Comparative Study between Current Practices on Cassava Drying by Small-Size Enterprises in Africa



Abstract
:Featured Application
Abstract

1. Introduction
2. Materials and Methods
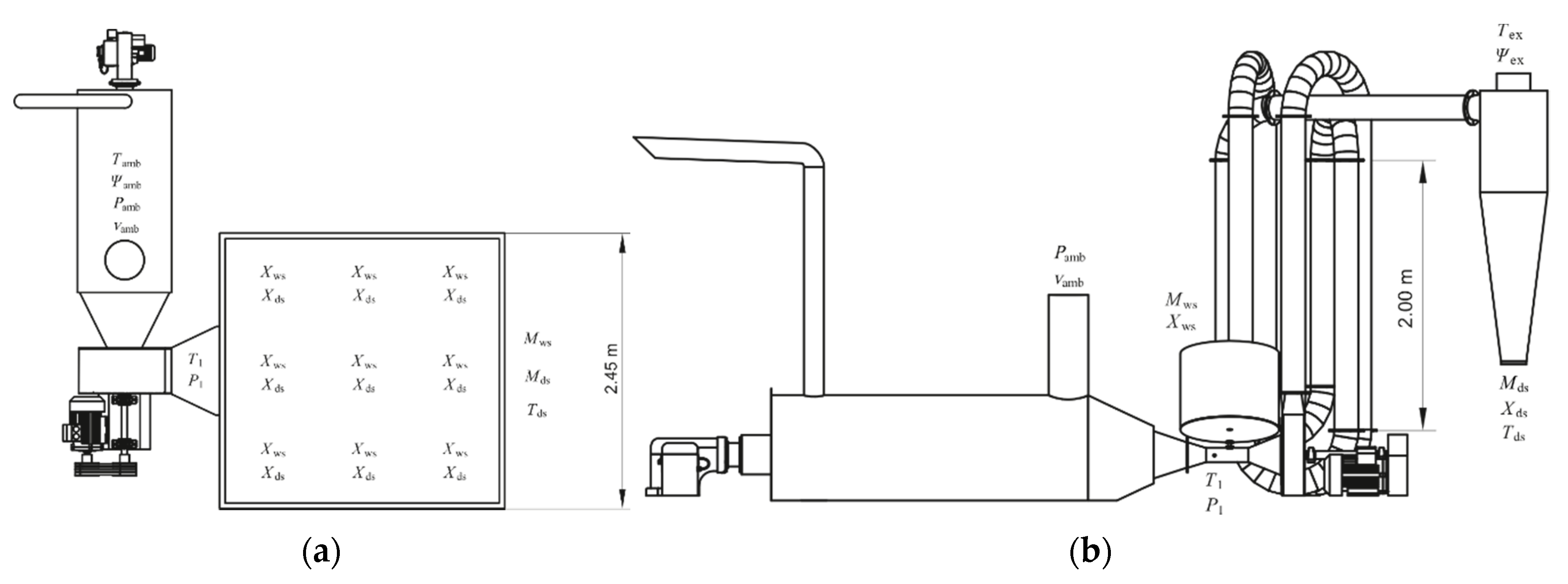
2.1. Experimental Procedure
2.2. Statistical Analysis
2.3. Operating Conditions and Energy Performance
2.4. Product Colour and Appearance
2.5. Costs Comparison
3. Results and Discussion
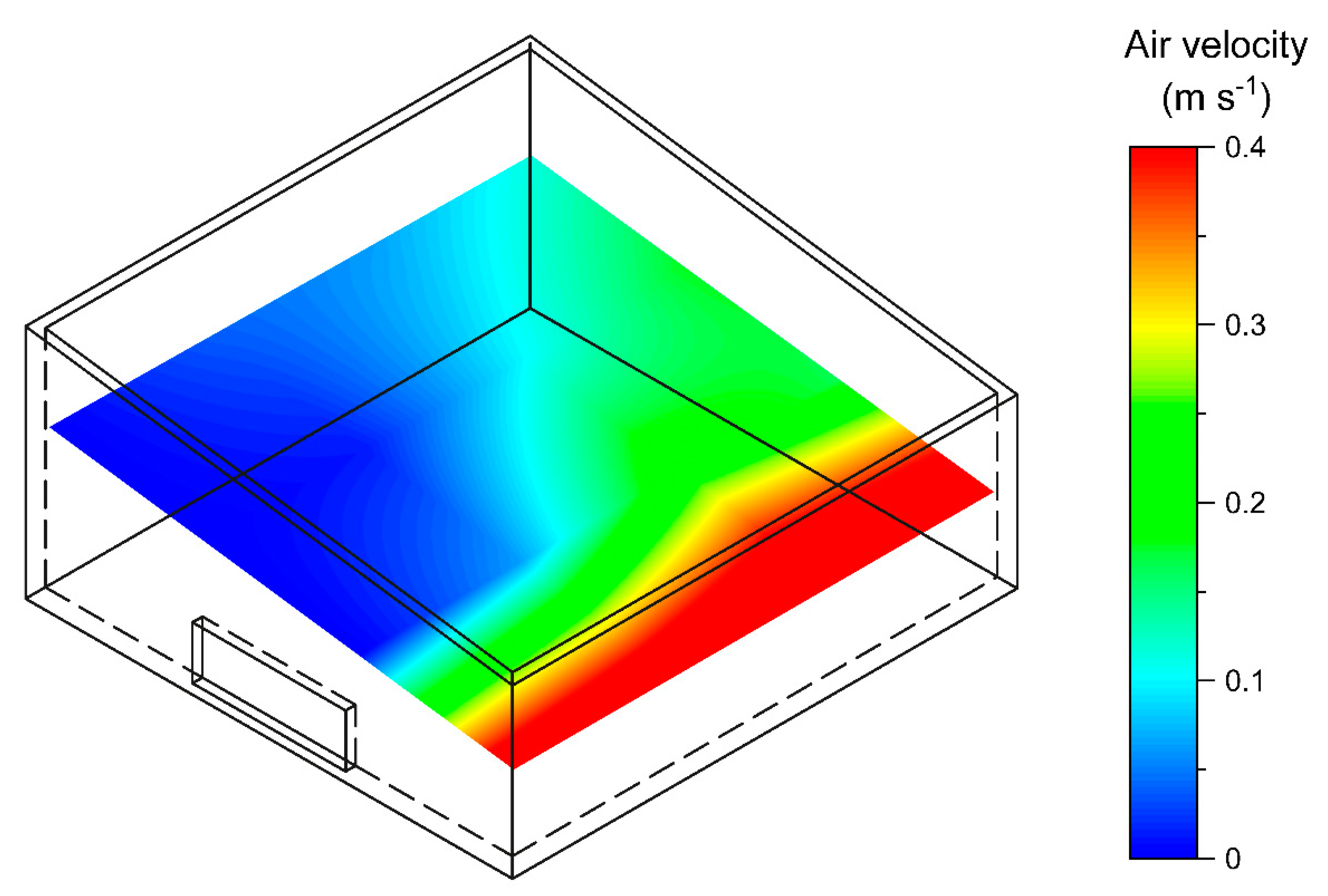
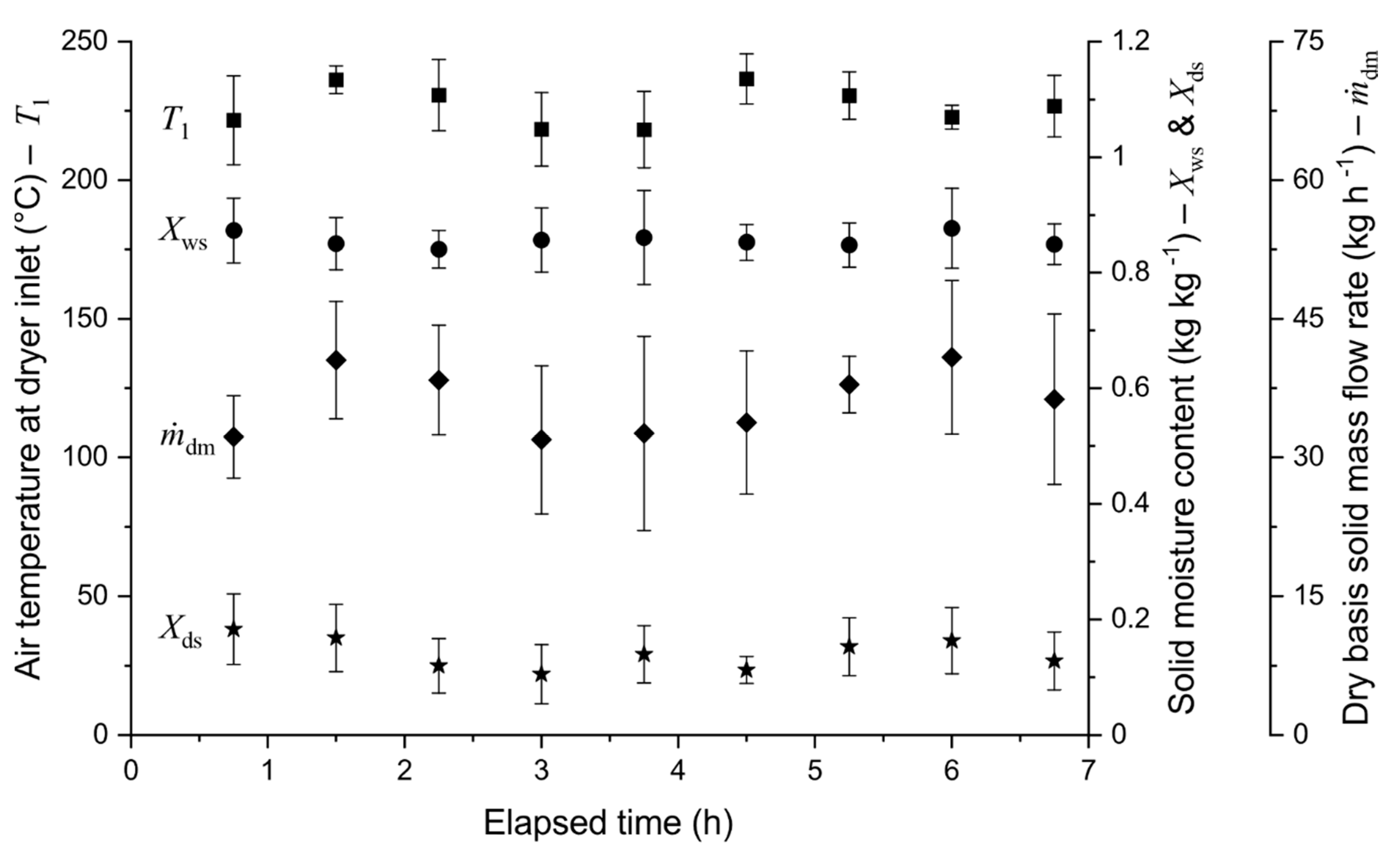
3.1. Operating Conditions and Energy Performance
3.2. Product Colour and Appearance
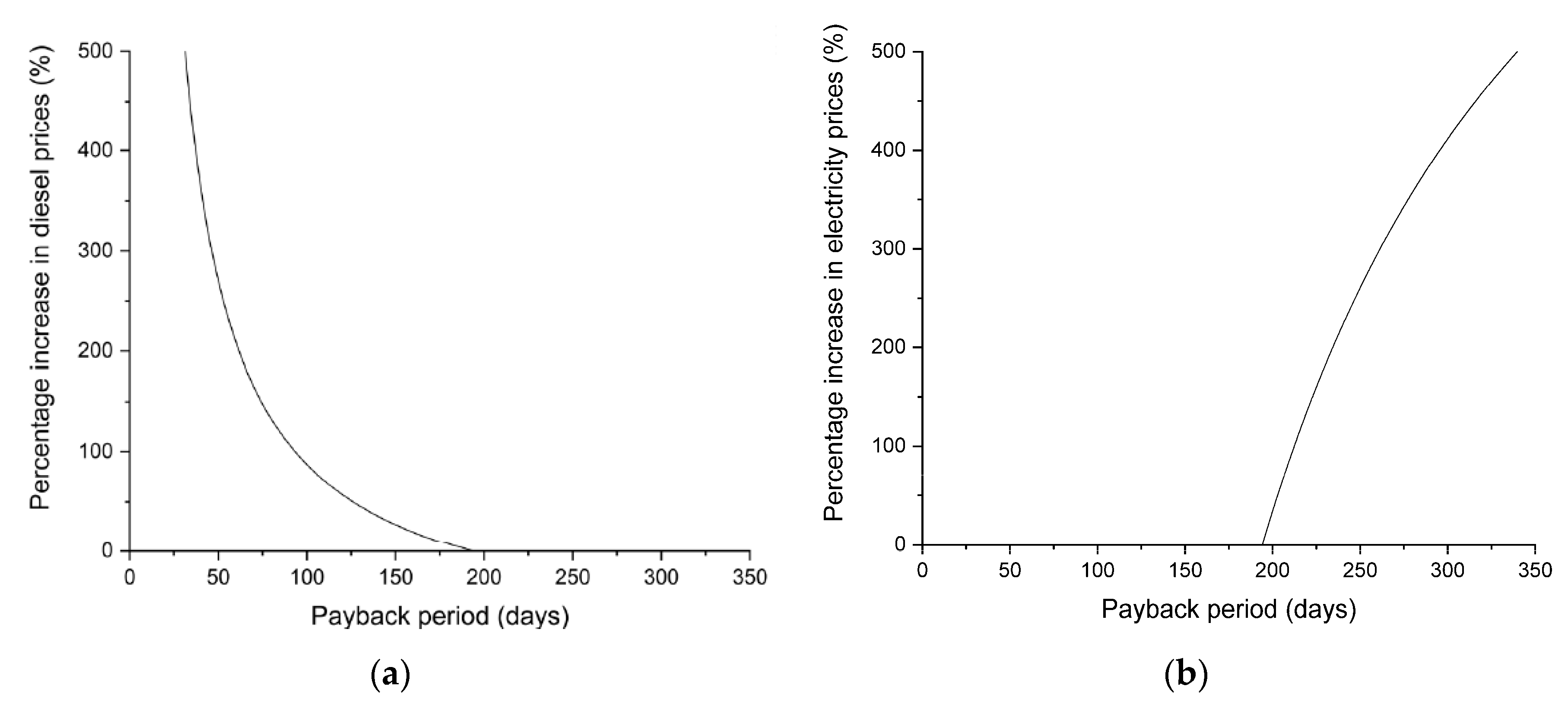
3.3. Costs Comparison
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Allem, A.C. The origins and taxonomy of cassava. In Cassava: Biology, Production and Utilization; Hillocks, R.J., Thresh, J.M., Bellotti, A., Eds.; CABI: Wallingford, UK, 2002; pp. 1–16. [Google Scholar]
- Balagopalan, C. Cassava utilization in food, feed and industry. In Cassava: Biology, Production and Utilization; Hillocks, R.J., Thresh, J.M., Bellotti, A., Eds.; CABI: Wallingford, UK, 2002; pp. 301–318. [Google Scholar]
- Hillocks, R.J. Cassava in Africa. In Cassava: Biology, Production and Utilization; Hillocks, R.J., Thresh, J.M., Bellotti, A., Eds.; CABI: Wallingford, UK, 2002; pp. 41–54. [Google Scholar]
- Westby, A. Cassava utilization, storage and small-scale processing. In Cassava: Biology, Production and Utilization; Hillocks, R.J., Thresh, J.M., Bellotti, A., Eds.; CABI: Wallingford, UK, 2002; pp. 281–300. [Google Scholar]
- Breuninger, W.F.; Piyachomkwan, K.; Sriroth, K. Tapioca/cassava starch: Production and use. In Starch: Chemistry and Technology, 3rd ed.; BeMiller, J., Whistler, R., Eds.; Academic Press: San Diego, CA, USA, 2009; pp. 541–568. [Google Scholar] [CrossRef]
- Lebot, V. Tropical root and tuber crops: Cassava, sweet potato, yams and aroids; CABI: Wallingford, UK, 2009; Volume 17, 433p. [Google Scholar]
- Precoppe, M.; Chapuis, A.; Müller, J.; Abass, A. Tunnel dryer and pneumatic dryer performance evaluation to improve small-scale cassava processing in Tanzania. J. Food Process. Eng. 2017, 40, 1–10. [Google Scholar] [CrossRef]
- Chua, K.J.; Chou, S.K. Low-cost drying methods for developing countries. Trends Food Sci. Technol. 2003, 14, 519–528. [Google Scholar] [CrossRef]
- Saravacos, G.; Kostaropoulos, A.E. Food evaporation equipment. In Handbook of Food Processing Equipment, 2nd ed.; Springer: Cham, Switzerland, 2016; pp. 367–419. [Google Scholar] [CrossRef]
- Proctor, D.L. Grain Storage Techniques: Evolution and Trends in Developing Countries; Food and Agriculture Organization of the United Nations (FAO): Rome, Italy, 1994. [Google Scholar]
- Mujumdar, A.S. Drying: Principles and practice. In Albright’s Chemical Engineering Handbook; Albright, L.F., Ed.; CRC Press: Boca Raton, FL, USA, 2008; pp. 1667–1716. [Google Scholar] [CrossRef]
- Vijayan, S.; Arjunan, T.V.; Kumar, A. Fundamental concepts of drying. In Solar Drying Technology: Concept, Design, Testing, Modeling, Economics, and Environment; Prakash, O., Kumar, A., Eds.; Springer: Singapore, 2017; pp. 3–38. [Google Scholar] [CrossRef]
- Berk, Z. Food Process Engineering and Technology, 3rd ed.; Academic Press: London, UK, 2018; 743p. [Google Scholar] [CrossRef]
- Driscoll, R. Food dehydration. In Food Processing: Principles and Applications; Smith, J.S., Hui, Y.H., Eds.; Blackwell: Ames, IA, USA, 2008; pp. 31–44. [Google Scholar] [CrossRef]
- Müller, J.; Mühlbauer, W. Solar drying. In Modern Drying Technology: Energy Savings; Tsotsas, E., Mujumdar, A.S., Eds.; Wiley-VCH: Weinheim, Germany, 2012; Volume 4, pp. 199–243. [Google Scholar]
- Román, F.; Strahl-Schäfer, V.; Hensel, O. Improvement of air distribution in a fixed-bed dryer using computational fluid dynamics. Biosyst. Eng. 2012, 112, 359–369. [Google Scholar] [CrossRef]
- Scaar, H.; Teodorov, T.; Ziegler, T.; Mellmann, J. Computational fluid dynamics (CFD) analysis of air flow uniformity in a fixed-bed dryer for medicinal plants. Acta Hortic. 2013, 1008, 119–126. [Google Scholar] [CrossRef]
- Nagle, M.; González-Azcárraga, J.C.; Phupaichitkun, S.; Mahayothee, B.; Haewsungcharern, M.; Janjai, S.; Leis, H.; Müller, J. Effects of operating practices on performance of a fixed-bed convection dryer and quality of dried longan. Int. J. Food Sci. Technol. 2008, 43, 1979–1987. [Google Scholar] [CrossRef]
- Nagle, M.; González Azcárraga, J.C.; Mahayothee, B.; Haewsungcharern, M.; Janjai, S.; Müller, J. Improved quality and energy performance of a fixed-bed longan dryer by thermodynamic modifications. J. Food Eng. 2010, 99, 392–399. [Google Scholar] [CrossRef]
- Ziegler, T.; Jubaer, H.; Schütz, M. Increasing the Energy Efficiency of Batch-Type Drying with Partial Air Recirculation. Chem. Ing. Tech. 2016, 88, 208–214. [Google Scholar] [CrossRef]
- Markowski, A.S.; Mujumdar, A.S. Safety aspects of industrial dryers. In Handbook of Industrial Drying, 4th ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 1127–1151. [Google Scholar] [CrossRef]
- Nimmol, C. Performance, energy, and product quality aspects of a modified pneumatic dryer for rapid drying of high-moisture paddy. Trans. ASABE 2019, 62, 1531–1539. [Google Scholar] [CrossRef]
- Banooni, S.; Hajidavalloo, E.; Dorfeshan, M. A comprehensive review on modeling of pneumatic and flash drying. Dry. Technol. 2018, 36, 33–51. [Google Scholar] [CrossRef]
- Ziegler, T. Primary energy demand and energy costs of fixed-bed drying using the example of chamomile flowers. Dry. Technol. 2020, 38, 434–447. [Google Scholar] [CrossRef]
- Yi, J.; Li, X.; He, J.; Duan, X. Drying efficiency and product quality of biomass drying: A review. Dry. Technol. 2019. [Google Scholar] [CrossRef]
- Nimmol, C.; Sathapornprasath, K.; Devahastin, S. Drying of High-Moisture Paddy Using a Combined Impinging Stream and Pneumatic Drying System. Dry. Technol. 2012, 30, 1854–1862. [Google Scholar] [CrossRef]
- Ziegler, T.; Mellmann, J. Thermodynamic interactions in a fixed bed drying process using heat pumps—Fundamentals and implementation. Z. Arznei Gewurzpflanzen 2008, 13, 167–172. [Google Scholar]
- Santos, P.; Pitarch, J.L.; Vicente, A.; de Prada, C.; García, Á. Improving operation in an industrial MDF flash dryer through physics-based NMPC. Control. Eng. Pract. 2020, 94. [Google Scholar] [CrossRef]
- Pakowski, Z.; Mujumdar, A.S. Drying of pharmaceutical products. In Handbook of Industrial Drying, 4th ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 681–701. [Google Scholar] [CrossRef]
- Kudra, T. Energy aspect in food dehydration. In Advances in Food Dehydration; Ratti, C., Ed.; CRC Press: Boca Raton, FL, USA, 2009; pp. 423–445. [Google Scholar]
- Aghbashlo, M.; Kianmehr, M.H.; Arabhosseini, A. Energy and exergy analyses of thin-layer drying of potato slices in a semi-industrial continuous band dryer. Dry. Technol. 2008, 26, 1501–1508. [Google Scholar] [CrossRef]
- Bonazzi, C.; Broyart, B.; Courtois, F. Dryer modeling. In Advances in Food Dehydration; Ratti, C., Ed.; CRC Press: Boca Raton, FL, USA, 2009; pp. 355–399. [Google Scholar]
- Laverde, L.M.A.; Acevedo, N.; Schebor, C.; Buera, M.D.P. Color determination in dehydrated fruits: Image analysis and photocolorimetry. In Color in Food; Caivano, J., del Pilar Buera, M., Eds.; CRC Press: Boca Raton, FL, USA, 2012; pp. 155–162. [Google Scholar]
- Jinorose, M.; Devahastin, S.; Blacher, S.; Léonard, A. Application of image analysis in food drying. In Advances in Food Dehydration; Ratti, C., Ed.; CRC Press: Boca Raton, FL, USA, 2009; pp. 63–94. [Google Scholar]
- Caivano, J.L.; Buera, M.d.P. Food appearance and expectations. In Color in Food: Technological and Psychophysical Aspects; Caivano, J., del Pilar Buera, M., Eds.; CRC Press: Boca Raton, FL, USA, 2012; pp. 3–9. [Google Scholar]
- Acevedo, N.C.; Briones, V.; Buera, P.; Aguilera, J.M. Microstructure affects the rate of chemical, physical and color changes during storage of dried apple discs. J. Food Eng. 2008, 85, 222–231. [Google Scholar] [CrossRef]
- Clark, J.P. Cost and profitability estimation. In Handbook of Food Engineering Practice; Valentas, K.J., Rotstein, E., Singh, R.P., Eds.; CRC Press: Boca Raton, FL, USA, 1997; pp. 530–550. [Google Scholar]
- Crapiste, G.H.; Rotstein, E. Design and performance evaluation of dryers. In Handbook of Food Engineering Practice; Valentas, K.J., Singh, R.P., Rotstein, E., Eds.; CRC Press: Boca Raton, FL, USA, 1997; pp. 121–162. [Google Scholar] [CrossRef]
- AOAC. Moisture in malt (method 935.29). In Official Methods of Analysis; Association of Official Analytical Chemists (AOAC): Gaithersburg, MD, USA, 1998. [Google Scholar]
- ASHRAE. ANSI/ASHRAE Standard 111-2008: Measurement, Testing, Adjusting, and Balancing of Building HVAC Systems; American Society of Heating, Refrigerating and Air-Conditioning Engineers: Atlanta, GA, USA, 2008. [Google Scholar]
- British Standard. Guide to the Measurement of Humidity; (Standard BS 1339-3:2004); British Standards Institution: London, UK, 2004; 40p. [Google Scholar]
- Al-Muhtaseb, A.H.; McMinn, W.A.M.; Magee, T.R.A. Water sorption isotherms of starch powders: Mathematical description of experimental data. J. Food Eng. 2004, 61, 297–307. [Google Scholar] [CrossRef]
- Moskowitz, H.R.; Beckley, J.H.; Resurreccion, A.V.A. Sensory and Consumer Research in Food Product Design and Development, 2nd ed.; Blackwell: Oxford, UK, 2012. [Google Scholar] [CrossRef]
- CIE. Colorimetry (CIE Publication 15.2); Commission Internationale de l’Eclairage (CIE) Central Bureau: Vienna, Austria, 2004; 79p. [Google Scholar]
- Judd, D.B.; Wyszecki, G. Color in Business, Science, and Industry; John Wiley & Sons: New York, NY, USA, 1975. [Google Scholar] [CrossRef]
- Fellows, P.J. Food Processing Technology: Principles and Practice, 4th ed.; Woodhead: London, UK, 2017; p. 1152. [Google Scholar] [CrossRef]
- Jayaraman, K.S.; Gopinathan, V.K.; Pitchamuthu, P.; Vijayaraghavan, P.K. The preparation of quick-cooking dehydrated vegetables by high temperature short time pneumatic drying. Int. J. Food Sci. Technol. 1982, 17, 669–678. [Google Scholar] [CrossRef]
- Mujumdar, A.S.; Jangam, S.V.; Pikon, J. Drying of coal. In Handbook of Industrial Drying, 4th ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 999–1022. [Google Scholar]
- Nimmol, C.; Yodrux, A.; Hirunwat, A. Rapid drying of high-moisture paddy using a pneumatic dryer with corrugated-surface drying column. E3s Web Conf. 2020, 141, 1–5. [Google Scholar] [CrossRef]
- Suherman, K.; Cahyo, A.; Kusworo, T.D. Experimental study on drying kinetic of cassava starch in a pneumatic drying system. Int. Conf. Chem. Mater. Eng. ICCME 2015, 1699, 1–6. [Google Scholar] [CrossRef]
- Aviara, N.A.; Onuoha, L.N.; Falola, O.E.; Igbeka, J.C. Energy and exergy analyses of native cassava starch drying in a tray dryer. Energy 2014, 73, 809–817. [Google Scholar] [CrossRef]
- Sablani, S.S.; Mujumdar, A.S. Drying of potato, sweet potato, and other roots. In Handbook of Industrial Drying, 4th ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 647–660. [Google Scholar]
- Block, B.; Lipták, B.G.; Shinskey, F.G. Dryer controls. In Instrument Engineers’ Handbook: Process Control and Optimization, 4th ed.; Lipták, B., Ed.; CRC Press: Stamford, CN, USA, 2005; Volume 2, pp. 1904–1913. [Google Scholar]
- Precoppe, M.; Tran, T.; Chapuis, A.; Müller, J.; Abass, A. Improved energy performance of small-scale pneumatic dryers used for processing cassava in Africa. Biosyst. Eng. 2016, 151, 510–519. [Google Scholar] [CrossRef]
- Skjöldebrand, C. Food-processing equipment. In Handbook of Food Factory Design; Baker, C.G.J., Ed.; Springer: New York, NY, USA, 2013; pp. 51–77. [Google Scholar] [CrossRef]
- Shittu, T.A.; Alimi, B.A.; Wahab, B.; Sanni, L.O.; Abass, A.B. Cassava flour and starch: Processing technology and utilization. In Tropical Roots and Tubers; Sharma, H.K., Njintang, N.Y., Singhal, R.S., Kaushal, P., Eds.; John Wiley & Sons: Chichester, UK, 2016; pp. 415–450. [Google Scholar] [CrossRef]
- Neves, E.C.A.; Neves, D.A.; Lobato, K.B.d.S.; Nascimento, G.C.d.; Clerici, M.T.P.S. Technological aspects of processing of cassava derivatives. In Handbook on Cassava: Production, Potential Uses and Recent Advances; Klein, C., Ed.; Nova Science Publishers: New York, NY, USA, 2017; pp. 105–127. [Google Scholar]
- Schlünder, E.U.; Spalding, D.B.; Taborek, J. Heat Exchanger Design Handbook; VDI: Dusseldorf, Germany, 1987. [Google Scholar]
- Strumiłło, C.; Jones, P.L.; Żyłła, R. Energy aspects in drying. In Handbook of Industrial Drying, 4th ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 1077–1100. [Google Scholar] [CrossRef]
- Azadbakht, M.; Aghili, H.; Ziaratban, A.; Torshizi, M.V. Application of artificial neural network method to exergy and energy analyses of fluidized bed dryer for potato cubes. Energy 2017, 120, 947–958. [Google Scholar] [CrossRef]
- Chapuis, A.; Precoppe, M.; Méot, J.M.; Sriroth, K.; Tran, T. Pneumatic drying of cassava starch: Numerical analysis and guidelines for the design of efficient small-scale dryers. Dry. Technol. 2017, 35, 393–408. [Google Scholar] [CrossRef]
- Sriroth, K.; Piyachomkwan, K.; Wanlapatit, S.; Oates, C.G. Cassava starch technology: The Thai experience. Starch Stärke 2000, 52, 439–449. [Google Scholar] [CrossRef]
- Kemp, I.C. Fundamentals of energy analysis of dryers. In Modern Drying Technology: Energy Savings; Tsotsas, E., Mujumdar, A.S., Eds.; Wiley-VCH: Weinheim, Germany, 2012; Volume 4, pp. 1–45. [Google Scholar]
- Prukwarun, W.; Khumchoo, W.; Seancotr, W.; Phupaichitkun, S. CFD simulation of fixed bed dryer by using porous media concepts: Unpeeled longan case. Int. J. Agric. Biol. Eng. 2013, 6, 100–110. [Google Scholar] [CrossRef]
- Ramsey, T.; Fortis, T. Improving the air flow distribution in a batch walnut dryer. Trans. ASAE 1984, 27, 938–941. [Google Scholar] [CrossRef]
- Satpati, B.; Koley, C.; Datta, S. Nonlinear model of pneumatic conveying dryer for economic process control. Dry. Technol. 2019, 1–22. [Google Scholar] [CrossRef]
- Smith, K.J. Colour-order systems, colour spaces, colour difference and colour scales. In Colour Physics for Industry, 2nd ed.; McDonald, R., Ed.; Society of Dyers and Colourists: Bradford, UK, 1997; pp. 121–208. [Google Scholar]
- Kudra, T.; Platon, R.; Navarri, P. Excel-based tool to analyze the energy performance of convective dryers. Dry. Technol. 2009, 27, 1302–1308. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fixed-Bed | Pneumatic | |||
|---|---|---|---|---|
| Drying air temperature | + + | [20] | + + + + + | [22] |
| Solid temperature | + + + | [20] | + + | [22] |
| Dried product uniformity | + | [17] | + + | [23] |
| Capital costs | + + | [24] | + + + | [25] |
| Maintenance cost | + + | [17] | + + | [25] |
| Versatility | + + + + + | [24] | + + + | [26] |
| Simplicity | + + + + | [27] | + + + + | [23] |
| Energy efficiency | + | [24] | + + + + + | [28] |
| Dryer Type | Solid Mass Flow Rate on a Dry Basis (kg h−1) | Air Temperature at Dryer Inlet (°C) | Wet Cassava Grits Moisture Content (kg kg−1) | Dried Cassava Grits Moisture Content (kg kg−1) |
|---|---|---|---|---|
| Fixed-bed | 45.0 a ± 2.6 | 85.2 a ± 1.2 | 0.87 a ± 0.01 | 0.15 a ± 0.02 |
| Pneumatic | 35.9 b ± 7.1 | 226.8 b ± 14.5 | 0.86 a ± 0.05 | 0.14 a ± 0.02 |
| Dryer Type | Heat Input Rate (kW) | Water Evaporation Rate (kg h−1) | Specific Heat Consumption (kJ kg−1) | Energy Efficiency (%) |
|---|---|---|---|---|
| Fixed-bed | 54.0 a ± 3.2 | 32.5 a ± 2.2 | 6005.4 a ± 339.1 | 41.3 a ± 2.4 |
| Pneumatic | 29.9 b ± 2.5 | 25.6 b ± 4.8 | 4316.5 b ± 690.3 | 58.7 b ± 8.7 |
| Dryer Type | Whiteness Index | Lightness | Chroma | Appearance Score |
|---|---|---|---|---|
| Fixed-bed | 41.2 a ± 1.6 | 89.3 a ± 0.9 | 7.0 a ± 0.6 | 6.1 a ± 0.6 |
| Pneumatic | 37.0 b ± 3.2 | 88.9 a ± 1.4 | 7.7 a ± 0.4 | 6.1 a ± 1.0 |
| Operating Costs | Relative Difference from the Fixed-Bed Dryer (USD kg−1) | Percentage Difference from the Fixed-Bed Dryer (%) |
|---|---|---|
| Fuel | −0.060 | −42.9 |
| Electric power | +0.005 | +25.0 |
| Labour | 0.000 | 0.0 |
| Maintenance | 0.000 | 0.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Precoppe, M.; Komlaga, G.A.; Chapuis, A.; Müller, J. Comparative Study between Current Practices on Cassava Drying by Small-Size Enterprises in Africa. Appl. Sci. 2020, 10, 7863. https://doi.org/10.3390/app10217863
Precoppe M, Komlaga GA, Chapuis A, Müller J. Comparative Study between Current Practices on Cassava Drying by Small-Size Enterprises in Africa. Applied Sciences. 2020; 10(21):7863. https://doi.org/10.3390/app10217863
Chicago/Turabian StylePrecoppe, Marcelo, Gregory Afra Komlaga, Arnaud Chapuis, and Joachim Müller. 2020. "Comparative Study between Current Practices on Cassava Drying by Small-Size Enterprises in Africa" Applied Sciences 10, no. 21: 7863. https://doi.org/10.3390/app10217863
APA StylePrecoppe, M., Komlaga, G. A., Chapuis, A., & Müller, J. (2020). Comparative Study between Current Practices on Cassava Drying by Small-Size Enterprises in Africa. Applied Sciences, 10(21), 7863. https://doi.org/10.3390/app10217863