High-Speed Micro-Grooving of Metal by Angled Irradiation of Single-Mode CW Fiber Laser

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
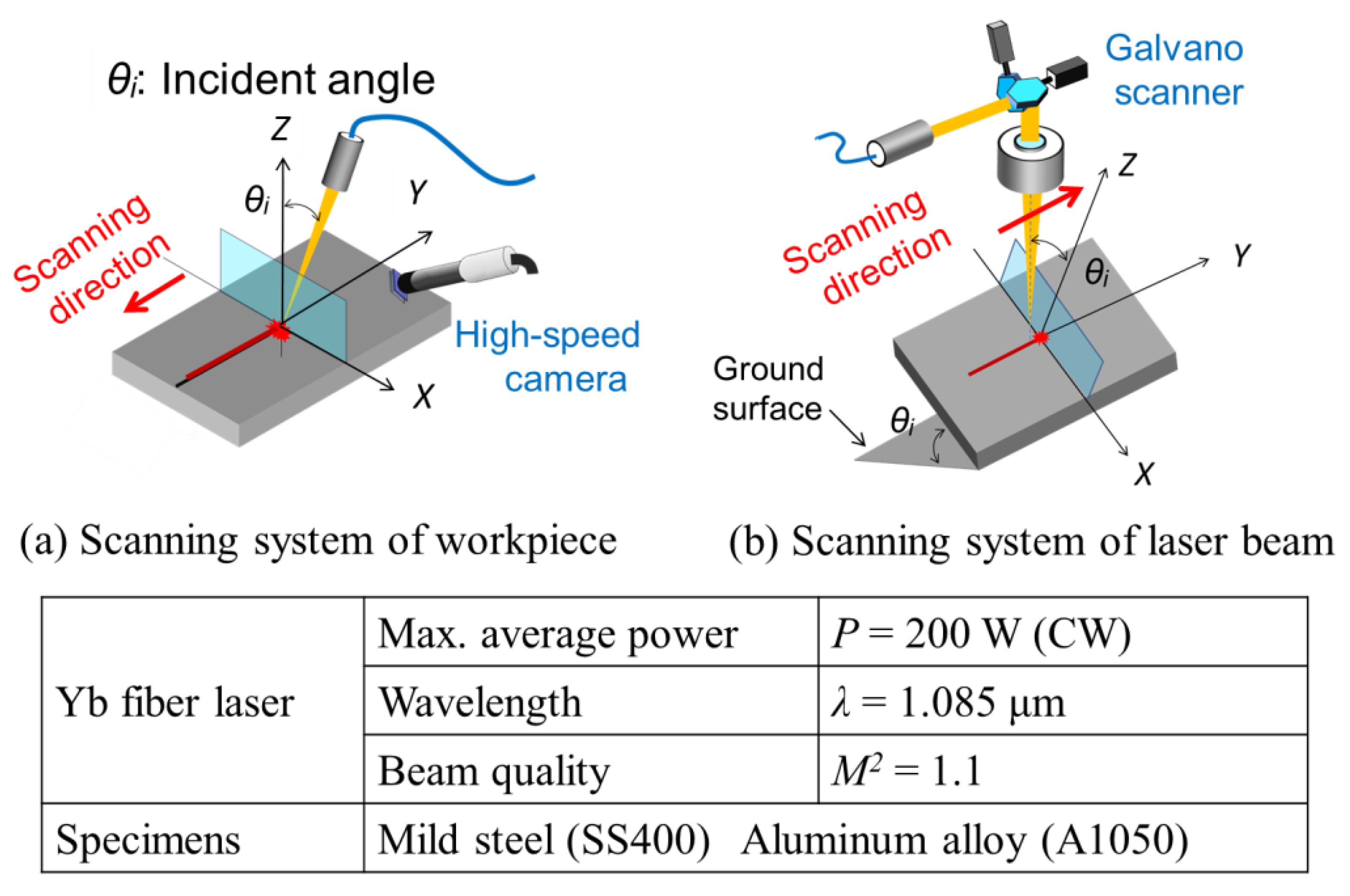
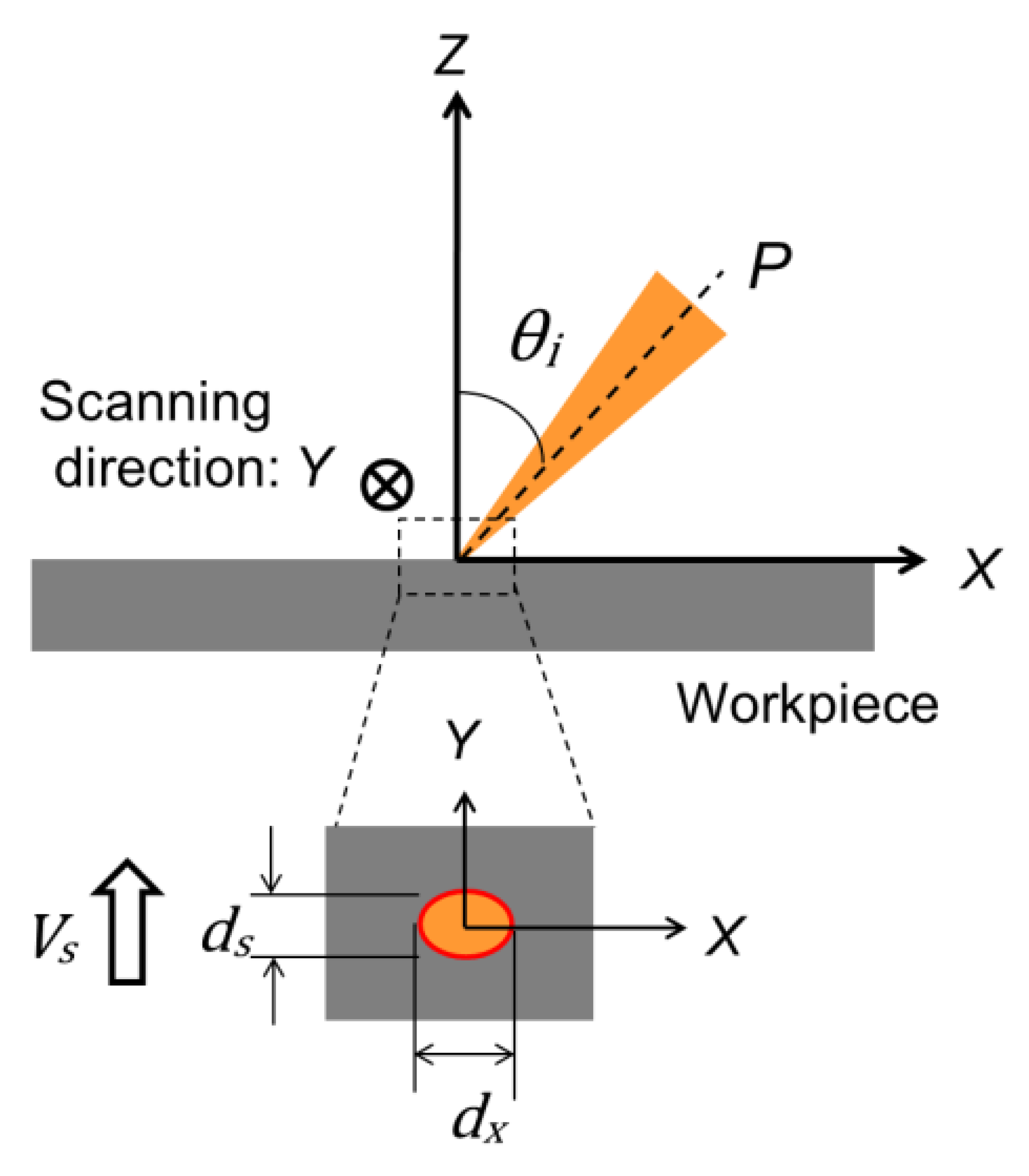
2. Experimental Setup
3. Experimental Results and Discussion
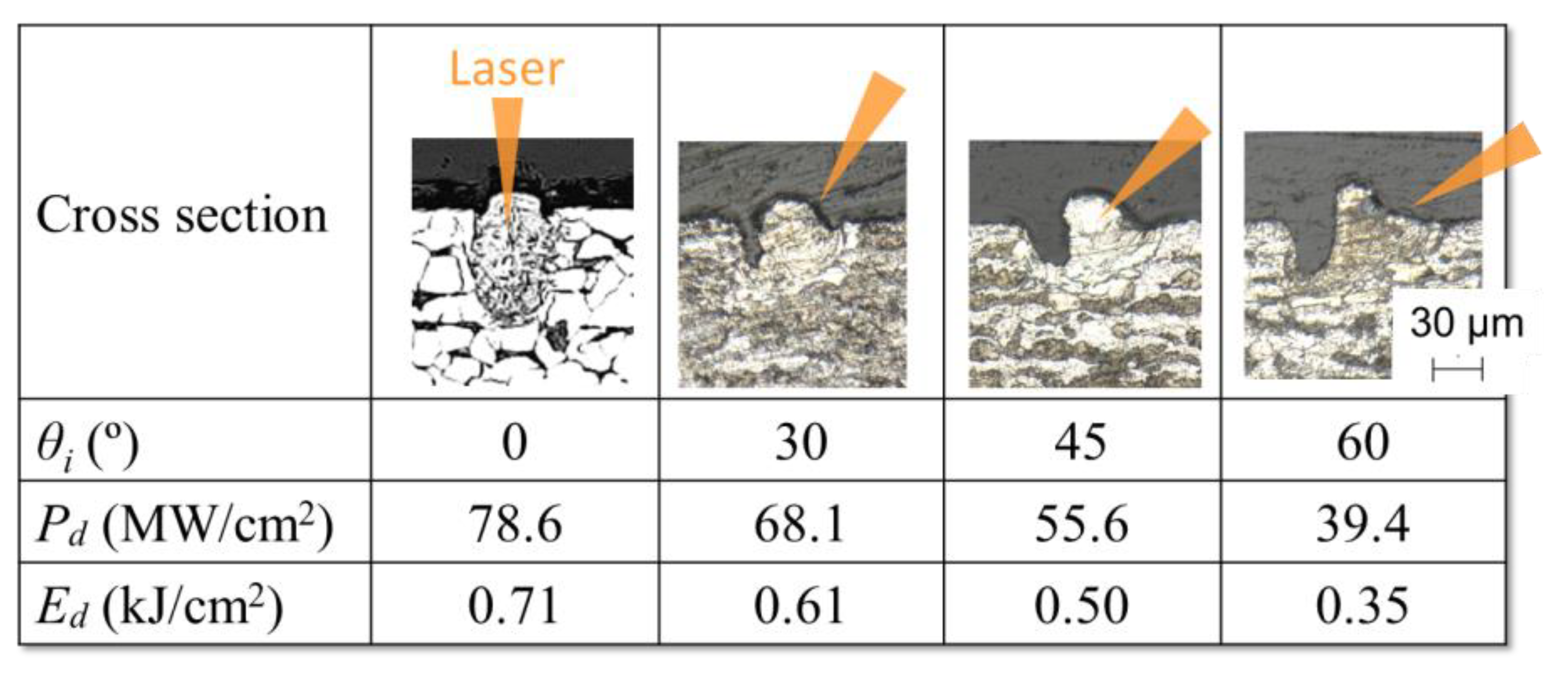
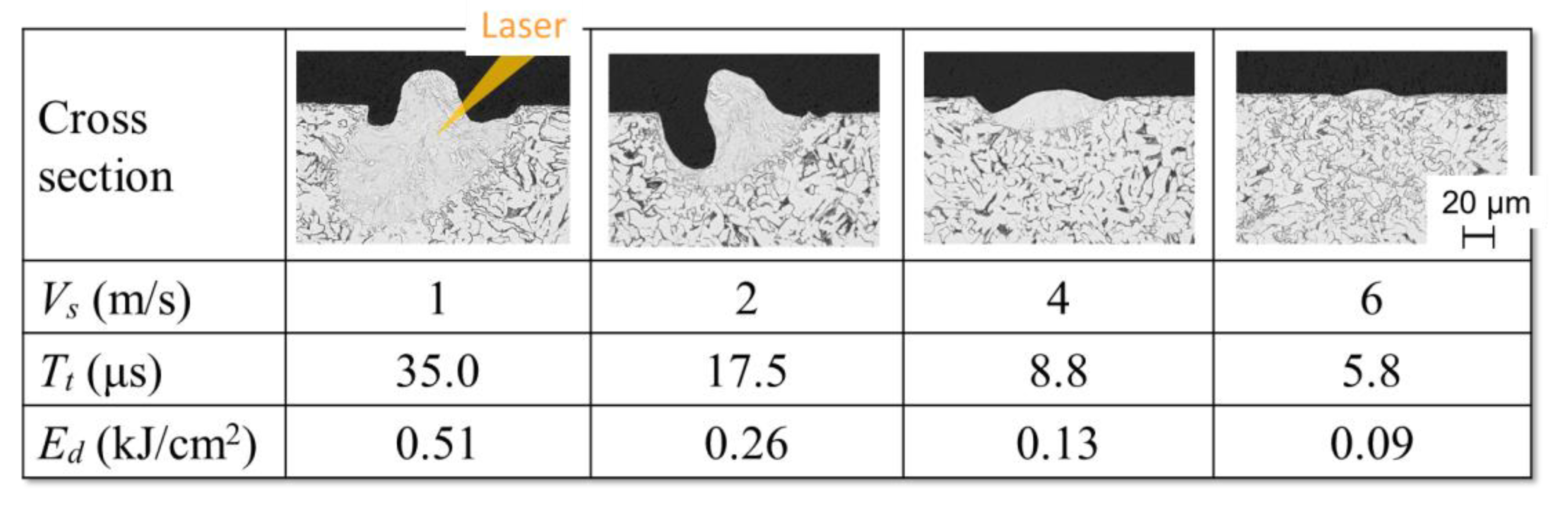
3.1. Effects of Incident Angle and Scanning Speed
3.2. High-Speed Observation of Processed Area
3.3. Micro-Groove Formation Mechanism
3.4. Effects of Thermophysical Properties on Micro-Groove Formation
4. Conclusions
- (1)
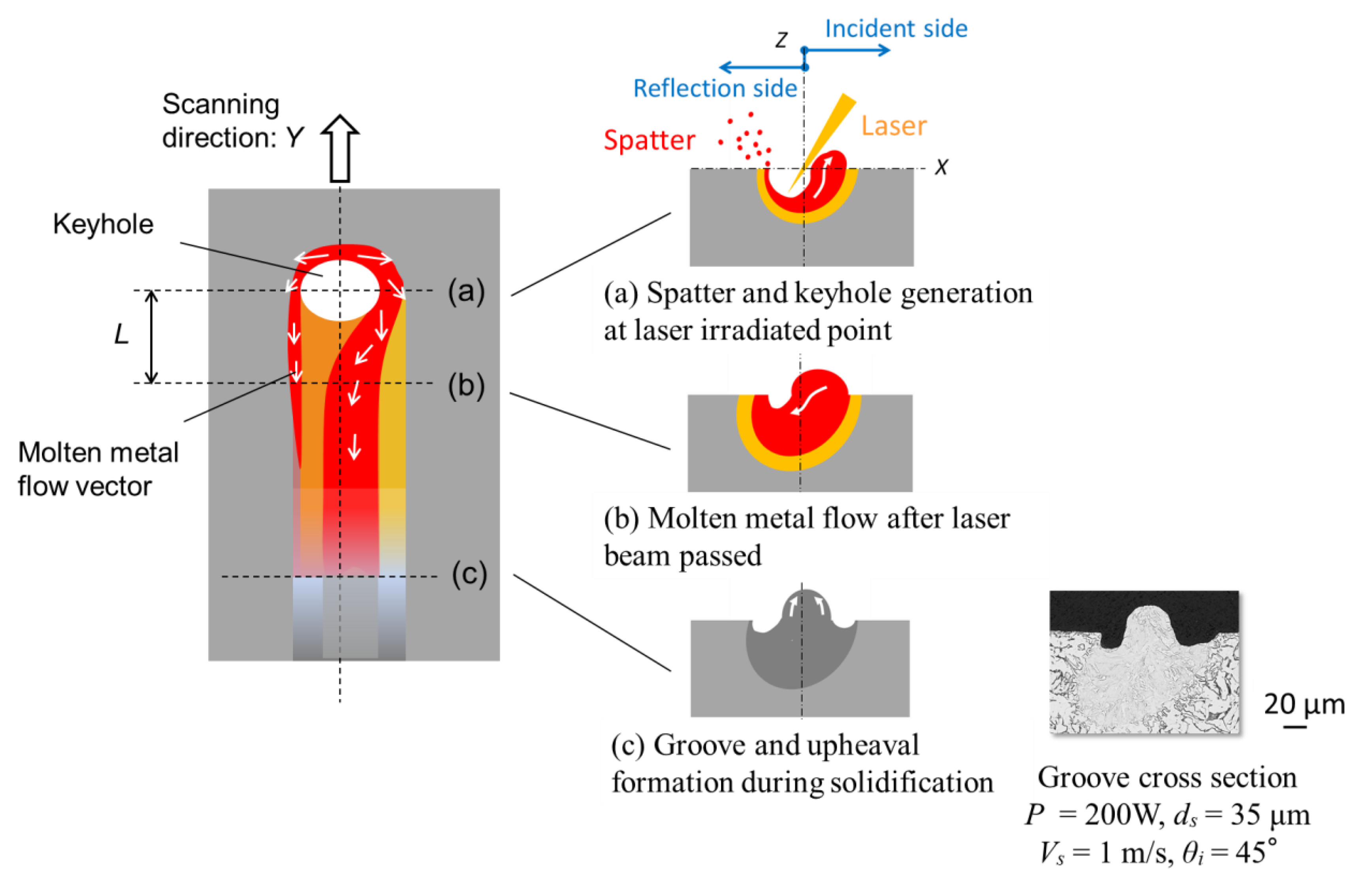
- Use of angled laser irradiation combined with high-speed scanning of the laser beam can result in formation of a micro-groove on the reflection side of the laser irradiation.
- (2)
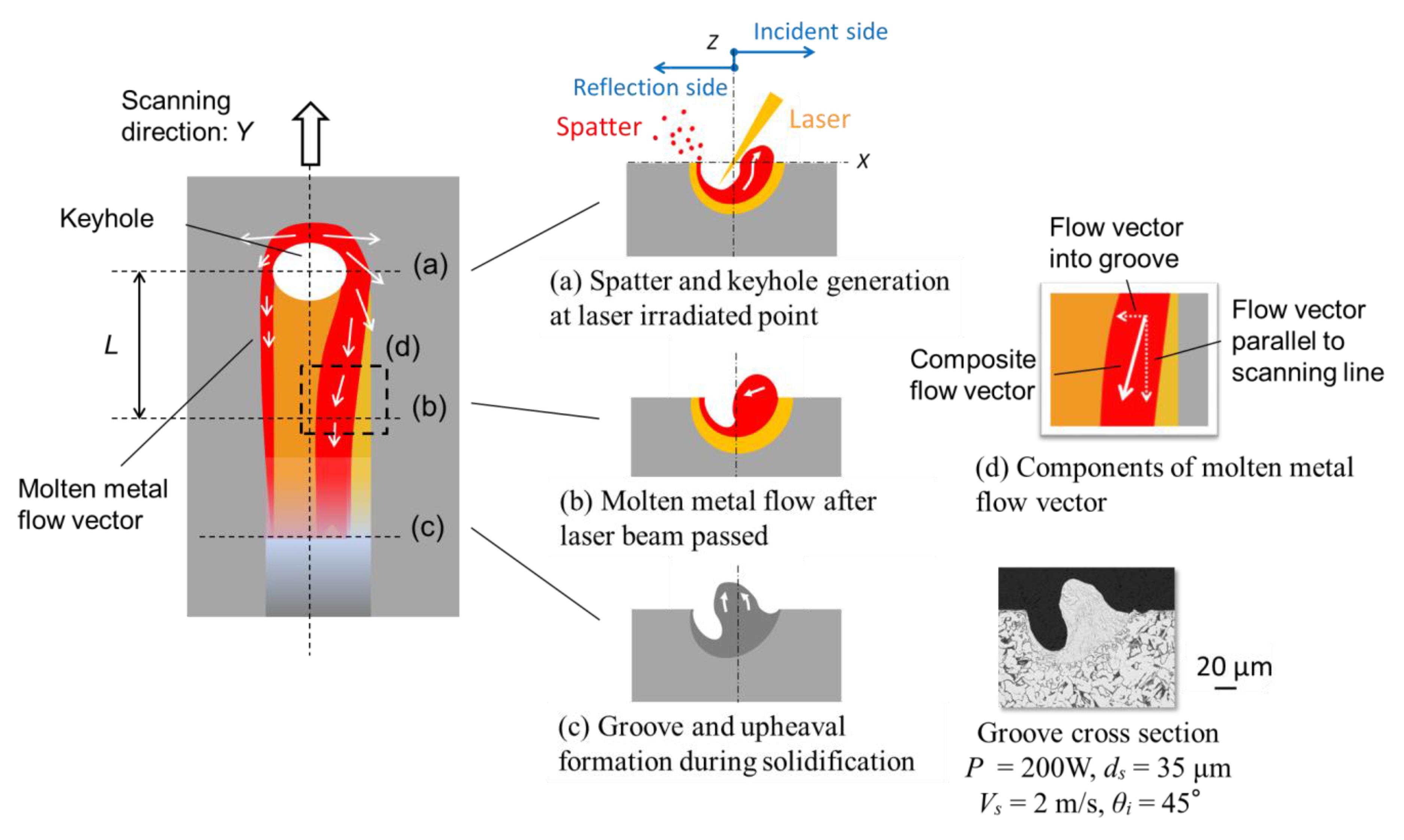
- A relatively deep groove more than 30 μm in depth was obtained on the surface of mild steel at a laser power of P = 200 W, a scanning velocity of Vs = 2 m/s, and an irradiation angle of θi = 45°, whereas no noteworthy groove was formed by perpendicular irradiation.
- (3)
- Many spatters on the reflection side and the flow of molten metal on the incident side were observed using a high-speed camera. The groove formed on the reflection side immediately after laser irradiation and the subsequent flow and solidification of the molten metal on the incident side are thought to be important factors for micro-groove formation.
- (4)
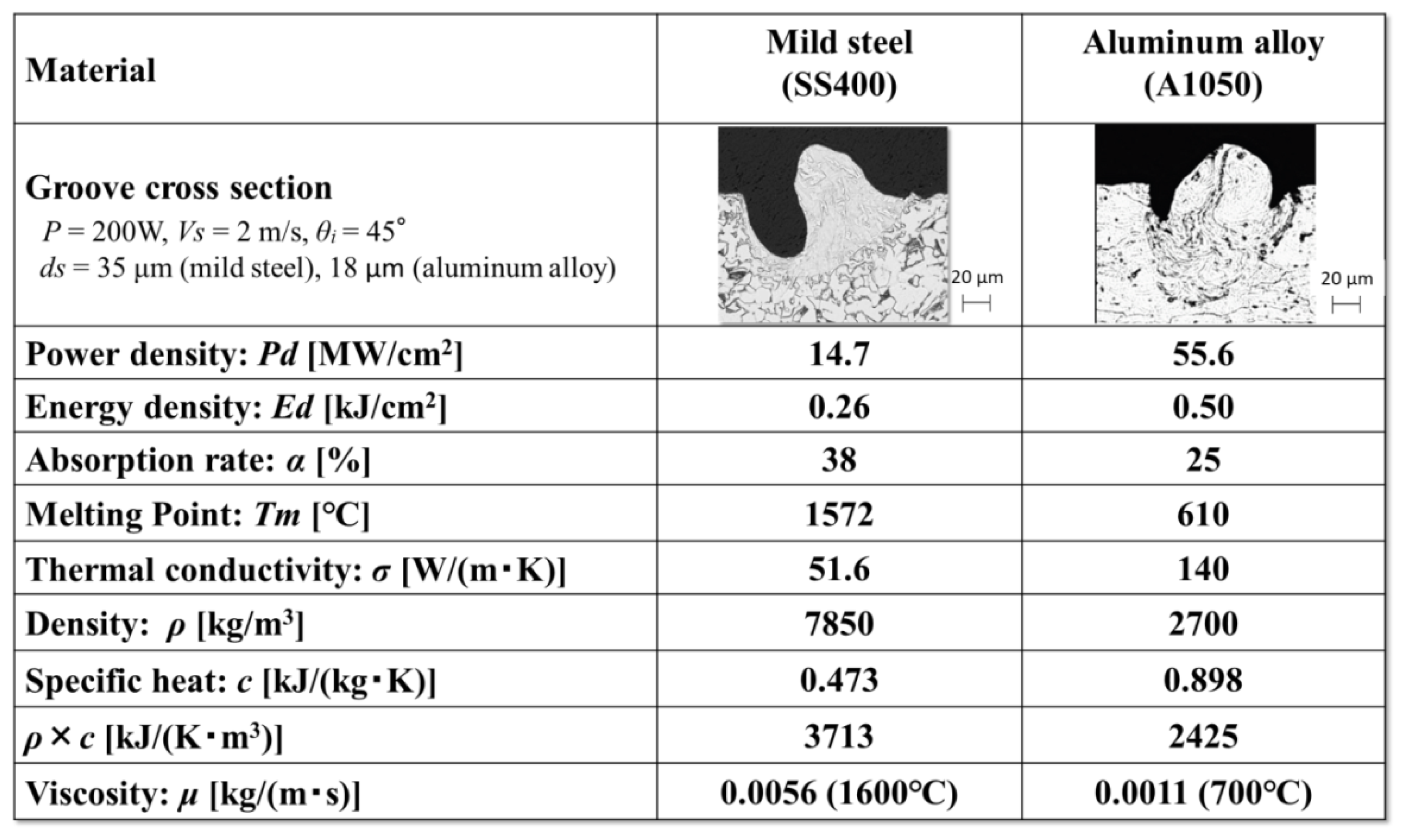
- Only shallow grooves were formed on the surface of aluminum alloy, even during high-speed processing by angled laser irradiation. It is necessary to optimize the laser irradiation conditions according to the thermophysical properties of the material.
Author Contributions
Funding
Conflicts of Interest
References
- Lopez, J.; Mincuzzi, G.; Devillard, R.; Zaouter, Y.; Hönninger, C.; Mottay, E.; Kling, R. Ablation efficiency of high average power ultrafast laser. J. Laser Appl. 2015, 27, S28008. [Google Scholar] [CrossRef]
- Loeschner, U.; Schille, J.; Streek, A.; Knebel, T.; Hartwig, L.; Hillmann, R.; Endisch, C. High-rate laser microprocessing using a polygon scanner system. J. Laser Appl. 2015, 27, S29303. [Google Scholar] [CrossRef]
- Aguilar-Morales, A.I.; Alamri, S.; Lasagni, A.F. Micro-fabrication of high aspect ratio periodic structures on stainless steel by picosecond direct laser interference patterning. J. Mater. Process. Technol. 2018, 252, 313–321. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- Dunn, A.; Carstensen, J.V.; Wlodarczyk, K.L.; Hansen, E.B. Nanosecond laser texturing for high friction applications. Opt. Laser Eng. 2014, 62, 9–16. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Matthews, D.T.A.; Sáenz de Viteri, V.; Korver, F.; Wentink, D.J. Surface design and texturing of strip steel using nanosecond pulsed lasers for simulated roughness transfer and paint appearance. J. Mater. Process. Technol. 2020, 275, 116365. [Google Scholar] [CrossRef]
- Farasi, A.Y.; Mwenifumbo, S.; Rahbar, N.; Chen, J.; Li, M.; Beye, A.C.; Arnold, C.B.; Soboyejo, W.O. Nano-second UV laser processed micro-grooves on Ti6Al4V for biomedical applications. Mater. Sci. Eng. C. 2009, 29, 5–13. [Google Scholar]
- Kawahito, Y.; Tange, A.; Kubota, S.; Katayama, S. Development of Direct Laser Joining for Metal and Plastic. In Proceedings of the 25th International Congress on Applications of Lasers & Electro-Optics (ICALEO), Scottsdale, AZ, USA, 30 October–2 November 2006. Paper #604. [Google Scholar] [CrossRef]
- Roesner, A.; Olowinsky, A.; Gillner, A. Innovative Approach of Joining Hybrid Components. In Proceedings of the 28th International Congress on Applications of Lasers & Electro-Optics (ICALEO), Orlando, FL, USA, 2–5 November 2009. Paper #132. [Google Scholar] [CrossRef]
- Amend, P.; Pfindel, S.; Schmidt, M. Thermal joining of thermoplastic metal hybrids by means of mono- and polychromatic radiation. Phys. Procedia 2013, 41, 98–105. [Google Scholar] [CrossRef]
- Huang, B.; Sun, L.; Li, L.; Zhang, L.; Lin, Y.; Che, J. Experimental investigation of the strength of polymer-steel direct adhesion (PSDA) joints with micro-structures ablated by laser. J. Mater. Process. Technol. 2017, 249, 407–414. [Google Scholar] [CrossRef]
- Freitag, C.; Wiedenmann, M.; Negel, J.; Loescher, A.; Onuseit, V.; Weber, R.; Ahmed, M.A.; Graf, T. Ultra-Short Pulse Laser Processing of CFRP with Kilowatt Average Power. In Proceedings of the 33rd International Congress on Applications of Lasers & Electro-Optics (ICALEO), San Diego, CA, USA, 19–23 October 2014. Paper #702. [Google Scholar] [CrossRef]
- Straeten, K.; Nottrodt, O.; Zuric, M.; Olowinsky, A.; Abels, P.; Gillner, A. Polygon scanning system for high-power, high-speed microstructuring. Procedia CIRP 2018, 74, 491–494. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Etxarri, J.; Bejarano, A.; Lebour, Y.; Malet, R. Modification of ABS wetting properties by ultrashort and short pulse lasers. Procedia CIRP 2018, 74, 568–572. [Google Scholar] [CrossRef]
- Ismail, M.I.S.; Okamoto, Y.; Okada, A.; Uno, Y. Experimental investigation on micro-welding of thin stainless steel sheet by fiber laser. Am. J. Eng. Appl. Sci. 2011, 4, 306–312. [Google Scholar] [CrossRef][Green Version]
- Wang, H.; Chen, X.; Zhang, W. Effects of laser beam lead angle on picosecond laser processing of silicon nitride ceramics. J. Laser Appl. 2019, 31, 042011. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Soriano, C.; Leunda, J.; Verhaeghe, G. Effect of metal micro-structuring on the mechanical behavior ofpolymer–metal laser T-joints. J. Mater. Process. Technol. 2016, 229, 668–677. [Google Scholar] [CrossRef]
- Katayama, C.; Okamoto, Y.; Sakai, T.; Kadonaga, S.; Okada, A. Investigation of Micro-grooving of Metals by High-speed Scanning of CW Laser. In Proceedings of the 8th International Conference of Asian Society for Precision Engineering and Nanotechnology (ASPEN), Matsue, Japan, 12–15 November 2019. B04-1-2. [Google Scholar]
- Dausinger, F.; Shen, J. Energy coupling efficiency in laser surface treatment. ISIJ Int. 1993, 33, 925–933. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sakai, T.; Okamoto, Y.; Katayama, C.; Imai, H.; Okada, A. High-Speed Micro-Grooving of Metal by Angled Irradiation of Single-Mode CW Fiber Laser. Appl. Sci. 2020, 10, 8333. https://doi.org/10.3390/app10238333
Sakai T, Okamoto Y, Katayama C, Imai H, Okada A. High-Speed Micro-Grooving of Metal by Angled Irradiation of Single-Mode CW Fiber Laser. Applied Sciences. 2020; 10(23):8333. https://doi.org/10.3390/app10238333
Chicago/Turabian StyleSakai, Tatsuhiko, Yasuhiro Okamoto, Chie Katayama, Hirofumi Imai, and Akira Okada. 2020. "High-Speed Micro-Grooving of Metal by Angled Irradiation of Single-Mode CW Fiber Laser" Applied Sciences 10, no. 23: 8333. https://doi.org/10.3390/app10238333
APA StyleSakai, T., Okamoto, Y., Katayama, C., Imai, H., & Okada, A. (2020). High-Speed Micro-Grooving of Metal by Angled Irradiation of Single-Mode CW Fiber Laser. Applied Sciences, 10(23), 8333. https://doi.org/10.3390/app10238333