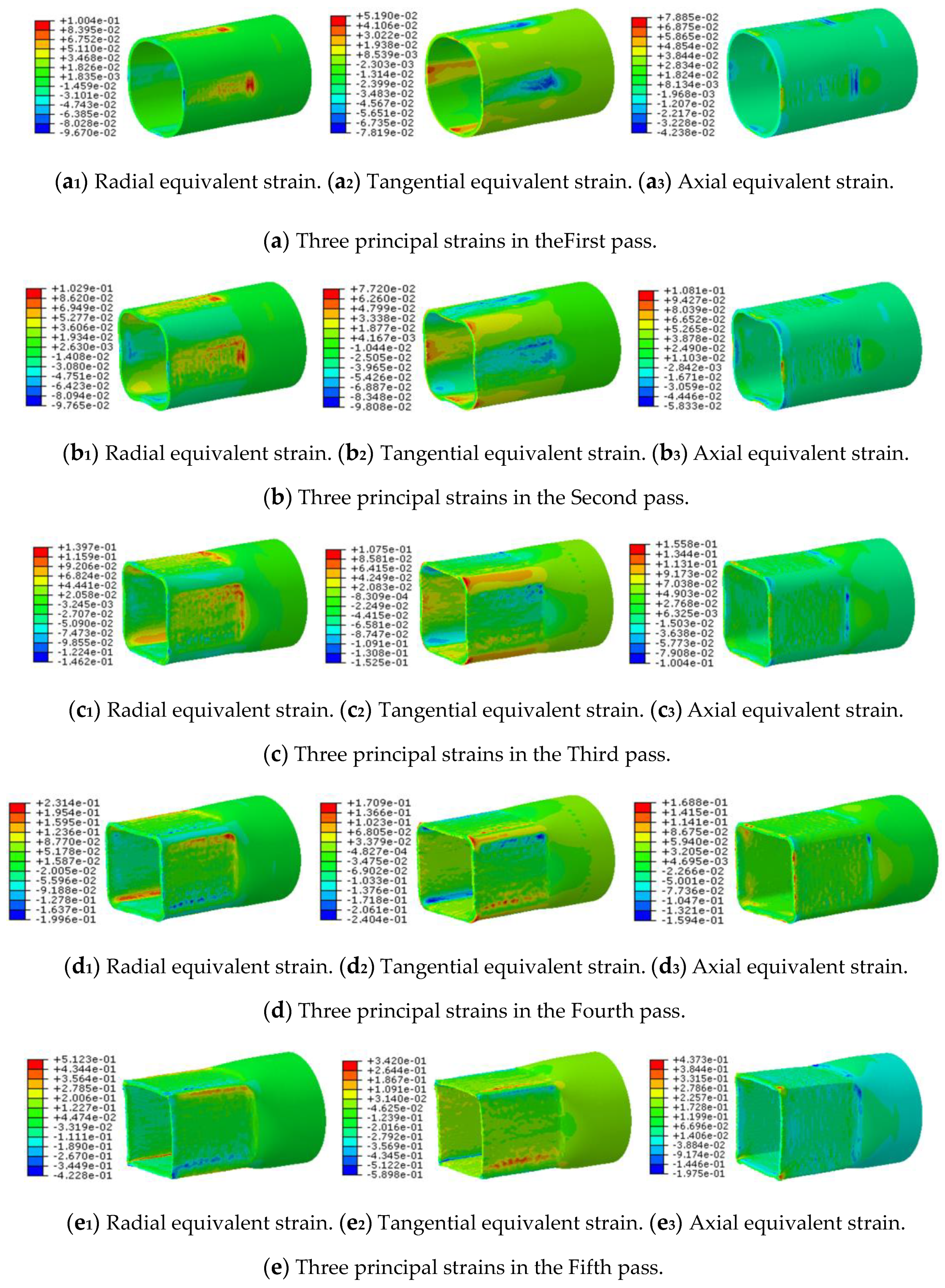
3.2.2. Principal Strains
4. Analysis of Spinning Quality
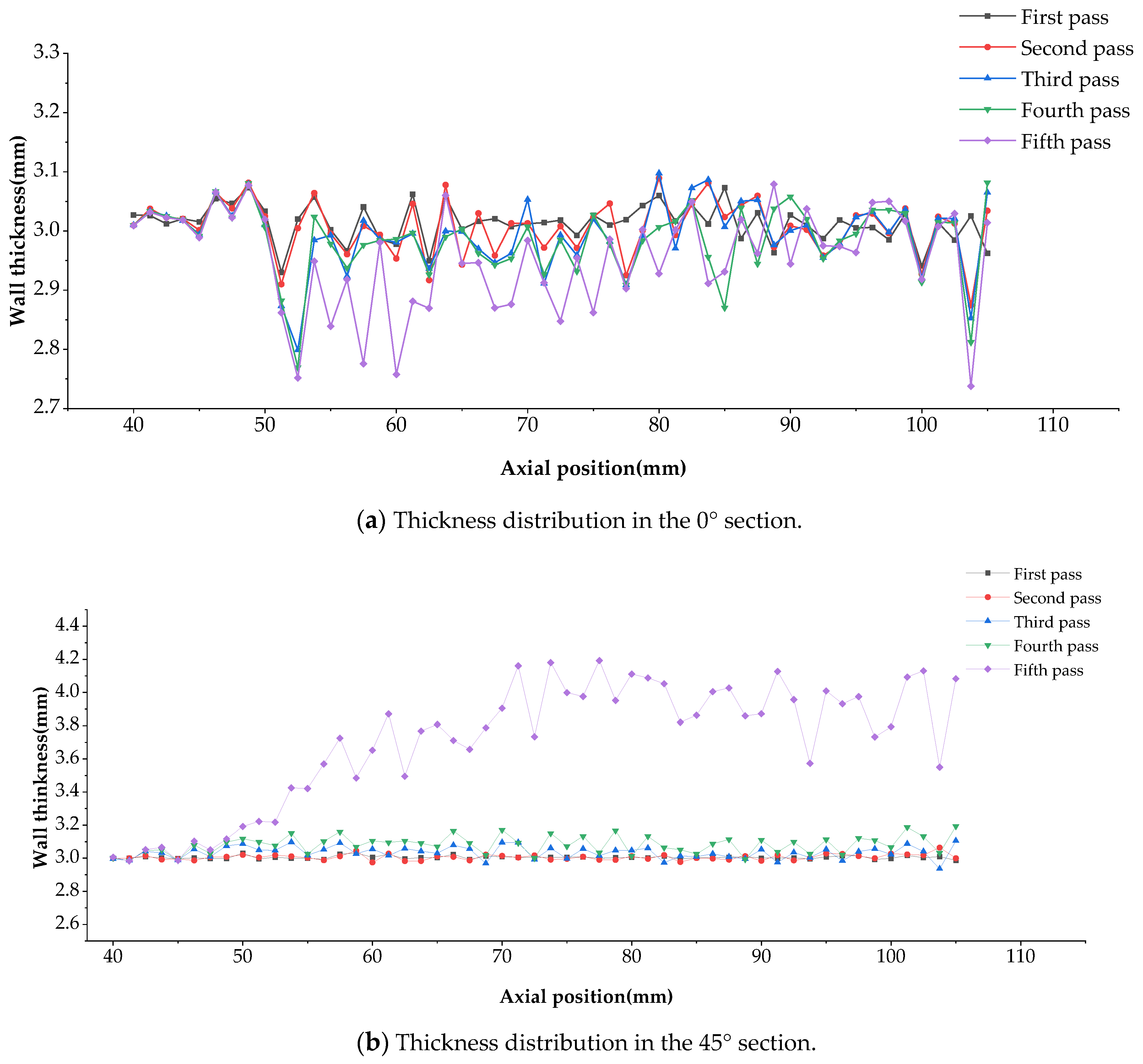
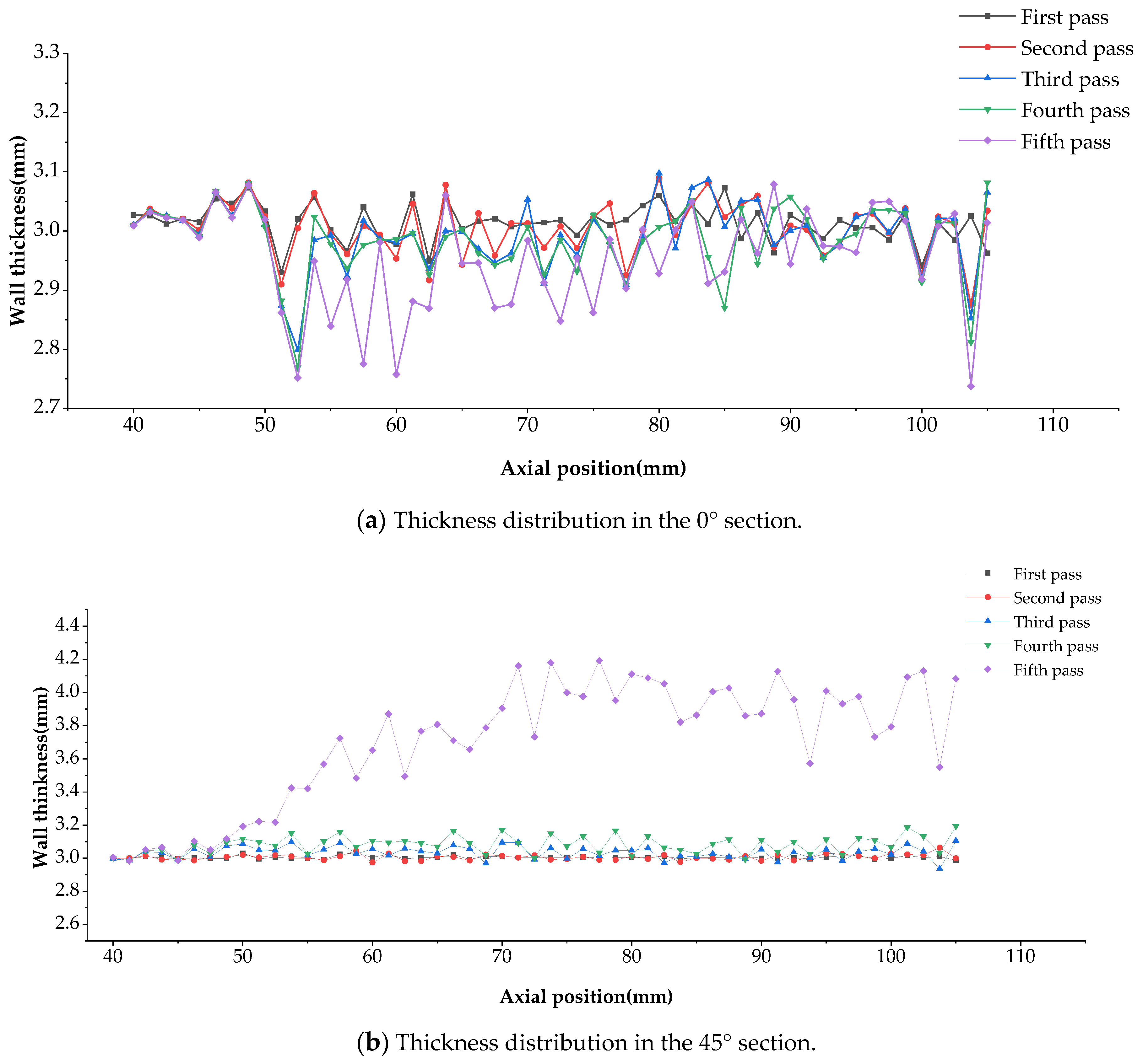
4.1. Thickness Distribution (0°, 45°)
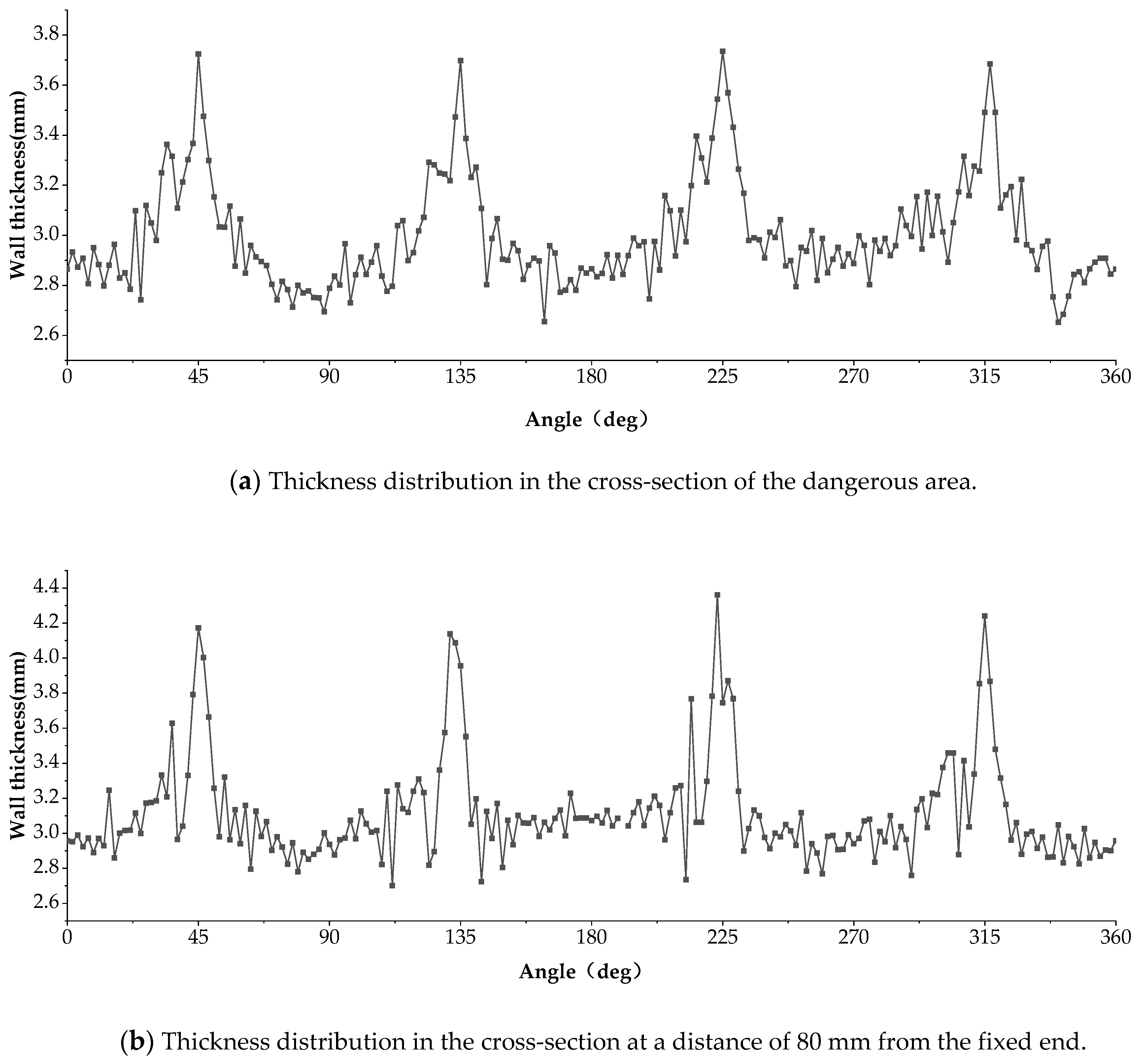
4.2. Thickness Distribution of the Dangerous Section and the Stable Section
5. Conclusions
- With this new non-circular spinning method, the rotation speed of the workpiece can be set to 600 rpm, thereby improving the efficiency of the spinning process by around 2.5 times compared with other non-circular spinning methods, in which the rotational speed of the workpiece is typically between 60–240 rpm. The thinning rate was below 10%, indicating that the surface quality of the formed workpiece was acceptable;
- The trajectory equation of the roller was derived, which provided a theoretical basis for future experiments using this new type of metal spinning;
- The results showed that the equivalent von Mises stress in the starting area of the forward pass was relatively large, and this area may become the first dangerous area during the process. Large stresses were also observed near the free end, which represents the second dangerous area;
- The simulation results showed that the equivalent plastic strain distribution on each side of the quadrilateral workpiece was relatively consistent during the spinning process. Maximum strain occurred in the area of the workpiece gradually loaded by the roller and the area of the workpiece immediately before the unloading position.
Author Contributions
Funding
Conflicts of Interest
References
- Zhan, T. Spinning Forming Technology; Chemical Industry Press: Beijing, China, 2019; pp. 8–29. [Google Scholar]
- Amano, T.; Tamura, K. The study of an elliptical cone spinning by the trial equipment. In Proceedings of the Third International Conference on Rotary Metalworking Processes, Kyoto, Japan, 8–10 September1984; pp. 213–224. [Google Scholar]
- Gao, X.C.; Kang, D.C.; Meng, X.F.; Wu, H.J. Experimental research on a new technology-ellipse spinning. J. Mater. Process. Technol. 1999, 94, 197–200. [Google Scholar] [CrossRef]
- Cheng, Q.M.; Kang, D.C. The study of elliptic spinning technique. J. Plast. Eng. 1997, 4, 56–59. [Google Scholar]
- Xia, Q.X.; Lai, Z.Y.; Zhan, X.X.; Cheng, X.Q. Research on spinning method of hollow part with triangle arc-type Cross section based on profiling driving. Steel Res. Int. 2010, 81, 994–998. [Google Scholar]
- Wu, X.Y. Numerical Simulation and Experimental Research of the Hollow Part with Four Arc-Typed Cross-Section. Master’s Thesis, South China University of Technology, Guangzhou, China, 2010. [Google Scholar]
- Shimizu, I. Asymmetric forming of aluminum sheets by synchronous spinning. J. Mater. Process. Technol. 2010, 210, 585–592. [Google Scholar] [CrossRef]
- Sugita, Y.; Arai, H. Development of synchronous multipath metal-spinning method for forming non-axisymmetric shapes. Trans. Jpn. Soc. Mech. Eng. 2012, 78, 274–282. [Google Scholar]
- Sugita, Y.; Arai, H. Formability in synchronous multipass spinning using simple pass set. J. Mater. Process. Technol. 2015, 217, 336–344. [Google Scholar] [CrossRef]
- Arai, H.; Kanazawa, T. Synchronous multi pass spinning of oblique-bottom shape. J. Mater. Process. Technol. 2018, 260, 66–76. [Google Scholar] [CrossRef]
- Arai, H. Robotic metal spinning—Forming asymmetric products using force control. In Proceedings of the 2005 IEEE International Conference on Robotics and Automation, Barcelona, Spain, 18–22 April 2005; pp. 2702–2707. [Google Scholar]
- Awiszus, B.; Meyer, F. Metal spinning of non-circular hollow parts. In Proceedings of the 8th International Conference on Technology of Plasticity, Verona, Italy, 9–13 October 2005; pp. 353–355. [Google Scholar]
- Arai, H. Force-controlled metal spinning machine using linear motors. In Proceedings of the 2006 IEEE International Conference on Robotics and Automation, Orlando, FL, USA, 15–19 May 2006; pp. 4031–4036. [Google Scholar]
- Liu, X.L.; Liu, X.H. Plain motion of hypocycloid. J. Changsha Railw. Univ. 2016, 16, 75–79. [Google Scholar]
- Xia, H.Y.; Dai, J.P.; Zhao, C. The trajectory property analysis of inner cycloid. Mech. Electr. Eng. Technol. 2017, 1, 25–30. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Value |
|---|---|
| Yield Strength | 62.05 MPa |
| Ultimate Strength | 151.68 MPa |
| Young’s Modulus | 69,000 MPa |
| Poisson’s Ratio | 0.3 |
| Parameters | Value |
|---|---|
| Radial feed of each pass | 2 mm, 2 mm, 2 mm, 1.5 mm, 1.2 mm |
| Feed rate in the axial direction | 2 mm/r |
| Roundness radius of the rollers | 6 mm |
| Rotation speed of the principal axis of the roller | 1200 r/min |
| Rotation speed of the principal axis of the workpiece | 600 r/min |
| Diameter of the roller | 100 mm |
| Distance between the center of the roller and the center of the roller’s principal axis | 100 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ou, X.; Zhu, X.; Gu, P.; Wang, B.; Li, J.; Liu, X.; Liu, C.; He, F.; Li, Q. Finite Element Analysis and Investigation on Spinning of Quadrilateral Parts with Hollow Cross-Sections Based on Hypocycloid Theory. Appl. Sci. 2020, 10, 8588. https://doi.org/10.3390/app10238588
Ou X, Zhu X, Gu P, Wang B, Li J, Liu X, Liu C, He F, Li Q. Finite Element Analysis and Investigation on Spinning of Quadrilateral Parts with Hollow Cross-Sections Based on Hypocycloid Theory. Applied Sciences. 2020; 10(23):8588. https://doi.org/10.3390/app10238588
Chicago/Turabian StyleOu, Xibin, Xianyong Zhu, Peng Gu, Baichao Wang, Jing Li, Xia Liu, Chuang Liu, Fei He, and Qiang Li. 2020. "Finite Element Analysis and Investigation on Spinning of Quadrilateral Parts with Hollow Cross-Sections Based on Hypocycloid Theory" Applied Sciences 10, no. 23: 8588. https://doi.org/10.3390/app10238588
APA StyleOu, X., Zhu, X., Gu, P., Wang, B., Li, J., Liu, X., Liu, C., He, F., & Li, Q. (2020). Finite Element Analysis and Investigation on Spinning of Quadrilateral Parts with Hollow Cross-Sections Based on Hypocycloid Theory. Applied Sciences, 10(23), 8588. https://doi.org/10.3390/app10238588