Axial Plasma Spraying of Mixed Suspensions: A Case Study on Processing, Characteristics, and Tribological Behavior of Al2O3-YSZ Coatings

 , , ,
, , , 

Abstract
1. Introduction
Motivation for Axial Plasma Spraying of Liquid Feedstock
2. Materials and Methods
2.1. Materials
2.2. Coating Deposition
2.3. Coating Characterization
2.4. Microhardness
2.5. Tribological Behavior
2.6. Scratch Testing
2.7. Dry Sliding Wear Testing
2.8. Erosion Testing
3. Results
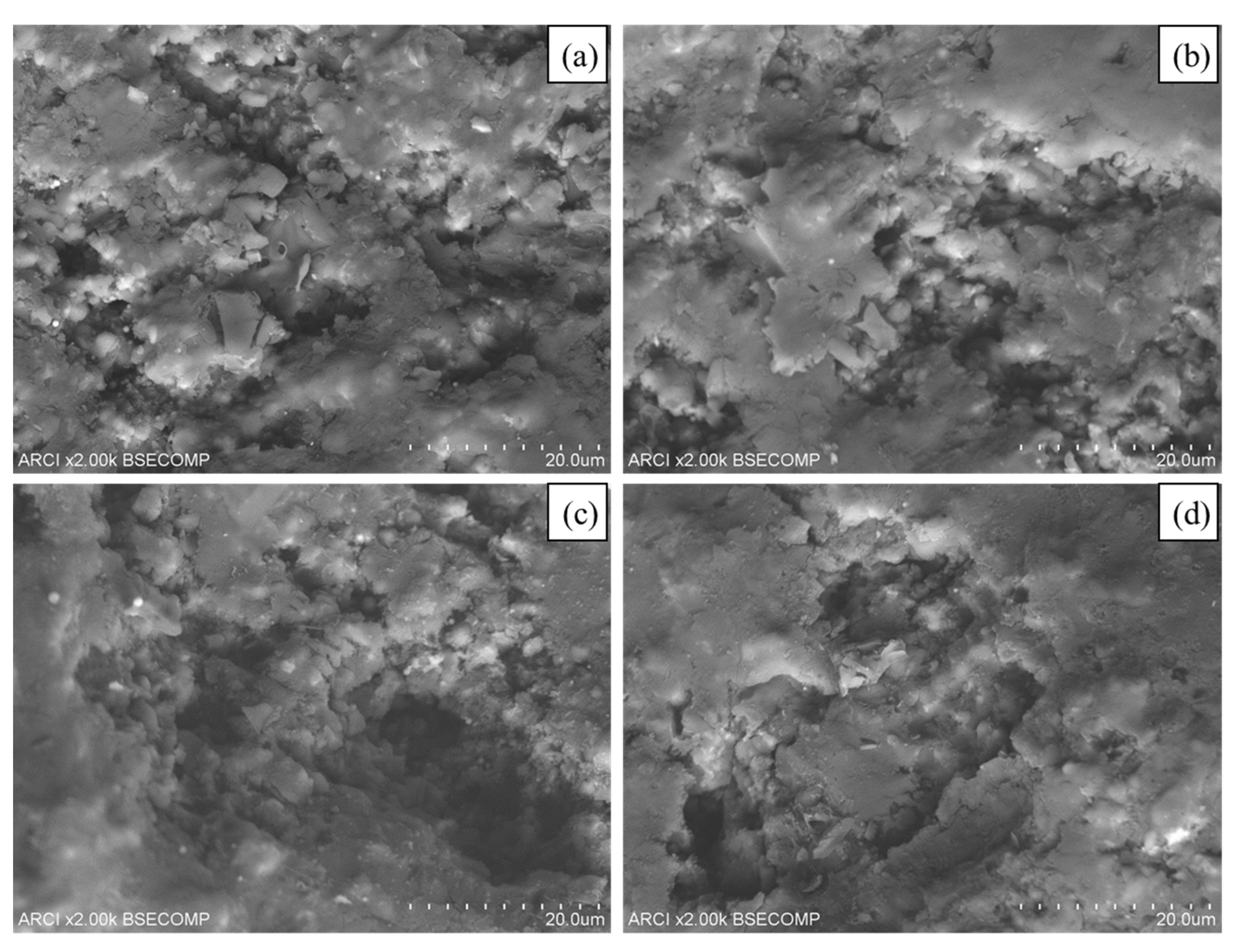
3.1. Surface Morphology
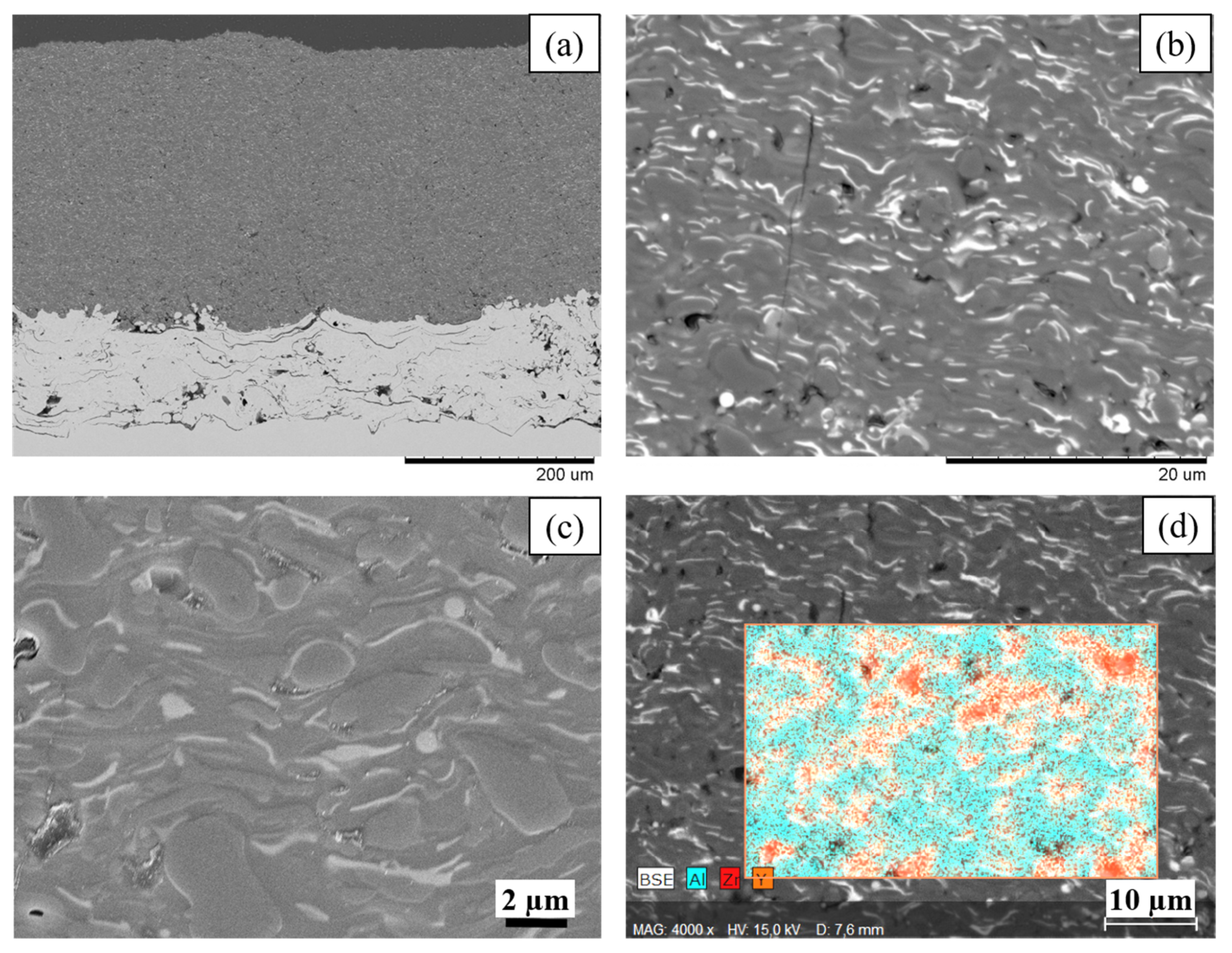
3.2. Microstructure
3.3. Phase Constitution
3.4. Porosity and Hardness
3.5. Tribological Behavior
3.5.1. Scratch Tests
3.5.2. Ball-on-Disc Wear Tests
3.5.3. Erosion Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, D.; Jordan, E.H.; Gell, M. Microstructure of suspension plasma spray and air plasma spray Al2O3-ZrO2 composite coatings. J. Therm. Spray Technol. 2009, 18, 421–426. [Google Scholar] [CrossRef]
- Gupta, M. Design of Thermal Barrier Coatings: A Modelling Approach. Ph.D. Thesis, University West, Trollhättan, Sweden, 2015. [Google Scholar]
- Zois, D.; Lekatou, A.; Vardavoulias, M.; Panagiotopoulos, I.; Vazdirvanidis, A. A comparative microstructural investigation of nanostructured and conventional Al2O3 coatings deposited by plasma spraying. J. Therm. Spray Technol. 2008, 17, 887–894. [Google Scholar] [CrossRef]
- Kumar, V.; Kandasubramanian, B. Processing and design methodologies for advanced and novel thermal barrier coatings for engineering applications. Particuology 2016, 27, 1–28. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Thermal spray coatings engineered from nanostructured ceramic agglomerated powders for structural, thermal barrier and biomedical application. J. Therm. Spray Technol. 2007, 16, 40–63. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P. Characterization of microstructure and thermal properties of YSZ coatings obtained by axial suspension plasma spraying (ASPS). J. Therm. Spray Technol. 2015, 24, 1195–1204. [Google Scholar] [CrossRef]
- Xia, W.-S.; Yang, Y.-Z.; Zhang, H.-O.; Wang, G.-L. Fabrication and electrochemical performance of solid oxide fuel cell components by atmospheric and suspension plasma spray. Trans. Nonferrous Met. Soc. China 2009, 19, 1539–1544. [Google Scholar] [CrossRef]
- Toma, F.-L.; Berger, L.-M.; Scheitz, S.; Langner, S.; Rödel, C.; Potthoff, A.; Sauchuk, V.; Kusnezoff, M. Comparison of the microstructural characteristics and electrical properties of thermally sprayed Al2O3 coatings from aqueous suspensions and feedstock powders. J. Therm. Spray Technol. 2012, 21, 480–488. [Google Scholar] [CrossRef]
- Sathish, S.; Geetha, M.; Aruna, S.T.T.; Balaji, N.; Rajam, K.S.S.; Asokamani, R. Sliding wear behavior of plasma sprayed nanoceramic coatings for biomedical applications. Wear 2011, 271, 934–941. [Google Scholar] [CrossRef]
- Fauchais, P.; Etchart-Salas, R.; Rat, V.; Coudert, J.F.F.; Caron, N.; Wittmann-Ténèze, K. Parameters controlling liquid plasma spraying: Solutions, sols, or suspensions. J. Therm. Spray Technol. 2008, 17, 31–59. [Google Scholar] [CrossRef]
- Bacciochini, A.; Montavon, G.; Ilavsky, J.; Denoirjean, A.; Fauchais, P. Porous architecture of SPS thick YSZ coatings structured at the nanometer scale (∼50 nm). J. Therm. Spray Technol. 2010, 19, 198–206. [Google Scholar] [CrossRef]
- VanEvery, K.; Krane, M.J.M.; Trice, R.W.; Wang, H.; Porter, W.; Besser, M.; Sordelet, D.; Ilavsky, J.; Almer, J. Column formation in suspension plasma-sprayed coatings and resultant thermal properties. J. Therm. Spray Technol. 2011, 20, 817–828. [Google Scholar] [CrossRef]
- Kassner, H.; Siegert, R.; Hathiramani, D.; Vassen, R.; Stoever, D. Application of suspension plasma spraying (SPS) for manufacture of ceramic coatings. J. Therm. Spray Technol. 2008, 17, 115–123. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Markocsan, N.; Nylén, P.; Toma, F.L. Comparative study of suspension plasma sprayed and suspension high velocity oxy-fuel sprayed YSZ thermal barrier coatings. Surf. Coat. Technol. 2015, 268, 70–76. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Govindarajan, S.; Markocsan, N. Characterization of thermal barrier coatings produced by various thermal spray techniques using solid powder, suspension, and solution precursor feedstock material. Int. J. Appl. Ceram. Technol. 2016, 13, 324–332. [Google Scholar] [CrossRef]
- Curry, N.; VanEvery, K.; Snyder, T.; Susnjar, J.; Bjorklund, S. Performance testing of suspension plasma sprayed thermal barrier coatings produced with varied suspension parameters. Coatings 2015, 5, 338–356. [Google Scholar] [CrossRef]
- Fauchais, P.; Etchart-Salas, R.; Delbos, C.; Tognonvi, M.; Rat, V.; Coudert, J.F.; Chartier, T. Suspension and solution plasma spraying of finely structured layers: Potential application to SOFCs. J. Phys. D Appl. Phys. 2007, 40, 2394–2406. [Google Scholar] [CrossRef]
- Tingaud, O.; Bertrand, P.; Bertrand, G. Microstructure and tribological behavior of suspension plasma sprayed Al2O3 and Al2O3-YSZ composite coatings. Surf. Coat. Technol. 2010, 205, 1004–1008. [Google Scholar] [CrossRef]
- Bouyer, E.; Gitzhofer, F.; Boulos, M.I. The suspension plasma spraying of bioceramics by induction plasma. J. Manag. 1997, 49, 58–62. [Google Scholar] [CrossRef]
- Bolelli, G.; Bellucci, D.; Cannillo, V.; Lusvarghi, L.; Sola, A.; Stiegler, N.; Müller, P.; Killinger, A.; Gadow, R.; Altomare, L.; et al. Suspension thermal spraying of hydroxyapatite: Microstructure and in vitro behaviour. Mater. Sci. Eng. C 2014, 34, 287–303. [Google Scholar] [CrossRef]
- Znamirowski, Z.; Czarczynski, W.; Le Maguer, A.; Pawlowski, L. Plasma sprayed and laser engraved field electron emitters. Surf. Coat. Technol. 2003, 165, 211–215. [Google Scholar] [CrossRef]
- Matikainen, V.; Niemi, K.; Koivuluoto, H.; Vuoristo, P. Abrasion, erosion and cavitation erosion wear properties of thermally sprayed alumina based coatings. Coatings 2014, 4, 18–36. [Google Scholar] [CrossRef]
- Oberste Berghaus, J.; Legoux, J.G.; Moreau, C.; Tarasi, F.; Chráska, T. Mechanical and thermal transport properties of suspension thermal-sprayed alumina-zirconia composite coatings. J. Therm. Spray Technol. 2008, 17, 91–104. [Google Scholar] [CrossRef]
- Tarasi, F.; Medraj, M.; Dolatabadi, A.; Oberste-Berghaus, J.; Moreau, C. Amorphous and crystalline phase formation during suspension plasma spraying of the alumina-zirconia composite. J. Eur. Ceram. Soc. 2011, 31, 2903–2913. [Google Scholar] [CrossRef]
- Björklund, S.; Goel, S.; Joshi, S. Function-dependent coating architectures by hybrid powder-suspension plasma spraying: Injector design, processing and concept validation. Mater. Des. 2018, 142, 56–65. [Google Scholar] [CrossRef]
- Murray, J.W.; Leva, A.; Joshi, S.; Hussain, T. Microstructure and wear behaviour of powder and suspension hybrid Al2O3–YSZ coatings. Ceram. Int. 2018, 44, 8498–8504. [Google Scholar] [CrossRef]
- Chevalier, J.; De Aza, A.H.; Fantozzi, G.; Schehl, M.; Torrecillas, R. Extending the lifetime of ceramic orthopaedic implants. Adv. Mater. 2000, 12, 1619–1621. [Google Scholar] [CrossRef]
- Kern, F.; Palmero, P. Microstructure and mechanical properties of alumina 5vol% zirconia nanocomposites prepared by powder coating and powder mixing routes. Ceram. Int. 2013, 39, 673–682. [Google Scholar] [CrossRef]
- Mangalaraja, R.V.; Chandrasekhar, B.K.; Manohar, P. Effect of ceria on the physical, mechanical and thermal properties of yttria stabilized zirconia toughened alumina. Mater. Sci. Eng. A 2003, 343, 71–75. [Google Scholar] [CrossRef]
- Dejang, N.; Limpichaipanit, A.; Watcharapasorn, A.; Wirojanupatump, S.; Niranatlumpong, P.; Jiansirisomboon, S. Fabrication and properties of plasma-sprayed Al2O3/ZrO2 composite coatings. J. Therm. Spray Technol. 2011, 20, 1259–1268. [Google Scholar] [CrossRef]
- Tarasi, F. Suspension Plasma Sprayed Alumina-Yttria Stabilized Zirconia Nano-Composite Thermal Barrier Coatings—Formation and Roles of the Amorphous Phase. Ph.D. Thesis, Concordia University, Montreal, QC, Canada, 2010. [Google Scholar]
- Goel, S.; Björklund, S.; Curry, N.; Wiklund, U.; Joshi, S.V. Axial suspension plasma spraying of Al2O3 coatings for superior tribological properties. Surf. Coat. Technol. 2017, 315, 80–87. [Google Scholar] [CrossRef]
- Xie, Y.; Hawthorne, H.M. The damage mechanisms of several plasma-sprayed ceramic coatings in controlled scratching. Wear 1999, 233, 293–305. [Google Scholar] [CrossRef]
- Lamuta, C.; Di Girolamo, G.; Pagnotta, L. Microstructural, mechanical and tribological properties of nanostructured YSZ coatings produced with different APS process parameters. Ceram. Int. 2015, 41, 8904–8914. [Google Scholar] [CrossRef]
- Darut, G.; Ben-Ettouil, F.; Denoirjean, A.; Montavon, G.; Ageorges, H.; Fauchais, P. Dry sliding behavior of sub-micrometer-sized suspension plasma sprayed ceramic oxide coatings. J. Therm. Spray Technol. 2010, 19, 275–285. [Google Scholar] [CrossRef]
- McPherson, R. Formation of metastable phases in flame- and plasma-prepared alumina. J. Mater. Sci. 1973, 8, 851–858. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer: New York, NY, USA, 2014; ISBN 9780387689913. [Google Scholar]
- Erickson, L.C.; Hawthorne, H.M.; Troczynski, T. Correlations between microstructural parameters, micromechanical properties and wear resistance of plasma sprayed ceramic coatings. Wear 2001, 250, 569–575. [Google Scholar] [CrossRef]
- Erickson, L.C.; Westergård, R.; Wiklund, U.; Axén, N.; Hawthorne, H.M.; Hogmark, S. Cohesion in plasma-sprayed coatings—A comparison between evaluation methods. Wear 1998, 214, 30–37. [Google Scholar] [CrossRef]
- Yamamoto, S.; Ichimura, H. Effects of intrinsic properties of TiN coatings on acoustic emission behavior at scratch test. J. Mater. Res. 1992, 7, 2240–2247. [Google Scholar] [CrossRef]
- Klyatskina, E.; Espinosa-Fernández, L.; Darut, G.; Segovia, F.; Salvador, M.D.; Montavon, G.; Agorges, H. Sliding wear behavior of Al2O3-TiO2 coatings fabricated by the suspension plasma spraying technique. Tribol. Lett. 2015, 59, 1–9. [Google Scholar] [CrossRef]
- Aruna, S.T.; Balaji, N.; Rajam, K.S. Phase transformation and wear studies of plasma sprayed yttria stabilized zirconia coatings containing various mol% of yttria. Mater. Charact. 2011, 62, 697–705. [Google Scholar] [CrossRef]
- Branco, J.R.T.; Gansert, R.; Sampath, S.; Berndt, C.C.; Herman, H. Solid particle erosion of plasma sprayed ceramic coatings. Mater. Res. 2004, 7, 147–153. [Google Scholar] [CrossRef]
- Li, C.-J.J.; Yang, G.-J.J.; Ohmori, A. Relationship between particle erosion and lamellar microstructure for plasma-sprayed alumina coatings. Wear 2006, 260, 1166–1172. [Google Scholar] [CrossRef]
- Harsha, S.; Dwivedi, D.K.; Agarwal, A. Influence of CrC addition in Ni-Cr-Si-B flame sprayed coatings on microstructure, microhardness and wear behaviour. Int. J. Adv. Manuf. Technol. 2008, 38, 93–101. [Google Scholar] [CrossRef]
- Roy, M.; Ray, K.K.; Sundararajan, G. Erosion-oxidation interaction in Ni and Ni-20Cr alloy. Metall. Mater. Trans. A 2001, 32, 1431–1451. [Google Scholar] [CrossRef]
- Katsich, C.; Badisch, E.; Roy, M.; Heath, G.R.R.; Franek, F. Erosive wear of hardfaced Fe-Cr-C alloys at elevated temperature. Wear 2009, 267, 1856–1864. [Google Scholar] [CrossRef]
- Blau, P.J. ASM Handbook, Volume 18-Friction, Lubrication, and Wear Technology; Blau, P.J., Ed.; ASM International: Materials Park, OH, USA, 1992; ISBN 9780871703804. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plasma Spray Parameters | Value |
|---|---|
| Operating gases, vol.% | Ar, N2, H2 (45,45,10) |
| Gas flow rate, L∙min−1 | 220 |
| Spray Distance, mm | 100 |
| Current, A | 220 |
| Suspension feed rate, mL∙min−1 | 40 |
| Power, kW | 122 |
| Number of passes | 16 |
| Nomenclature | Value |
|---|---|
| Erodent | Silica |
| Erodent particle size, μm | 190–210 |
| Particle velocity, ms−1 | 48, 108 |
| Erodent feed rate, g min−1 | 4.5 |
| Duration of each run, min | 1 |
| Total number of runs | Repeated until steady state |
| Erodent impact angle, ° | 30, 90 |
| Nozzle to sample distance, mm | 10 |
| Test temperature, °C | 32 ± 5 |
| Load (N) | <Depth> (µm) | <Area> (µm2) | Wear Rate (10−5 mm3 N−1 m−1) |
|---|---|---|---|
| 10 | 3.5 | 1450 | 1.45 |
| 20 | 5 | 3300 | 1.65 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goel, S.; Björklund, S.; Curry, N.; Govindarajan, S.; Wiklund, U.; Gaudiuso, C.; Joshi, S. Axial Plasma Spraying of Mixed Suspensions: A Case Study on Processing, Characteristics, and Tribological Behavior of Al2O3-YSZ Coatings. Appl. Sci. 2020, 10, 5140. https://doi.org/10.3390/app10155140
Goel S, Björklund S, Curry N, Govindarajan S, Wiklund U, Gaudiuso C, Joshi S. Axial Plasma Spraying of Mixed Suspensions: A Case Study on Processing, Characteristics, and Tribological Behavior of Al2O3-YSZ Coatings. Applied Sciences. 2020; 10(15):5140. https://doi.org/10.3390/app10155140
Chicago/Turabian StyleGoel, Sneha, Stefan Björklund, Nicholas Curry, Sivakumar Govindarajan, Urban Wiklund, Caterina Gaudiuso, and Shrikant Joshi. 2020. "Axial Plasma Spraying of Mixed Suspensions: A Case Study on Processing, Characteristics, and Tribological Behavior of Al2O3-YSZ Coatings" Applied Sciences 10, no. 15: 5140. https://doi.org/10.3390/app10155140
APA StyleGoel, S., Björklund, S., Curry, N., Govindarajan, S., Wiklund, U., Gaudiuso, C., & Joshi, S. (2020). Axial Plasma Spraying of Mixed Suspensions: A Case Study on Processing, Characteristics, and Tribological Behavior of Al2O3-YSZ Coatings. Applied Sciences, 10(15), 5140. https://doi.org/10.3390/app10155140