Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part


Abstract
1. Introduction
2. Methods
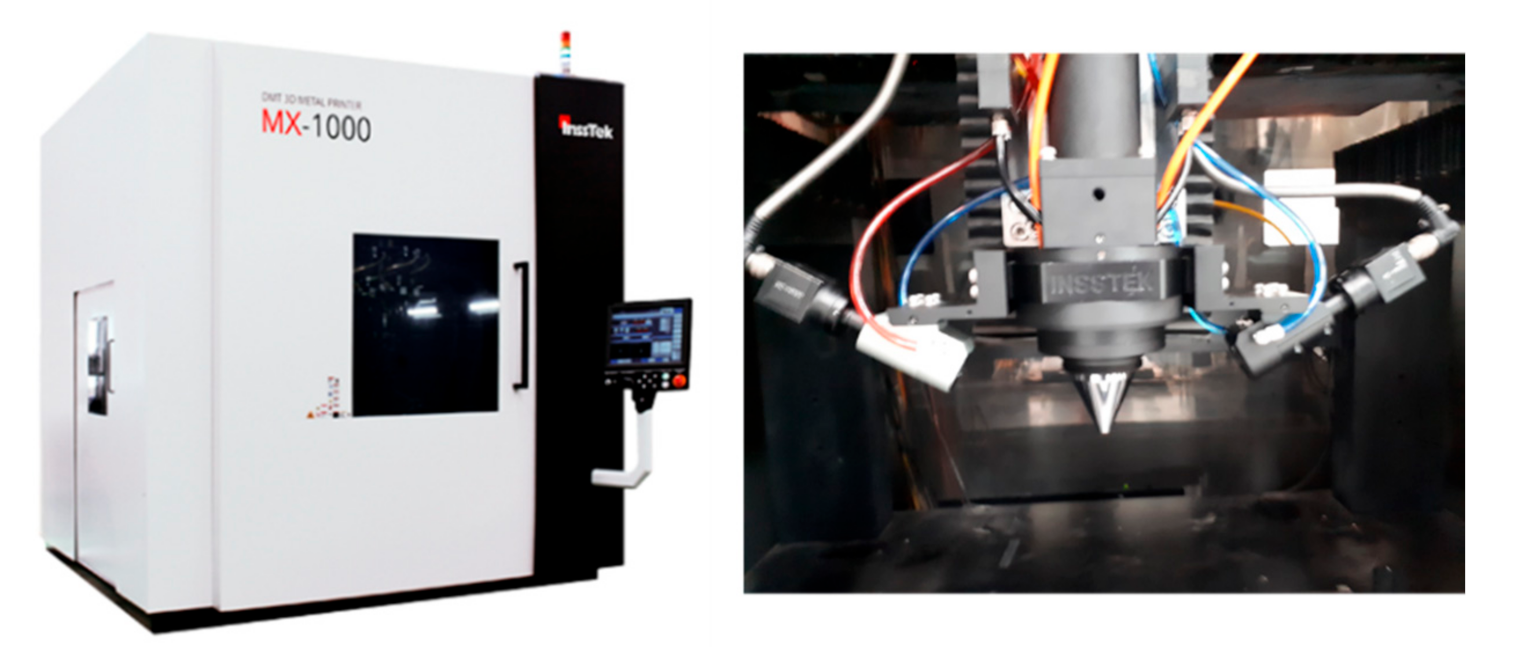
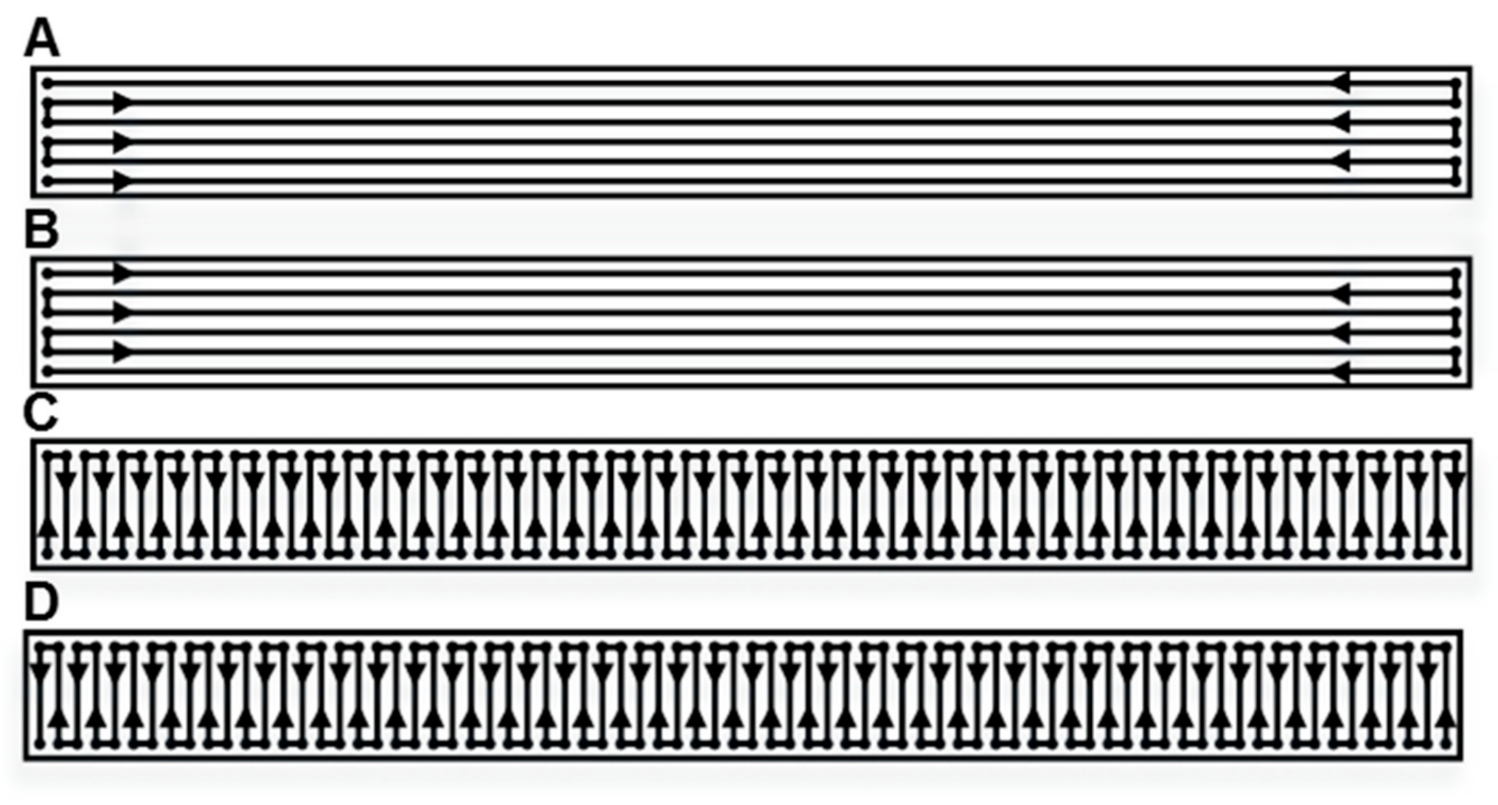
2.1. Process Parameters and Deposition Patterns
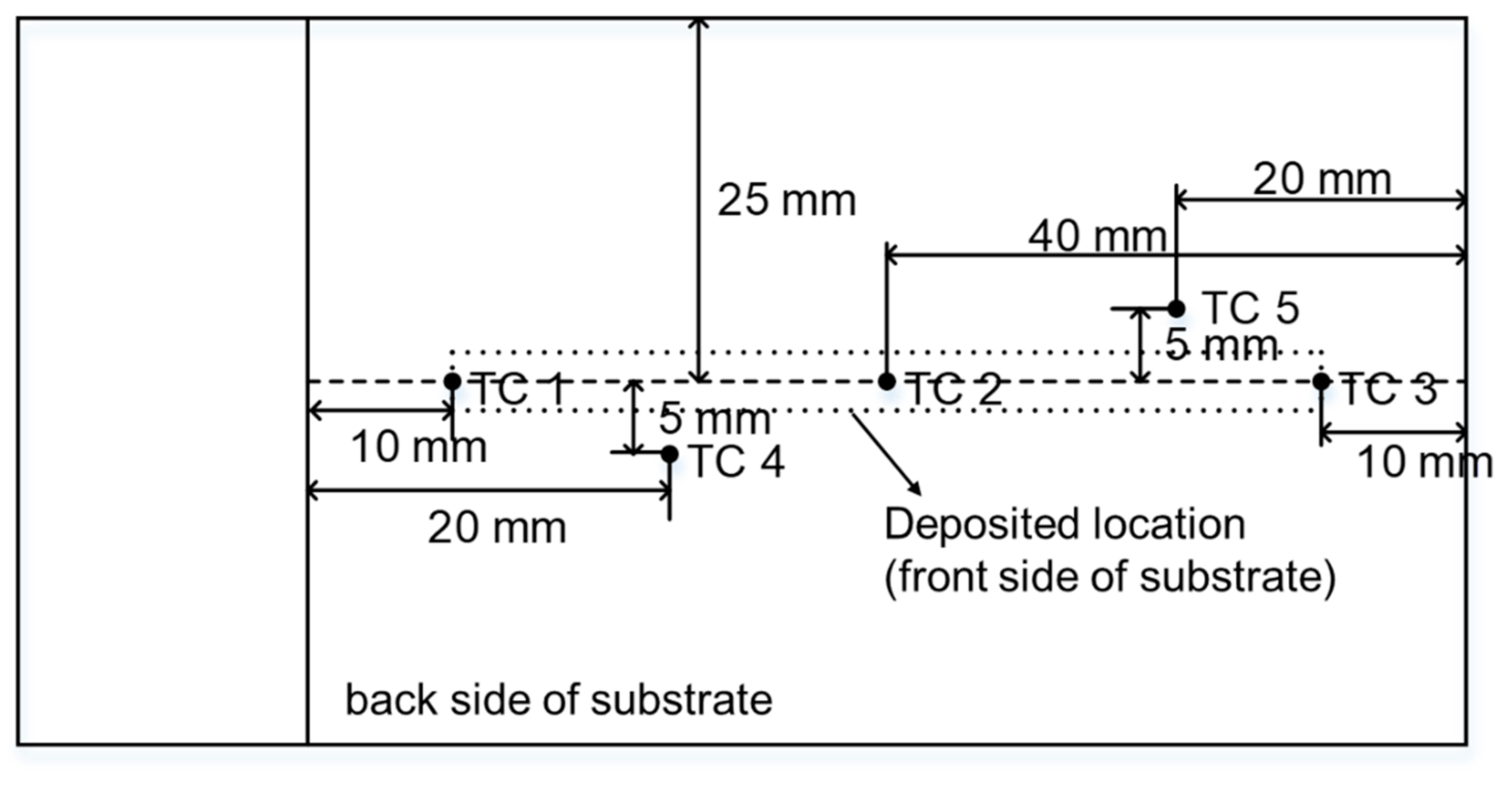
2.2. In Situ Temperature Measurement
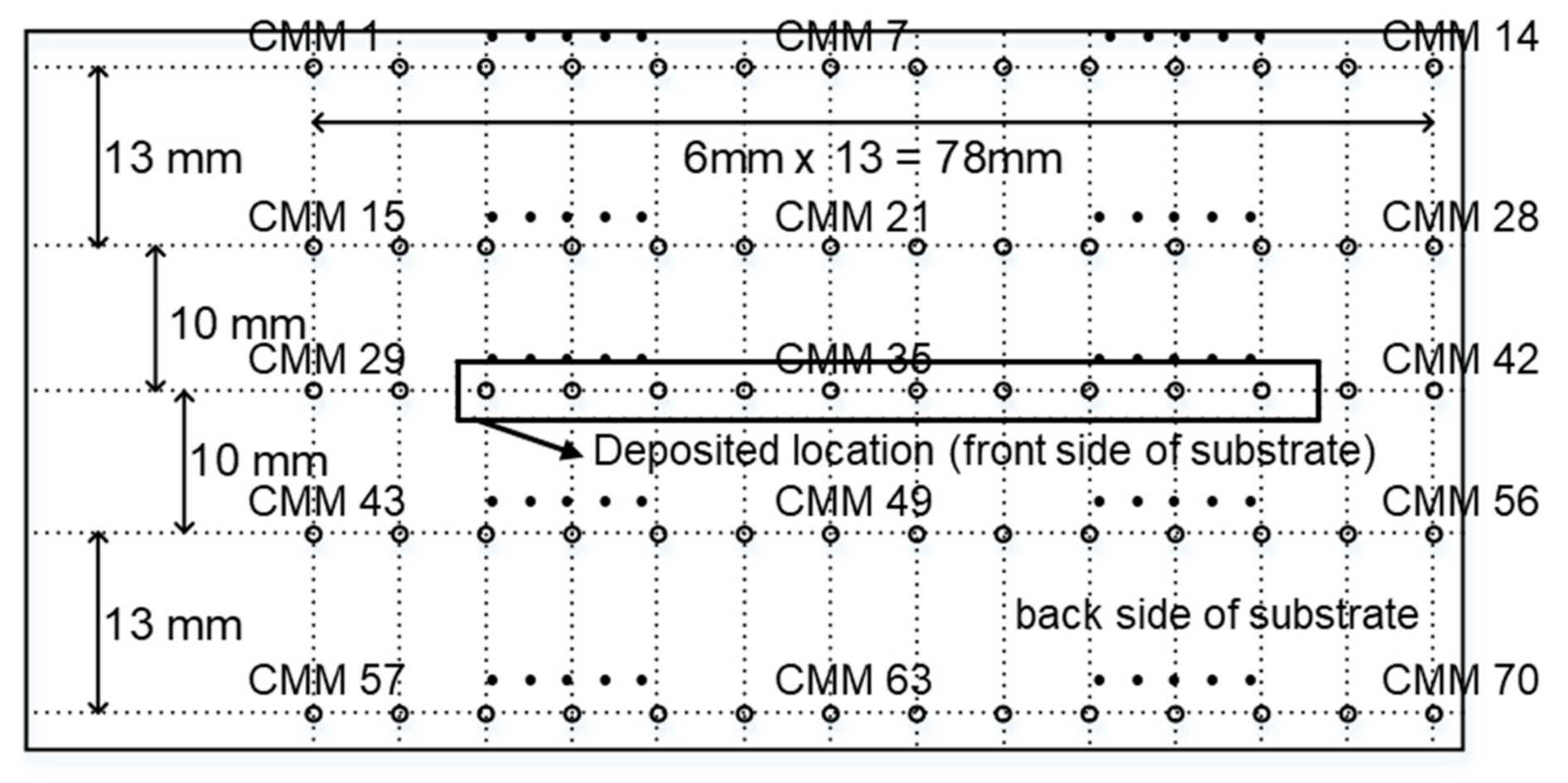
2.3. Postprocess Distortion Measurement
3. Results
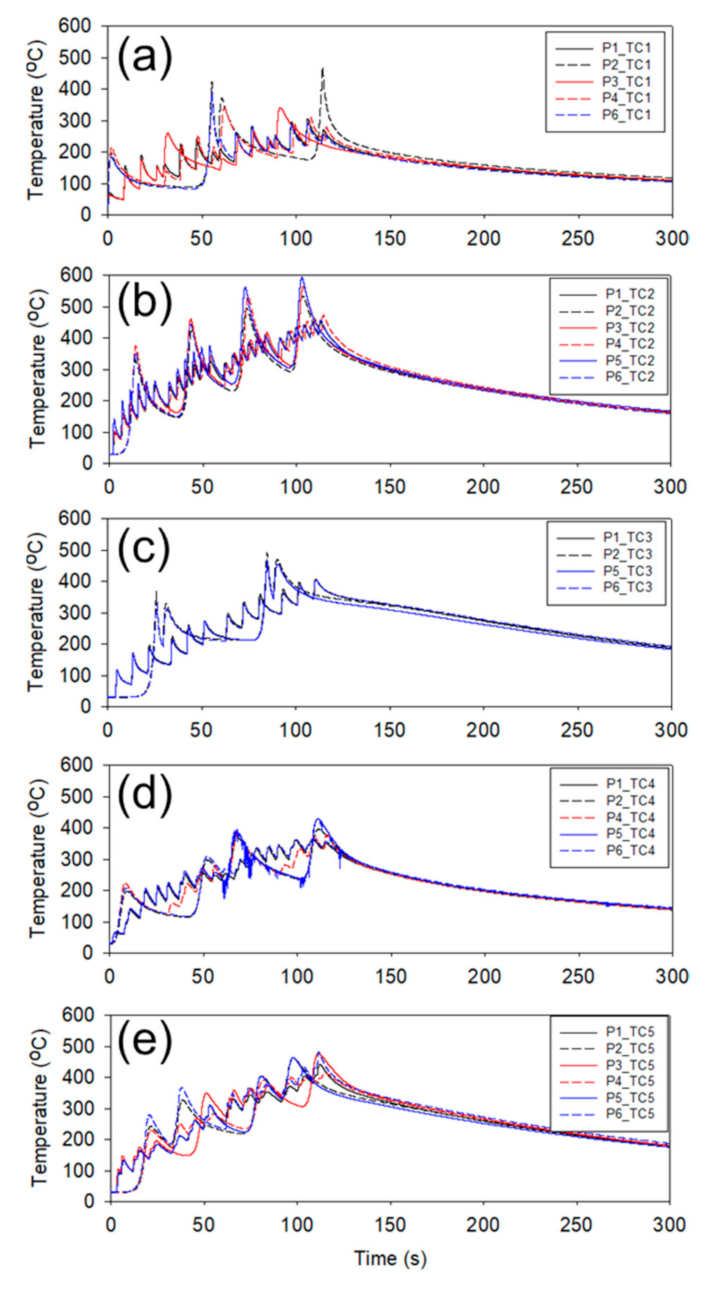
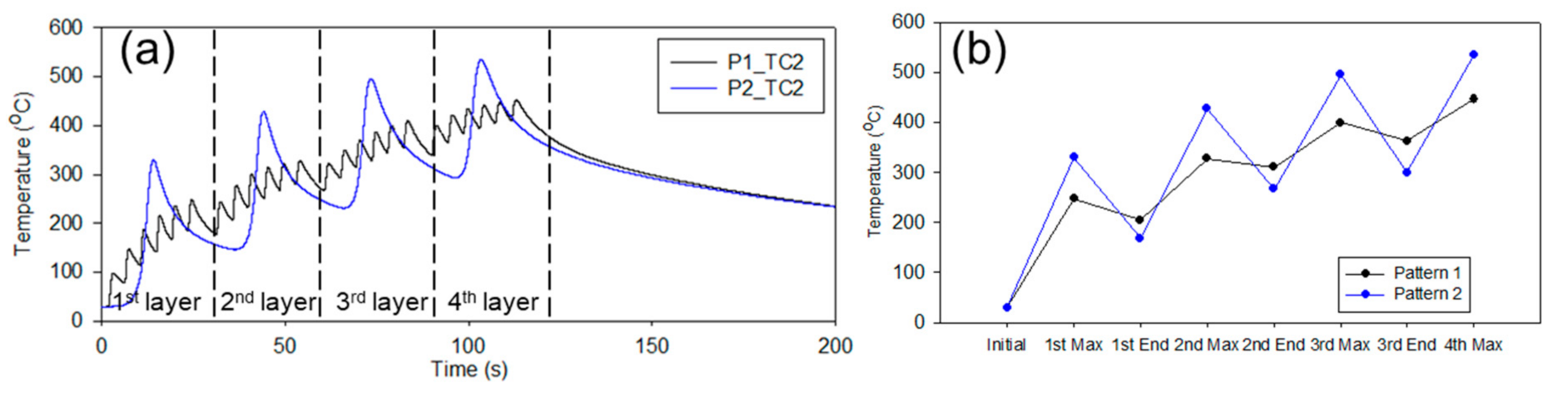
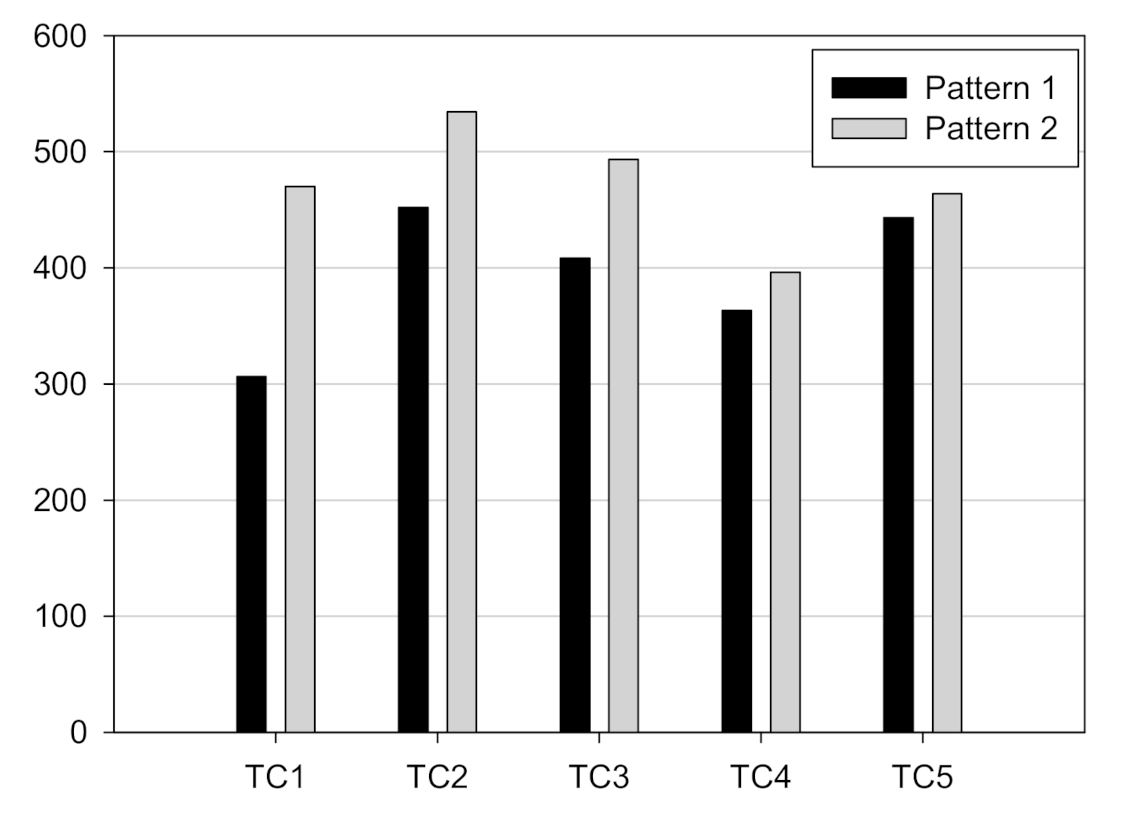
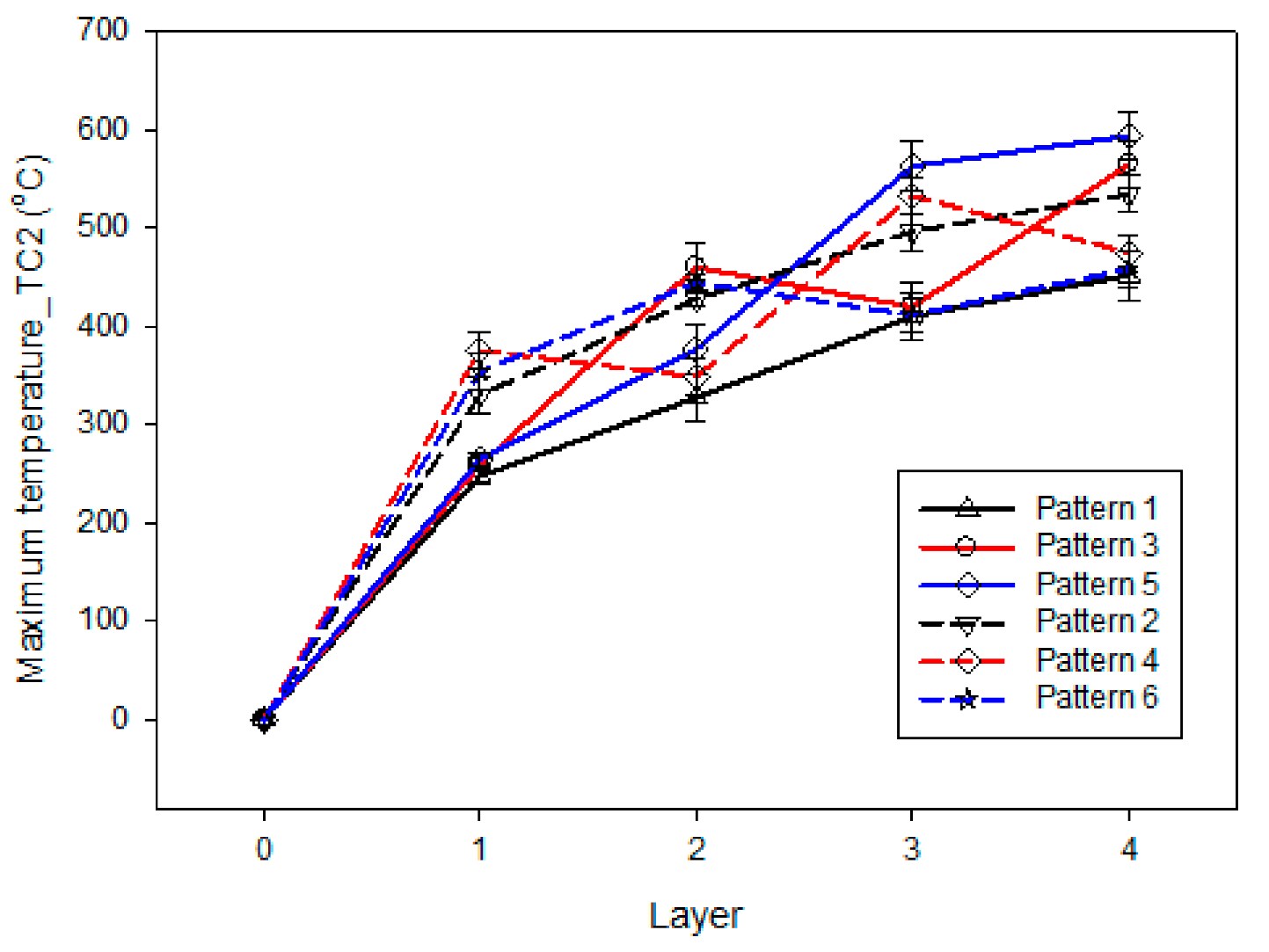
3.1. In situ Temperature Measurements
3.2. Postprocess Distortion Measurements
4. Discussion
- (1)
- The deposition pattern highly affects the temperature gradient of each layer. For the case study, short raster pattern had higher temperature gradient for both heating and cooling compared with the long raster pattern.
- (2)
- The peak temperature of each layer can increase or even decrease according to the sequence of the deposition pattern. This experimental result can be the evidence that appropriate design of the deposition pattern for each layer can be utilized to control the maximum temperature of the AM parts.
- (3)
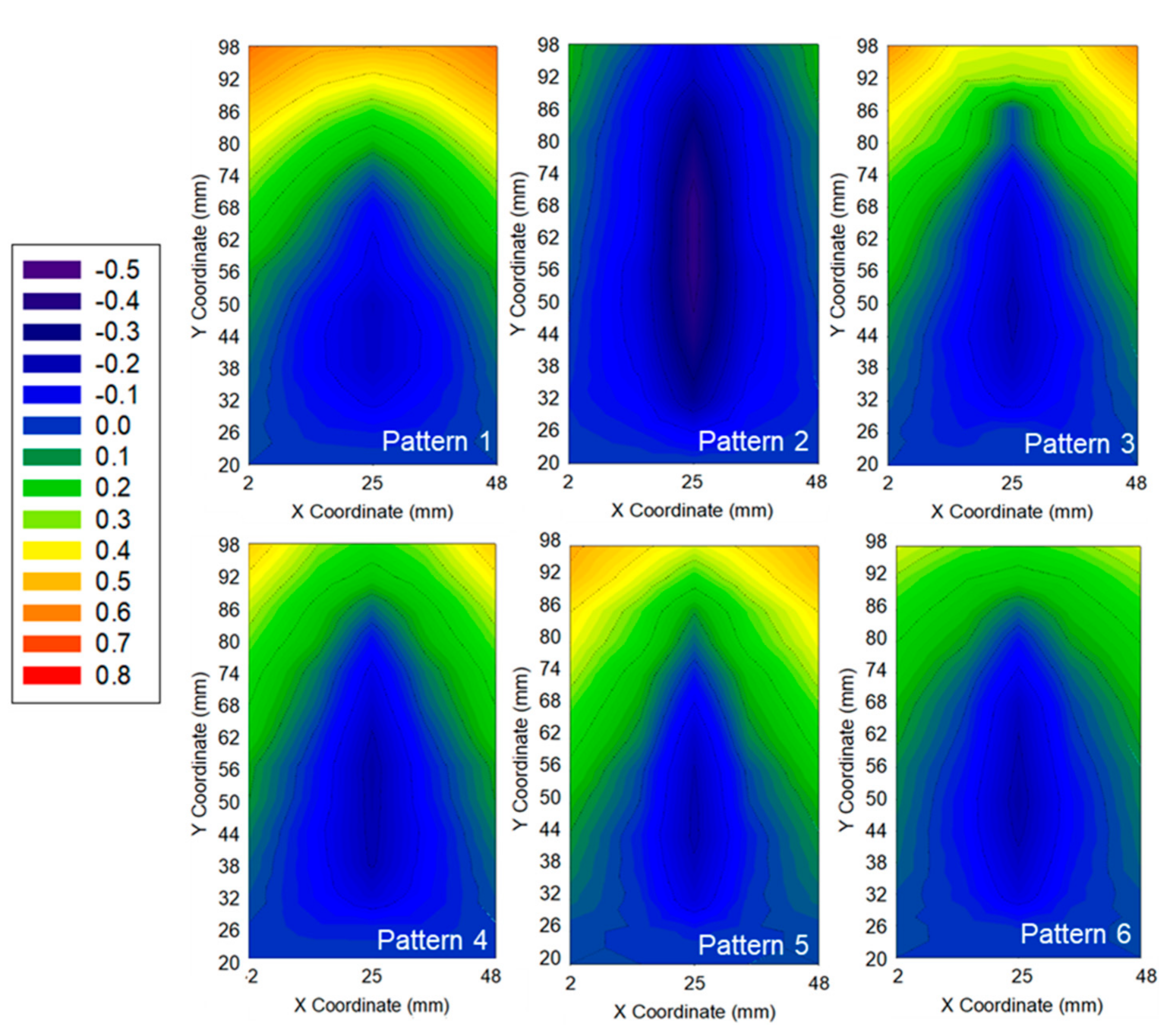
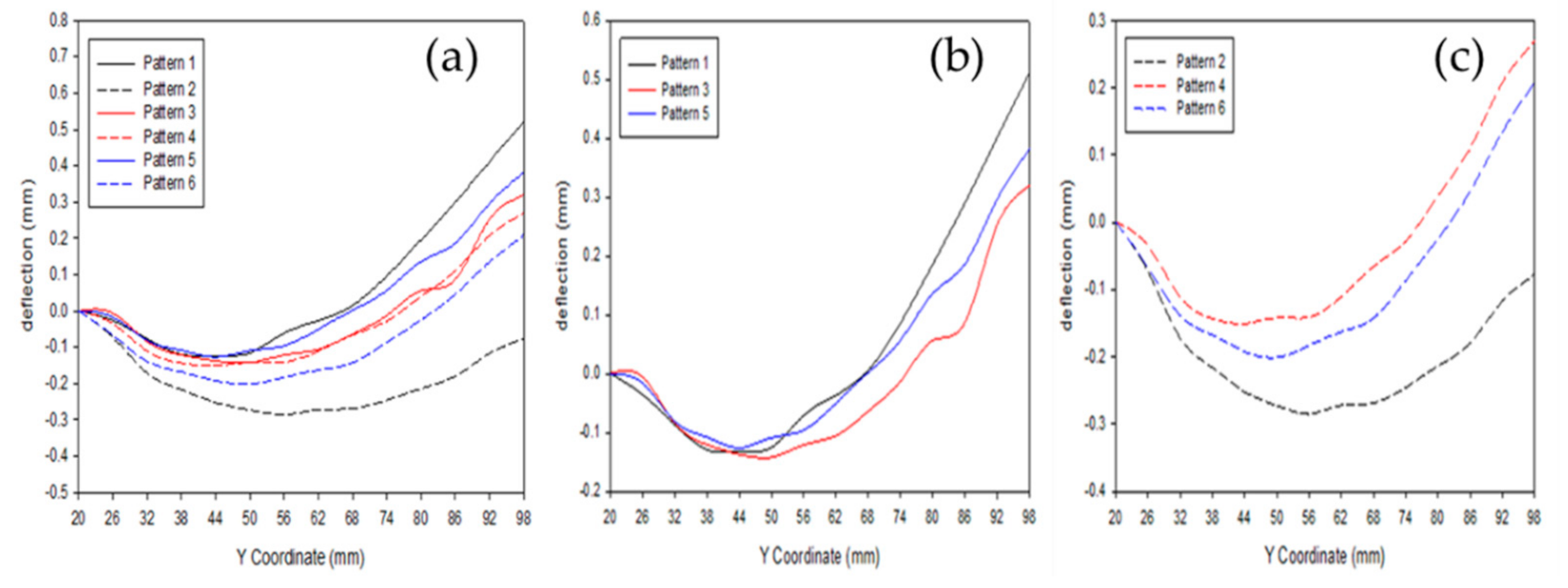
- The resulting trends demonstrated that with the short raster pattern deposition, angular distortion is the main distortion and with the long raster pattern deposition, longitudinal bending is the main distortion of the substrate. The pattern of the first layer had a dominant influence on the longitudinal bending deflection that occurs.
- (4)
- Although the short raster pattern deposition showed higher temperature than the long raster pattern in the substrate, distortion in the longitudinal direction showed higher value with the long raster pattern than the short raster pattern. Based on these results, the expected dominant distortion type needs to be considered in advance of planning an appropriate tool path schedule.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shin, T.; Kim, Y.-S.; Kim, J.; Lee, K.-Y.; Lee, S.-J.; Sun, D.; Lim, Y.-W.; Lim, D. Applicability evaluation of direct metal tooling-based additive manufacturing for reducing ceramic liner fracture in total hip arthroplasty. Surf. Coatings Technol. 2018, 347, 313–319. [Google Scholar] [CrossRef]
- Shin, T.; Park, S.-J.; Kang, K.S.; Kim, J.S.; Lim, Y. A laser-aided direct metal tooling technology for artificial joint surface coating. Int. J. Precis. Eng. Manuf. 2017, 18, 233–238. [Google Scholar] [CrossRef]
- Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, A.M.; Michaleris, P.; Michaleris, P. (Pan) Effect of Substrate Thickness and Preheating on the Distortion of Laser Deposited Ti–6Al–4V. J. Manuf. Sci. Eng. 2018, 140, 061009. [Google Scholar] [CrossRef]
- Chiumenti, M.; Lin, X.; Cervera, M.; Lei, W.; Zheng, Y.; Huang, W. Numerical simulation and experimental calibration of additive manufacturing by blown powder technology. Part I: Thermal analysis. Rapid Prototyp. J. 2017, 23, 448–463. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Lee, J.; Seo, H.; Chung, H. Efficient welding distortion analysis method for large welded structures. J. Mater. Process. Technol. 2018, 256, 36–50. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y. In-process control of distortion in wire and arc additive manufacturing based on a flexible multi-point support fixture. Sci. Technol. Weld. Join. 2018, 24, 36–42. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Michaleris, P. Mitigation of distortion in large additive manufacturing parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 983–993. [Google Scholar] [CrossRef]
- Chen, B.; Mazumder, J. Role of process parameters during additive manufacturing by direct metal deposition of Inconel 718. Rapid Prototyp. J. 2017, 23, 919–929. [Google Scholar] [CrossRef]
- Ahmed, A.; Majeed, A.; Atta, Z.; Jia, G. Dimensional Quality and Distortion Analysis of Thin-Walled Alloy Parts of AlSi10Mg Manufactured by Selective Laser Melting. J. Manuf. Mater. Process. 2019, 3, 51. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components – Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2016, 90, 1393–1417. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Bakša, T.; Kroupa, T. The Influence of Processing Parameters on the Mechanical Properties of SLM Parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.J.; Kunc, V.; Tseng, H.-C. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Yeong, W.Y. Process–Structure–Properties in Polymer Additive Manufacturing via Material Extrusion: A Review. Crit. Rev. Solid State Mater. Sci. 2019, 45, 113–133. [Google Scholar] [CrossRef]
- Nazemi, N.; Urbanic, R.J. A numerical investigation for alternative toolpath deposition solutions for surface cladding of stainless steel P420 powder on AISI 1018 steel substrate. Int. J. Adv. Manuf. Technol. 2018, 96, 4123–4143. [Google Scholar] [CrossRef]
- Nickel, A.; Barnett, D.; Prinz, F. Thermal stresses and deposition patterns in layered manufacturing. Mater. Sci. Eng. A 2001, 317, 59–64. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H.; Liang, W. Numerical simulation of welding distortion in large structures. Comput. Methods Appl. Mech. Eng. 2007, 196, 4613–4627. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, H.; Ma, N.; Murakawa, H. Recent research on welding distortion prediction in thin plate fabrication by means of elastic FE computation. Mar. Struct. 2016, 47, 42–59. [Google Scholar] [CrossRef]
- Park, J.; An, G. Prediction of the welding distortion of large steel structure with mechanical restraint using equivalent load methods. Int. J. Nav. Arch. Ocean Eng. 2017, 9, 315–325. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Nominal Laser power (kW) | 0.6 |
| Travel speed (m/min) | 0.85 |
| Mass feed rate (g/min) | 8.0 |
| Hatching space (mm) | 0.8 |
| Layer thickness (mm) | 0.45 |
| Beam diameter (mm) | 1.2 |
| Substrate material | SM45C |
| Powder material | SUS316 |
| 1st Layer | 2nd Layer | 3rd Layer | 4th Layer | |
|---|---|---|---|---|
| Pattern 1 | A | B | A | B |
| Pattern 2 | C | D | C | D |
| Pattern 3 | A | C | A | C |
| Pattern 4 | C | A | C | A |
| Pattern 5 | A | B | C | D |
| Pattern 6 | C | D | A | B |
| TC 1 | TC 2 | TC 3 | TC 4 | TC 5 | |
|---|---|---|---|---|---|
| Pattern 1 | ○ | ○ | ○ | ○ | ○ |
| Pattern 2 | ○ | ○ | ○ | ○ | ○ |
| Pattern 3 | ○ | ○ | × | × | ○ |
| Pattern 4 | ○ | ○ | × | ○ | ○ |
| Pattern 5 | × | ○ | ○ | ○ | ○ |
| Pattern 6 | ○ | ○ | ○ | ○ | ○ |
| Maximum Temperature (℃) | Pattern |
|---|---|
| 550~600 | Pattern 3, Pattern 5 |
| 500~550 | Pattern 2, Pattern 4 |
| 450~500 | Pattern 1, Pattern 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Chung, H. Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part. Appl. Sci. 2020, 10, 7653. https://doi.org/10.3390/app10217653
Lee J, Chung H. Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part. Applied Sciences. 2020; 10(21):7653. https://doi.org/10.3390/app10217653
Chicago/Turabian StyleLee, Jaemin, and Hyun Chung. 2020. "Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part" Applied Sciences 10, no. 21: 7653. https://doi.org/10.3390/app10217653
APA StyleLee, J., & Chung, H. (2020). Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part. Applied Sciences, 10(21), 7653. https://doi.org/10.3390/app10217653