1. Introduction
Ball bearings are important machine components that are used in vehicles, machines, airplanes, appliances, and precision equipment [
1,
2]. Defects of ball bearings are the main cause of failure of a rotating machine [
3,
4]. A ball bearing failure caused a mechanical machine to stop working, resulting in economic losses. Therefore, fatigue life prediction for bearing has an important significance and practical value [
5]. Currently, bearing manufactures offer their products with a reliability based on the
L10 life percentile, that is obtained through tests performed on static loads and at a certain rotation speed [
6]. Therefore, machine designers and people who use machines need to know the actual reliability that corresponds to their own application. In various articles, Erwing Zarestsky explained how the
L10 life equation has been analyzed in different models such as the Waloddi Weibull fatigue life model, Lundberg-Palmgren model, Ionnides-Harris model, and Zaretsky model [
7,
8,
9]. In 1962, The Lundberg-Palmgren life equation has been incorporated into the International Organization for Standardization (ISO). Over the years, the formula has been questioned for various reasons, one of which is that it was obtained by testing bearings of the same model and under laboratory conditions. The aim of this article is not to criticize the formula, but rather, to make use of it in a new methodology to obtain the reliability in a current ball bearing application. The actual reliability must be different from the reliability offered in the
L10 life equation.
Consequently, in this article, a new methodology to determine the reliability of a ball bearing in its actual application is given. The proposed method is based on the generated Hertz contact stresses values, which are present on the fixed outer ring race.
Moreover, this proposed method is based on the traditional method to select a ball bearing, and in Hertz theory, both methods let us determine the magnitude of the generated contact stresses. Then, based on these Hertz stresses values, the parameters shape beta (β) and scale eta (η) parameters of the Weibull distribution are determined. Finally, by using them, the corresponding actual ball bearing reliability is determined. Consequently, since the actual reliability index is based on the generated stresses, then the proposed methodology can also be used to determine the reliability of a single-row deep groove ball bearings application.
The present work is organized as follows.
Section 2 explains the Hertz theory.
Section 2.1 describes the steps to determine the contact stresses and the
L10 life of a ball bearing, while
Section 2.2 describes the steps to determine the contact area of a ball bearing. In
Section 2.3, the steps to determine the principal stresses are given.
Section 2.4 shows how to determine the Weibull shape
β and scale
η parameters, and
Section 2.5 shows the steps to determine the actual reliability of the selected ball bearing. In
Section 3, an application of the new methodology is presented. Finally, in
Section 4, the conclusions are given.
2. Hertz Contact Generalities
In 1879, Heinrich Hertz found that the way to determine the stresses on the surface of rolling bodies was only through an approximation, which was done using a set of empirical assumptions. In 1881, Hertz proposed the contact stress theory or Hertz theory. This theory is a mathematical analysis of the relationship between the shape of the geometry, the size of the contact area, and the distribution of the stresses in two bodies with curved surfaces. Later, some researchers added to the existing theory the fact that the maximum stresses that cause the ball bearings to break are generated below the contact surface [
7,
10,
11,
12,
13]. Contact stresses occur when two bodies transmit loads across their surfaces, generating a point or a line contact [
14]. There are three ways in which contact forces can occur: The first is when a sphere or a roller is pressed on a flat surface, the second occurs when two spheres or two rollers are pressed against each other, and the third is when a roller or a sphere is pressed against a concave curved surface. When applying a force on two bodies, the surface that is in contact flattens out and takes an elliptical, circular, or rectangular shape, this depends on the shape of the bodies that are in contact. In the case analyzed in this article, the contact between a ball and the outer race, generates an elliptical contact surface. Therefore, it meets the conditions to apply the Hertz theory. Among these conditions, we have that (a) the materials of both bodies must be homogeneous and isotropic, (b) the contact areas are relatively small compared to the curvature radius, (c) the contact surfaces have an elastic behavior, and (d) loads are normal to contact surfaces [
13,
15,
16].
On the other hand, from the Weibull analysis performed to determine the life of the bearing, the generated contact stresses are used to determine the corresponding Weibull parameters. Then, the relevant stresses are the main stresses
σx,
σy,
σz and the maximum shear stress
τmax that are generated below the bearing surface [
13]. Note that at the point where
τmax occurs, the cracking occurs in the outer race and that generates the failure. Therefore, the analysis is performed on the outer race of the ball bearing. The analysis is as follows.
2.1. Steps to Determine the Contact Stresses and the L10 Life of a Ball Bearing Subsection
Step 0. Determine the loads that are acting on the ball bearings.
Step 1. From the static shaft analysis, determine the design
Pd load at which the ball bearing will be subjected. By using the radial (
Fr) and axial (
Fa) forces determined in the static shaft analysis, with the X radial and Y axial ball bearing coefficients given in the selected ball bearings’ catalogues, determine the equivalent radial load
p-value from Equation (1) as:
then, by using the
P radial force with the rotation factor
V, determine the design load value as:
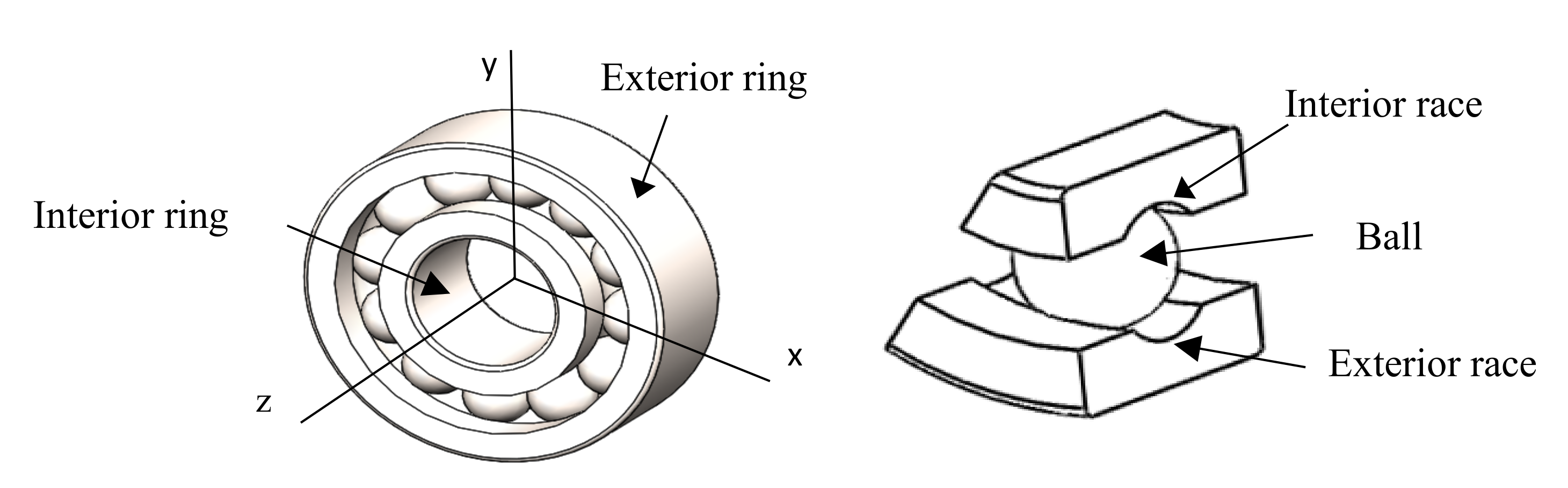
Note that from Equation (2) if the interior race is rotating, then
V =
1 and, in contrast, if the exterior ring is rotating, then
V =
1.2 (see
Figure 1).
Note 1: The Pd-value in Equation (2) is determined in the static phase analysis and, is done based on the applied loads that correspond to the point where the ball bearing is going to be mounted.
Step 2. Select the ball bearing, which can be selected from a catalogue. To do this, the type of ball bearing that corresponds to the application is first determined. In this paper, a deep groove ball bearing is used. To select it from the catalogues, the catalogues’ diameter must be the shaft’s diameter value where the ball bearing is going to be mounted. In addition, the designed load Pd addressed in step 1 must be lower than the catalogues’ dynamic load (C). If C is lower than Pd, another type of ball bearing must be selected. Similarly, the rotation speed at which the ball bearing is going to be mounted must be lower than the one given in the catalogue. Additionally, the Pd-value has to be lower than the basic static load (Co) of the catalogue.
Step 3. Determine the designed
L10 life of the ball bearing. By using
C from step 2 and
Pd from step 1, the ball bearing
L10 life is given as [
2,
17]:
where
L10 represents the expected number of cycles at which 10% of the ball bearings will fail.
2.2. Steps to Determine the Contact Area of the Ball Bearing
Step 4. Determine the total curvature
R of the contact area. In this case, the curvature analysis is performed between the outer race and the ball bearing. From this analysis, the total curvature
R is determined based on the ball bearing dimensions, the inner race radius, and on the radius of the ball bearing [
12,
18]. Since in a ball bearing the curvature is generated in the
x and
y directions, then the total curvature is given as:
where:
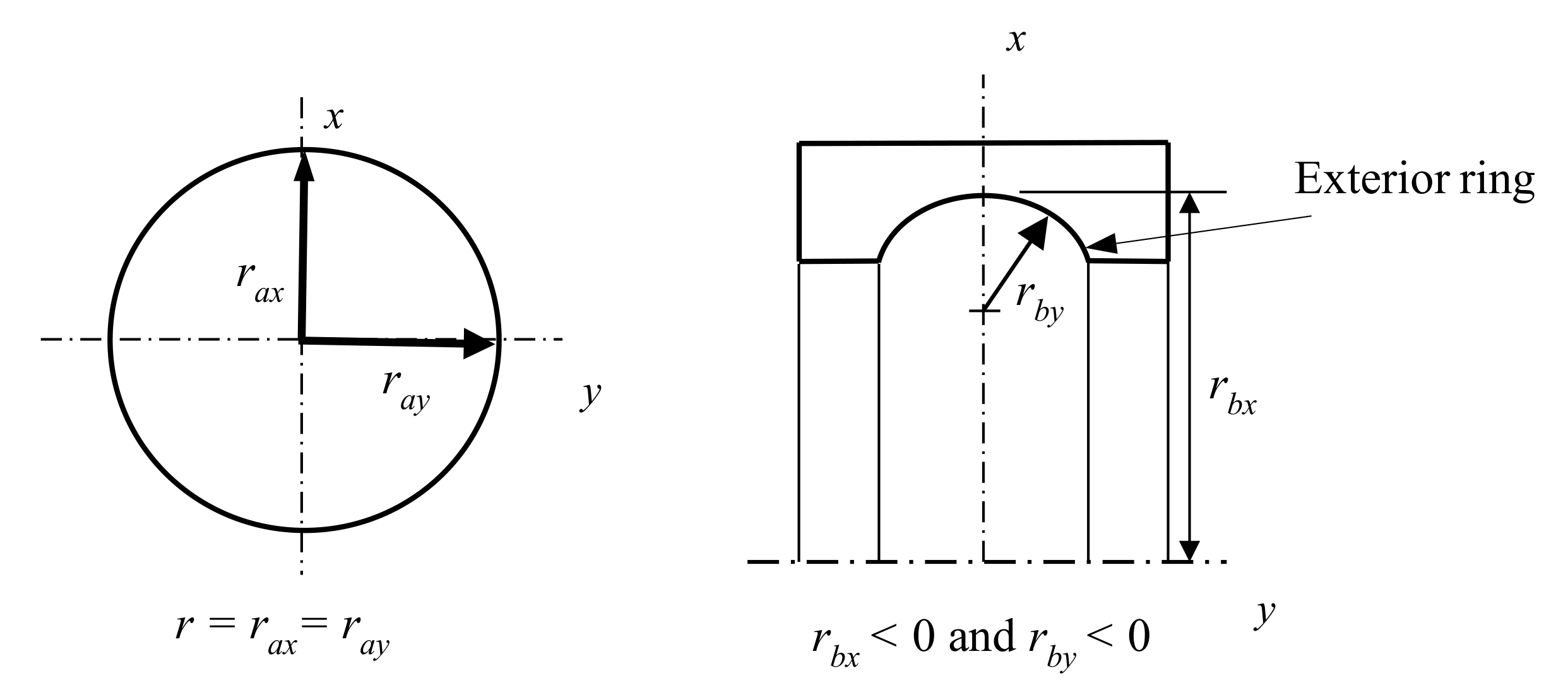
In addition, since
rax and
ray are the radius of the ball in the
x and
y direction, respectively, then
rax =
ray. Moreover,
rbx is the curvature radius from the center of the ball bearing to the race of the exterior ring, and
rby is the curvature radius of the race of the exterior ring (see
Figure 2). As seen in
Figure 1, a ball bearing has two races, one in the exterior ring and one in the inner ring. Note that the analysis is performed over the race of the outer ring due to fact that the distribution of the load between the race of the exterior ring and the ball is higher than between the race of the inner ring and the ball [
19].
Nevertheless, since most of the catalogues do not contain the radius of the race of the exterior ring, then it is determined as in Equation (7), where
is the race conformity of the race of the exterior ring with a standardized value of 0.52 [
17,
20], and
dB is the ball diameter. Therefore, the race of the exterior ring
rby radius is given as:
Step 5. Determine the curvature’s index
αr as:
Step 6. Determine the elliptical parameter
ke as:
Step 7. From
Table 1, select the elliptical equations to be used to determine the
a and
b axes of the contact ellipse, as mentioned from step 7.1 to step 9.
Step 7.1. Determine the value of the simplified ellipticals integrals
y
, given in
Table 1, which are determined by using the curvature’s index
αr and the elliptical parameter
ke in the corresponding elliptical functions.
The elliptical integral functions of first order
and second order
(), the geometry of the generated ellipse, and the ellipticity ratio (
all them depend on the curvature index
αr, in such a way that if 1 ≤
αr ≤ 100, the equations from the left column of
Table 1 [
12] must be selected. In contrast if 0.01 ≤
αr ≤ 1, the equations from the right column of
Table 1 must be selected. From
Table 1, also note that based on the
αr value and from the
x and
y axes of the generated contact ellipse, the
a and
b values are determined.
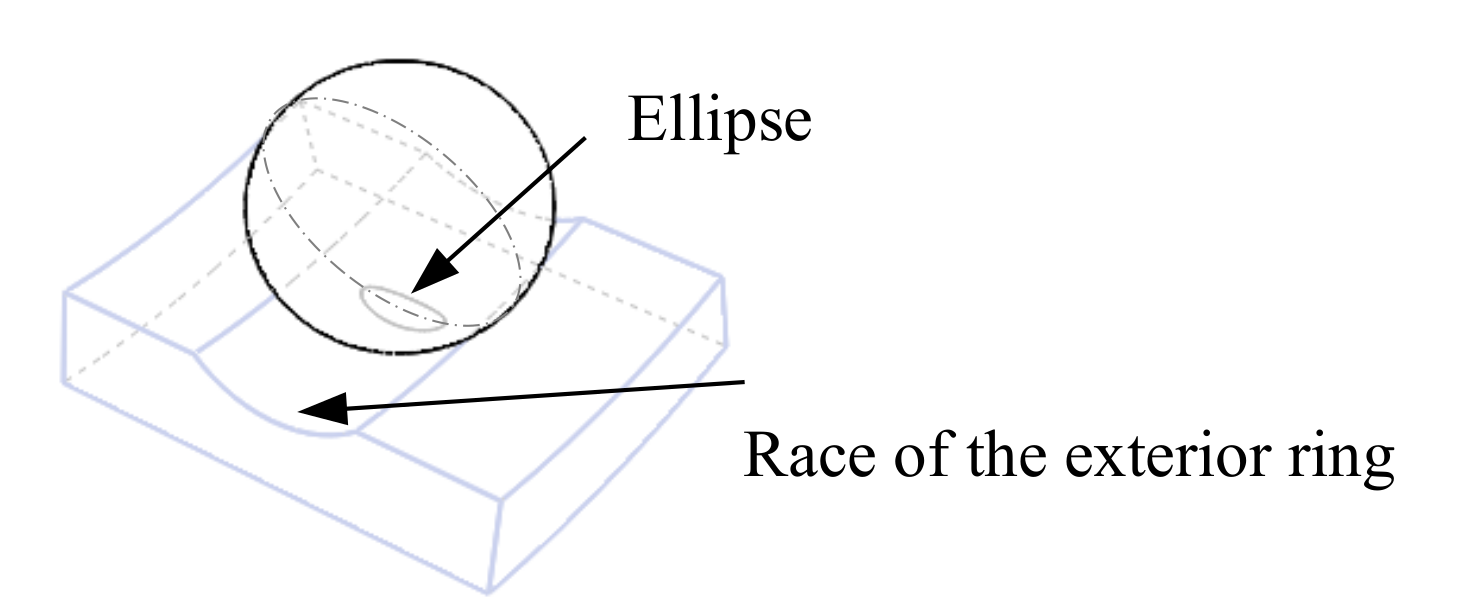
Here noticed that the contact ellipse area is generated when a force pressures the ball against the race of the exterior ring as shown in
Figure 3.
Step 8. Determine the effective elasticity module (
E’). Based on the Poisson coefficient (
v) and on the elasticity module
(E) of the used materials, the effective elasticity module is given as:
In Equation (10), va is the Poisson coefficient of the ball, and vb is the Poisson coefficient of the outer ring. Similarly, Ea is the elasticity module of the ball, and Eb is the elasticity module of the exterior ring.
Step 9. Determine the
a and
b dimensions of the semiaxes of the ellipse. An ellipse is formed in the contact point between the ball and the race of the exterior ring (see
Table 1). The
a and
b values are determined as one half of the dimensions of the (
Dy) and (
Dx) diameters of the ellipse given as:
Note 2. Note in the ellipse that “a” always represents the higher semi axis. For example, if Dy > Dx, then a = Dy/2 and b = Dx/2, in contrast if Dx > Dy, then a = Dx/2 and b = Dy/2.
Now based on the above dimensions, the values of the principal contact stresses have to be calculated. This is due to the fact that these values are used in the proposed method to determine the Weibull parameters, which are used to compute the actual ball bearing reliability.
2.3. Steps to Determine the Contact Principal Stresses Values
Step 10. Determine the maximum stress
Pmax value, which occurs in the contact point between the ball and the race of the exterior ring and is given as:
Step 11. Determine the contact principal stresses
σx, σy, σz, and
τmax values, which are given as:
From Equations (14)–(16), the maximum and minimum principal stresses values are selected according to the stress’s values determined in step 11. For example, if
, then
is taken as the maximum principal stress
value and
is taken as the minimum principal stress
value. Therefore, based on the
and
values, the shear stress that causes the failure in the ball bearing is given as:
In the following sub-steps, the parameters to determine the σx, σy, y σz values are given.
Step 11.1. Determine the
k,
k’ and
z value. The functional relation between the
a and
b values of the contact ellipse is given by:
In addition, the depth
z value at which the maximum shear stress is generated is given [
21] as:
Step 11.2. Determine the
n,
M, Ω
x, Ω
y, Ω
’x, Ω
’y y Δ parameters, which are given as:
In Equation (27), the va, vb, Ea, and Eb values are the Poisson coefficient and elasticity module values used in step 8. In addition, A and B are the constant values that depend on the curvature ratio of the ball and inner race.
Step 11.3. Determine the
A and
B values. The functional relation is:
where the ratios
rax,
ray,
rbx y
rby were determined in step 4. Now, let’s present the steps to determine the Weibull parameters.
2.4. Steps to Determine the Weibull Shape and Scale Parameters
Based on the maximum σ1 and minimum σ3 stresses values, the Weibull scale η and shape β parameters are determined as follows.
Step 12. Determine the Weibull
η and
β parameters. The scale parameter is given as:
and the shape parameter is given as:
The
β =
parameters are the Weibull parameters that completely represent the addressed principal stresses
σ1 and
σ3 values [
17].
2.5. Steps to Determine the Actual Reliability of the Selected Ball Bearing
The actual reliability of the ball bearing is determined by using the L10 life value of step 3, with the addressed Weibull βuse and ηuse parameters, as well as with the Weibull supplier ηcat parameter.
Step 13a. Determine the reliability that corresponds to the
L10 life and the
ηuse parameter. By using the
L10 life of step 3 and the
β and
ηuse parameter of step 12, determine the reliability of the ball bearing as:
Step 13b. Determine the actual
Luse life for which R(t) = 0.90. Using the
ηuse and
β parameters estimated in step 12 with
R(
t) = 0.9 in Equation (32), the
Luse life value is given as:
Step 13c. Determine the catalogue
ηcat value that corresponds to the
L10 life. Using the
β value in step 12 with the
L10 life in step 3, and
R(
t) = 0.90 from Equation (32), the catalogue scale parameter is given as:
Step 13d. Determine the actual reliability of the selected ball bearing, which is given as:
From Equation (35), note that the given R(t) value represents the actual reliability that the ball bearing presents under the actual conditions. In addition, this occurs since in Equation (35), represents the expected life under the actual conditions and represents the actual strength that the selected ball bearing by design (inherently) presents to overcome the applied stress. Now, let’s present the numerical application.
3. Application of the Proposed Method
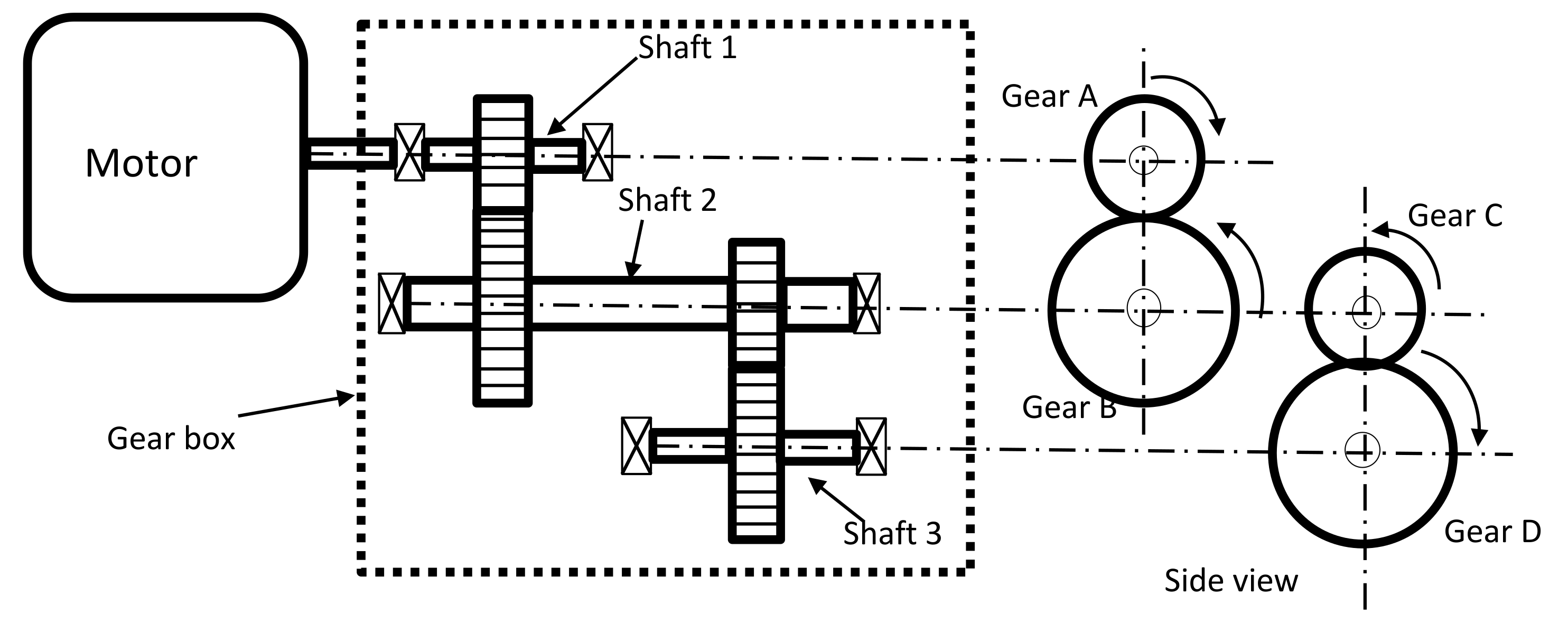
The application of the proposed method is based on the traditional design methodology. Therefore, the application is as shown in
Figure 4. As an application, the intermediate shaft of the speed reducer is used to determine the principal stresses values that are acting on the ball bearing. Here, the speed is reduced from the initial 188 rad/s to a final speed of 47 rad/s. Initially, the motor transmits a constant power of 8.95 × 10
6 N mm/s. Additionally, in the intermediate shaft and through the gears, the initial speed of 188 rad/s is reduced to 94 rad/s, while the power of 8.95 × 10
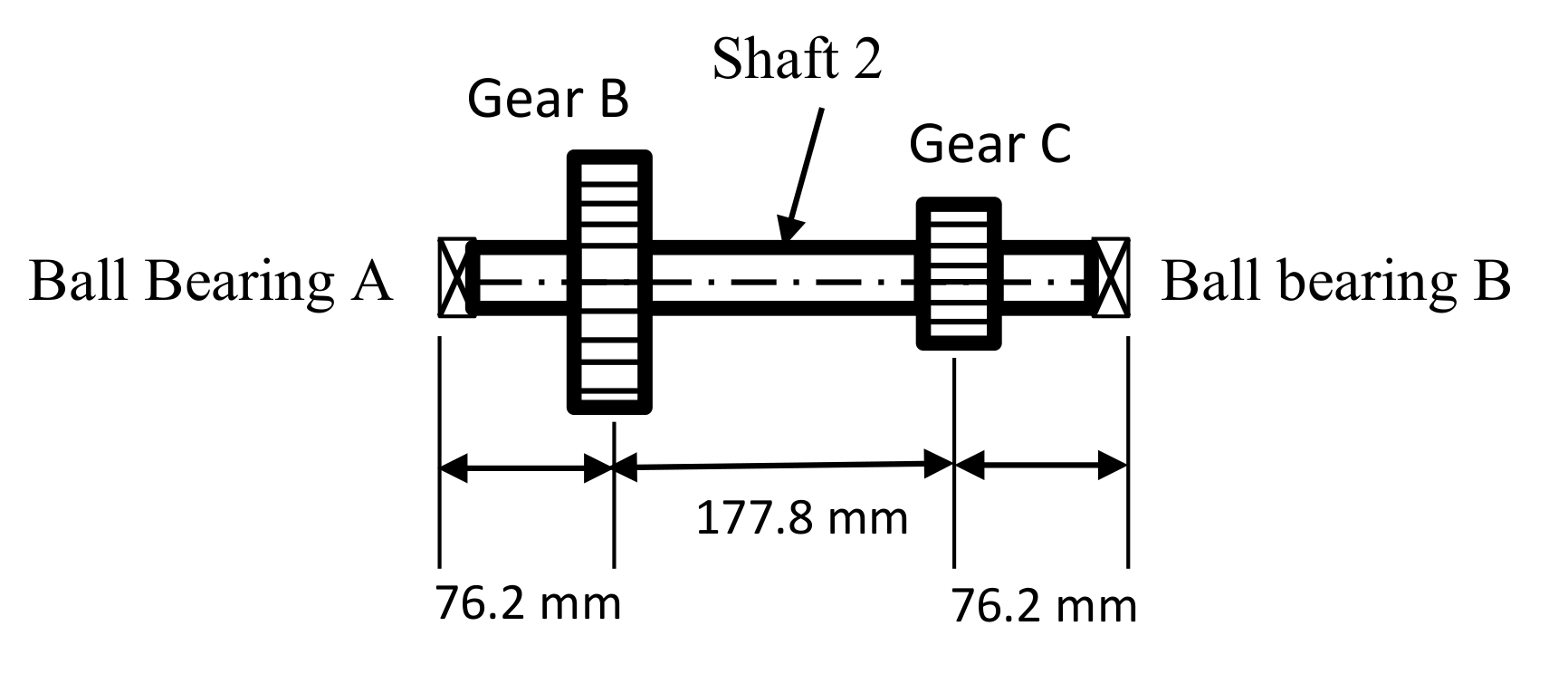
6 N mm/s remains constant. The intermediate shaft is shown in
Figure 5. This shaft is made of AISI 1020 steel with a shaft’s diameter (
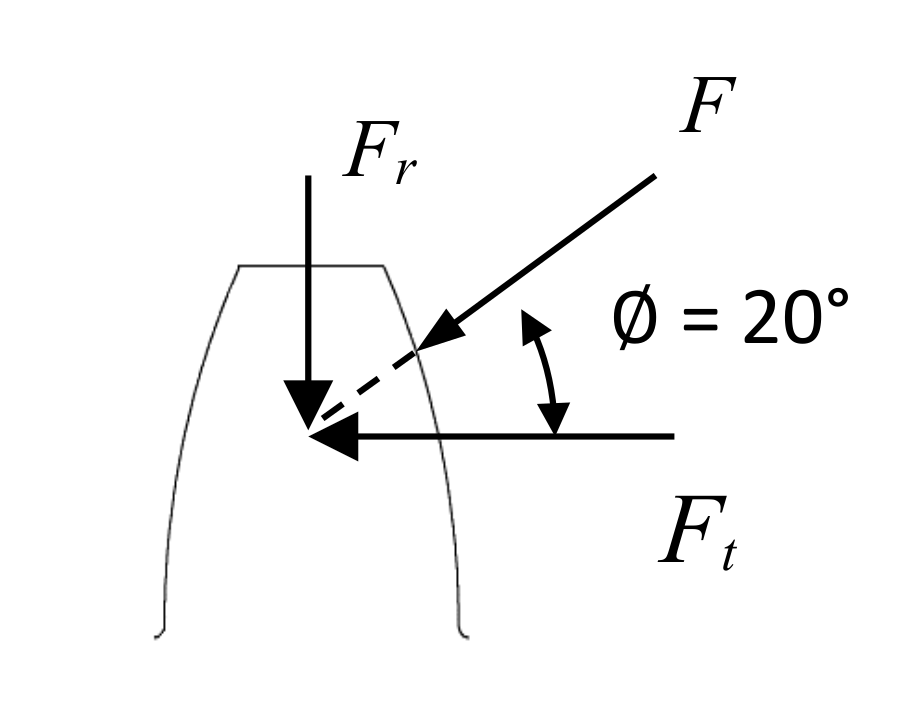
dS) of 45 mm. The designed shaft will rotate with an angular speed of 94 rad/s. In addition, while the pass diameter of gear B is 127 mm, for gear C it is 76.2 mm. Moreover, the pression angle between these gears is 20°, as shown in
Figure 6.
By having the dimensions of the selected bearing, the application of the Hertz theory is carried out to obtain the main stresses that are acting in the bearing outer race. This is done in order to use them for determining the Weibull distribution parameters that will allow us to determine the actual reliability of the ball bearing.
The step-by-step analysis given in
Section 2.1 is as follows.
Step 0. The loads which are acting in shaft 2 are first determined. Since the torque generated on axis 2 depends on the angular speed (
ω) of rotation and the power (
P) that the axis transmits, then the constant torque generated on shaft 2 is:
Additionally, since shaft 2 is in the equilibrium, then the generated torque in gears
B and
C is equal but in an opposite direction. Thus, torque in
C is
Tc = −95,212.76 N mm. On the other hand, as shown in
Figure 6, the radial and tangential forces that are acting on the gears depend on the pression angle of Φ = 20°.
Therefore, in the function of the torque and convergence ratio, the tangential force is given by:
Then, the corresponding radial force is given by:
Additionally, since for gears B and C Φ = 20°, and rB = 63.5 mm and rC = 38.1 mm, then numerically:
, and , and .
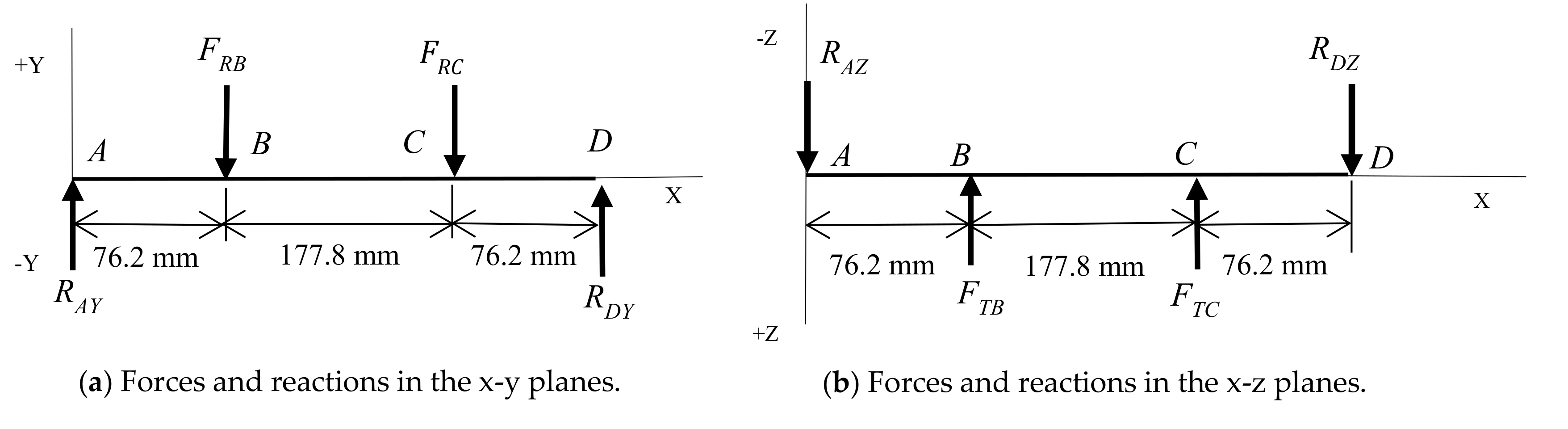
The radial and tangential forces, as well as the corresponding reactions that are acting in the x-y and in the x-z plane, are shown in
Figure 7.
Thus, as shown in
Figure 7a, the forces and reactions that are acting in the x-y plane are:
;
.
Similarly, as shown in
Figure 7b, the forces and reactions that are acting in the x-z plane are:
;
;
.
Therefore, the reaction forces in points
A and
D are:
Additionally, since , then represents the reaction force value base on which the ball bearing is selected.
Step 1. Since we do not have an axial force for shaft 2, then from Equation (1) the design load is directly given by the radial force represented by
. Therefore,
P =
RD = 2415.6 N. Additionally, since the inner race is the one that is rotating, then
V =
1, and consequently, from Equation (2) the designed load is:
Step 2. Since from the design shaft phase, the diameter of shaft 2 is 45 mm, and from step 1
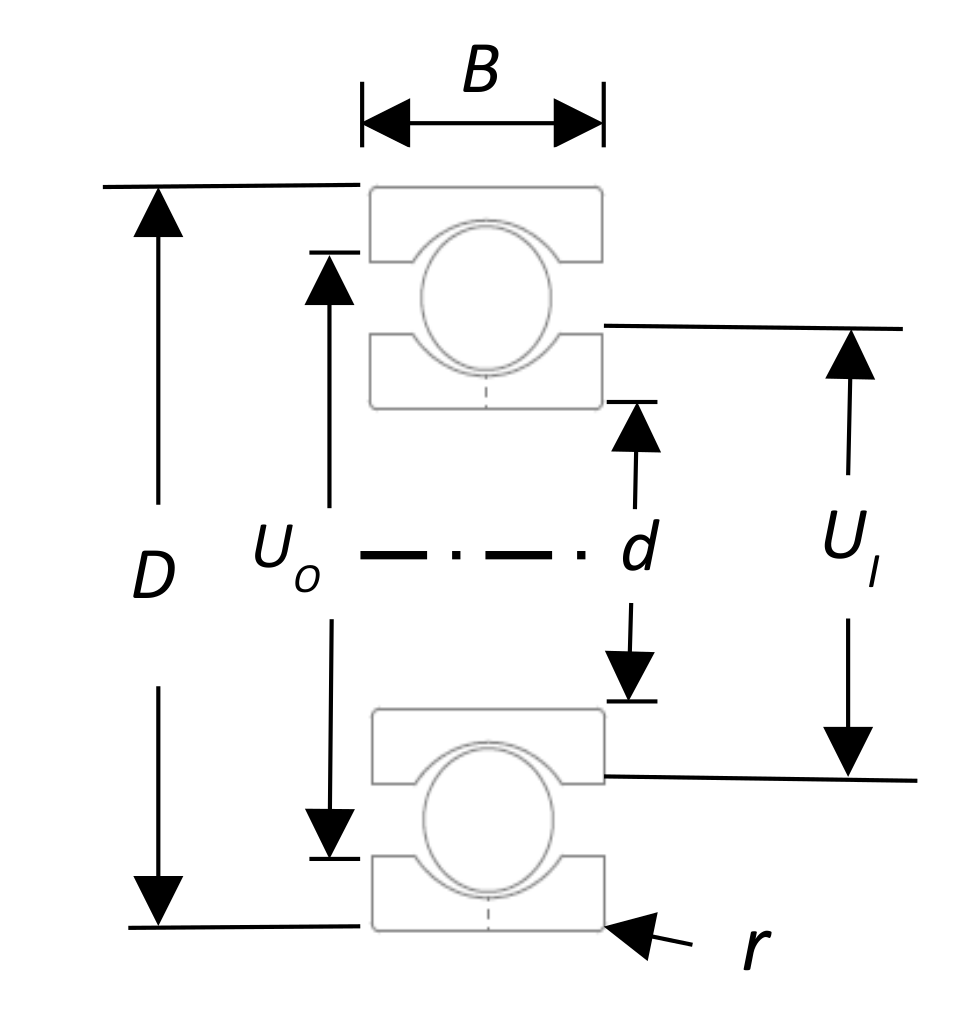
Pd = 2415.6 N, then from the SKF catalogue the selected ball bearing is the 6009 SKF type ball bearing with a bore diameter of 45 mm. The related ball bearing characteristics are given in
Figure 8 and in
Table 2.
Step 3. According to the catalogues, the designed
L10 life of the ball bearing is:
With this data, the contact area generated in the ball bearing mentioned in
Section 2.1 is determined as follows.
Step 4. Since the curvature generated in the x direction is and , then , and therefore, .
Additionally, since the outer ratio rby is unknown, then from Equation (7) by using the compliance value of 0.52, the rby value is , therefore, implying Moreover, since , then the total curvature is .
Step 5. From Equation (8), the curvature’s index
αr is:
Step 6. From Equation (9), the elliptical parameter
ke is:
Step 7. Since
ke < 100, the equations of
Table 1 are selected.
Step 7.1. The simplified values of the first and second order elliptical equations
y
are:
Step 8. From Equation (10) by using the Poisson ratio of AISI 52100
va =
vb = 0.30 and its elasticity module
Ea =
Eb = 200 GPa of the material, the effective elasticity module is:
Step 9. Based on the diameter
and
of the ellipse formed in the contact area between the ball and the outer ring given in Equations (11) and (12), the
a y
b values of the axis are:
Now, based on the above analysis, the contact principal stresses values mentioned in
Section 2.3 are determined as follows.
Step 10. From Equation (13) the maximum stress
Pmax value is:
Step 11. From Equations (14) to (17) the principal contact stresses σx, σy, σz, values, and the maximum shear τmax value, as well as the depth at which τmax occurs are as follows.
Step 11.1. From Equations (18) and (19) the
k,
k’ values are:
Additionally, from Equation (20) the corresponding depth value is:
Step 11.2. From Equations (21) to (27) the
n,
M, Ω
x, Ω
y, Ω
’x, Ω
’y and Δ parameters used to determine the corresponding
σx,
σy y
σz values are:
Step 11.3. From Equations (28) and (29) the
A and
B values to determine ∆ are:
Therefore, from Equation (27) the values are:
Then, from Equations (14) to (16) the principal contact stresses values are:
Additionally, from Equation (17) the maximum shear stress value is:
Now, based on the above stress values, the Weibull parameters used to determine the actual life and reliability of the ball bearing are determined, as mentioned in
Section 2.4.
Step 12. Determine the Weibull
η and
β parameters. By using the maximum contact stress value
σ1 and minimum contact stress value in Equation (30), the use Weibull scale parameter is [
22]:
Additionally, from Equation (31) the Weibull shape parameter is:
Therefore, the Weibull parameters to determine the life of the ball bearing are W (1.28, 910,020,039.1 rev). With these parameters, the actual reliability of the ball bearing is as mentioned in
Section 2.5.
Step 13a. From Equation (32) using the catalogues
L10 life of 765.77 × 10
6 rev and the Weibull scale parameter, the reliability of the ball bearing is estimated to be:
At this point, it is very important to note that the used L10 value does not represent the applied stress, (it represents the expected life at the conditions at which the ball bearing was designed). In addition, the ηuse value does not represent the strength conditions at which the ball bearing was designed. Therefore, the estimated reliability of R(t) = 0.4485 does not represent the life that corresponds to the actual environment at which shaft 2 operates. Therefore, to determine the actual reliability we must proceed with the next steps.
Step 13b. By setting Equation (32) at R(t) = 0.90, the actual L10(use) life that represents the actual conditions at which shaft 2 operates is given from Equation (33) as .
Now that the L10(use) value represents the environmental actual stress, it is necessary to determine the Weibull scale parameter that represents the strength of the selected ball bearing. It is determined as follows.
Step 13c. The catalogues strength ηcat value that represents the strength of the ball bearing is determined from Equation (34) using the catalogue L10 life. It is ηcat = = 4,442,538,996.4 rev.
Finally, using the value and the ηcat value, the actual reliability is as follows.
Step 13d. From Equation (32) the actual reliability of the selected ball bearing is:
Finally, in step 13d, the actual reliability of the ball bearing is higher than the designed reliability of R(t) = 0.90. In addition, this occurs mainly since the estimated life is lower than the catalogues life (. The actual reliability resulting in the ball bearing is greater than the reliability of the life equation L10 offered by the manufacturer due to the fact that it was analyzed with different loads than those used by the manufacturer. Since the actual reliability is different, it can be said that this methodology can be used to obtain the reliability in cases where the bearing is subjected to different load magnitudes and is required to know its current reliability.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

