Author Contributions
Conceptualization, J.M., T.S. and A.M.; data curation, T.S.; formal analysis, J.M., T.S. and A.M.; funding acquisition, J.M.; methodology, J.M.; resources, J.M., T.S. and A.M.; software, T.S.; validation, A.M.; visualization, A.M.; writing—original draft, J.M., T.S. and A.M.; writing—review and editing, J.M., T.S. and A.M. All authors have read and agreed to the published version of the manuscript.
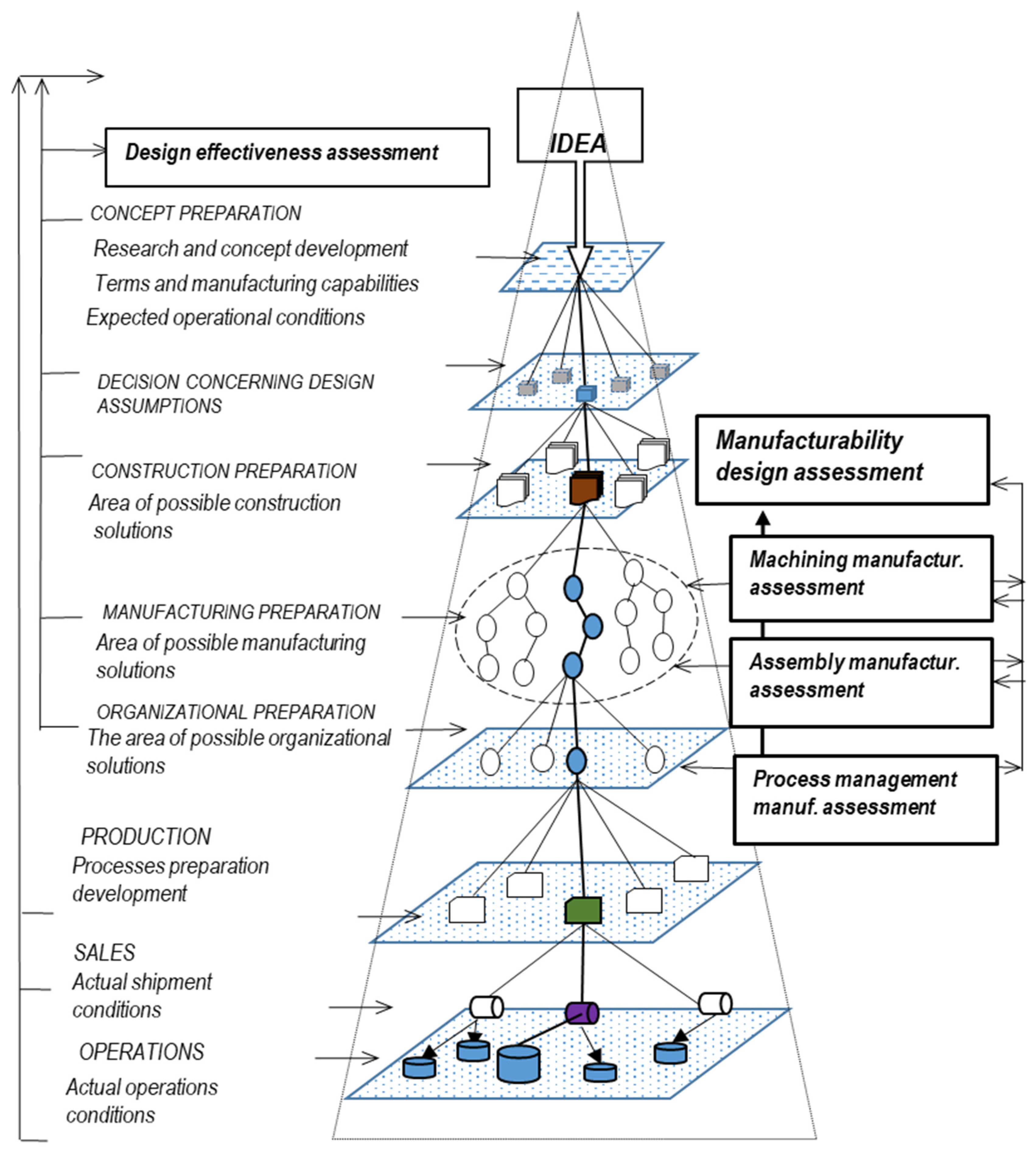
Figure 1.
Modified design and development process to produce a new product.
Figure 1.
Modified design and development process to produce a new product.
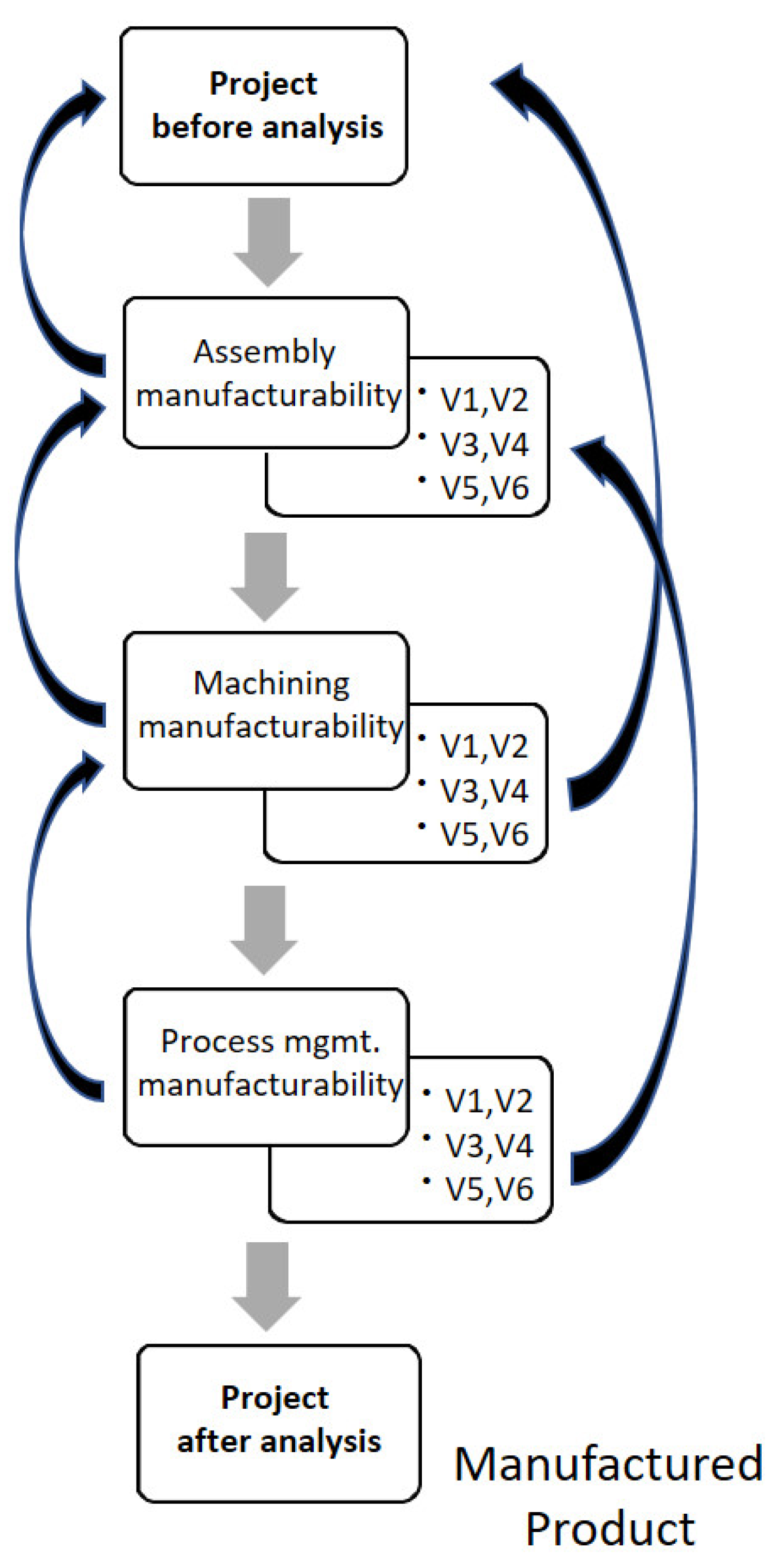
Figure 2.
Structural analysis of the structure’s technology in the proposed method.
Figure 2.
Structural analysis of the structure’s technology in the proposed method.
Figure 3.
Graph of the triangular membership function described by the Formula (1).
Figure 3.
Graph of the triangular membership function described by the Formula (1).
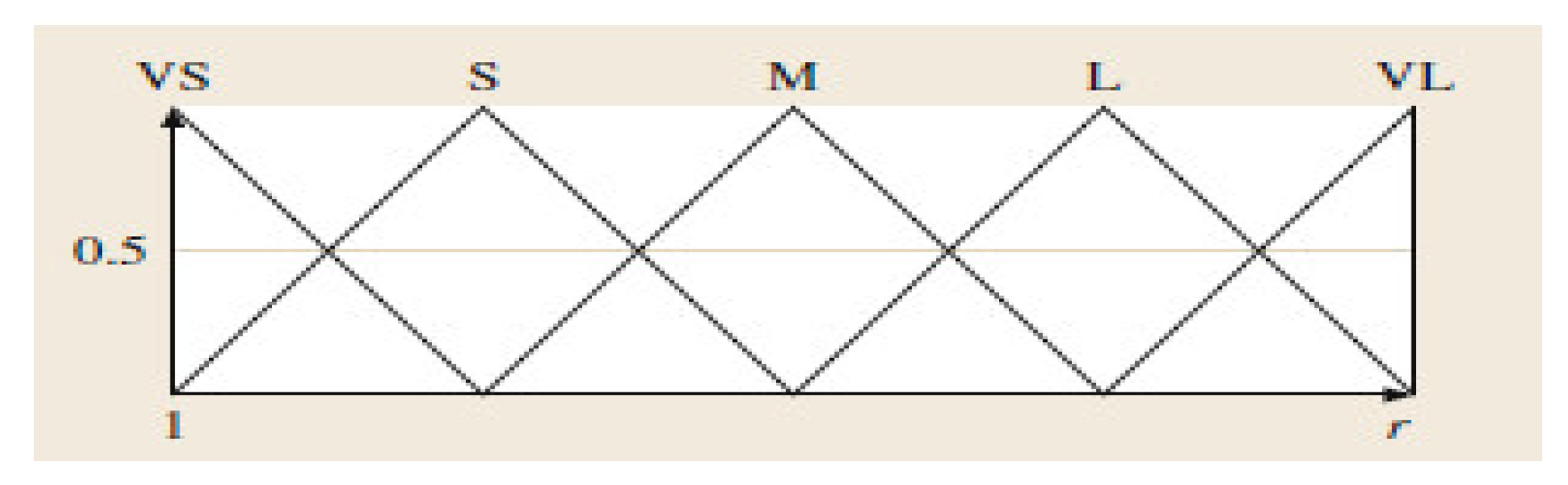
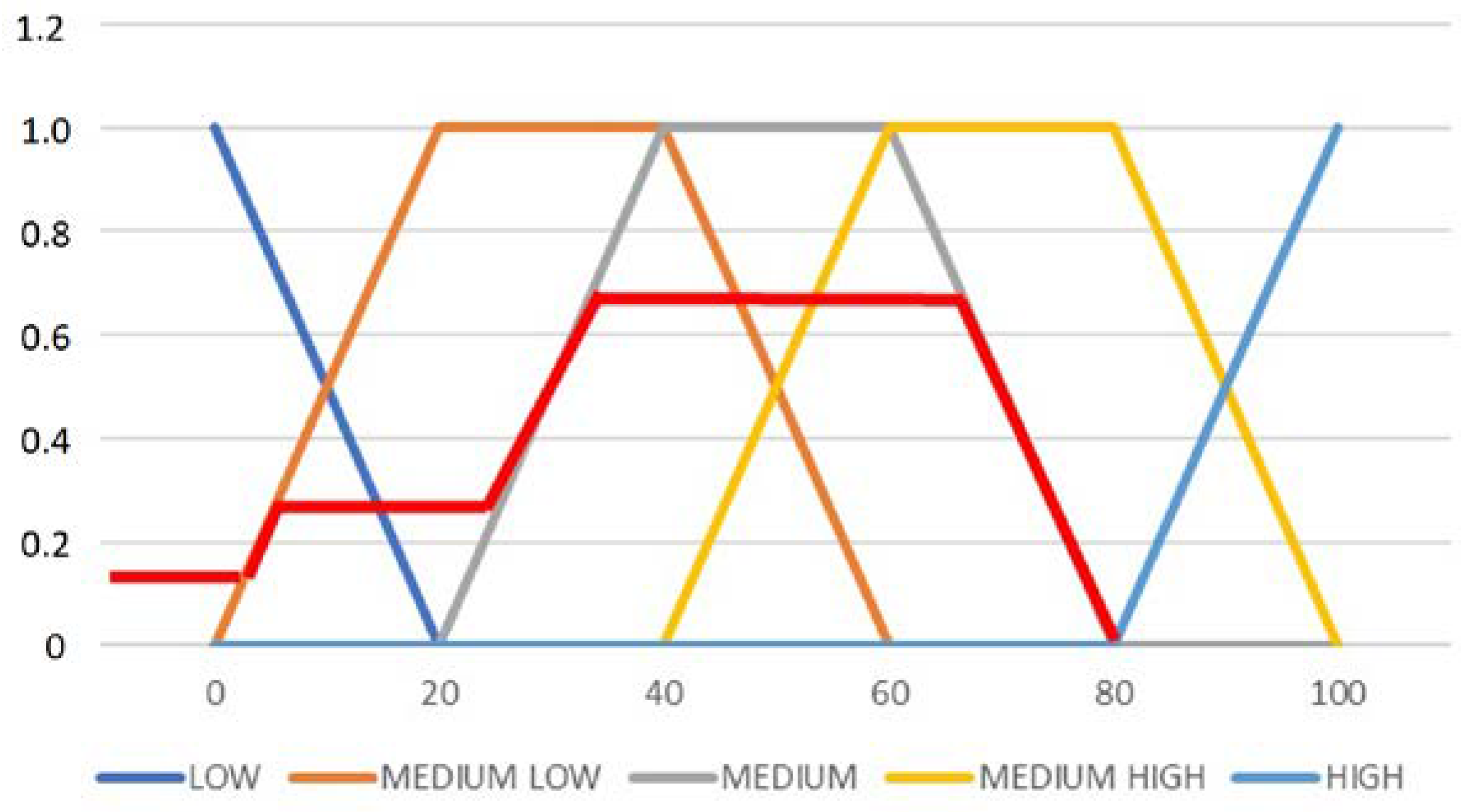
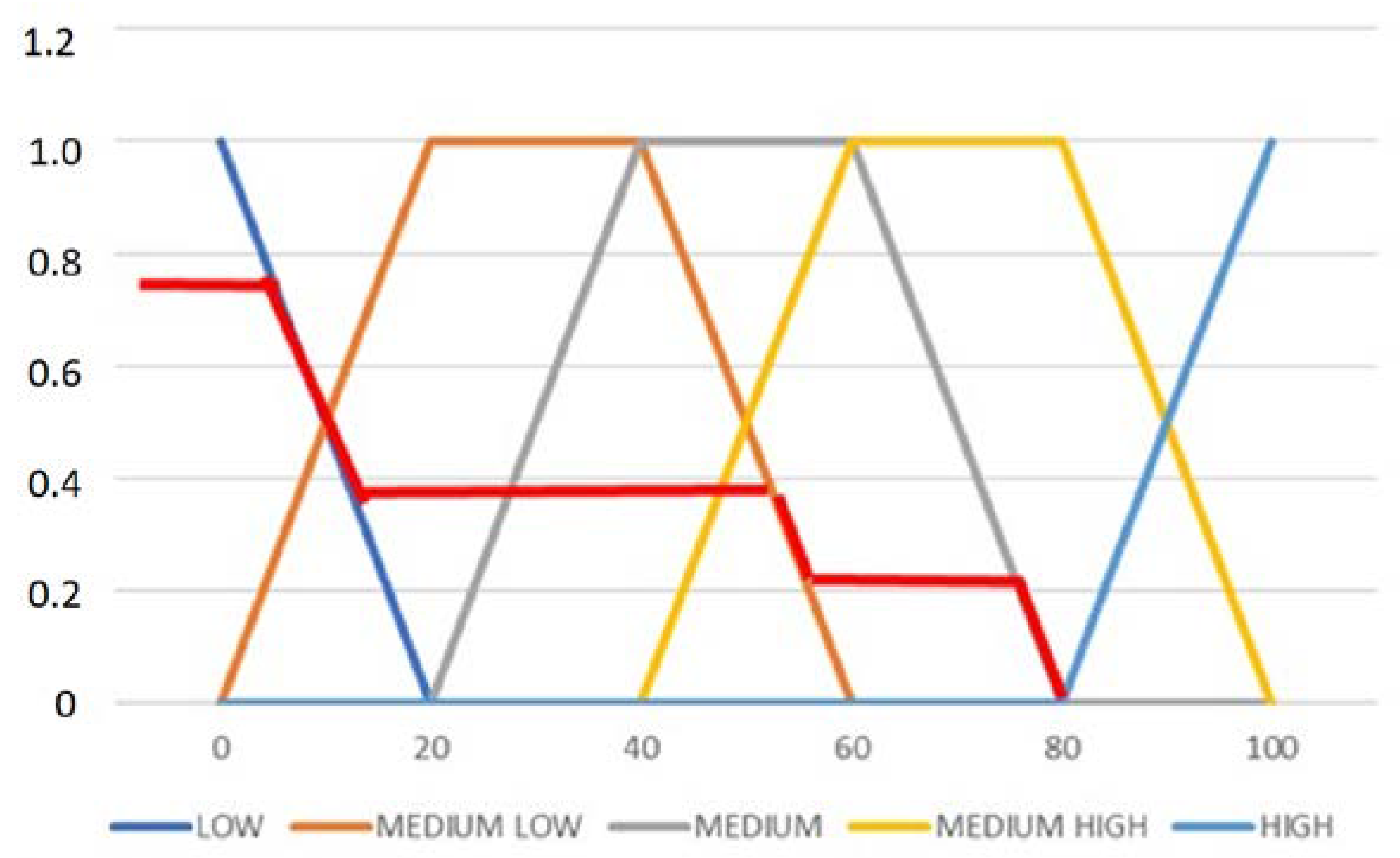
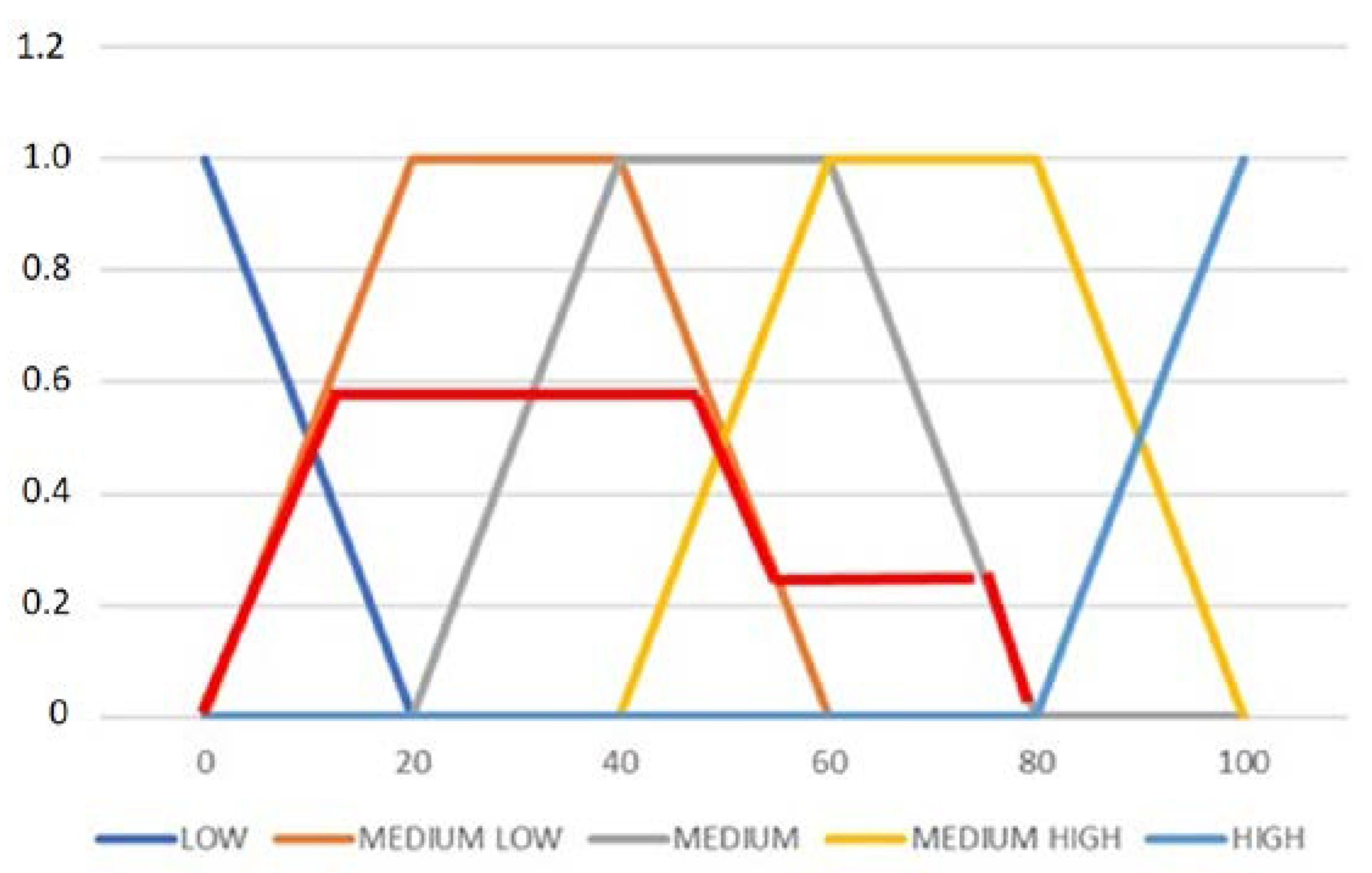
Figure 4.
Example of a fuzzy partition where vs. -, S-, M-, L-, VL-.
Figure 4.
Example of a fuzzy partition where vs. -, S-, M-, L-, VL-.
Figure 5.
Reference model of the project is of the type: multiple entries—multiple outputs.
Figure 5.
Reference model of the project is of the type: multiple entries—multiple outputs.
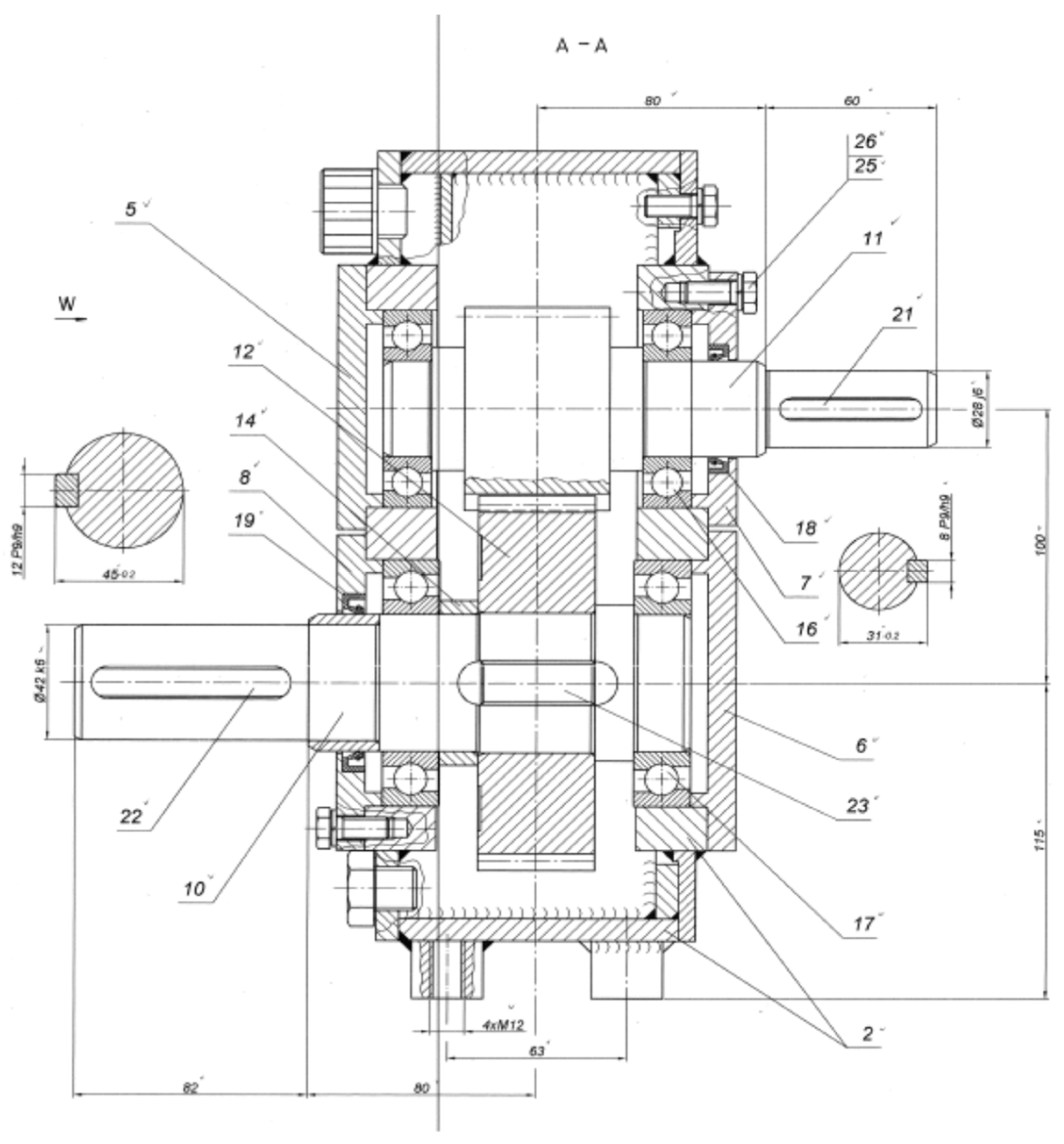
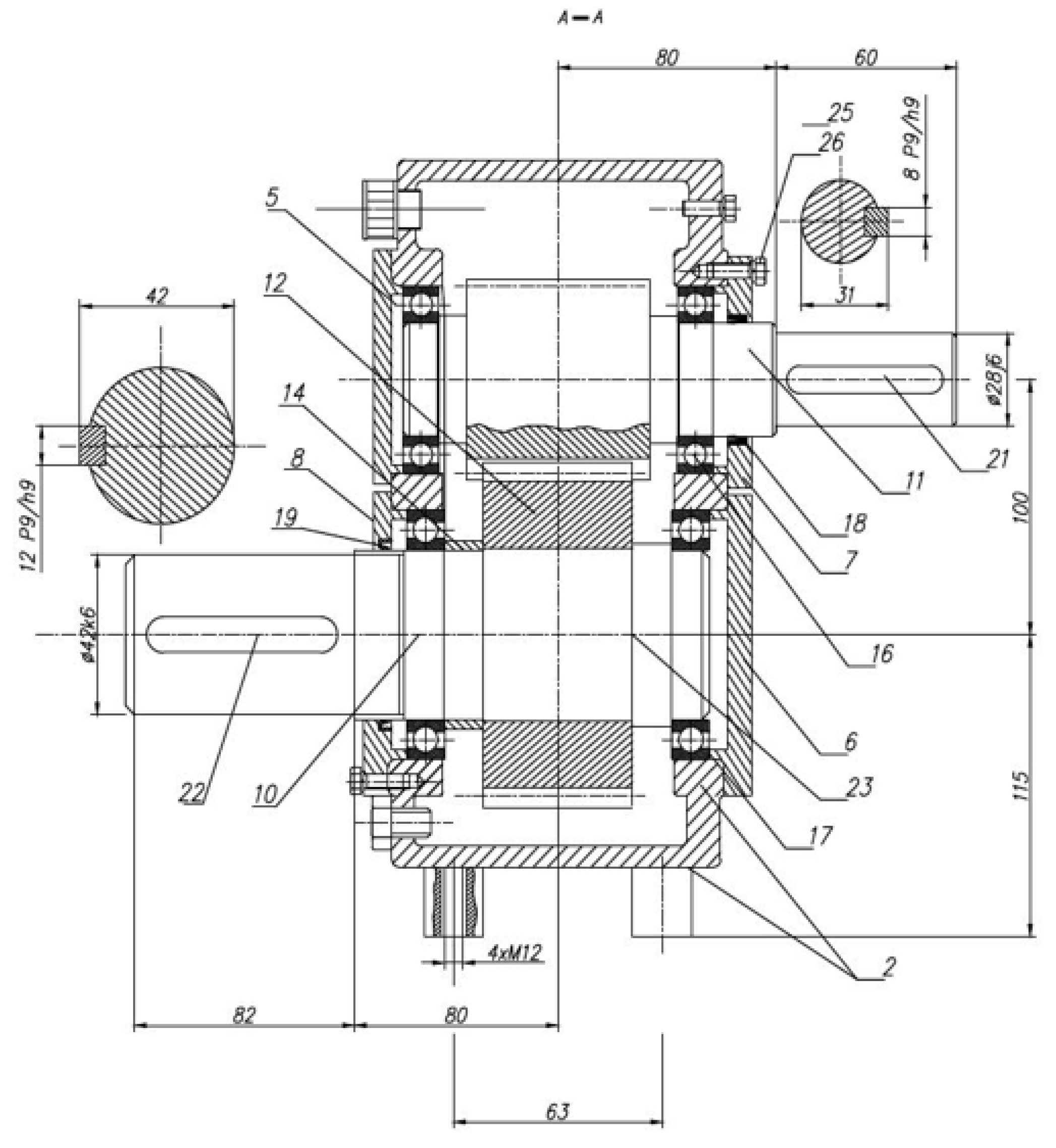
Figure 6.
Diagram of the analyzed gearbox. 2—body; 5, 6, 7, 8—bearing caps; 10—shaft; 11—pinion; 12—tooth gear; 14—spacing rings; 17; 16—bearings; 18, 19; —seals; 21, 22, 23—keys; 25, 26—washers; screws.
Figure 6.
Diagram of the analyzed gearbox. 2—body; 5, 6, 7, 8—bearing caps; 10—shaft; 11—pinion; 12—tooth gear; 14—spacing rings; 17; 16—bearings; 18, 19; —seals; 21, 22, 23—keys; 25, 26—washers; screws.
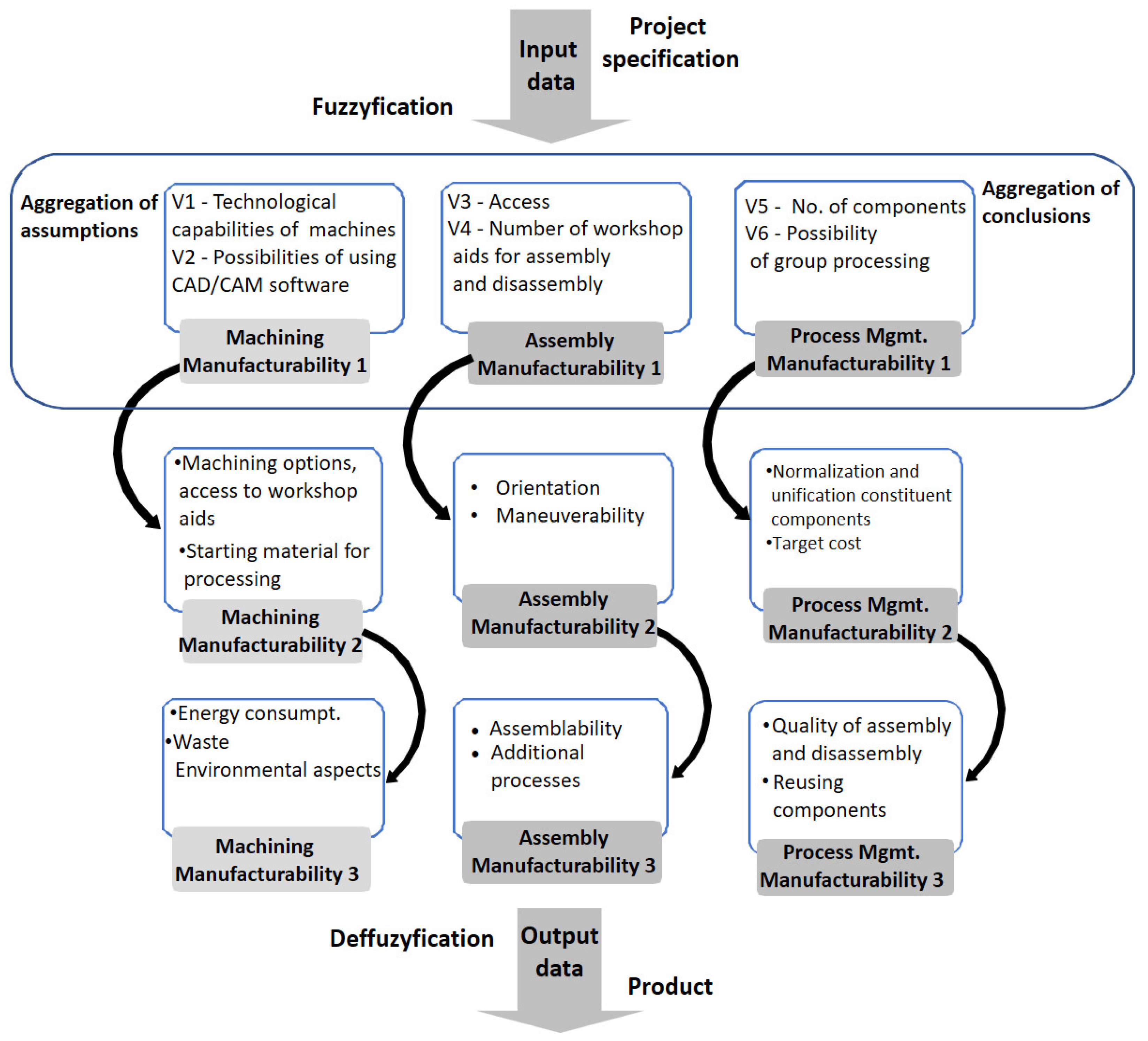
Figure 7.
Model of the new method design for manufacturability based on three successive stages and substages of fuzzy inference (without feedback).
Figure 7.
Model of the new method design for manufacturability based on three successive stages and substages of fuzzy inference (without feedback).
Figure 8.
Aggregation of rules for assembly technology Substep 1.
Figure 8.
Aggregation of rules for assembly technology Substep 1.
Figure 9.
Aggregation of rules for assembly technology 2.
Figure 9.
Aggregation of rules for assembly technology 2.
Figure 10.
Aggregation of rules for assembly technology 3.
Figure 10.
Aggregation of rules for assembly technology 3.
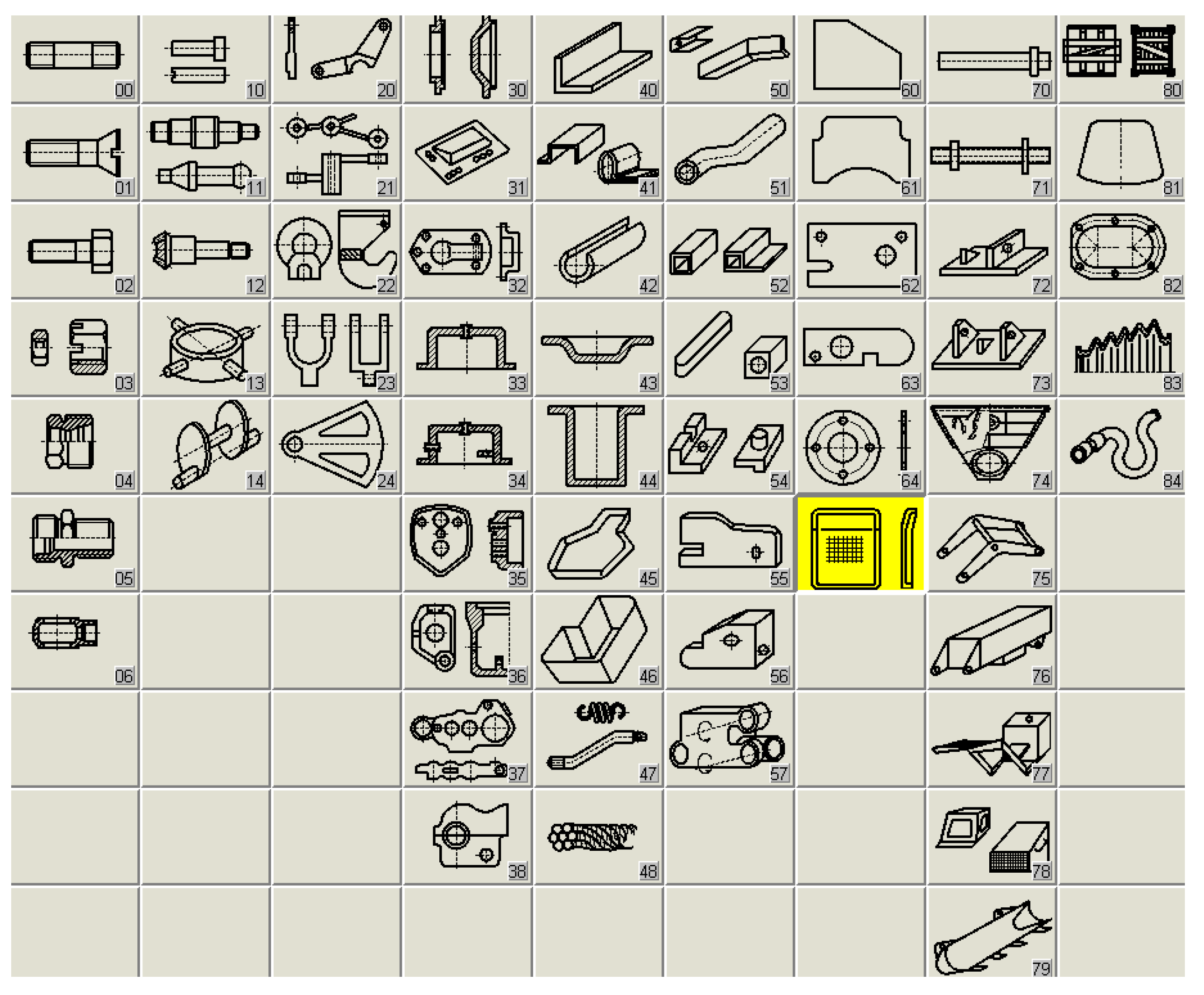
Figure 11.
Example of the first level of the production item classifier–restrictions on unnecessary diversity.
Figure 11.
Example of the first level of the production item classifier–restrictions on unnecessary diversity.
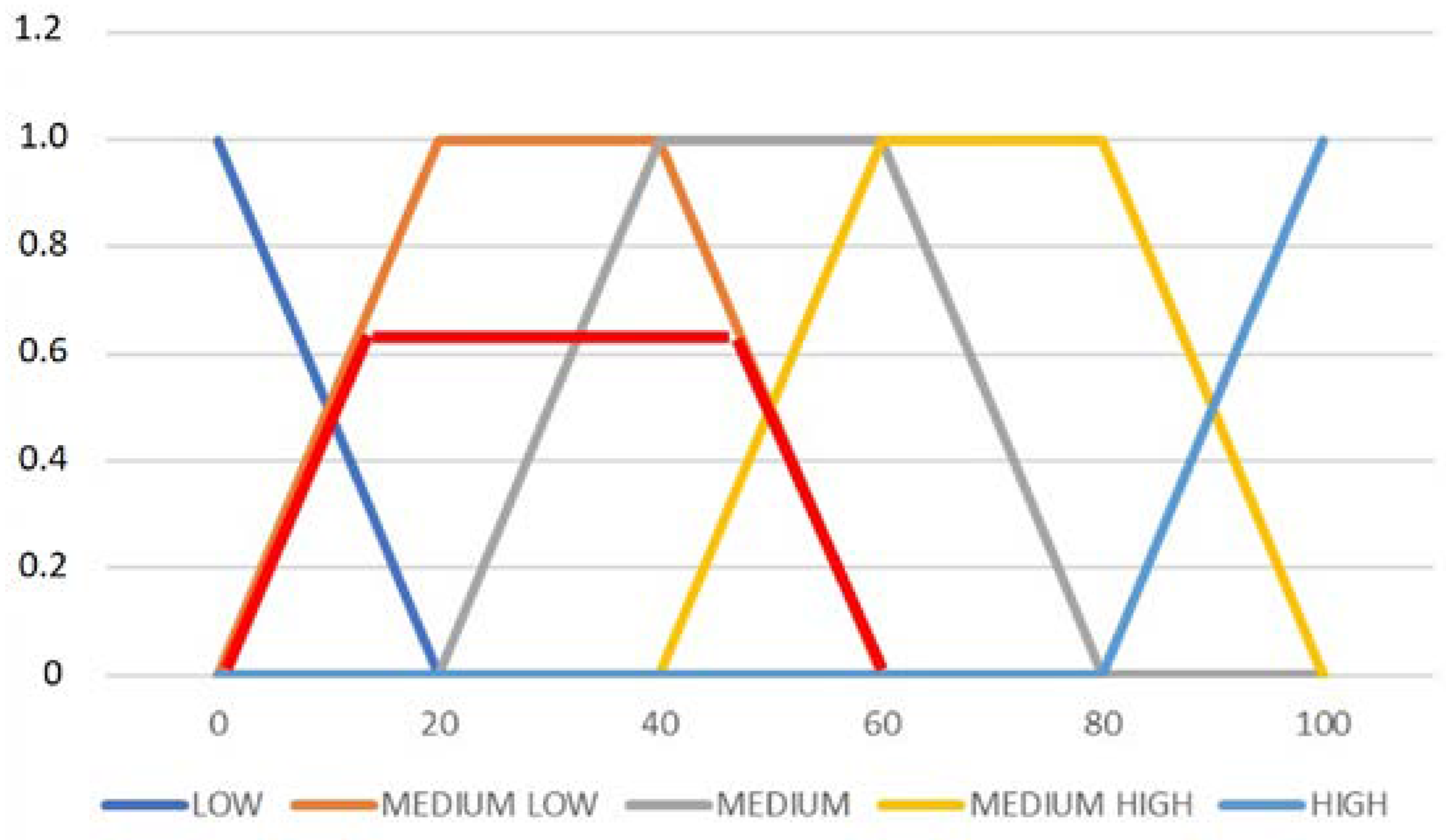
Figure 12.
Graphical representation membership functions for linguistic variables for technological capabilities.
Figure 12.
Graphical representation membership functions for linguistic variables for technological capabilities.
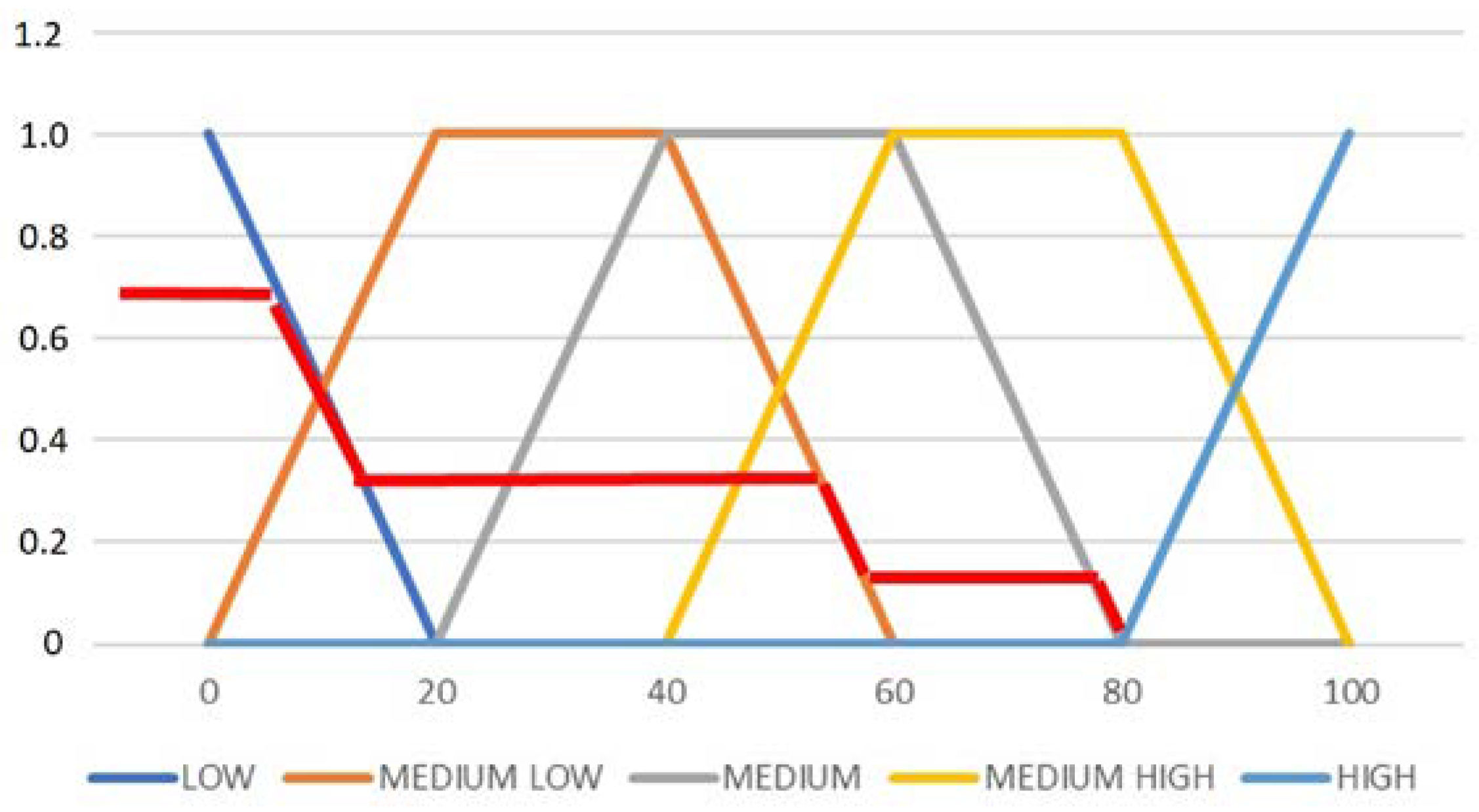
Figure 13.
Graphical representation membership functions for linguistic variables for Software Capability.
Figure 13.
Graphical representation membership functions for linguistic variables for Software Capability.
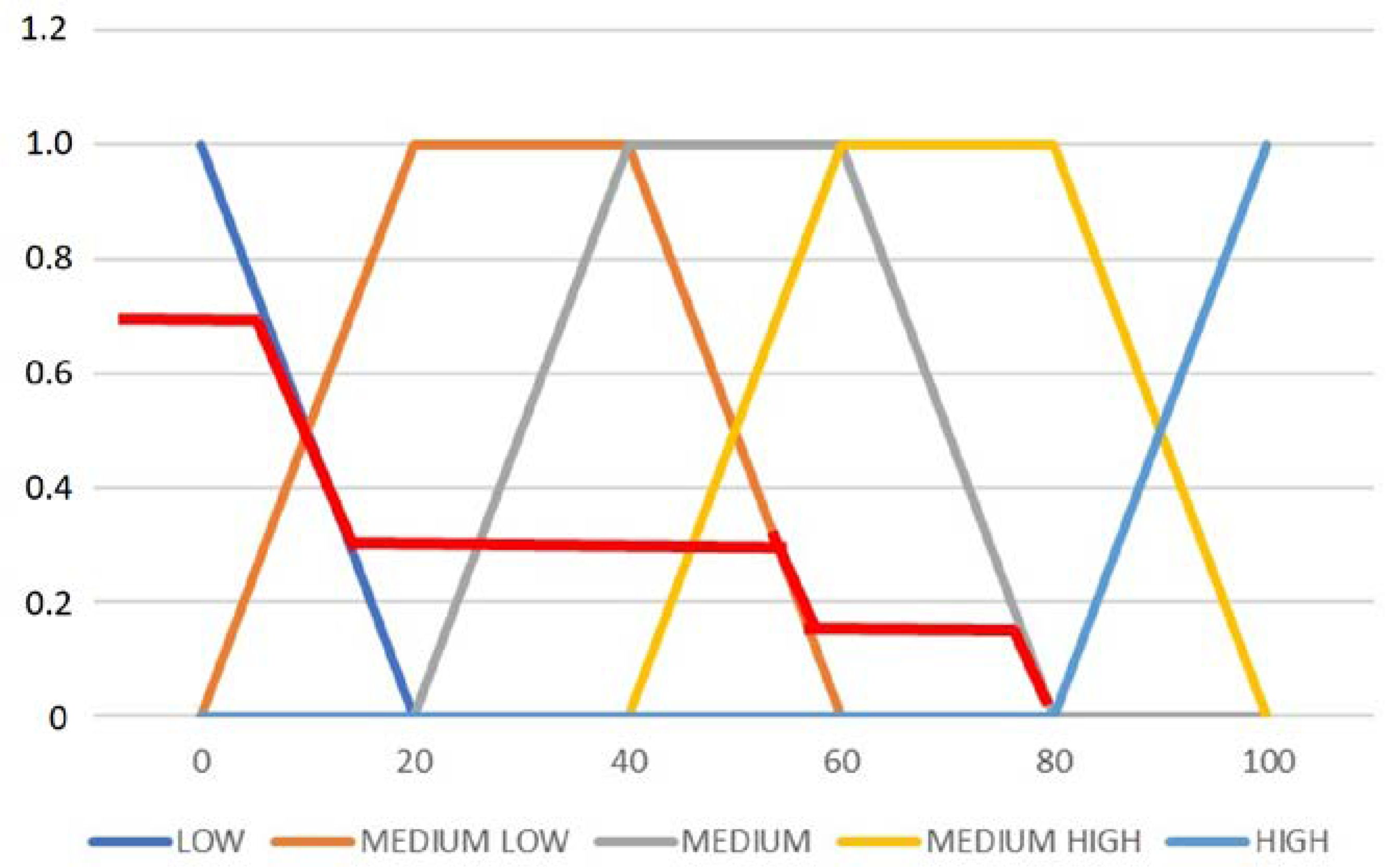
Figure 14.
Aggregation of rules for machining technology 1.
Figure 14.
Aggregation of rules for machining technology 1.
Figure 15.
Aggregation of rules for machining technology 2.
Figure 15.
Aggregation of rules for machining technology 2.
Figure 16.
Aggregation of rules for design for machining technology 3.
Figure 16.
Aggregation of rules for design for machining technology 3.
Figure 17.
Aggregation of rules for design for manufacturing organization 1.
Figure 17.
Aggregation of rules for design for manufacturing organization 1.
Figure 18.
Aggregation of rules for design for manufacturing organization 2.
Figure 18.
Aggregation of rules for design for manufacturing organization 2.
Figure 19.
Aggregation of rules for assessment of design for manufacturing organization 3.
Figure 19.
Aggregation of rules for assessment of design for manufacturing organization 3.
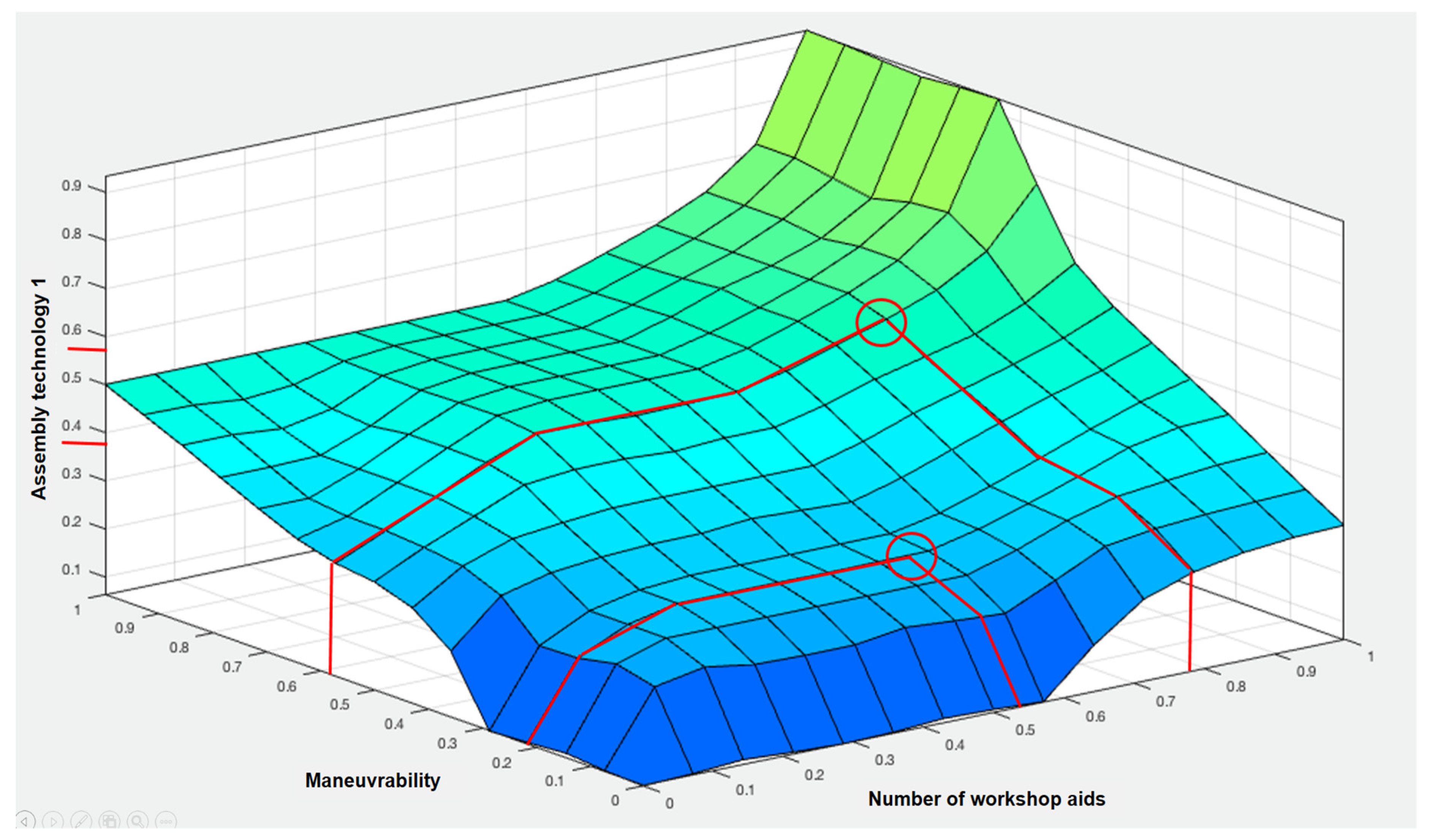
Figure 20.
Surface viewer—The surface of the dependence of the variable “installation technology 1” on the input variables for “gears”.
Figure 20.
Surface viewer—The surface of the dependence of the variable “installation technology 1” on the input variables for “gears”.
Figure 21.
Construction form of the gearbox after the changes were made.
Figure 21.
Construction form of the gearbox after the changes were made.
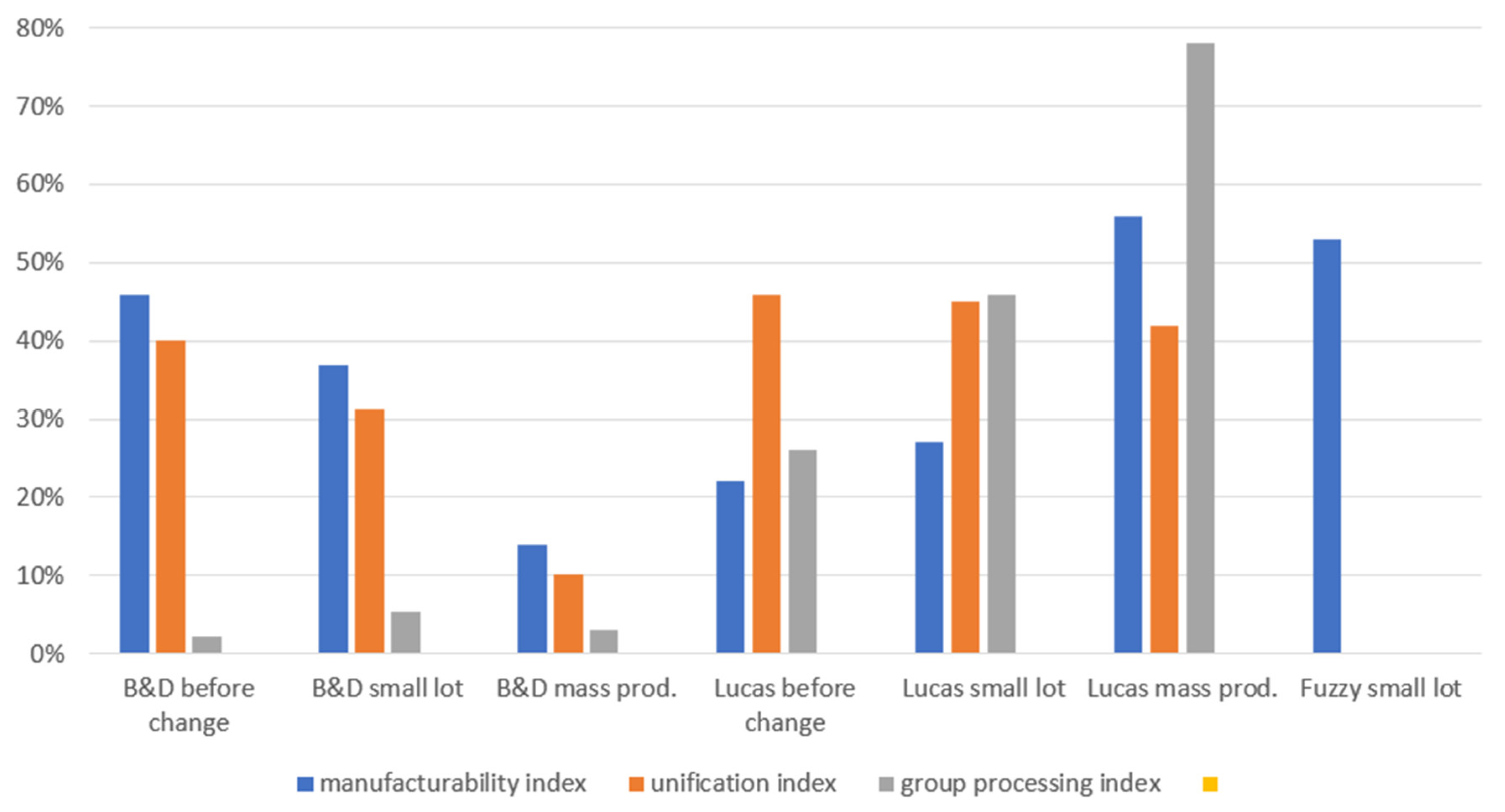
Figure 22.
Comparison of methods for gear groups.
Figure 22.
Comparison of methods for gear groups.
Table 1.
Sample decision table.
Table 1.
Sample decision table.
| | x1 |
|---|
| x2 | small | medium | large |
| short | bad | medium | |
| medium | bad | | medium |
| long | | | good |
Table 2.
Membership functions in tabular form of linguistic variables for “access”.
Table 2.
Membership functions in tabular form of linguistic variables for “access”.
| Description—Access | Rank |
|---|
| Very difficult to access area, special care/tools/techniques required to remove the part without damaging it | 0 |
| limited surface/eyesight, extreme care required to take pictures without damage | 30 |
| The area has limited access, but some can be removed without damage | 60 |
| The area is easy to assemble, plenty of room for hands/tools | 100 |
Table 3.
Membership functions in tabular form of linguistic variables for “number of workshop aids”.
Table 3.
Membership functions in tabular form of linguistic variables for “number of workshop aids”.
| Description—Number of Workshop Aids | Rank |
|---|
| Unnecessary | 0 |
| Easy to grasp | 0 |
| Orientation tools in 1 axis | 30 |
| Orientation tools in 2 axes | 30 |
| Orientation tools in both axis | 60 |
| Medium difficult tools | 60 |
| Heavy nesting or tangling | 60 |
| Requires a tool to grasp | 60 |
| Requires 2 operators | 100 |
| Requires special equipment | 100 |
Table 4.
Rules database for “access”.
Table 4.
Rules database for “access”.
| Access |
|---|
| | Very Difficult | Restricted | Medium Restricted | Easy |
|---|
| 0 | 1 | 0 | 0 | 0 |
| 30 | 0 | 1 | 0 | 0 |
| 60 | 0 | 0 | 1 | 0 |
| 100 | 0 | 0 | 0 | 1 |
Table 5.
Rules database for “number of workshop aids”.
Table 5.
Rules database for “number of workshop aids”.
| Number of Workshop Aids |
|---|
| | Easy | Require Orientation | Heavy/Equipment | Two Persons |
|---|
| 0 | 1 | 0 | 0 | 0 |
| 30 | 0 | 1 | 0 | 0 |
| 60 | 0 | 0 | 1 | 0 |
| 100 | 0 | 0 | 0 | 1 |
Table 6.
Fuzzy rules table for assembly technology—substep 1.
Table 6.
Fuzzy rules table for assembly technology—substep 1.
| 1 | If | Access easy | And | number of workshop aids two person/equipment | Then | Manufacturability medium law |
| 2 | If | Access easy | And | number of workshop aids heavy or equipment | Then | Manufacturability medium |
| 3 | If | Access easy | And | number of workshop aids require orientation | Then | Manufacturability high |
| 4 | If | Access easy | And | number of workshop aids easy | Then | Manufacturability high |
| 5 | If | Access medium restricted | And | number of workshop aids two person/equipment | Then | Manufacturability low |
| 6 | If | Access medium restricted | And | number of workshop aids heavy or equipment | Then | Manufacturability medium law |
| 7 | If | Access medium restricted | And | number of workshop aids require orientation | Then | Manufacturability medium |
| 8 | If | Access medium restricted | And | number of workshop aids easy | Then | Manufacturability medium |
| 9 | If | Access restricted | And | number of workshop aids two person/equipment | Then | Manufacturability low |
| 10 | If | Access restricted | And | number of workshop aids heavy or equipment | Then | Manufacturability medium law |
| 11 | If | Access restricted | And | number of workshop aids require orientation | Then | Manufacturability medium |
| 12 | If | Access restricted | And | number of workshop aids easy | Then | Manufacturability medium |
| 13 | If | Access very difficult | And | number of workshop aids two person/equipment | Then | Manufacturability low |
| 14 | If | Access very difficult | And | number of workshop aids heavy or equipment | Then | Manufacturability low |
| 15 | If | Access very difficult | And | number of workshop aids require orientation | Then | Manufacturability medium law |
| 16 | If | Access very difficult | And | number of workshop aids easy | To | Manufacturability medium |
Table 7.
Membership functions in tabular form of linguistic variables for orientation.
Table 7.
Membership functions in tabular form of linguistic variables for orientation.
| Orientation | Rank |
|---|
| Not require orientation | 100 |
| Requires orientation in the assembly axis | 60 |
| Requires orientation orthogonal to the assembly axis | 30 |
| Requires orientation in the assembly axis and perpendicular to the assembly axis | 0 |
Table 8.
Membership functions in tabular form of linguistic variables for maneuverability.
Table 8.
Membership functions in tabular form of linguistic variables for maneuverability.
| Maneuverability | Rank |
|---|
| Easy to grasp (one hand) | 0 |
| Easy to grasp (BH) | 0 |
| Orientation to change (OH) | 30 |
| Orientation to change (BH) | 30 |
| Slippery | 60 |
| Flexible or mall | 60 |
| Heavy nesting or tangling | 60 |
| Requires a tool to handle | 60 |
| Requires two operators | 100 |
| Requires equipment to operate | 100 |
Table 9.
Rule base for orientation.
Table 9.
Rule base for orientation.
| Orientation |
|---|
| | Both Axis | Perpendicular to Axis | In Axis | No Orientation |
|---|
| 0 | 1 | 0 | 0 | 0 |
| 30 | 0 | 1 | 0 | 0 |
| 60 | 0 | 0 | 1 | 0 |
| 100 | 0 | 0 | 0 | 1 |
Table 10.
Rule base for maneuverability.
Table 10.
Rule base for maneuverability.
| Maneuverability |
|---|
| | Easy | Require orientation | Heavy/Equipment | Two Person/Equipment |
|---|
| 0 | 1 | 0 | 0 | 0 |
| 30 | 0 | 1 | 0 | 0 |
| 60 | 0 | 0 | 1 | 0 |
| 100 | 0 | 0 | 0 | 1 |
Table 11.
Membership functions in tabular form of linguistic variables for assemblability.
Table 11.
Membership functions in tabular form of linguistic variables for assemblability.
| Assemblability | Rank |
|---|
| Difficult access and blind assembly | 0 |
| Special equipment | 30 |
| Requires two hands | 60 |
| No difficulty | 100 |
Table 12.
Membership functions in tabular form of linguistic variables for processes.
Table 12.
Membership functions in tabular form of linguistic variables for processes.
| Joining Process | Rank |
|---|
| Place part | 100 |
| Snap fit | 100 |
| Light interference | 60 |
| Pressed | 60 |
| Manual screwing | 60 |
| Screwing with tooling | 30 |
| Automatic screwing | 30 |
| Riveting | 30 |
| Clinching | 30 |
| Soldering | 0 |
| Welding | 0 |
Table 13.
Set of component assessments made by experts for established criteria.
Table 13.
Set of component assessments made by experts for established criteria.
| | Machining
Manufacturability 1 | Machining
Manufacturability 2 | Machining
Manufacturability 3 | Assembly Manufacturability 1 | Assembly
Manufacturability 2 | Assembly
Manufacturability 3 | Process Mgmt. Manufacturability 1 | Process Mgmt.
Manufacturability 2 | Process Mgmt.
Manufacturability 3 |
|---|
| | Technological Capabilities | Software Capability | Tool Machining Capability | Compliance Requirements | Energy Consumption | Waste, Environmental Aspects | Access | Number of Workshop Aids | Orientation | Manoeuvrability | Assemblability | Processes | Number of Components | Possibility of Group Processing | Normalization, Unification of Components | Target Cost | Quality of Assembly and Disassembly | Reusing Components |
|---|
| Group | | | | | | | | | | | | | | | | | | |
|---|
| Gear | 60 | 50 | 40 | 70 | 40 | 20 | 60 | 70 | 80 | 70 | 60 | 70 | 50 | 60 | 90 | 80 | 60 | 60 |
| Main housing | 20 | 55 | 10 | 35 | 70 | 10 | 20 | 55 | 10 | 35 | 70 | 10 | 20 | 20 | 10 | 35 | 70 | 10 |
| Bearing | 80 | 70 | 80 | 70 | 30 | 20 | 60 | 90 | 80 | 90 | 70 | 70 | 50 | 60 | 90 | 90 | 60 | 90 |
| Bearing | 80 | 70 | 80 | 70 | 30 | 20 | 60 | 90 | 80 | 90 | 70 | 70 | 50 | 60 | 90 | 90 | 60 | 90 |
| Bearing | 80 | 70 | 80 | 70 | 30 | 20 | 60 | 90 | 80 | 90 | 70 | 70 | 50 | 60 | 90 | 90 | 60 | 90 |
| Bearing | 80 | 70 | 80 | 70 | 30 | 20 | 60 | 90 | 80 | 90 | 70 | 70 | 50 | 60 | 90 | 90 | 60 | 90 |
| Bearing | 80 | 70 | 80 | 70 | 30 | 20 | 60 | 90 | 80 | 90 | 70 | 70 | 50 | 60 | 90 | 90 | 60 | 90 |
| Vent | 70 | 60 | 70 | 60 | 20 | 15 | 45 | 60 | 45 | 60 | 45 | 50 | 50 | 60 | 40 | 60 | 60 | 20 |
| Oil sight | 70 | 60 | 70 | 60 | 20 | 15 | 45 | 60 | 45 | 60 | 45 | 50 | 50 | 60 | 40 | 60 | 60 | 20 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Washer | 95 | 95 | 95 | 95 | 10 | 10 | 60 | 20 | 45 | 20 | 45 | 70 | 80 | 80 | 90 | 90 | 80 | 90 |
| Cover | 40 | 50 | 40 | 35 | 80 | 10 | 65 | 60 | 30 | 60 | 60 | 20 | 40 | 40 | 50 | 50 | 80 | 10 |
| Cover | 40 | 50 | 40 | 35 | 80 | 10 | 65 | 60 | 30 | 60 | 60 | 20 | 40 | 40 | 50 | 50 | 80 | 10 |
| Cover | 40 | 50 | 40 | 35 | 80 | 10 | 65 | 60 | 30 | 60 | 60 | 20 | 40 | 40 | 50 | 50 | 80 | 10 |
| Cover | 40 | 50 | 40 | 35 | 80 | 10 | 65 | 60 | 30 | 60 | 60 | 20 | 40 | 40 | 50 | 50 | 80 | 10 |
| Cover | 40 | 50 | 40 | 35 | 80 | 10 | 65 | 60 | 30 | 60 | 60 | 20 | 40 | 40 | 50 | 50 | 80 | 10 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Add. Process | 95 | 95 | 95 | 95 | 90 | 10 | 90 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 20 | 30 | 50 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Screw | 80 | 70 | 80 | 70 | 10 | 30 | 50 | 70 | 35 | 70 | 55 | 60 | 60 | 40 | 70 | 60 | 70 | 90 |
| Nameplate | 70 | 60 | 70 | 60 | 20 | 15 | 45 | 60 | 45 | 60 | 45 | 50 | 50 | 60 | 40 | 60 | 60 | 20 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Shaft | 50 | 35 | 40 | 70 | 40 | 20 | 60 | 50 | 80 | 50 | 40 | 70 | 35 | 50 | 40 | 60 | 60 | 60 |
| Groove | 70 | 60 | 70 | 60 | 20 | 15 | 45 | 60 | 45 | 60 | 45 | 50 | 50 | 60 | 40 | 60 | 60 | 20 |
| Groove | 70 | 60 | 70 | 60 | 20 | 15 | 45 | 60 | 45 | 60 | 45 | 50 | 50 | 60 | 40 | 60 | 60 | 20 |
Table 14.
A set of fuzzy method results for individual components for specified criteria.
Table 14.
A set of fuzzy method results for individual components for specified criteria.
| | Machining Manufacturability 1 | Machining Manufacturability 2 | Machining Manufacturability 3 | Assembly Manufacturability 1 | Assembly Manufacturability 2 | Assembly Manufacturability 3 | Process Mgmt. Manufacturability 1 | Process Mgmt. Manufacturability 2 | Process Mgmt. Manufacturability 3 | |
|---|
| Gear | 0.56 | 0.55 | 0.36 | 0.5 | 0.71 | 0.55 | 0.64 | 0.76 | 0.7 | 0.59 |
| Main housing | 0.3 | 0.3 | 0.36 | 0.42 | 0.31 | 0.36 | 0.4 | 0.31 | 0.36 | 0.35 |
| Bearing | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Bearing | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Bearing | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Bearing | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Bearing | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Vent | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
| Oil sight | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Washer | 0.83 | 0.76 | 0.24 | 0.29 | 0.39 | 0.56 | 0.73 | 0.78 | 0.73 | 0.59 |
| Cover | 0.44 | 0.36 | 0.38 | 0.53 | 0.5 | 0.3 | 0.44 | 0.56 | 0.38 | 0.43 |
| Cover | 0.44 | 0.36 | 0.38 | 0.53 | 0.5 | 0.3 | 0.44 | 0.56 | 0.38 | 0.43 |
| Cover | 0.44 | 0.36 | 0.38 | 0.53 | 0.5 | 0.3 | 0.44 | 0.56 | 0.38 | 0.43 |
| Cover | 0.44 | 0.36 | 0.38 | 0.53 | 0.5 | 0.3 | 0.44 | 0.56 | 0.38 | 0.43 |
| Cover | 0.44 | 0.36 | 0.38 | 0.53 | 0.5 | 0.3 | 0.44 | 0.56 | 0.38 | 0.43 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Add. Process | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Screw | 0.71 | 0.61 | 0.25 | 0.5 | 0.54 | 0.5 | 0.56 | 0.71 | 0.71 | 0.57 |
| Nameplate | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Groove | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
| Groove | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
Table 15.
Comparison of methods design for manufacturability.
Table 15.
Comparison of methods design for manufacturability.
| Lucas | | | | | | | | | | | | | | | | | | | Manufacturability index | 0.3 |
| Pressing to bearing 16 | Pinion shaft | A | 1 | | 1 | 0 | 0.1 | 0.2 | 1.3 | Pick up and hold down | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 |
| | | | | | | | | | | Pressing to bearing | 2 | 0 | 0 | 0 | 0.7 | 0.7 | 0 | 3.4 | 4.4 |
| Pick up | Main shaft | A | 1 | | 1 | 0 | 0.1 | 0.2 | 1.3 | Pick up and place | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 5.4 |
| Assembly | Wedge 23 | B | | 1 | 1 | 0 | 0 | 0.2 | 1.2 | Assembly on shaft subassy | 1 | 0 | 0 | 0 | 0.7 | 0 | 0 | 1.7 | 7.1 |
| Assembly on shaft subassy | Gear 5 | B | | 1 | 1 | 0.4 | 0.1 | 0.2 | 1.7 | Assembly on shaft subassy | 2 | 0.1 | 0 | 0 | 0.7 | 0.7 | 0 | 3.5 | 10.6 |
| Assembly on shaft subassy | Spacer sleeve 14 | B | | 1 | 1 | 0 | 0 | 0 | 1 | Assembly on shaft subassy | 1 | 0.1 | 0 | 0 | 0 | 0 | 0 | 1.1 | 11.7 |
| Preheating gear to 180 deg. | Preheating | B | | 1 | 0 | 0 | 0 | 0 | 0 | Prehating | 0 | 0 | 0 | 0 | 0 | 0 | 7.5 | 7.5 | 19.2 |
| | | 6 | 2 | | | | | | 6.5 | | | | | | | | | | | 59.4 |
| Boothroyd | | | | | | | | | | | | | | | | | | | Manufacturability index | 0.24 |
| Gear | pressing for bearing 16 | 1 | 37 | 194 | 360 | 0 | 88 | 6.35 | 41 | 7.5 | 13.85 | | | Y | N | Y | 1 |
| Drive gear | Pick up and place | 1 | 28 | 216 | 360 | 360 | 30 | 1.95 | | | 1.95 | | | Y | N | Y | 1 |
| Groove | Assembly | 1 | 16 | 40 | 180 | 360 | 20 | 1.8 | 01 | 2.5 | 4.3 | | | N | N | N | 0 |
| Gear no. 5 | Assembly on shaft subassy | 1 | 41 | 136 | 180 | 360 | 88 | 6.35 | 31 | 5 | 11.35 | | | N | N | N | 0 |
| Sleeve no. 14 | Assembly on shaft subassy | 1 | 4 | 60 | 180 | 0 | 00 | 1.13 | 01 | 2.5 | 3.63 | | | N | N | N | 0 |
| Preheating | Preheating gear to 180 deg. | 1 | | | | | | | 99 | 12 | 12 | | | N | N | N | 0 |
| Shaft subassembly | Pressing to bearing | 1 | 136 | 216 | 360 | 360 | 30 | 1.95 | 51 | 9 | 10.95 | | | Y | Y | Y | 1 |
| | | | | 7 | | | | | | | 58.03 | | | | | | | | | 3 |
| Fuzzy | | | | | | | | | | | | | | | | | | | Manufacturability index | 0.53 |
| Shaft to bearing | Pressing to bearing | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Shaft | Assembly | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |
| Groove | Assembly | 0.7 | 0.55 | 0.29 | 0.5 | 0.6 | 0.42 | 0.64 | 0.56 | 0.44 | 0.52 |
| Gear | Assembly on shaft subassy | 0.56 | 0.55 | 0.36 | 0.5 | 0.71 | 0.55 | 0.64 | 0.76 | 0.7 | 0.59 |
| Sleeeve | Assembly | 0.71 | 0.61 | 0.3 | 0.5 | 0.76 | 0.56 | 0.64 | 0.56 | 0.7 | 0.59 |
| Preheating | Preheating gear to 180 deg. | 0.83 | 0.76 | 0.37 | 0.36 | 0.24 | 0.24 | 0.24 | 0.29 | 0.64 | 0.44 |
| Shaft subassembly | Assembly | 0.47 | 0.55 | 0.36 | 0.44 | 0.62 | 0.55 | 0.47 | 0.56 | 0.7 | 0.52 |

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}