Feature engineering begins with feature extraction from data in its raw form or after going through noise removal by signal processing. According to Caesarendra et al. [
17], the features are usually divided into three categories: time domain, frequency domain, and time-frequency domain. Among these, time-domain features are the simplest and most widely used, and are not just limited to gears and bearings. On the other hand, there are some unique features specially developed for gears and bearings, respectively. These are addressed in the following sections.
3.1. Features for Gears
In feature engineering for gears, several signal processing steps are usually taken and appropriate features are extracted from each step that enable fault identification from the normal. This is explained in
Figure 3, which indicates that the raw data are processed step by step, and after each step, relevant features are extracted. The signal in the time domain and its Fourier transform in the frequency domain are also illustrated. Note that the features are divided into two groups: general features, which are the time domain features shown by the blue dotted box, and specific features for the gears as shown by the red dotted box. Note that the latter have been developed specifically for gears, for improved capability of fault diagnosis as found in many articles in the literature (e.g., [
18,
19,
20,
21]).
As shown in
Figure 3, the raw signal includes the shaft and GMF frequencies (and their harmonics) as well as the noise existing at the low frequencies in the frequency spectrum. The first step is to remove these unnecessary signals, by the time synchronous averaging (TSA) and high pass filtering (HPF). TSA is to average out the signal over each revolution to remove random noise occurring during the rotation, which can be executed by the Matlab built-in function
x = tsa(x, fs, tach, ′PulsePerRotation′, ppr), where
fs is the sampling frequency,
tach is the tachometer signal, and
ppr is
PulsePerRotation. HPF is done to remove the low frequency components including the shaft and its harmonic frequencies, which are irrelevant to the gear fault. HPF first determines the filter parameters which are executed by the Matlab built-in function
[b,a] = butter(ord, Wn, ′high′), where
ord is the filter order, and
Wn = sf/(fs/2) is the Nyquist frequency, which is the shaft frequency
sf divided by
fs/2. The filtering is then performed by
x = filter(b, a, x). In this study, the filter order is given by 1. As the order increases, the filtering becomes sharp, which improves the passing performance, but decreases group delay characteristics, causing phase distortion. Hence, the filter order should be properly selected. In this paper, filter order is given by 1 among the values 1 to 3 often used in the filtering.
After this step, 11 time domain features are extracted, which are explained in
Table 2. Recall that the time domain features can be extracted either from the raw signal directly or after taking this step depending on the problem. The Matlab function to extract the time domain features is given in
Appendix A as
[feature, feature_name] = TimeFeatures(x), where
feature and
feature_name are the array of feature values and their names, respectively.
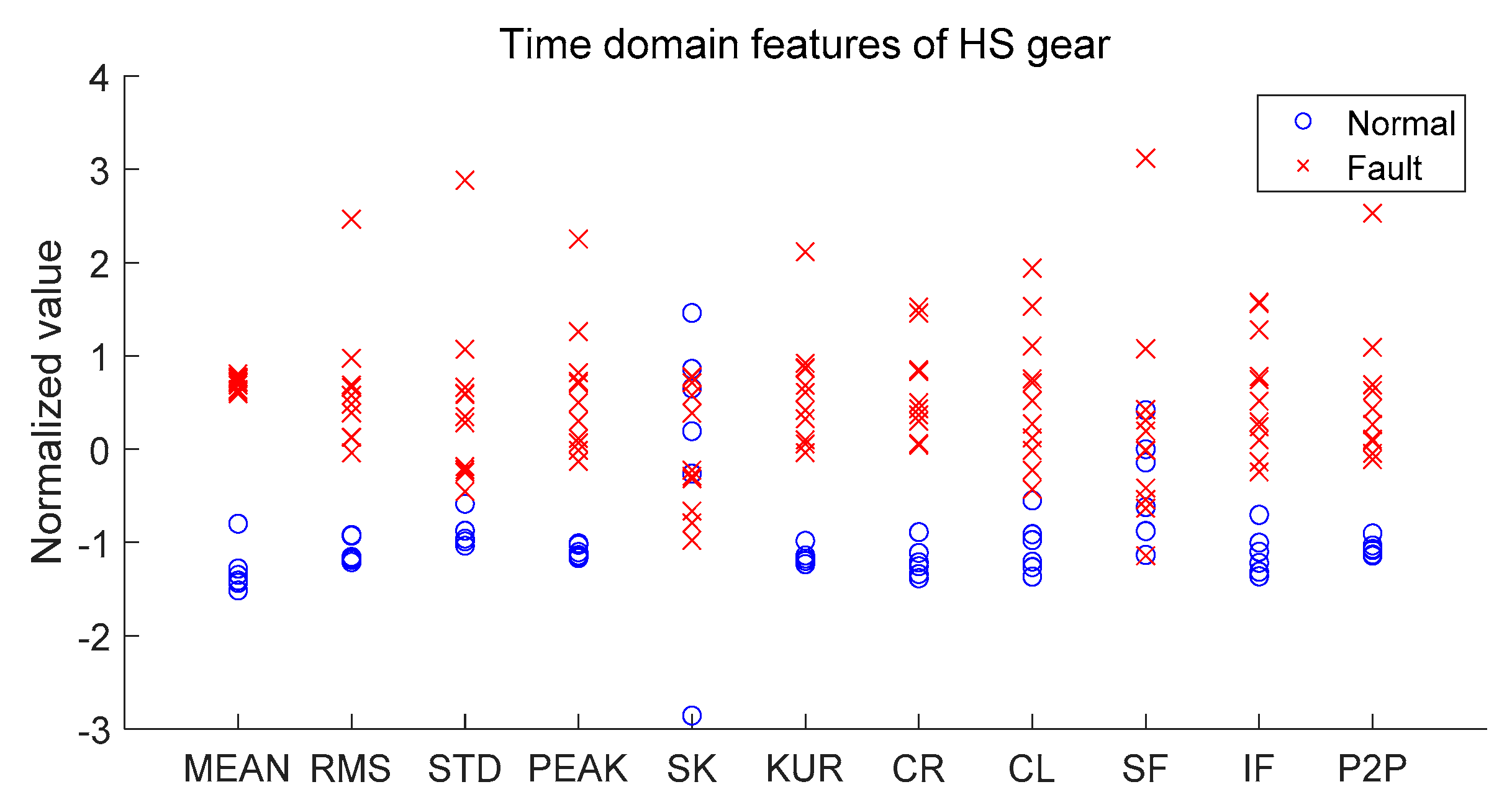
Figure 4 is the result of extracted time domain features for the example of HS gear dataset: 6 normal and 11 fault data, in which the acronyms are found in
Table 2. Note that each set of feature data is normalized by mean and standard deviation, respectively. In the result, most of the features classify the fault (x) from the normal (o) well, but some (SK and SF) do not, which means that further processing is necessary to select only the useful features.
At this step, the gear specific features are extracted as shown in
Figure 3, which are the figure of merits zero (FM0) and sideband energy ratio (SER). FM0 serves to detect changes in gear engagement patterns as an indicator of the gear’s main fault:
where
PPx is the difference between the maximum and minimum of the time domain signal,
Pi is the amplitude of the
ith harmonic frequencies of GMF, and
Nhar is the number of harmonic frequencies. The GMF is the frequency caused by the engagement of gear teeth, given by the product of shaft frequency and number of teeth. In the frequency domain of gear signal, sidebands occur at both sides of the GMF and its harmonics with the interval of shaft frequency. SER is the ratio of the sum of sideband frequency amplitudes to that of the first harmonic of GMF:
where
P1 is the amplitude at the first harmonic of GMF,
Nsb is the number of sidebands, which is usually 3 [
23], and
and
denote the amplitudes of the
ith sideband at the first harmonic of GMF.
The next step is to obtain the residual signal by removing the components of GMF and their harmonics, which are those not related with the fault. From the residual signal, the feature NA4 is obtained, which is to detect progress of defects in gears. NA4 is obtained by dividing the fourth statistical moment of the residual signal (
) by the averaged variance of the residual signal over the last
M revolutions, raised to the second power:
where
N is the number of data points in one revolution, and
is the mean of
. NB4 is similar to NA4 except that instead of the residual signal, NB4 uses the envelope of band-pass filtered (BPF) signal centered at the GMF. The BPF is to leave the signals in the band while removing those outside. The feature was devised from the idea that a few damaged gear teeth will cause transient load fluctuations different from the normal fluctuations, which can be identified by the envelope (
s) of BPF signal. NB4 is given by
Regarding the envelope, more detail is given in the next section for the bearing features extraction.
The third step is to obtain the difference signal by further removing the sideband frequencies of the GMF from the residual signal. From the difference signal, FM4, M6A, M8A, and energy ratio (ER) are extracted. FM4 is the feature to detect the pattern changes resulting from the damage on a few gear teeth. FM4 is defined as the kurtosis of the difference signal (
):
This indicates that if
is from the normal gear, it will follow Gaussian noise so that the FM4 should be 3, whereas it will be greater than 3 if defective. M6A and M8A were developed to detect surface damage on machinery components. They are similar to FM4 except that M6A and M8A are more sensitive to peaks of the
signal with higher power with 6 and 8, respectively:
ER was proposed to define the RMS of
signal divided by the amplitudes of the GMF and its harmonics with further addition by their respective sidebands:
The Matlab functions to obtain the residual and difference signal are given by
res_sig = res_gear(x,fs,gmf, cutoff,ord), and
diff_sig = diff_gear (x,fs,gmf,sf,cutoff,ord), respectively. In the functions,
cutoff is the bandwidth to filter out, and
ord is the filter order. Within each function, the removal of the frequency component for the bandwidth
[f0-cutoff, f0+cutoff] is carried out by the Matlab built-in function
(b,a) = butter(ord,[f0-cutoff f0+cutoff],′stop′), followed by
x = filter(b, a, x). This is also called notch filtering. Note that the cutoff is imposed to account for the inaccurate GMF, which usually occurs in practice. In the HS gear dataset,
gmf = 960 Hz,
cutoff = 2,
ord = 1 are used. The Matlab function to extract all the above-mentioned gear specific features is given by
[feature, feature_name] = Gear_feat(tsa_sig, res_sig, diff_sig, gmf, sf, fs).
Figure 5 represents the result of extracted features for the HS gear. As in
Figure 4, some are good classifiers, while others such as SER and M6A are not. Methods to select useful classifiers will be explained in
Section 4.
3.2. Features for Bearings
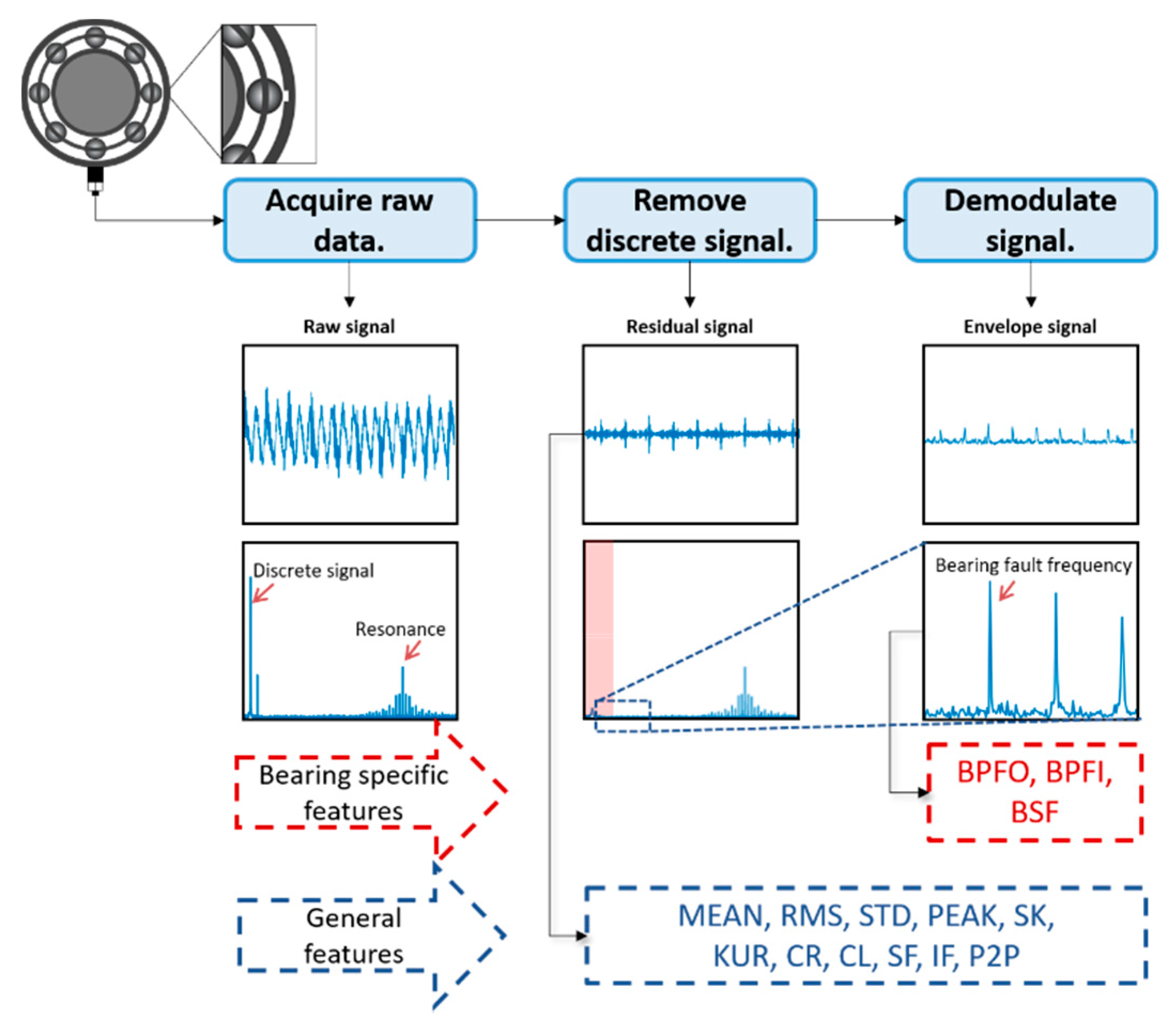
Figure 6 illustrates the typical features extraction process in the bearings PHM, of which the basic philosophy is the same: carry out the signal processing steps to remove unnecessary signal or noise. In general, the bearing signal consists of the discrete (predictable) part, which is irrelevant to the fault since it is from the other components such as the shaft or gears, and the remaining (unpredictable) part. With this in mind, the first step is to remove the discrete signal by using the autoregressive (AR) filter, which is to obtain the discrete part of the signal based on the past data for a certain period. Then the residual part of the signal, which may include the fault information, is obtained by subtracting this from the raw data. In the figure, this usually corresponds to the removal of the low frequency components in the frequency domain. The discrete signal is made by the AR model:
where
x is the raw signal,
xp is the discrete (predicted) signal,
n and
k are the indices in time,
a(k) and
p are the parameters and order of the AR model, respectively. The residual signal is then obtained by
The AR model is obtained by Matlab built-in functions a = aryule(x,p) followed by xp = filter([0 -a(2:end)],1,x). Note here that the order p should be assigned carefully since it affects the performance greatly: too high may include even the fault signal, too low may lose the periodicity in the prediction. In general, the order p is determined such that the kurtosis of the residual signal is maximized. General time domain features are extracted from the residual signal as depicted by the blue dotted box.
After removing the discrete signal with the AR filter, the next step is the demodulation of the signal. Whenever the fault exists in the race or elements, the bearing produces impact (fault) signals with a certain period called bearing fault frequencies. However, it is usually amplitude-modulated by much higher resonant frequencies, as found in
Figure 6, which means that the fault signal is buried by the resonance signals. In order to separate the fault signal from this, envelope analysis, also called the demodulation process [
13], is carried out to extract the amplitudes modulated by the carrier (resonance) signal. To this end a Hilbert transform is conducted, to shift the phase by −90 degrees. Then the so-called analytic signal is defined by extending the real signal to the imaginary dimension as follows:
where
is the Hilbert transformed signal. The envelope signal is then obtained by calculating the magnitude
by using the Matlab built-in function
x = abs(Hilbert(x)). As a result, the signals of resonant (higher) frequencies are removed in the envelope signal, and only those of the bearing fault (lower) frequencies remain in the frequency domain as shown in the figure, from which the bearing-specific features can be extracted.
The bearing fault frequencies can be identified by the bearing geometry as shown in
Figure 7. Bearings consists of inner, outer race and balls or rollers. If one of them includes the defect, the bearing produces signals at the specific frequencies while it rotates and passes through the defect. They are the ball pass frequency of outer race (BPFO), ball pass frequency of inner race (BPFI) and ball spin frequency (BSF), which are defined as follows [
24]:
where
D,
BD,
NB and
α are the bearing diameter, ball diameter, number of the balls, and the contact angle, and
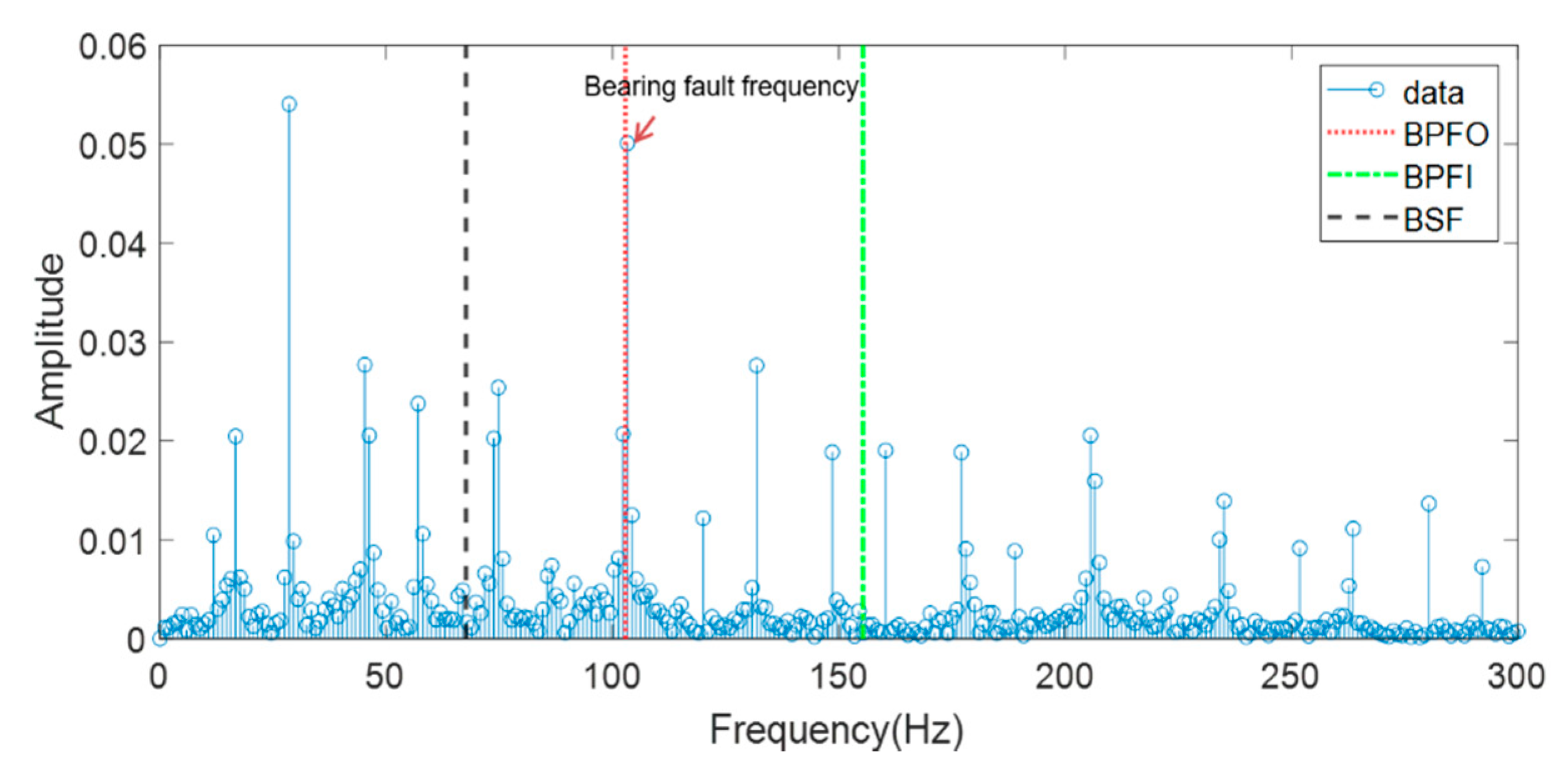
w is the rotating frequency of the shaft, respectively. By examining the amplitudes at these frequencies—BPFO, BPFI, and BSF, the fault can be identified in the frequency domain as shown in
Figure 6. For example,
Figure 8 represents the frequency spectrum after performing fast Fourier transform (FFT) for the envelope signal of CWRU dataset where the outer race was artificially damaged. The peak is apparent at the
fBPFO, proving the presence of fault at the outer race. The corresponding Matlab function to extract the fault frequency features is
[feature, feature_name] = Bear_feat(x,fs,bff,cutoff) where
bff is the vector of bearing fault frequencies given by Equations (12)–(14), and
cutoff is to account for the inaccuracy of these frequencies in the real bearing.
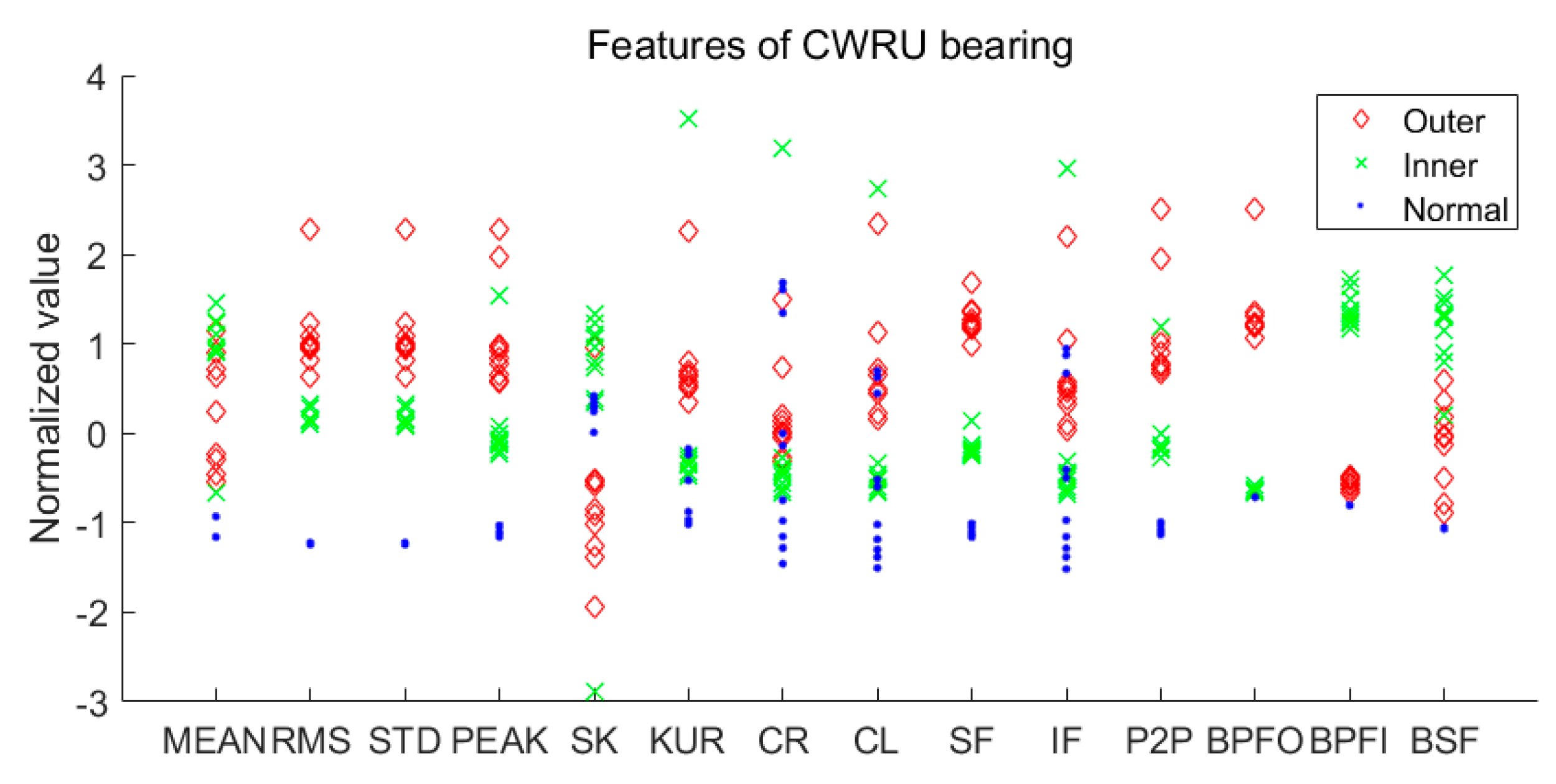
Figure 9 shows the extracted time domain and bearing-specific features altogether for the CWRU bearing dataset: 10 normal, 10 outer race fault, and 10 inner race fault, with each feature normalized by their mean and SD, respectively. While the gear example handled two classes: only the normal and fault, this is a three-class classification: normal, outer and inner, which is more complex for purposes of distinction. Nevertheless, the visual inspection of the results indicates that the RMS, STD, and SF are good classifiers whereas the others are not.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}