Estimation Method for TBM Cutterhead Drive Design Based on Full-Scale Tunneling Tests for Application in Utility Tunnels

 ,
,
Abstract
:1. Introduction
2. Full-Scale Tests for Tunnel Boring Machine (TBM) Tunneling
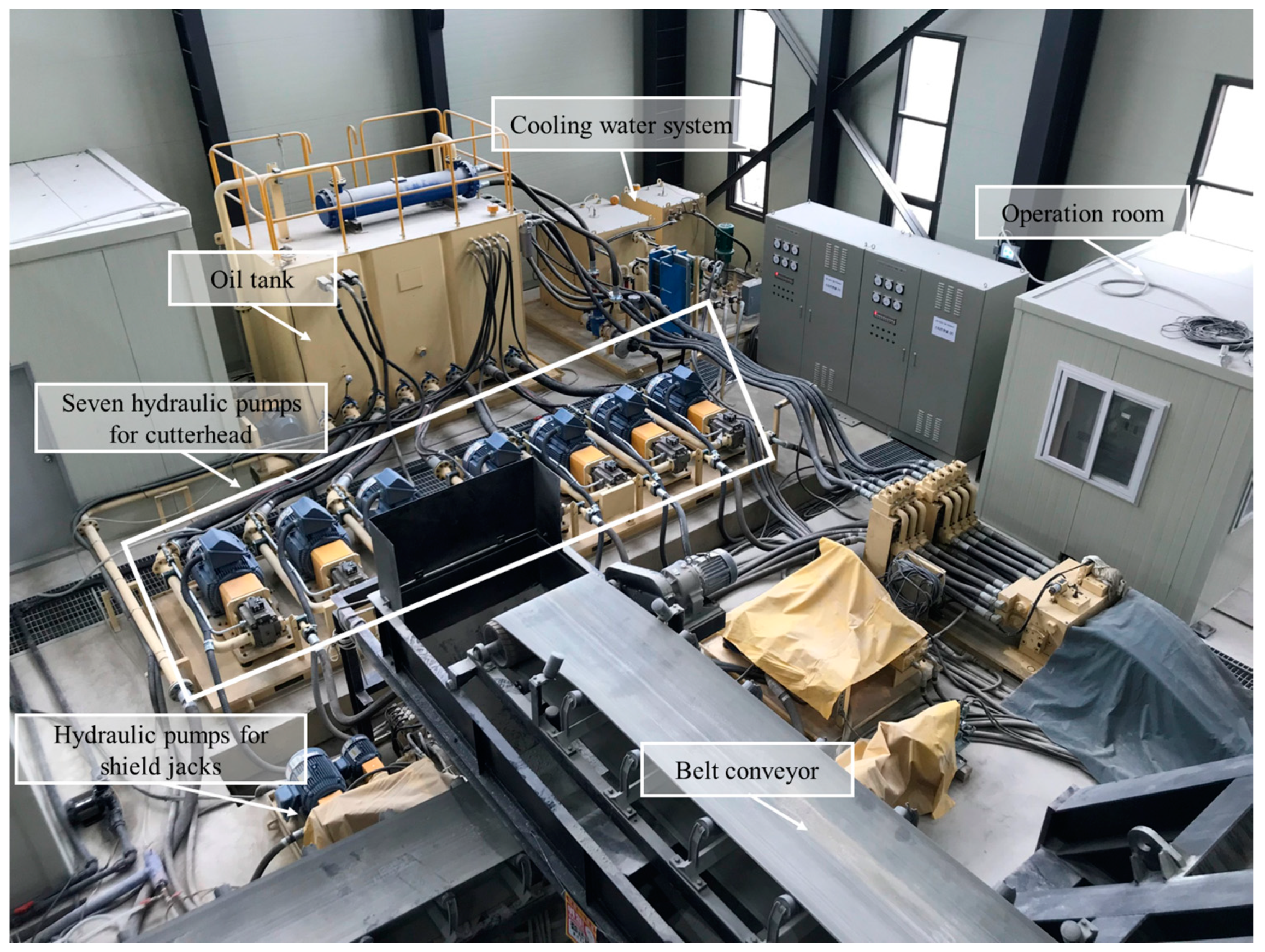
2.1. Test Facility
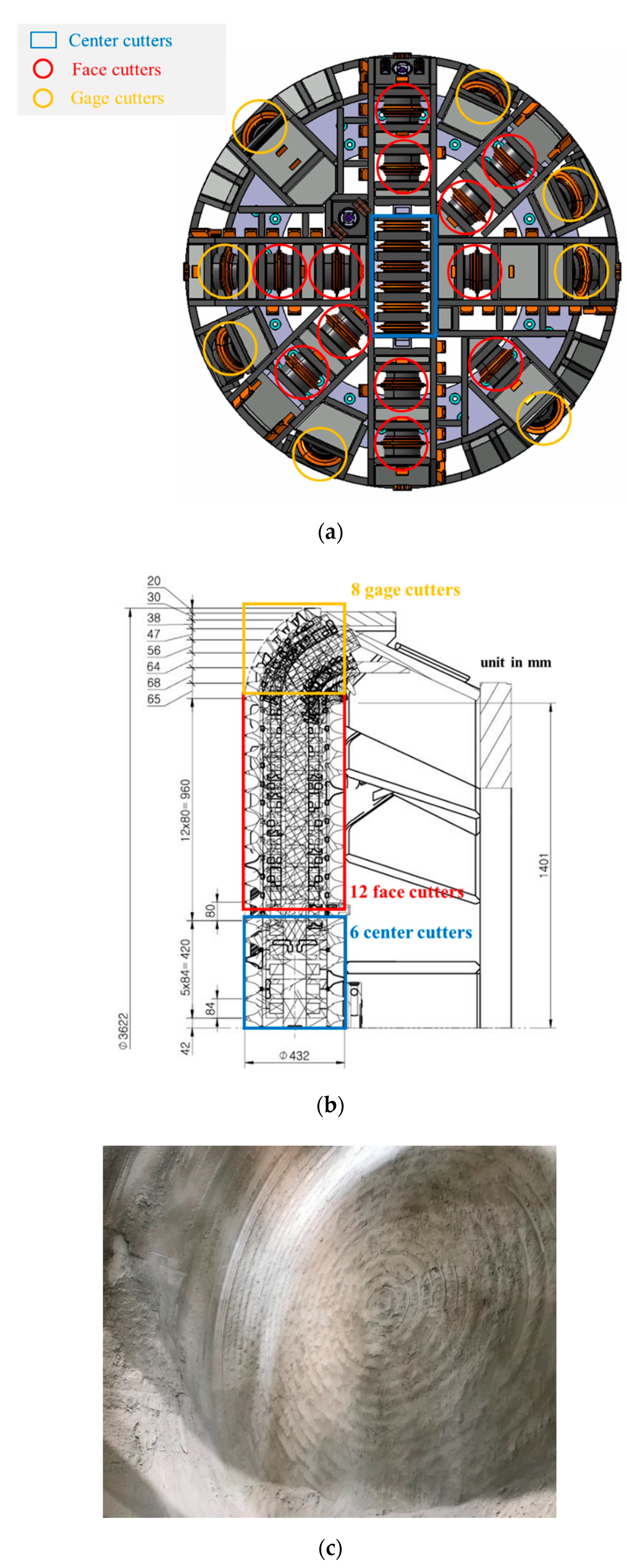
2.2. Development of Earth Pressure Balance (EPB) Shield TBM
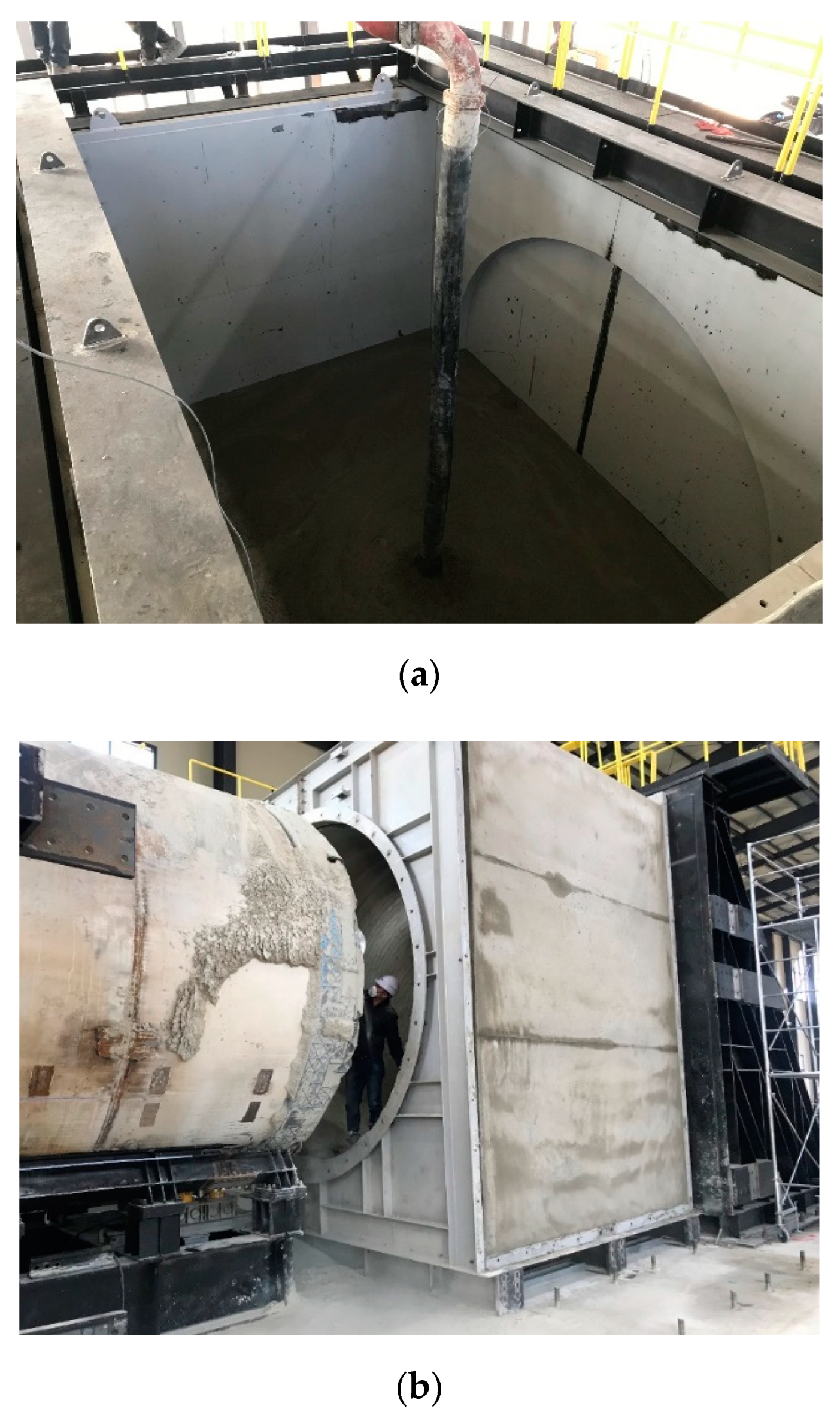
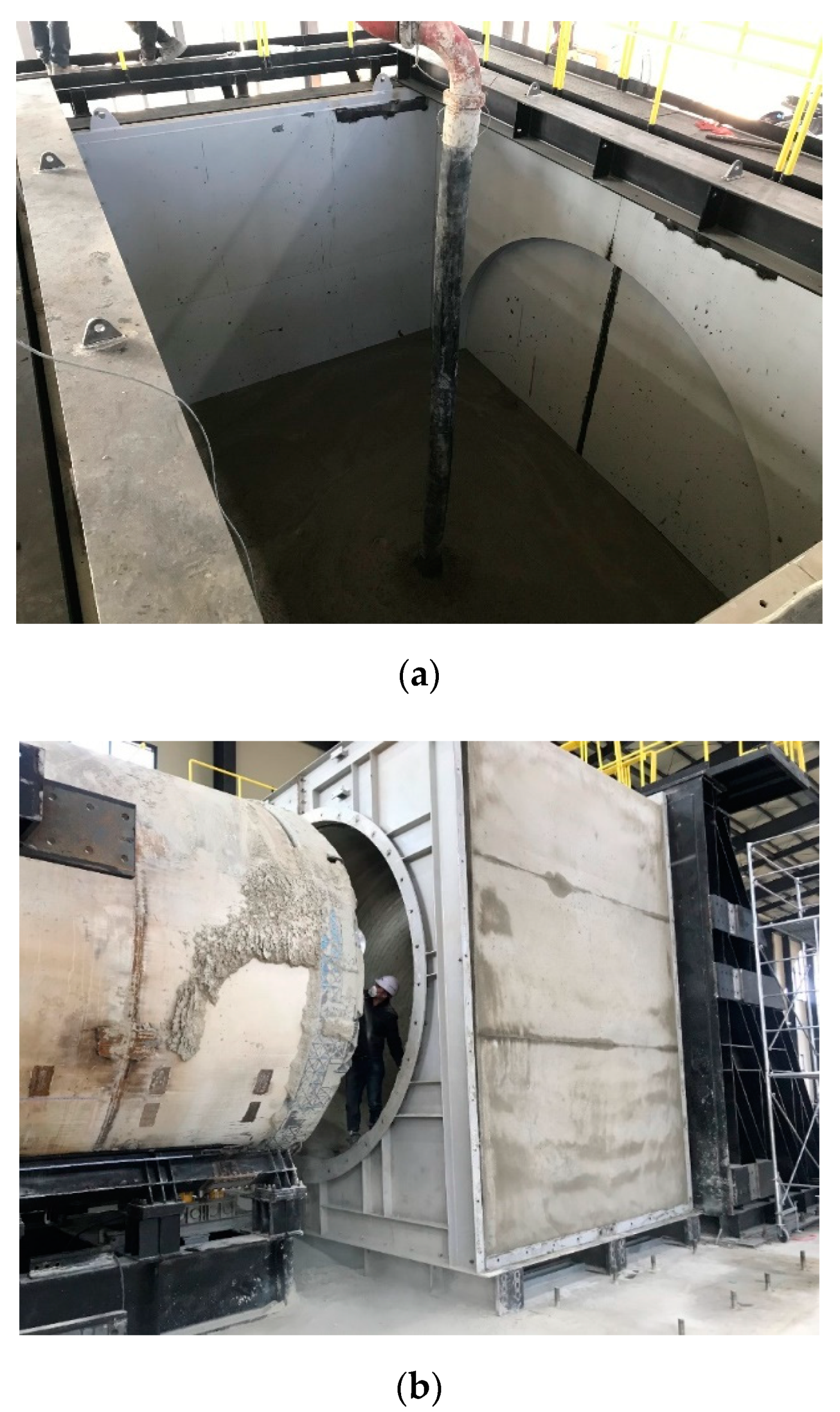
2.3. Artificial Rock Mass
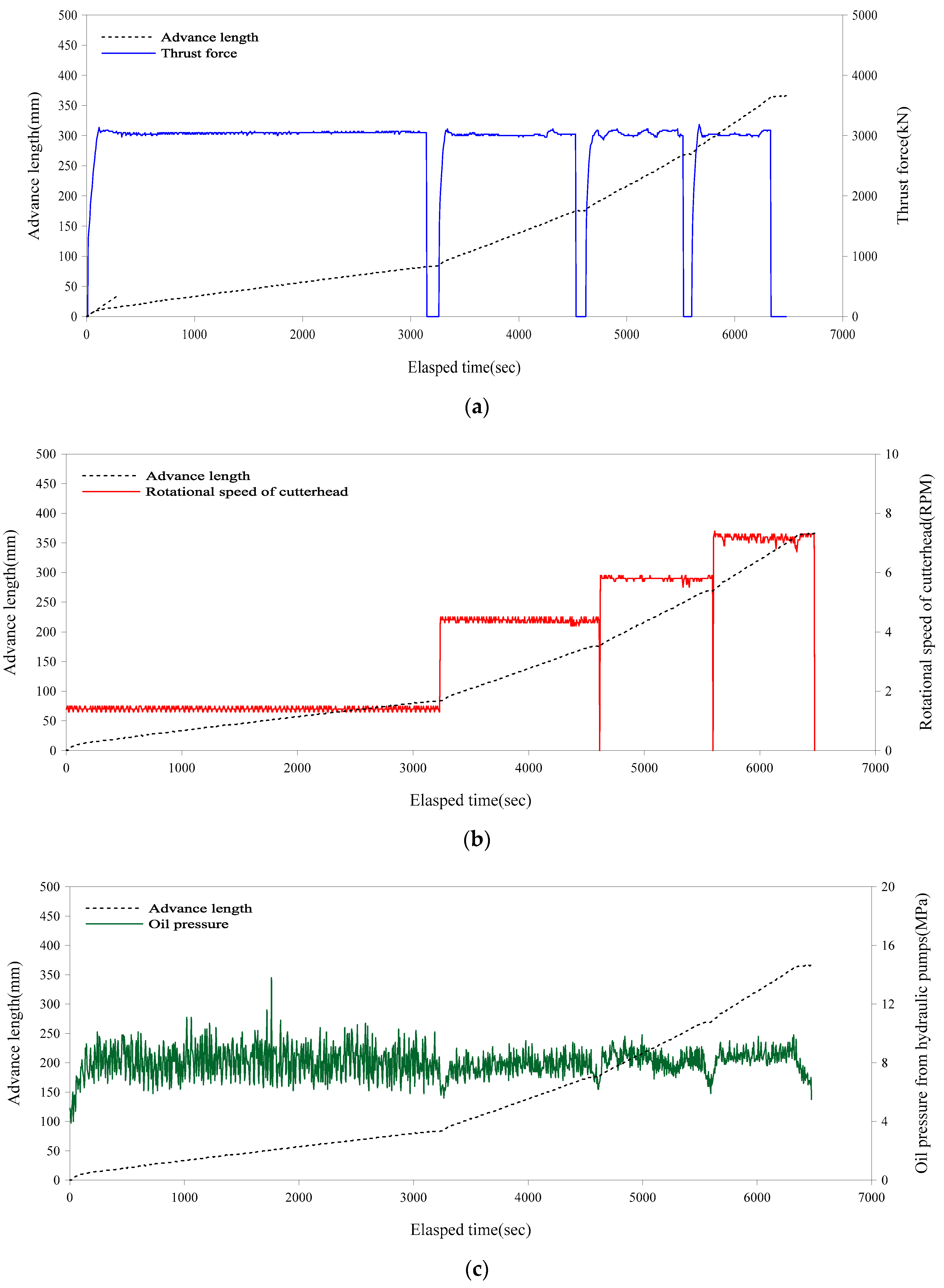
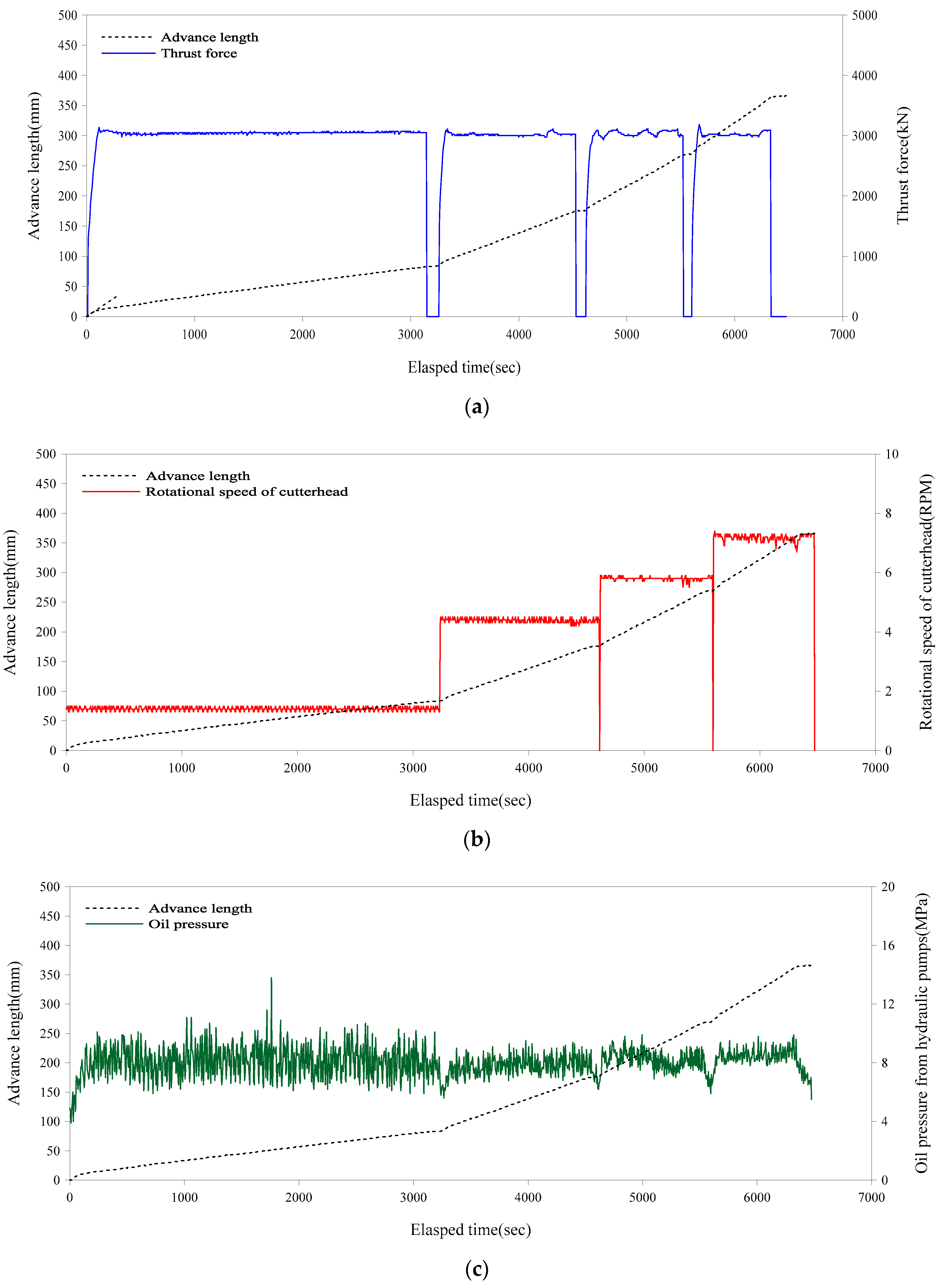
2.4. Stepwise Tunneling, Based on Operational Parameters of TBM
2.5. Data Acquisition
3. Suggesting Rolling Force on a Single Disc Cutter for the Design of Cutterhead Drive
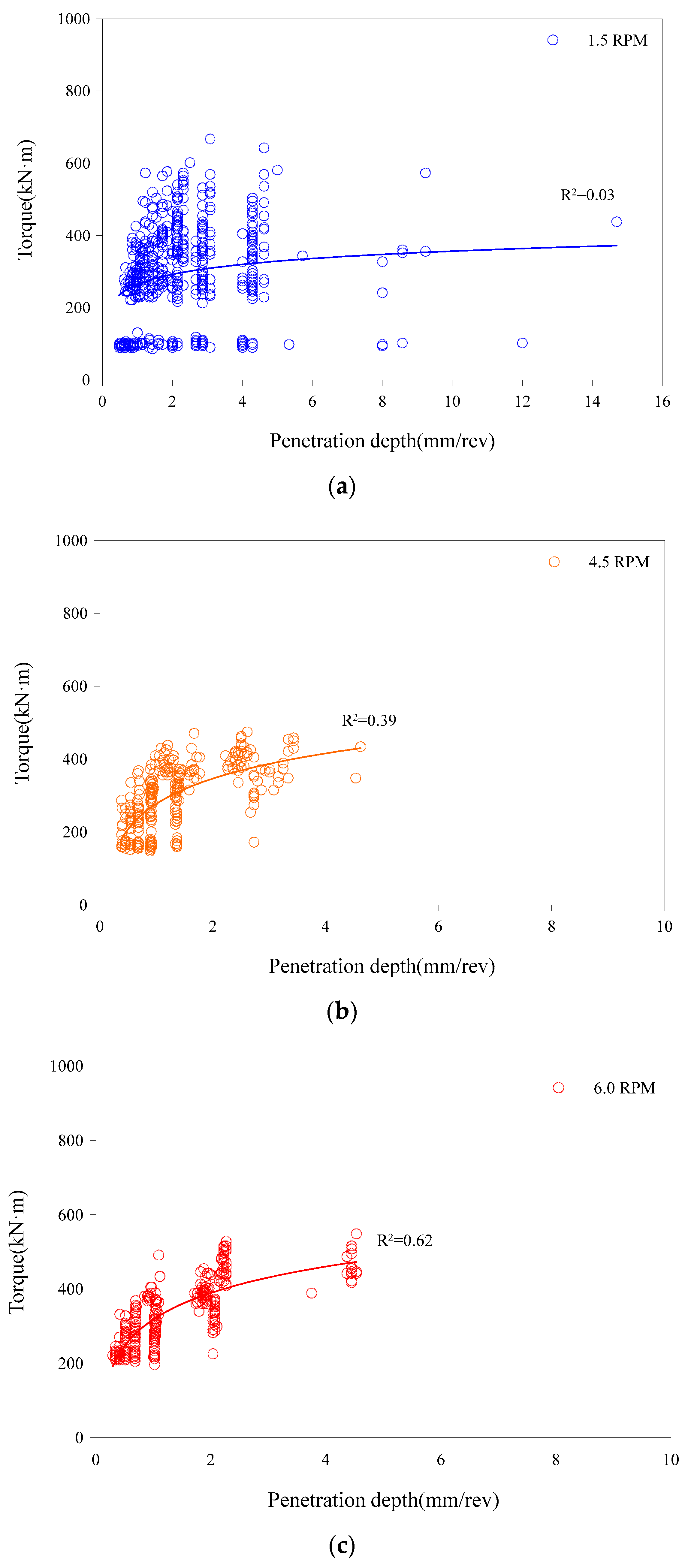
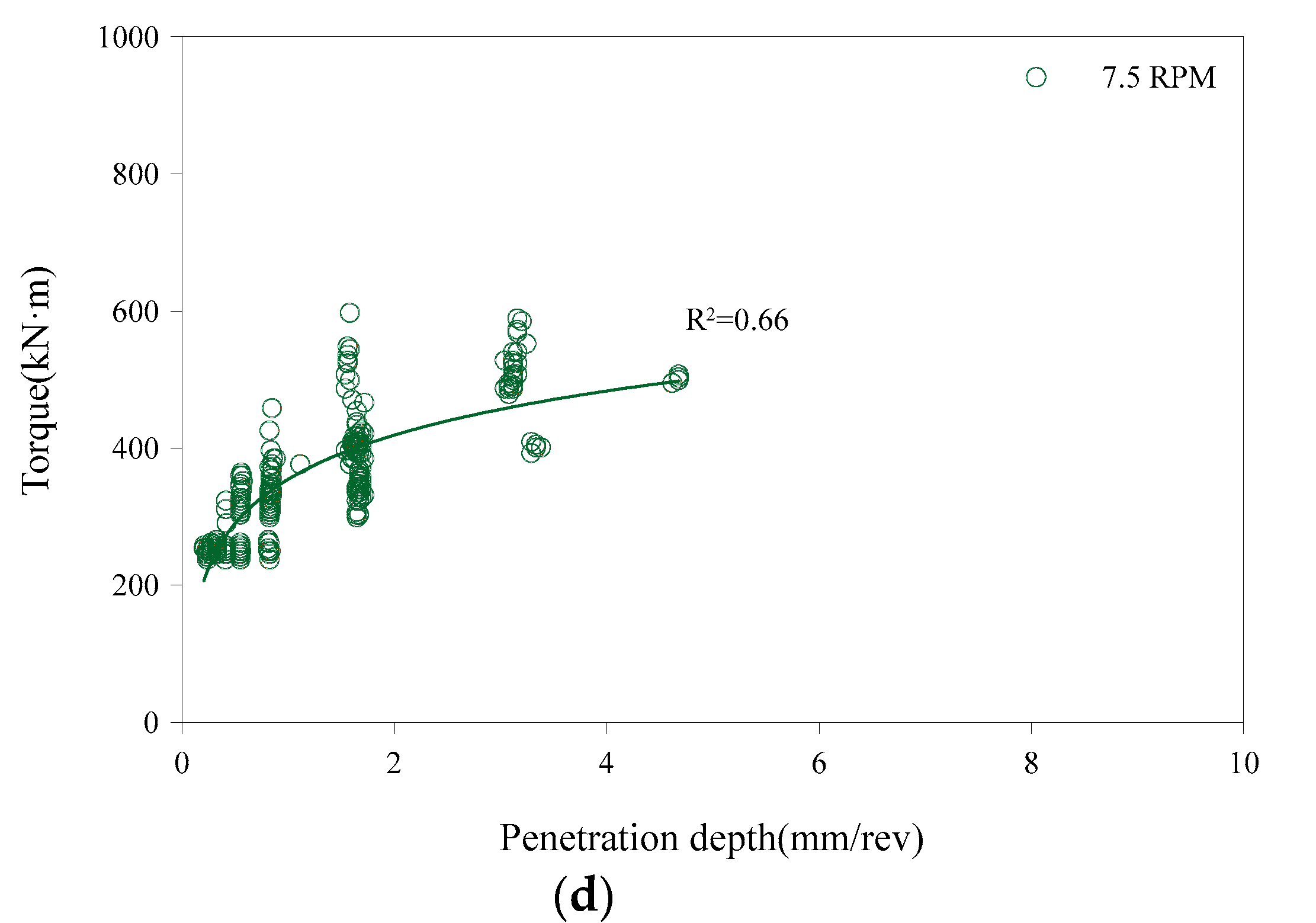
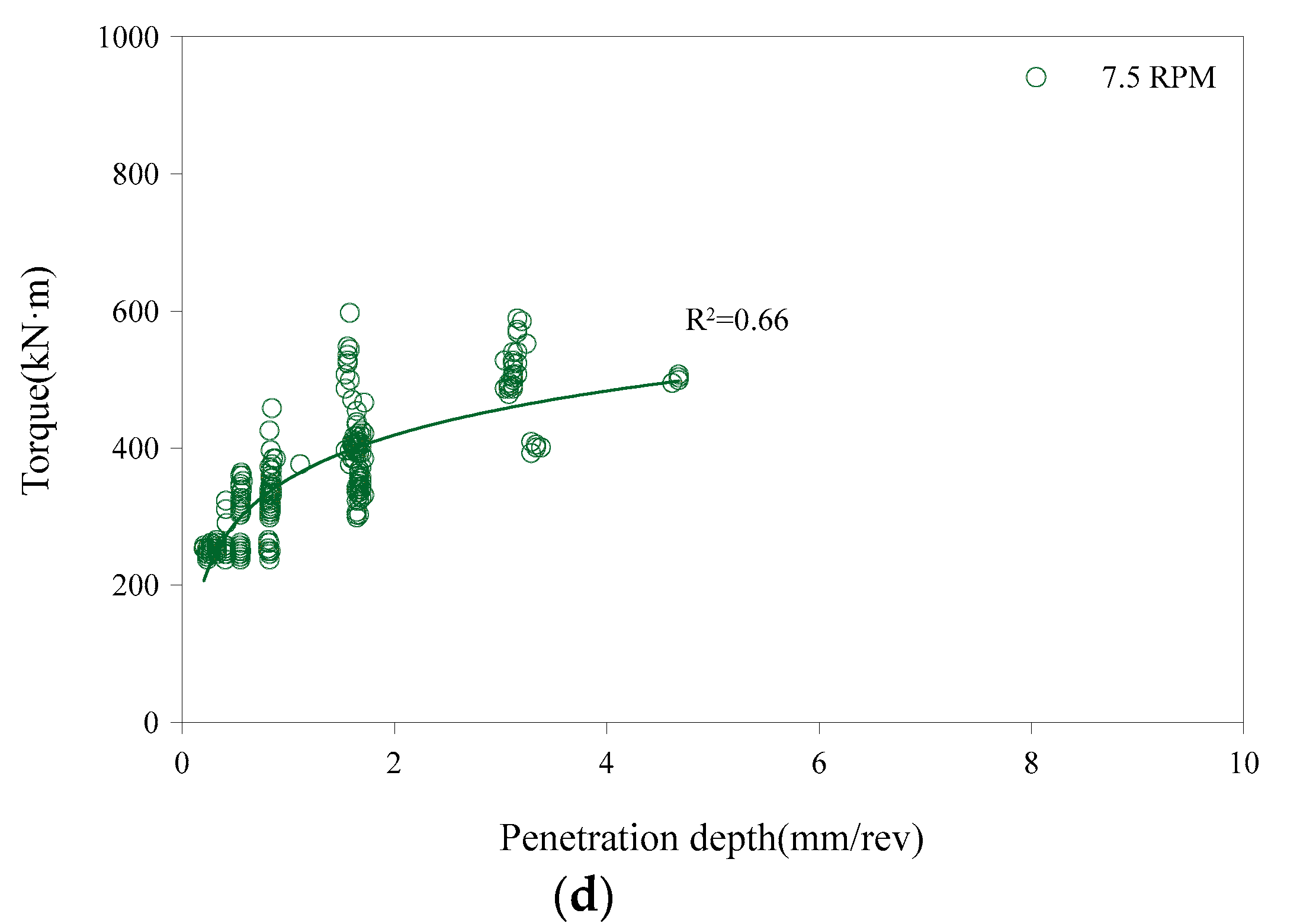
3.1. Analysis of Relationships between Penetration Depth and Torque
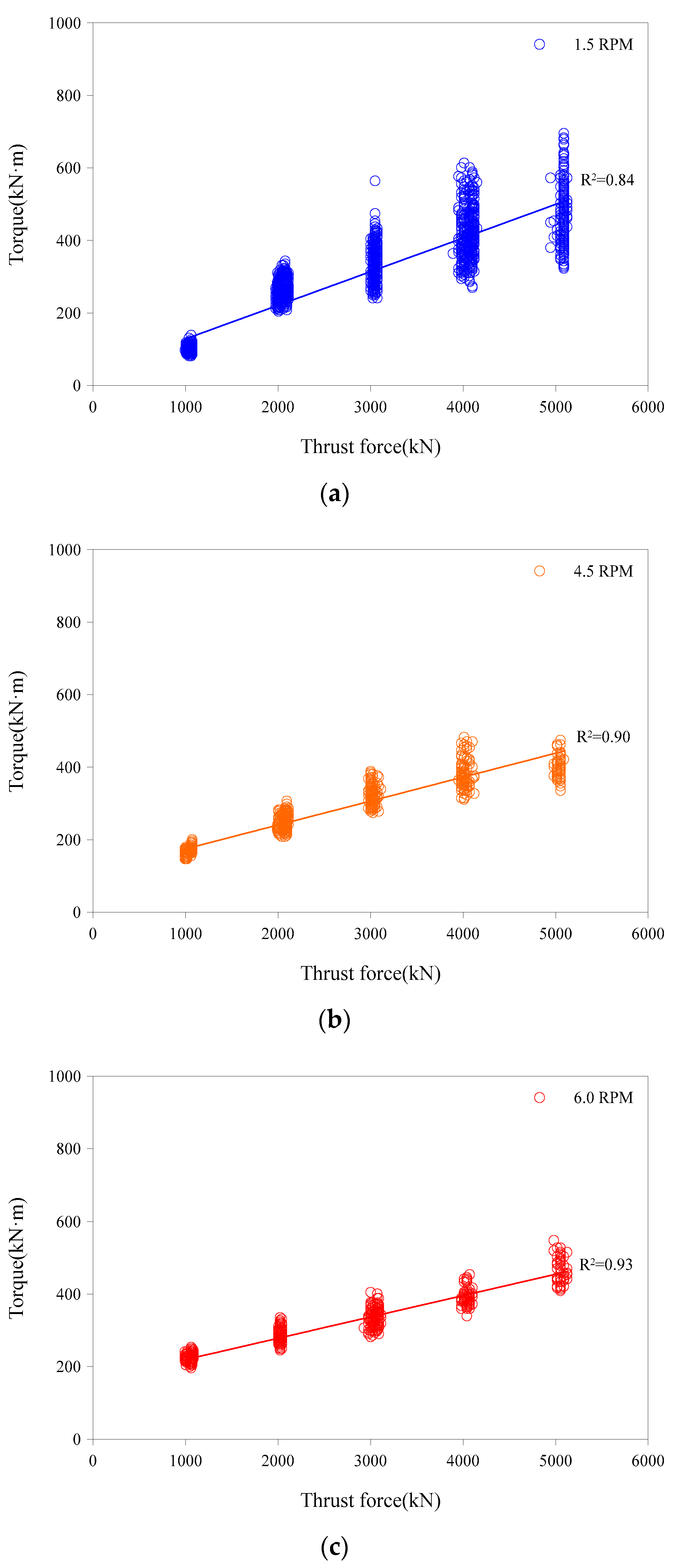
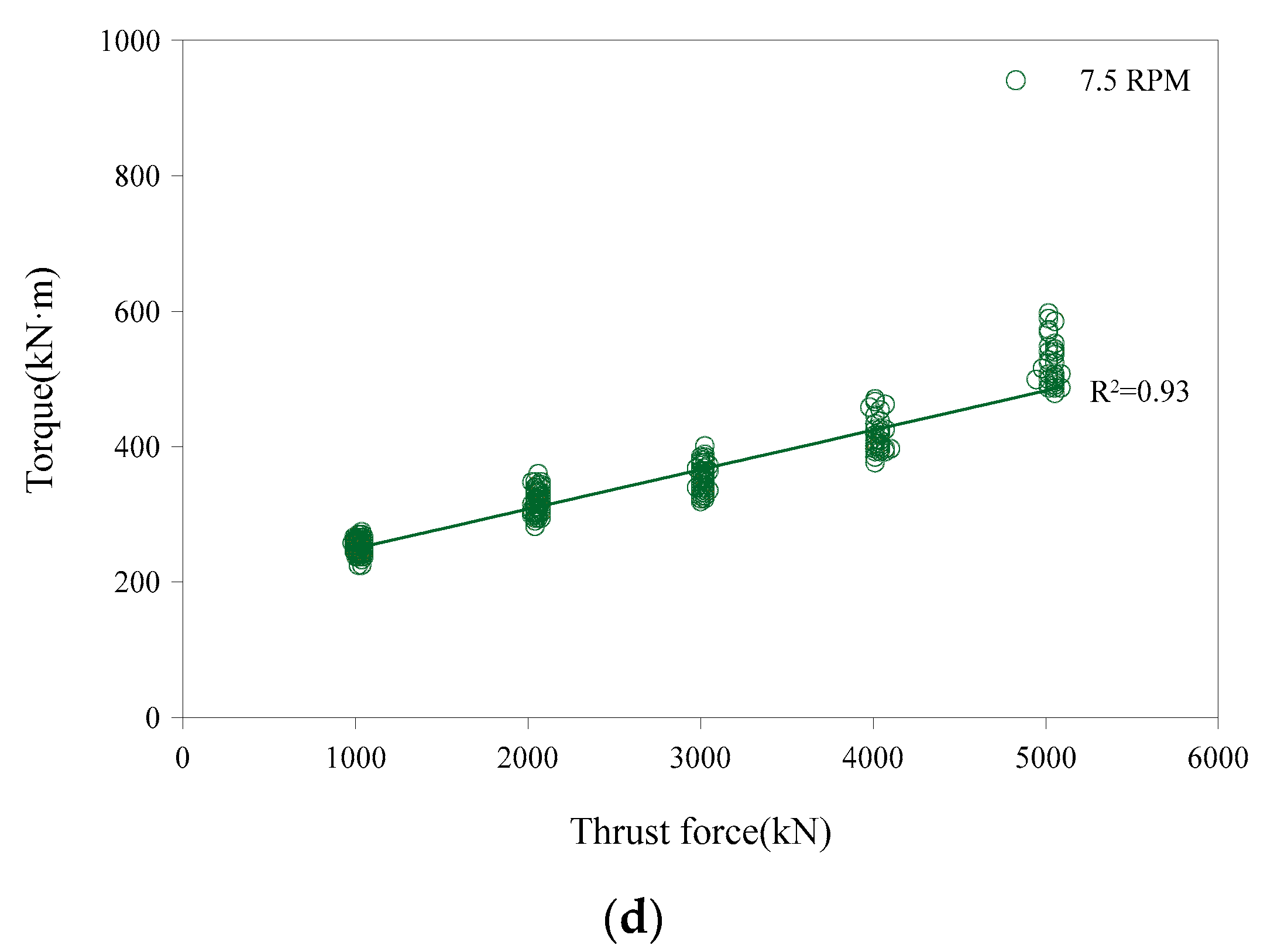
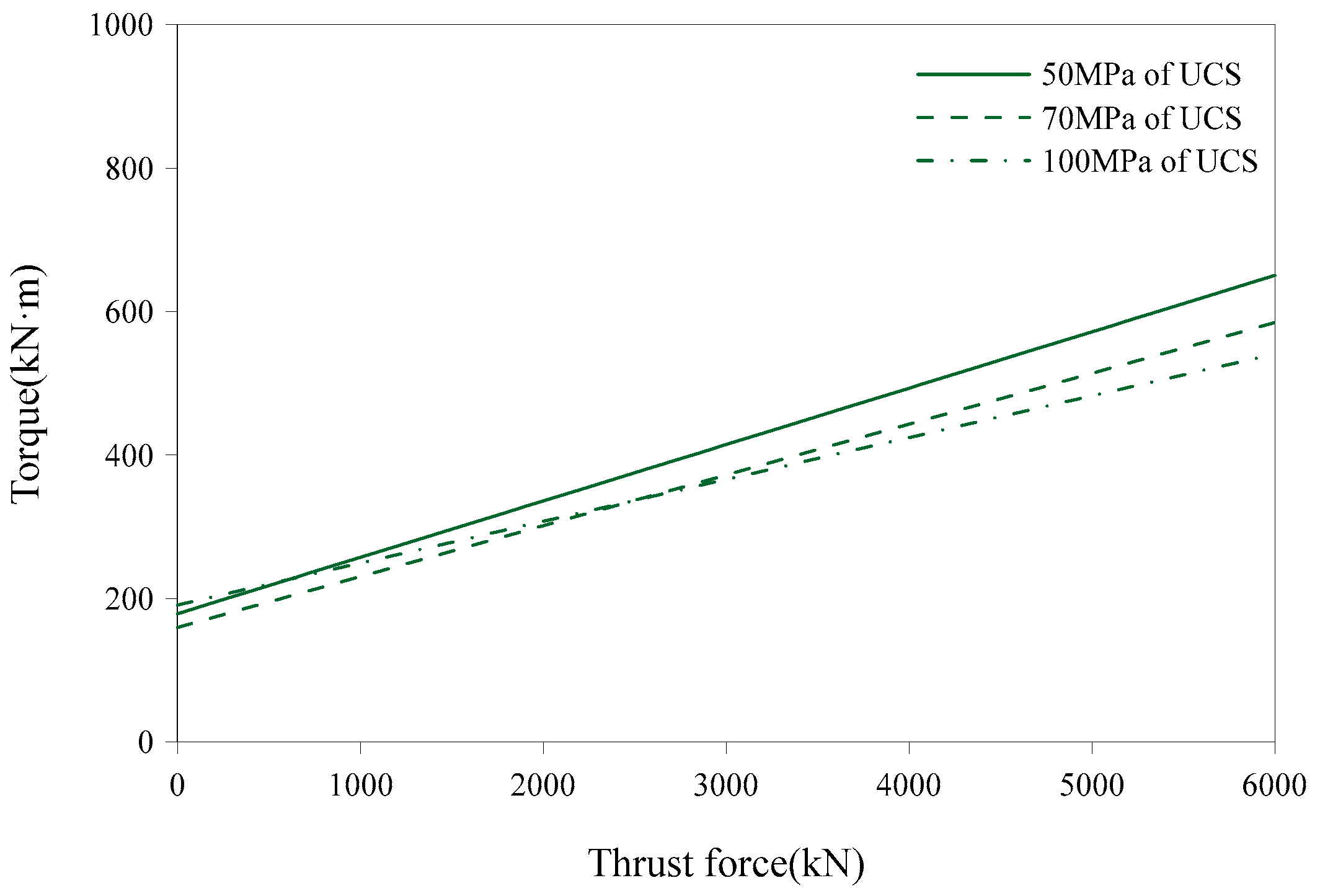
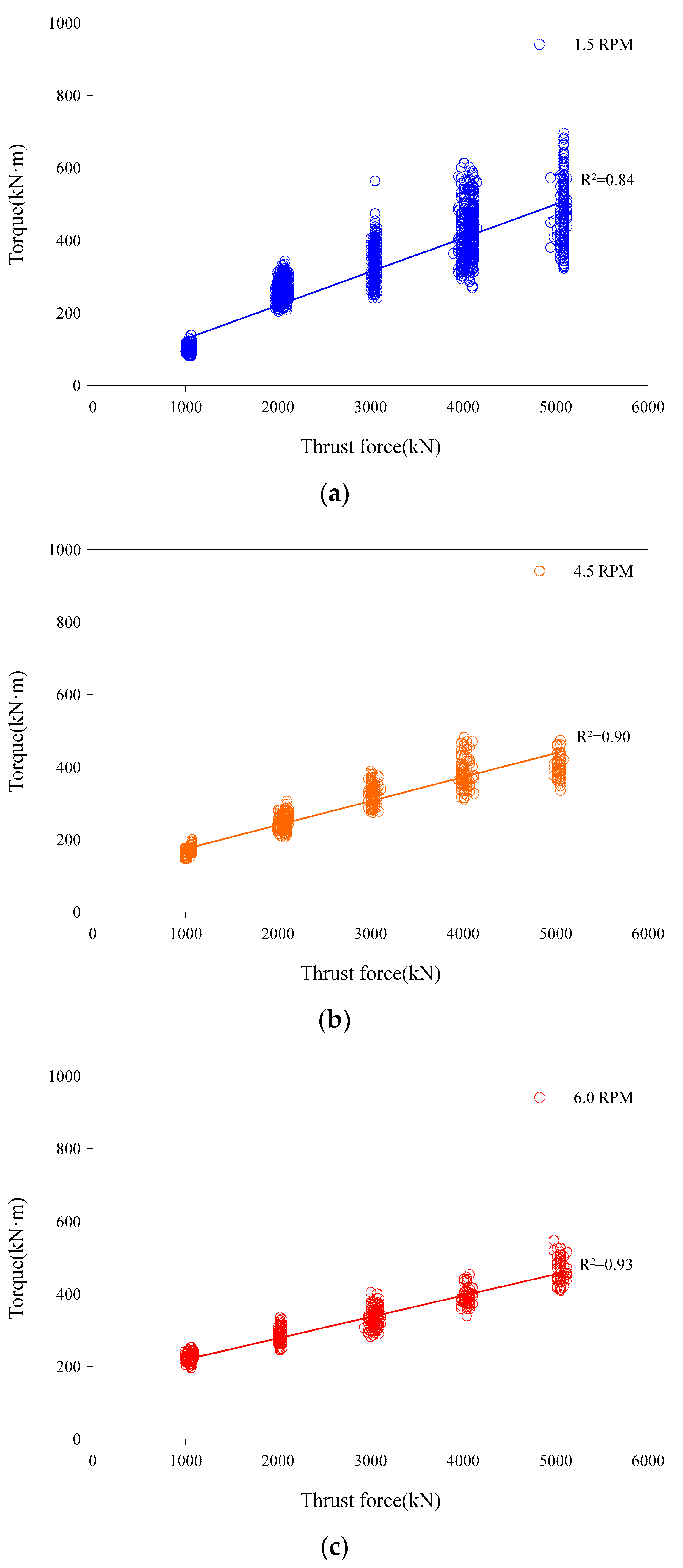
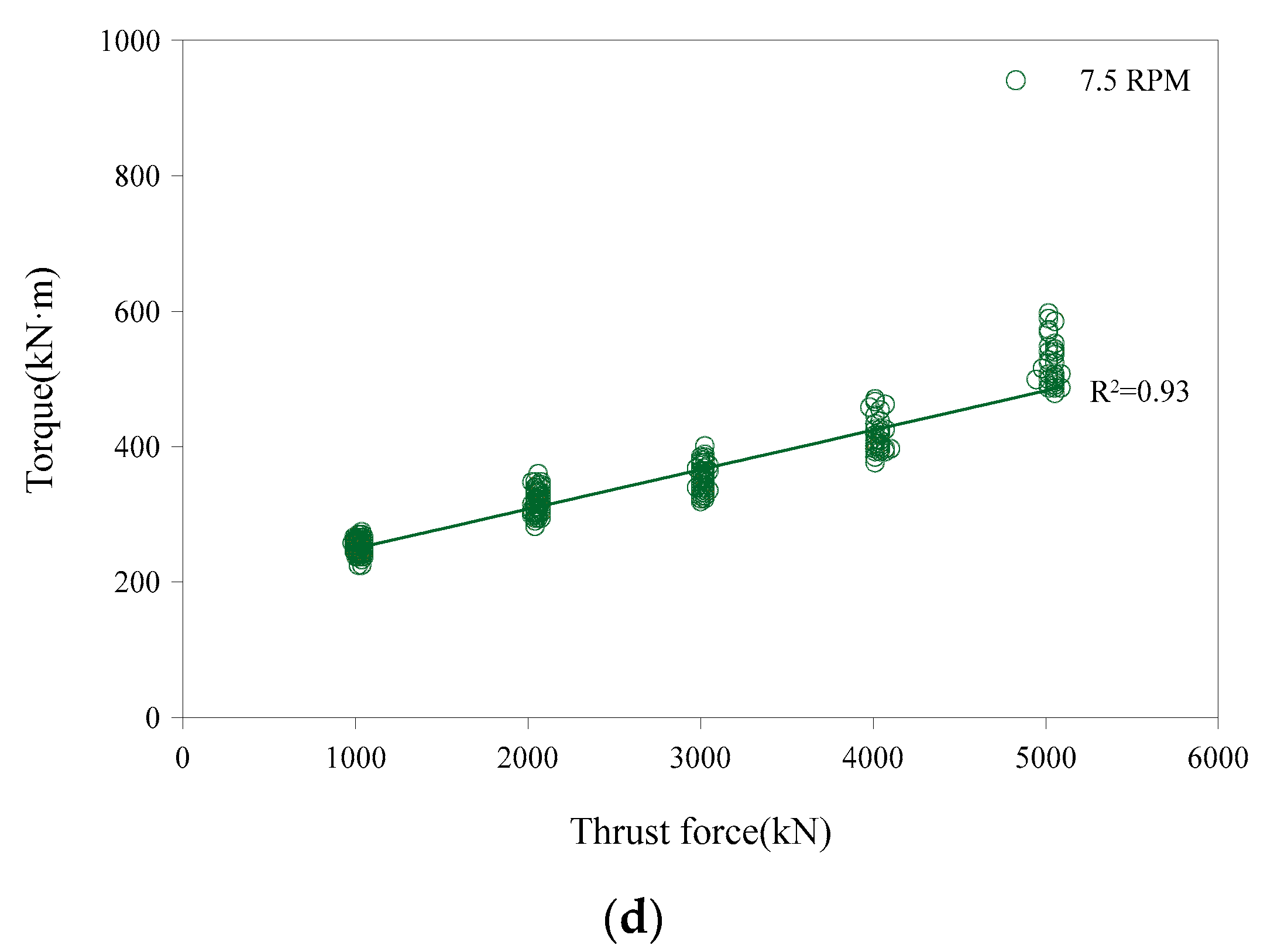
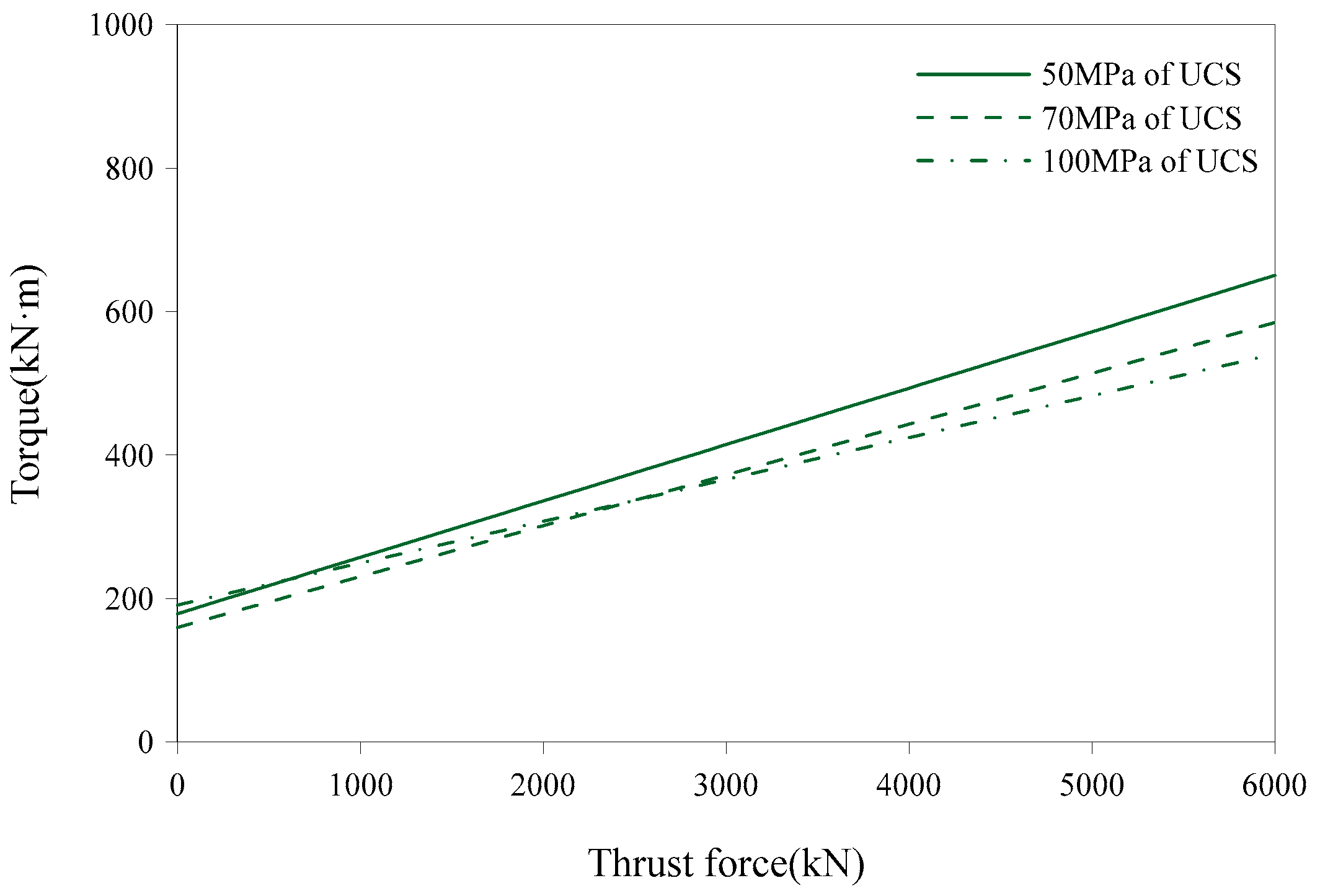
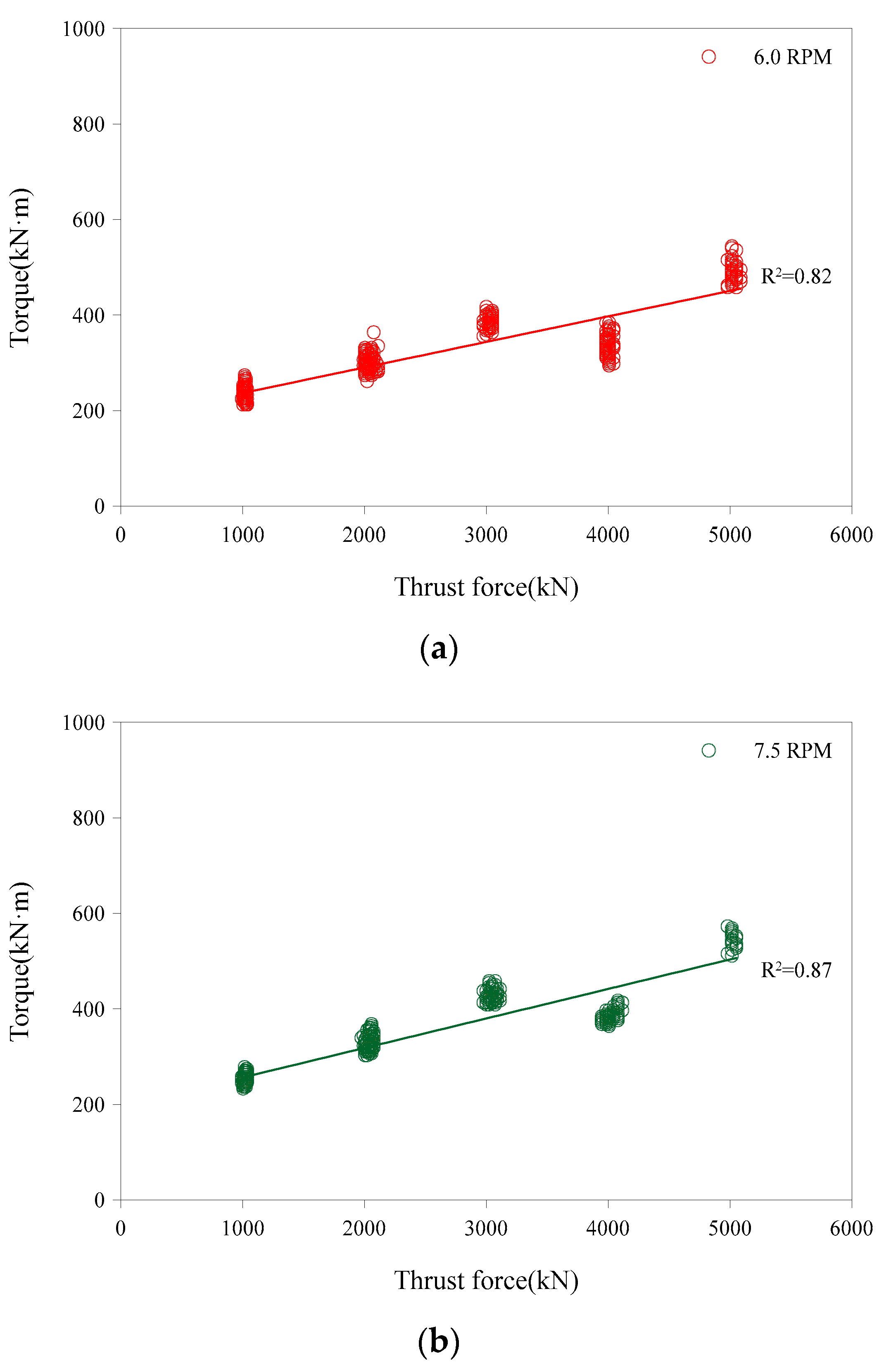
3.2. Analysis of Relationships between Thrust Force and Torque
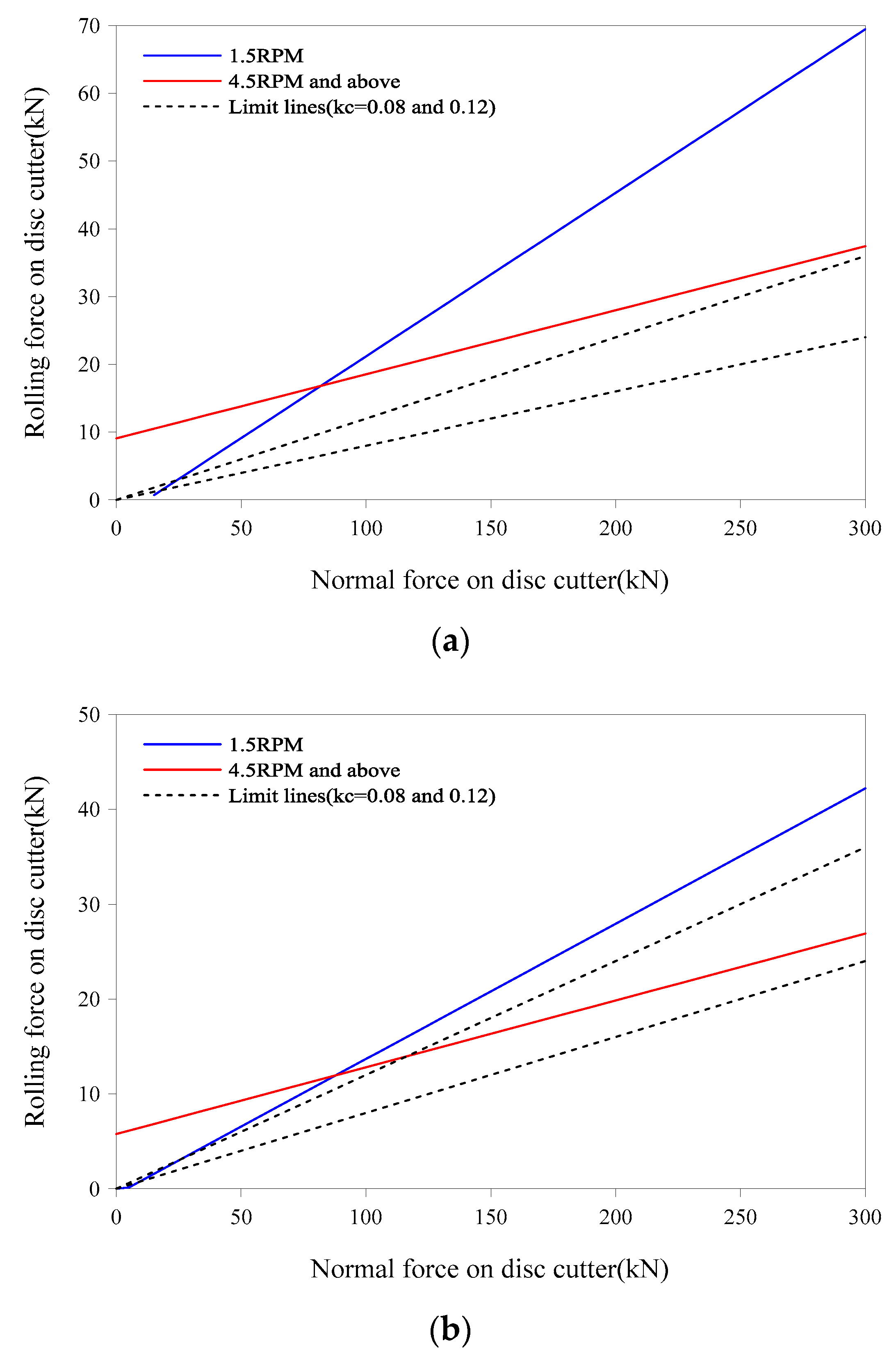
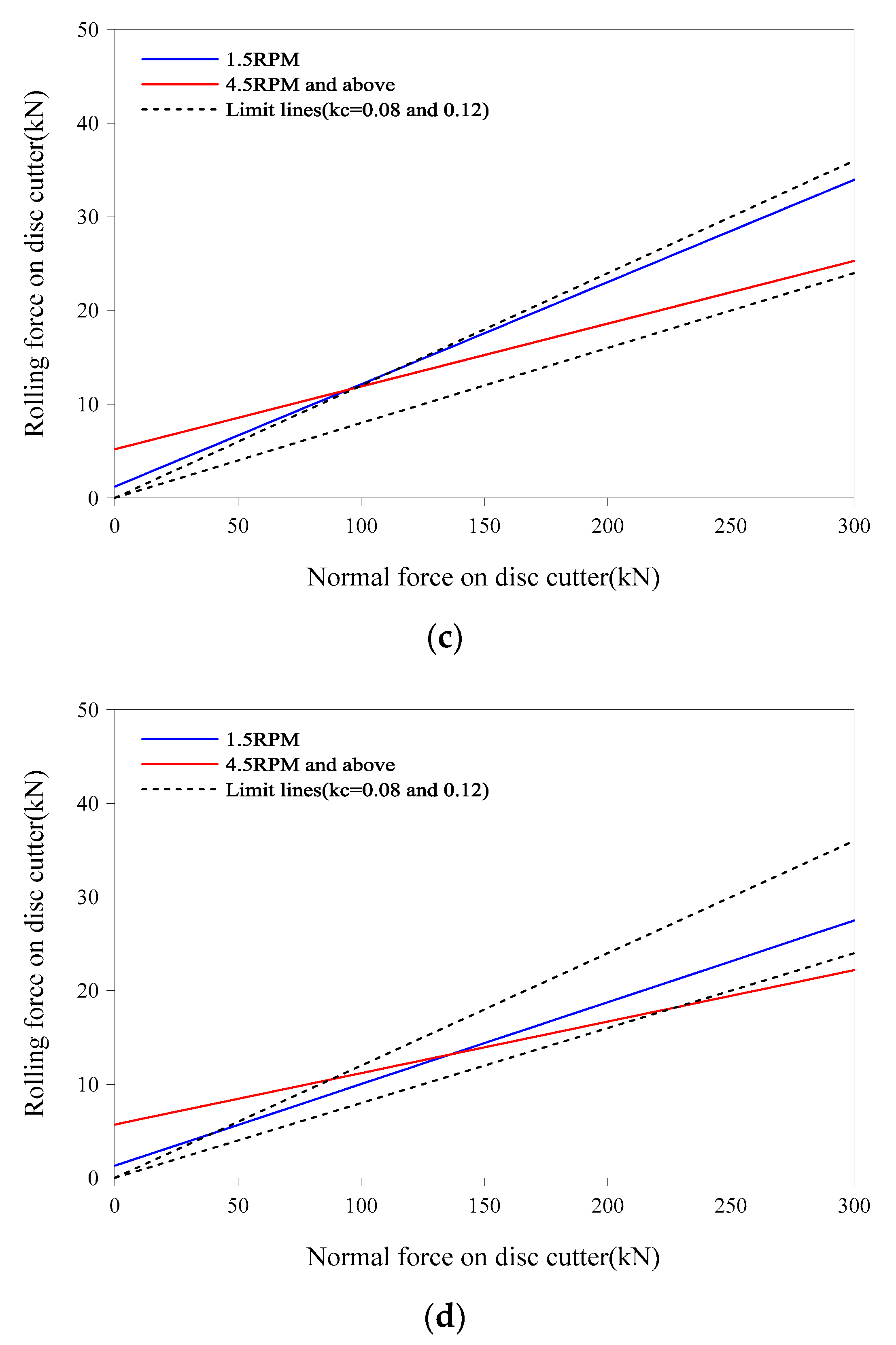
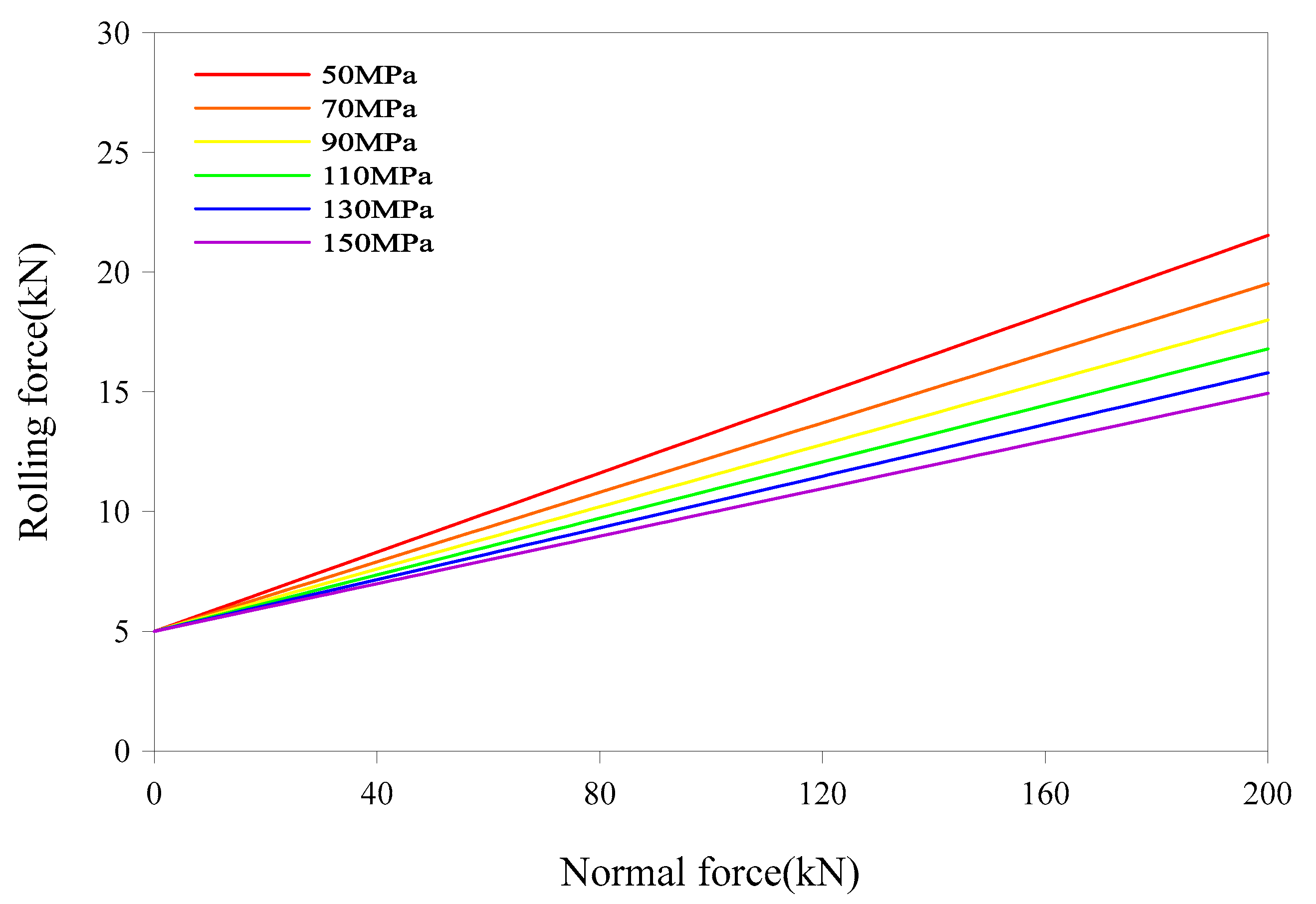
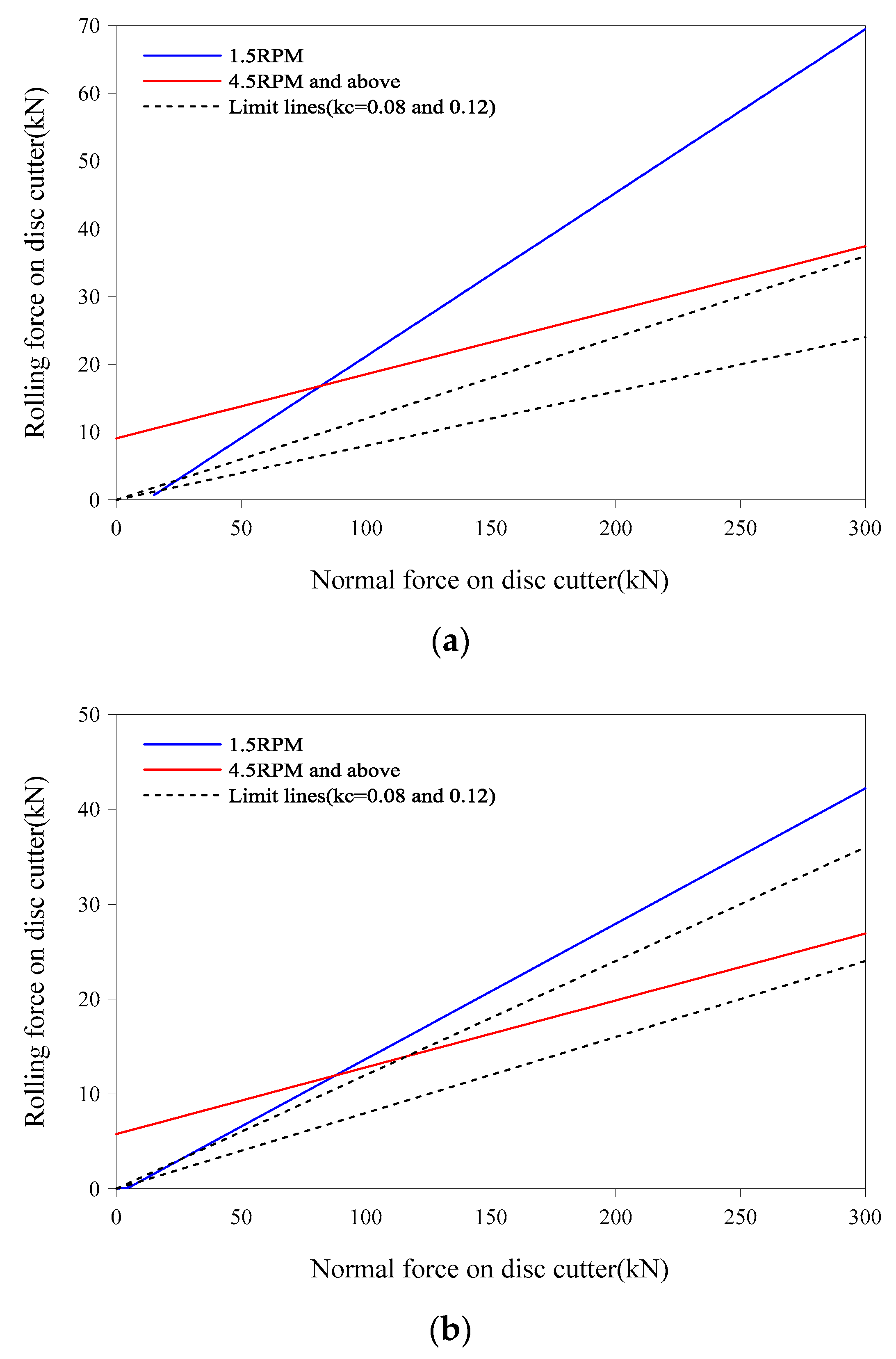
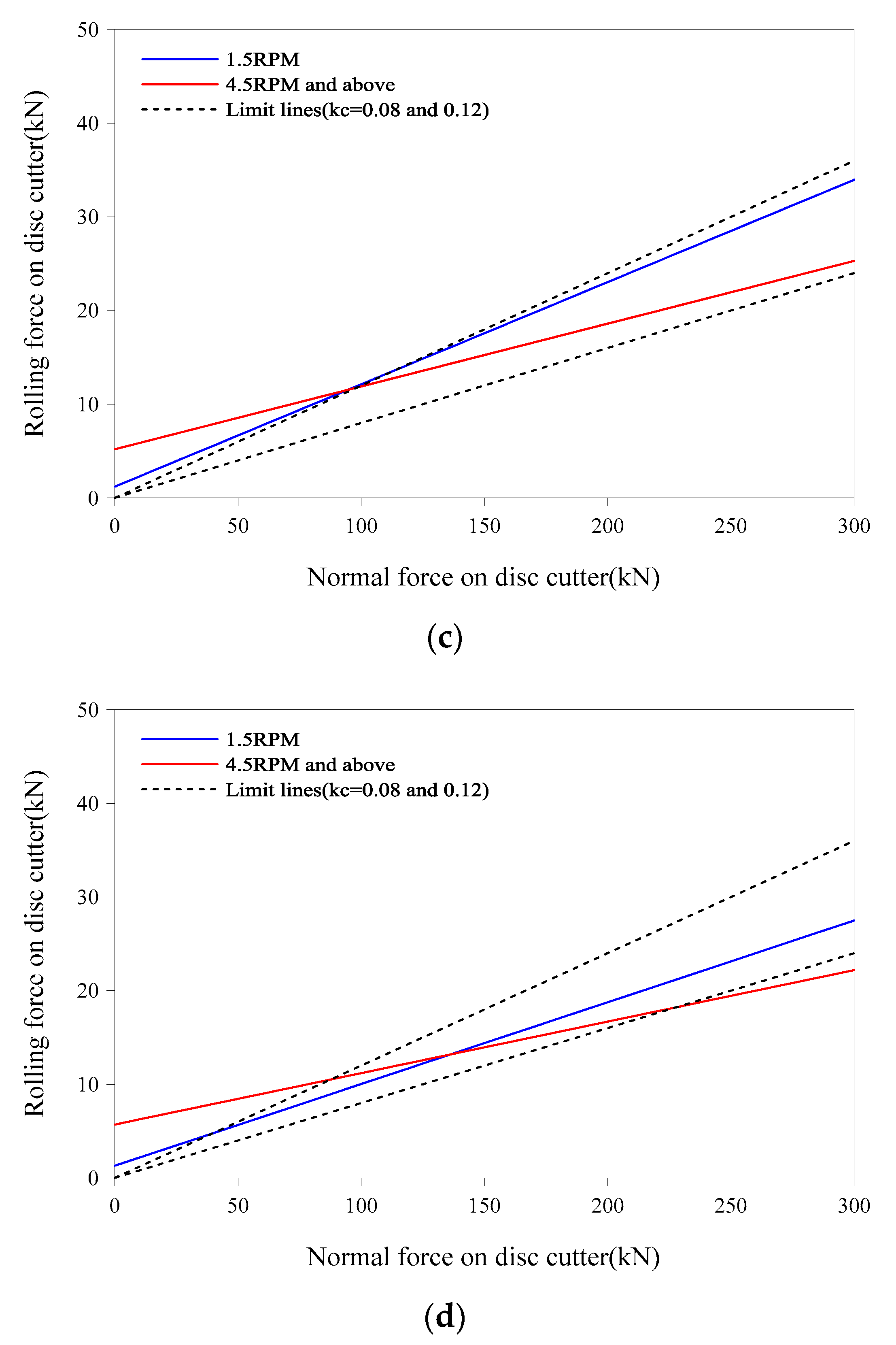
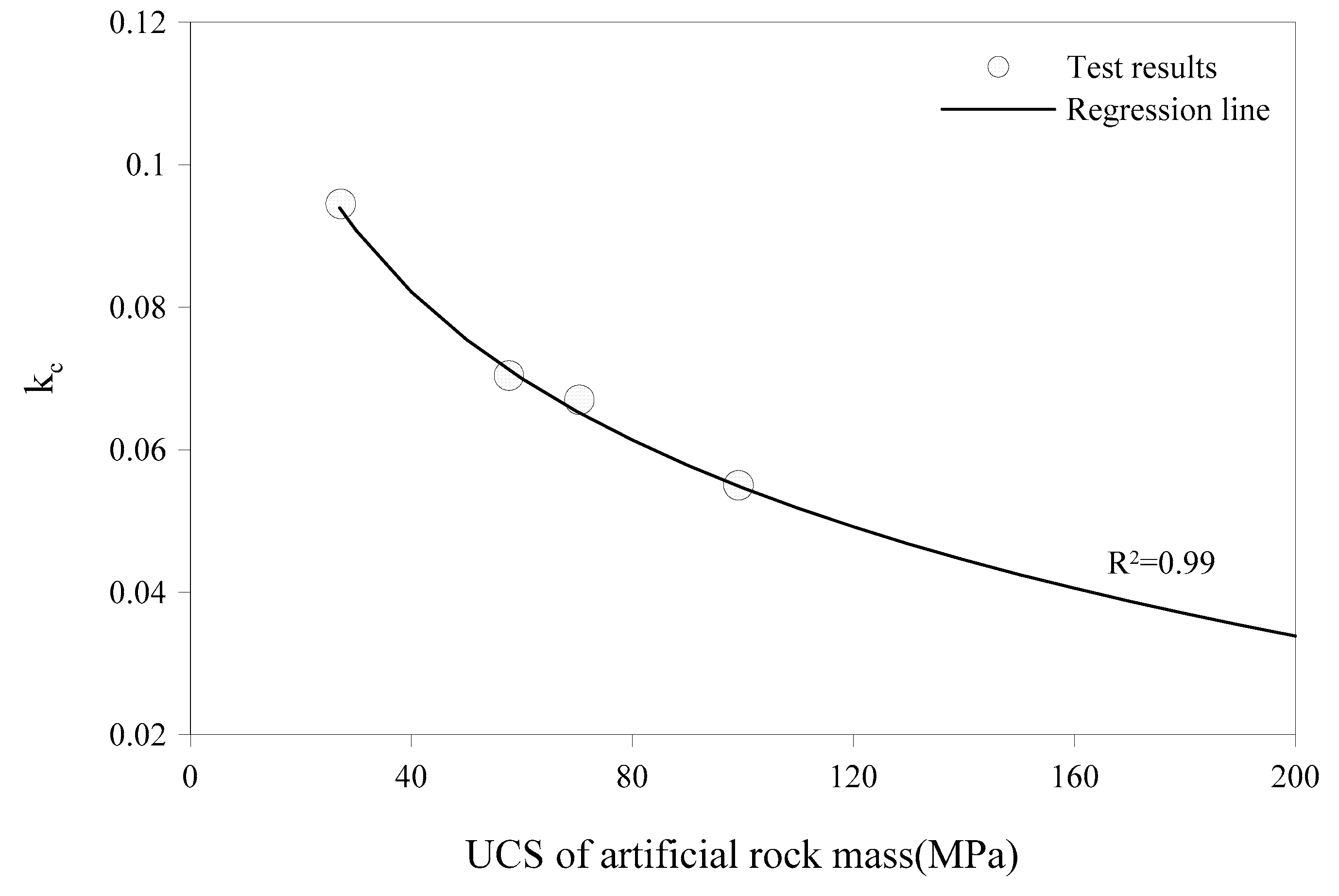
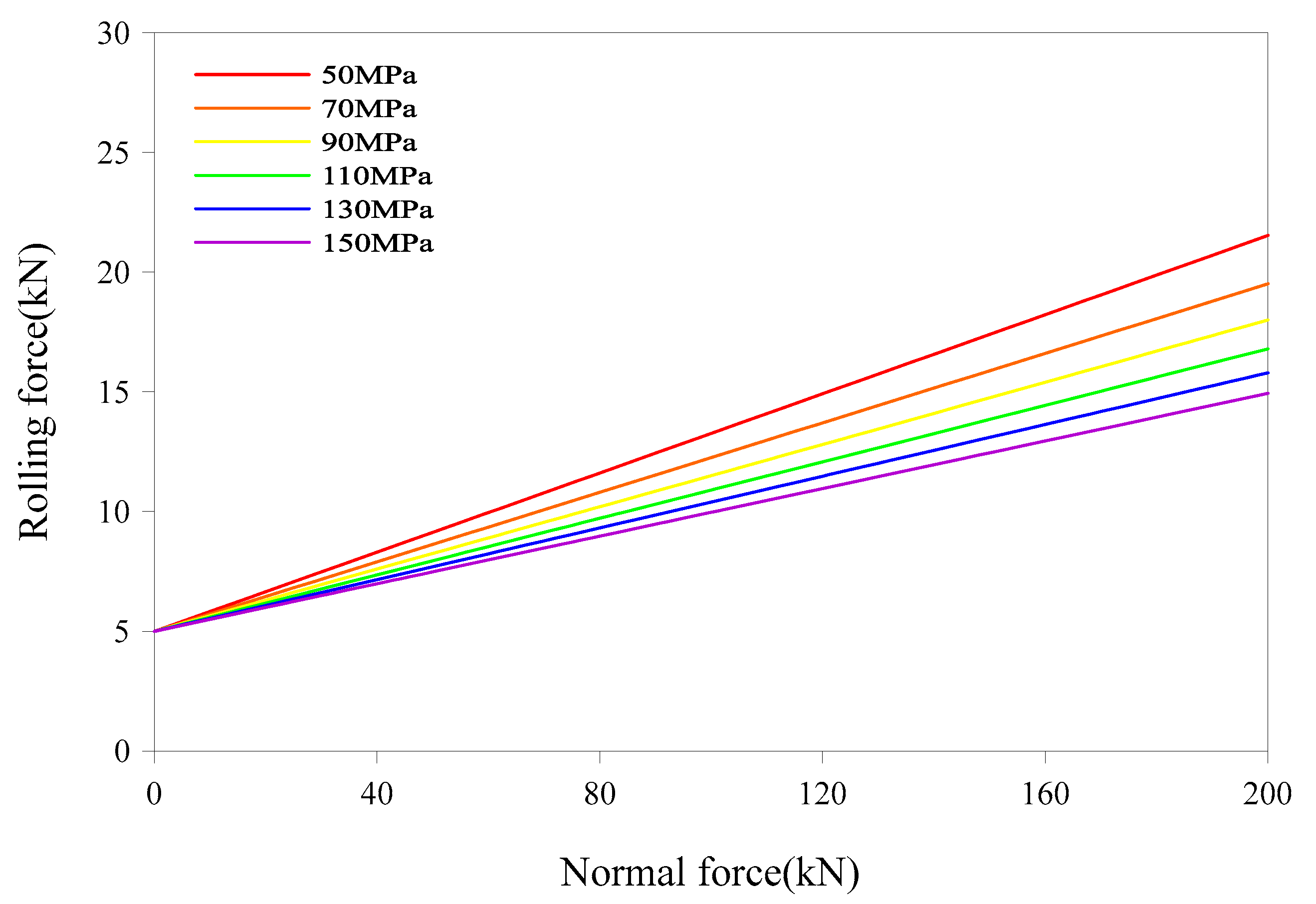
3.3. Suggestion of Relationships between Normal and Rolling Force Acting on a Single Disc Cutter
4. Conclusions
- (1)
- The results derived in this study are very important because precise effects of UCS and operational parameters of TBM on the performance of TBM were clearly established in this study. The reason was that the tests were performed in homogeneous artificial rock mass according to four UCS conditions.
- (2)
- Logarithmic functional relationships were observed between penetration depth and torque. With the increase in thrust force, the disc cutters penetrated deeper in to the rock mass resulting in an increase in excavation efficiency and in a decrease in torque increment.
- (3)
- Linear relationships between thrust force and torque were clearly established which were observed to be largely affected by UCS of the rock mass.
- (4)
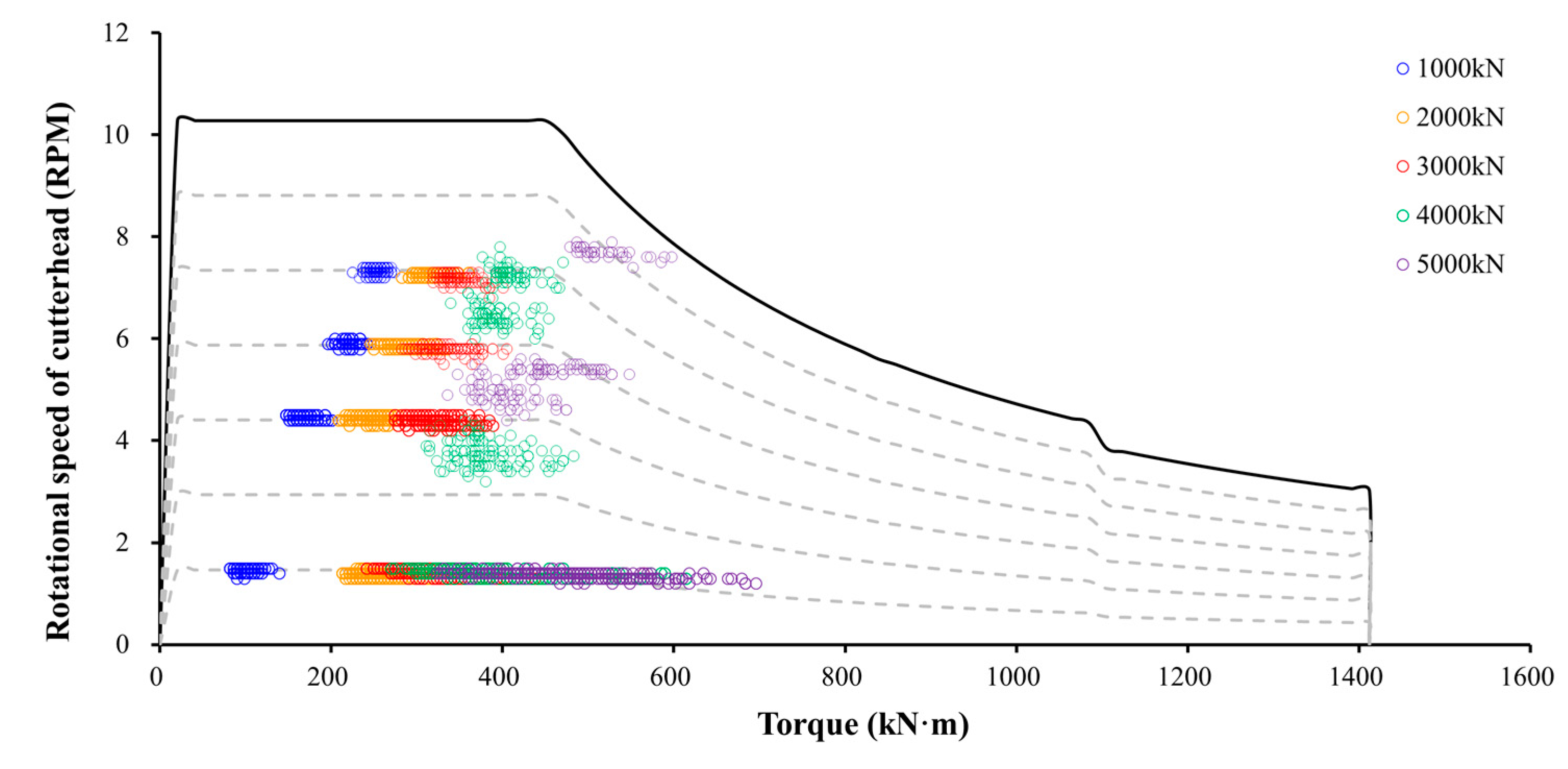
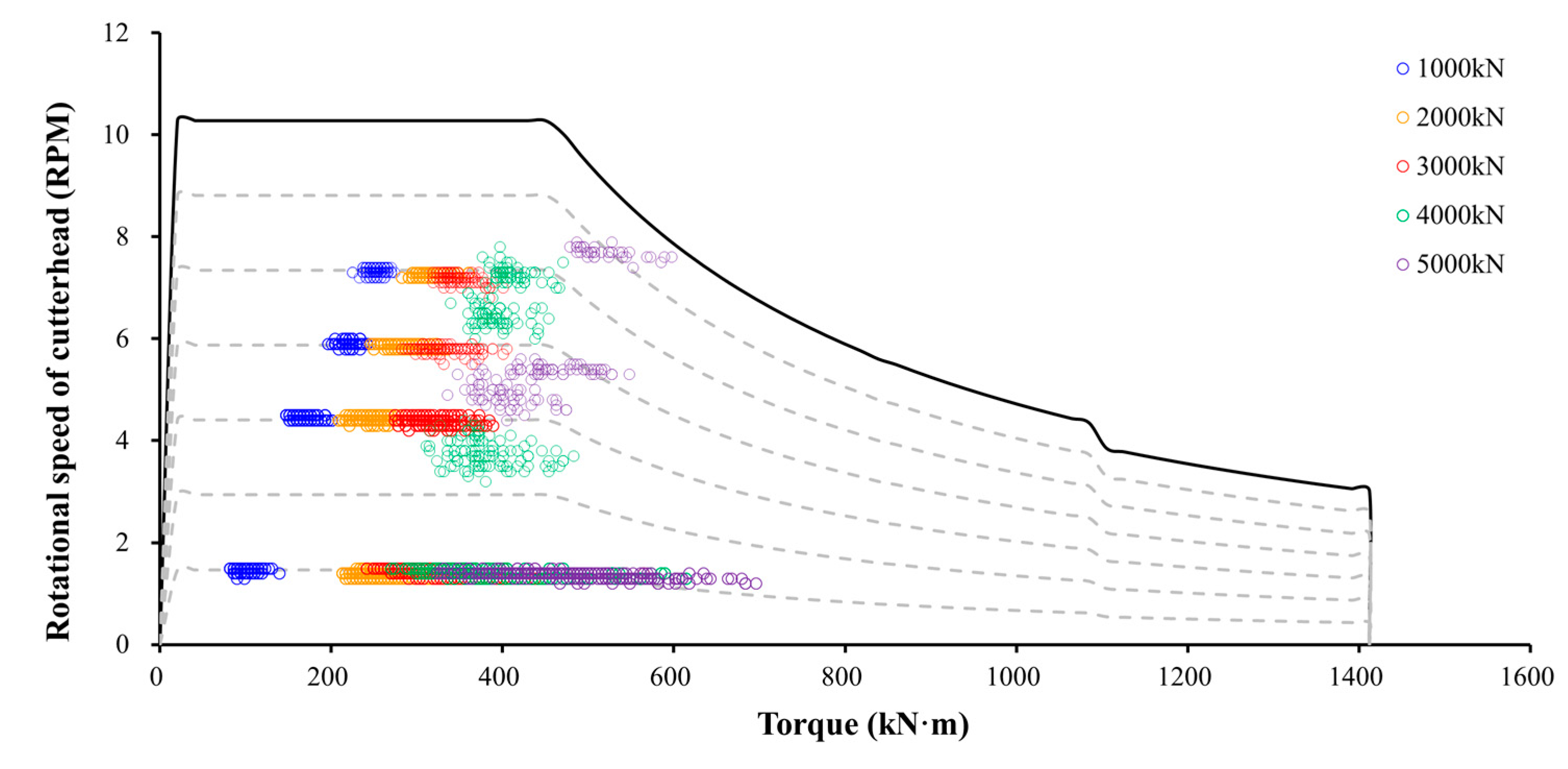
- The rotational speed of the cutterhead had very little effect on the penetration depth and torque except at low RPM level, for instance, high torque development at 1.5 RPM due to an insufficient power supply is an exceptional case. Hence, when the TBM is made to advance slowly in the fractured zone, the effect of rotational speed of the cutterhead must be considered.
- (5)
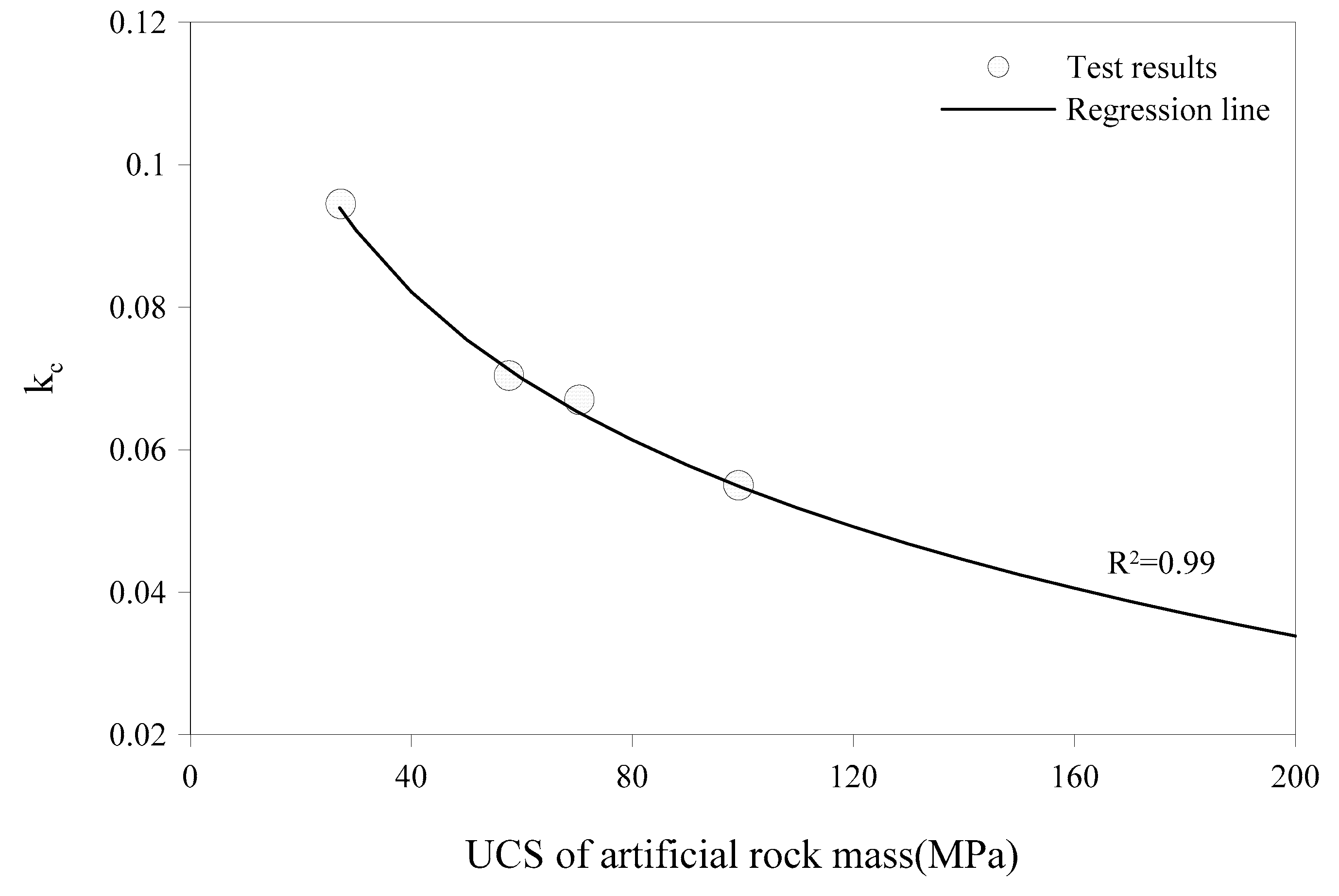
- As the main outcome of this study, a torque estimation method for the cutterhead drive design is presented to be used in small diameter shield TBMs. In particular, the ratio of rolling force to normal force, kc, was newly suggested as a function of UCS of rock mass. The ratio kc can be largely varied according to UCS, and the capacity of cutterhead drive can be designed using the suggested method based on minimum UCS value because of the resulting high torque development.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

References
- Armaghani, D.J.; Mohamad, E.T.; Narayanasamy, M.S.; Narita, N.; Yagiz, S. Development of hybrid intelligent models for predicting tbm penetration rate in hard rock condition. Tunn. Undergr. Space Technol. 2017, 63, 29–43. [Google Scholar] [CrossRef]
- Farrokh, E. A study of various models used in the estimation of advance rates for hard rock tbms. Tunn. Undergr. Space Technol. 2020, 97, 103219. [Google Scholar] [CrossRef]
- Bruland, A. Hard Rock Tunnel Boring; Fakultet for Ingeniørvitenskap og Teknologi: Trondheim, Norway, 2000. [Google Scholar]
- Rostami, J. Development of a Force Estimation Model for Rock Fragmentation with Disc Cutters through Theoretical Modeling and Physical Measurement of Crushed Zone Pressure. Ph.D. Thesis, Colorado School of Mines Golden, Golden, CO, USA, 1997. [Google Scholar]
- Barton, N. TBM perfomance estimation in rock using QTBM. Tunn. Tunn. Int. 1999, 31, 30–34. [Google Scholar]
- Barton, N.R. Tbm Tunnelling in Jointed and Faulted Rock; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Bieniawski, Z.; Celada, B.; Galera, J.; Tardáguila, I. New Applications of the Excavability Index for Selection of Tbm Types and Predicting Their Performance; ITA World Tunneling Congress: Agra, India, 2008. [Google Scholar]
- Bieniawski, Z.; Grandori, R. Predicting tbm excavability-part ii. Tunn. Tunn. Int. 2007. [Google Scholar]
- Grima, M.A.; Bruines, P.; Verhoef, P. Modeling tunnel boring machine performance by neuro-fuzzy methods. Tunn. Undergr. Space Technol. 2000, 15, 259–269. [Google Scholar] [CrossRef]
- Grima, M.A.; Grima, M.A. Neuro-Fuzzy Modeling in Engineering Geology: Applications to Mechanical Rock Excavation, Rock Strength Estimation, and Geological Mapping; A.A. Balkema Rotterdam: Avereest, The Netherlands, 2000. [Google Scholar]
- Hassanpour, J.; Rostami, J.; Firouzei, Y.; Tavakoli, H. (Eds.) Optimizing tbm cutterhead design for application in very strong and abrasive rocks, case study of kerman water tunnel. In Tunnels and Underground Cities. Engineering and Innovation Meet Archaeology, Architecture and Art; CRC Press: Boca Raton, FL, USA, 2019; pp. 3803–3813. [Google Scholar]
- Zare, S.; Bruland, A. Applications of ntnu/sintef drillability indices in hard rock tunneling. Rock Mech. Rock Eng. 2013, 46, 179–187. [Google Scholar] [CrossRef]
- Jing, L.-J.; Li, J.-B.; Yang, C.; Chen, S.; Zhang, N.; Peng, X.-X. A case study of tbm performance prediction using field tunnelling tests in limestone strata. Tunn. Undergr. Space Technol. 2019, 83, 364–372. [Google Scholar] [CrossRef]
- Hassanpour, J.; Rostami, J.; Zhao, J. A new hard rock tbm performance prediction model for project planning. Tunn. Undergr. Space Technol. 2011, 26, 595–603. [Google Scholar] [CrossRef]
- Farrokh, E.; Rostami, J.; Laughton, C. Study of various models for estimation of penetration rate of hard rock tbms. Tunn. Undergr. Space Technol. 2012, 30, 110–123. [Google Scholar] [CrossRef]
- Gong, Q.; Zhao, J.; Jiang, Y. In situ tbm penetration tests and rock mass boreability analysis in hard rock tunnels. Tunn. Undergr. Space Technol. 2007, 22, 303–316. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters | Specifications |
|---|---|
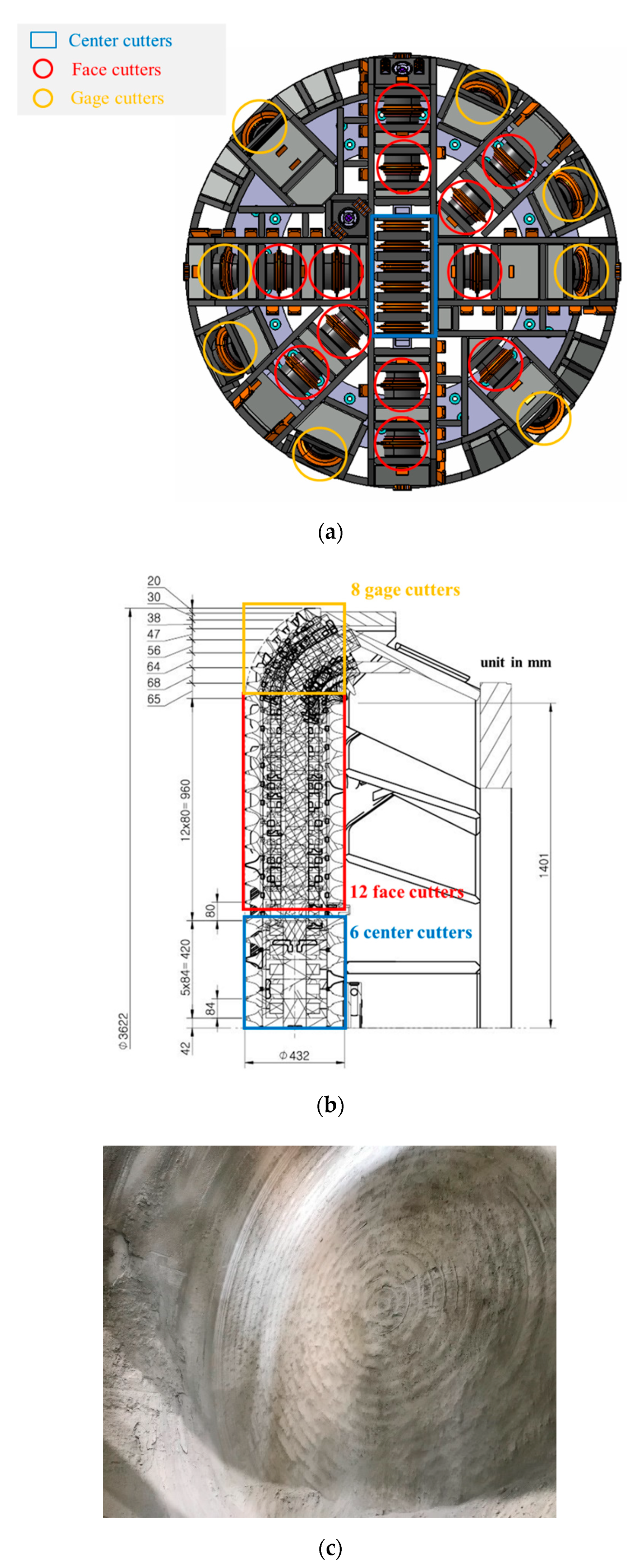
| Disc cutter | 26 pieces each of 17 in. size (6 center, 12 face, 8 gage) 68.5 mm average spacing |
| Shield body | 3540 mm (Shield diameter), 7240 mm (Length) |
| Cutterhead | 3622 mm (Cutting diameter), 3560 mm (Cutterhead diameter) Maximum 1309 kN·m torque Maximum 10.5 RPM (Revolutions per minute) rotation speed 19.3% open ratio Up to 5 bar of seal protection |
| Shield jack | Maximum 12,000 kN thrust force 1750 mm stroke |
| Articulation jack | Maximum 10,000 kN thrust force X Type |
| Test Cases | Planned UCS(MPa) | Measured UCS(MPa) | Material |
|---|---|---|---|
| Test# 1 | 20 | 27 | Mortar |
| Test# 2 | 50 | 57 (average) | Concrete |
| Mortar | |||
| Test# 3 | 70 | 70 | Concrete |
| Test# 4 | 100 | 99 | Mortar |
| Design Parameters | Cases |
|---|---|
| Thrust force(kN) | 1000, 2000, 3000, 4000, 5000 |
| RPM (rev/min) (It can be varied according to torque-RPM relationships) | 1.5 (1 pump, 90 kW), 4.5 (3 pumps, 270 kW), 6.0 (4–5 pumps, 360–450 kW), 7.5 (5–7 pumps, 450–640 kW) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.; Kim, J.; Ryu, H.; Rehman, H.; Jafri, T.H.; Yoo, H.; Ha, S. Estimation Method for TBM Cutterhead Drive Design Based on Full-Scale Tunneling Tests for Application in Utility Tunnels. Appl. Sci. 2020, 10, 5187. https://doi.org/10.3390/app10155187
Kim K, Kim J, Ryu H, Rehman H, Jafri TH, Yoo H, Ha S. Estimation Method for TBM Cutterhead Drive Design Based on Full-Scale Tunneling Tests for Application in Utility Tunnels. Applied Sciences. 2020; 10(15):5187. https://doi.org/10.3390/app10155187
Chicago/Turabian StyleKim, Kyoungyul, Jungjoo Kim, Heehwan Ryu, Hafeezur Rehman, Turab H. Jafri, Hankyu Yoo, and Sanggui Ha. 2020. "Estimation Method for TBM Cutterhead Drive Design Based on Full-Scale Tunneling Tests for Application in Utility Tunnels" Applied Sciences 10, no. 15: 5187. https://doi.org/10.3390/app10155187
APA StyleKim, K., Kim, J., Ryu, H., Rehman, H., Jafri, T. H., Yoo, H., & Ha, S. (2020). Estimation Method for TBM Cutterhead Drive Design Based on Full-Scale Tunneling Tests for Application in Utility Tunnels. Applied Sciences, 10(15), 5187. https://doi.org/10.3390/app10155187