The Development of a Modified Design Chain Operations Reference Model in New Product Development of the Printed Circuit Board: A Case Study


Abstract
1. Introduction
2. Literature Review
2.1. NPD Process
2.2. DCOR Model
3. Methodology
3.1. Background of the Case Company
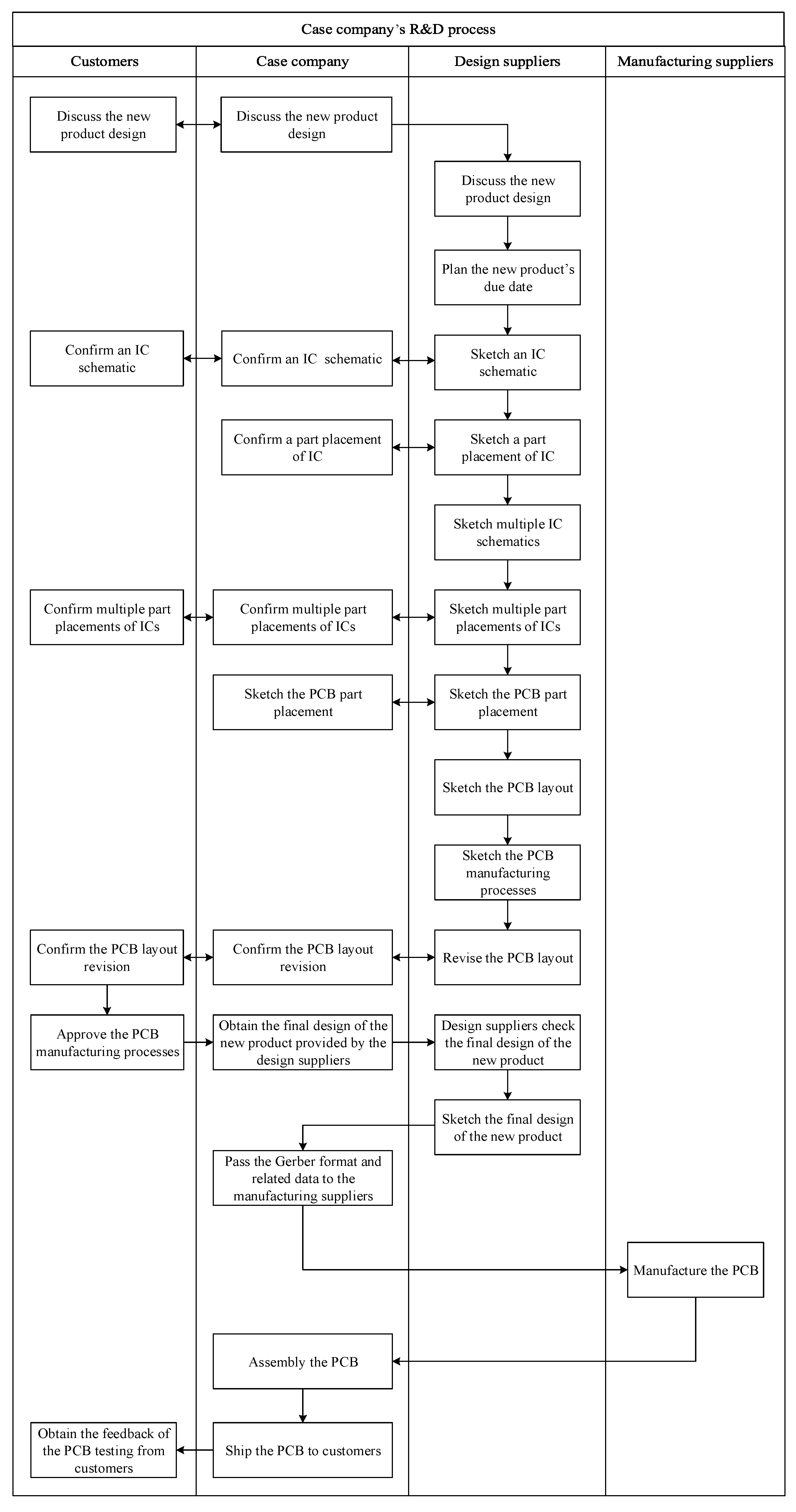
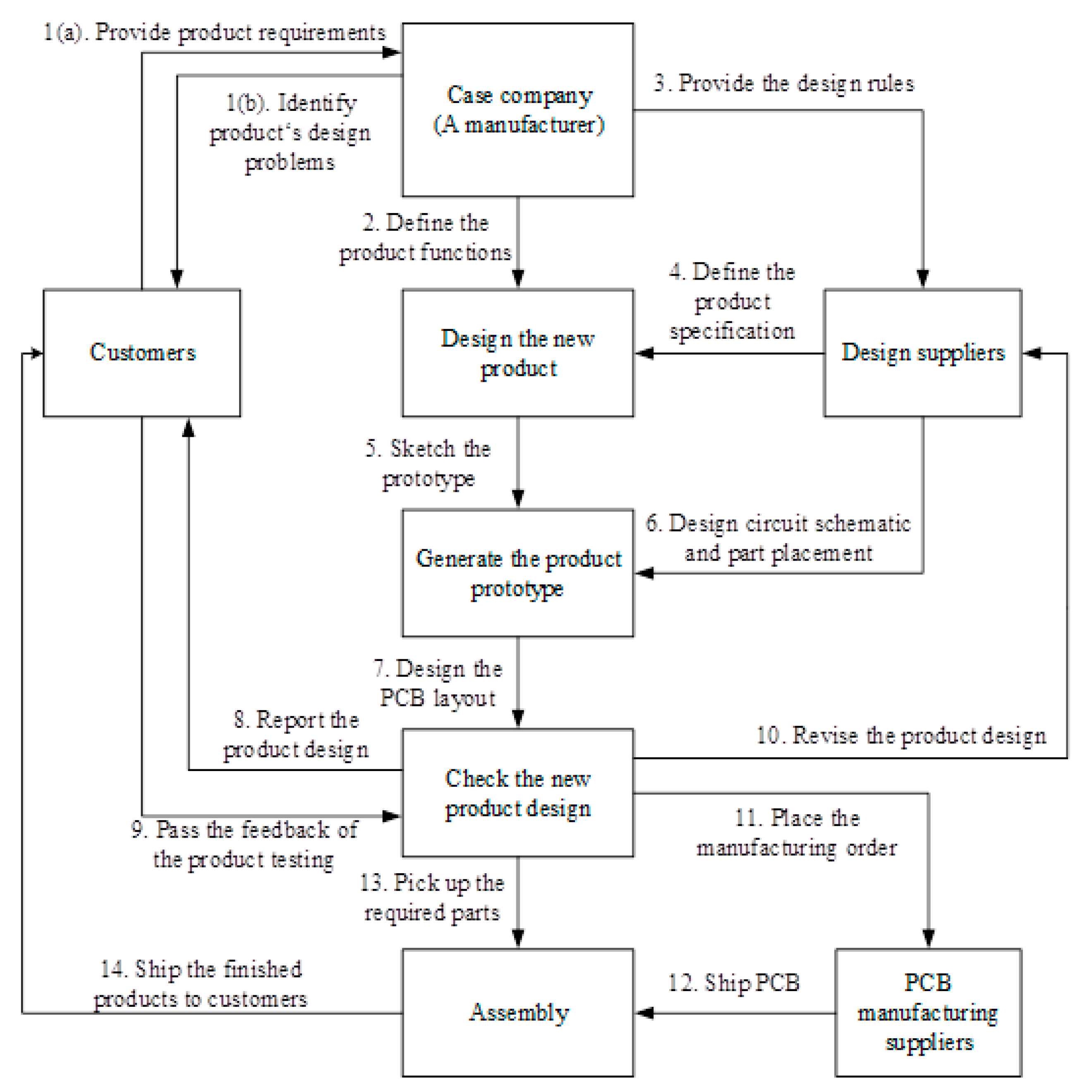
3.2. R&D Process of VPC
3.3. Introduction to DCOR Processes
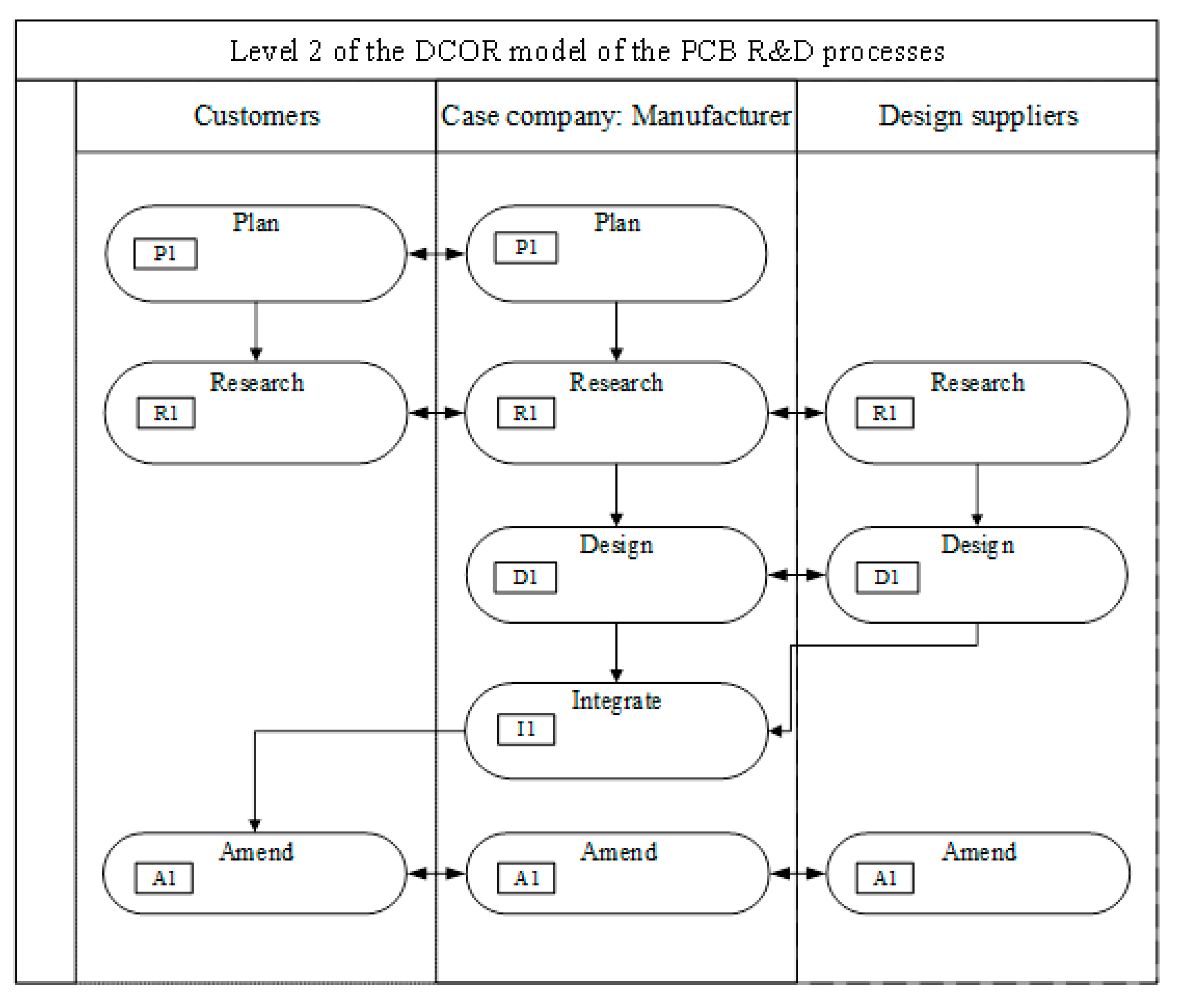
3.3.1. Level 1 of the DCOR Model
- (1)
- P1: Determine the design chain priority and time of the PCB R&D process.
- (2)
- R1: The R&D management process includes verifying, decomposing, and clarifying the rules of the R&D project, collecting the design information, and evaluating the feedback of the R&D results. R1 also includes identifying the departments from the design information, designing the methods for using the design information, analyzing the corresponding design and parts, and ensuring that the material and the product specifications satisfy the customer’s needs.
- (3)
- D1: Design process includes the definitions, productions, simulations, specifications, structures, and functions of products. D1 also contains product manufacturing standards, testing frequency verifications, and product needs.
- (4)
- I1: Integration process includes deciding the aforementioned product design definition, defining the product design process into a component modulus, releasing the aforementioned R&D process information and its definition, introducing an operating and executing mechanism of the design chain, and cooperating with the customer to provide the design rules to the organization of the downstream design suppliers.
- (5)
- A1: Track product testing results and improve their R&D process. Track the company’s products to determine if they satisfy customers’ needs and evaluate for future improvement.
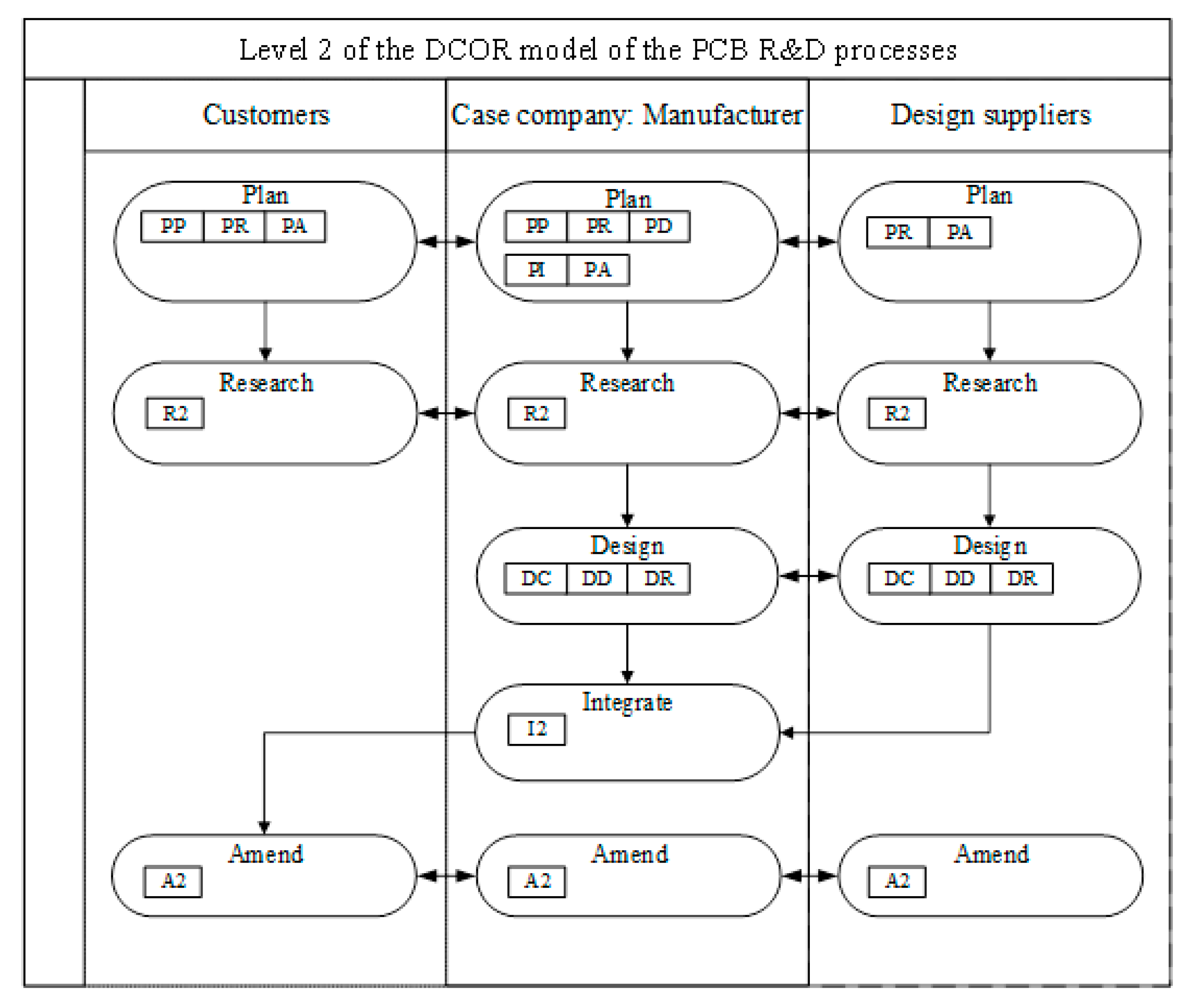
3.3.2. Level 2 of the DCOR Model
3.3.3. Level 3 of DCOR
3.3.4. Level 4 of the DCOR Model
3.4. Summary
4. Results and Discussions
4.1. Analysis Steps
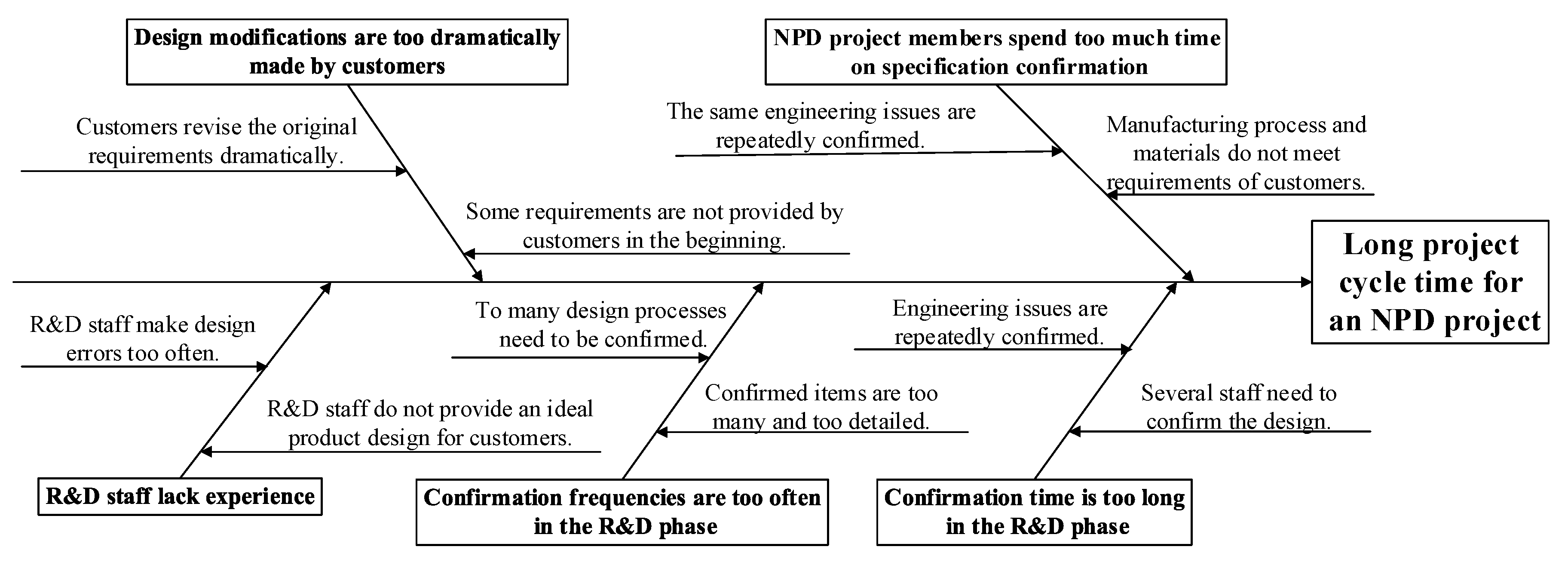
4.1.1. Statement Step
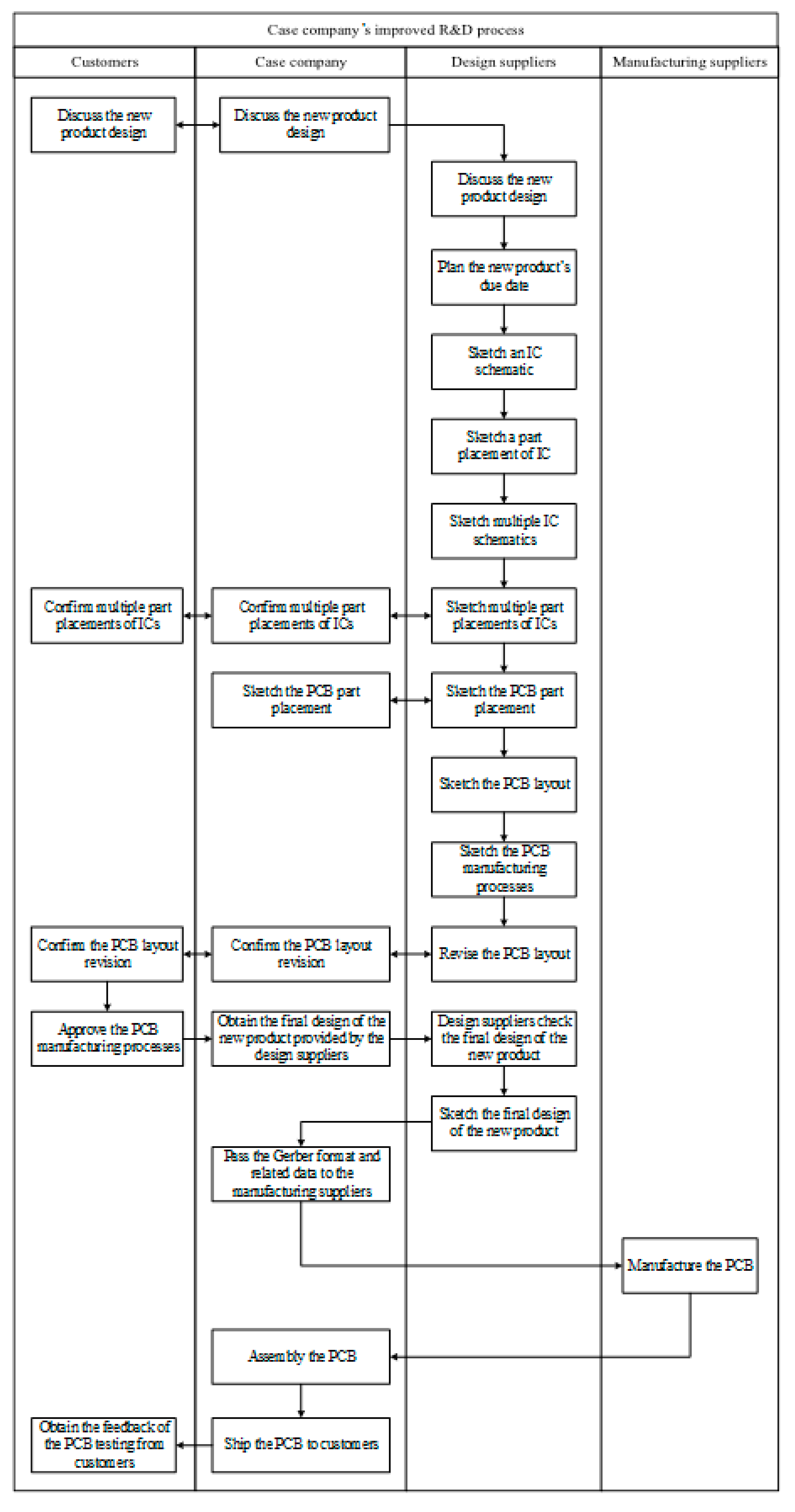
4.1.2. Improvement Step
- The case company should build up a database for long-term customers’ new product projects to store their new product signals and conventional materials. When customers start discussions about new product needs, the stored data will remind the customers about materials used in the previous product designs and compare the differences between the new products and the previous ones, thereby efficiently reducing the waiting and verification time from repeatedly asking the customers about the same engineering questions.
- Both the case company and the design company should have their own database to ensure rapid evolving fabrication capability and customer requests as well as decrease the numbers and time of repeated engineering question inquiries. Therefore, they can reveal design data problems and issues needing further reviews and verifications of new products, thereby improving the problems of design process interruptions stemming from engineering mishaps.
- After the individual databases of the case company and the design company are built up, not many engineers are needed for repeating engineering problem verifications. Engineering problems can be referred to the previous product design data, examined, and responded to by accessing the databases. Designers just need to look up and follow the related examined engineering problems for new designs monitored and verified by a senior engineer during the design process. The goal is to shorten the delivery time, decrease mistake rates, and conserve manpower.
- The design company follows the models in the database to design and set up specific stages with corresponding inspection items instead of random inspection stages of design schematic files for the case company. Such a method of conducting inspections at fixed stages can reduce the mistake rates of file checking as well as the inspection time, numbers, and error risks of the case company.
- The case company communicates and discusses potential future revisions of some IC signals and some IC program design with the customer, which is treated exceptionally. After the PCB design is over, it takes less time and fewer efforts to modify the PCB design because of IC program revisions.
- The case company inquiries about the customer’s ideal PCB design and it notes the corresponding attention in the database before a project. The case company then verifies with the customer each detailed design element and regulation to determine the design goal before starting the design and decreases the scale of revision if the finished design does not fit the customer’s expectation.
- A senior designer should participate in a new R&D project if possible so that he or she can pass his or her experience from customer’s preferences and ideal design styles to newcomers. In this way, it decreases design errors resulting in quality issues caused by new designers with a lack of experience.
- The senior designers are asked to create files of checking lists or attention memorandums of design processes for newcomers or designers who never come into contact with certain customers before having design references. During each design process, every designer must fill new customer requests or new special specifications back into these files as references for other designers in future design projects.
4.2. Discussions
4.3. Summary
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Farrukh, C.; Fraser, P.; Gregory, M. Development of a structured approach to assessing practice in product development collaborations. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1131–1144. [Google Scholar] [CrossRef]
- Ganotakis, P.; Hsieh, W.L.; Love, J.H. Information systems, inter-functional collaboration and innovation in Taiwanese high-tech manufacturing firms. Prod. Plan. Control. 2013, 24, 837–850. [Google Scholar] [CrossRef]
- Davenport, T.H.; Short, J.E. The new industrial engineering: Information technology and business process redesign. MIT Sloan Manag. Rev. 1990, 31, 11–27. [Google Scholar]
- Song, W.Y.; Cao, J.T.; Zheng, M.K. Towards an integrative framework of innovation network for new product development project. Prod. Plan. Control. 2016, 27, 967–978. [Google Scholar] [CrossRef]
- Wang, F.K.; Yeh, C.T.; Chu, T.P. Using the design for Six Sigma approach with TRIZ for new product development. Comput. Ind. Eng. 2016, 98, 522–530. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, G.H.; Lu, Q.; Chang, F.T. Graph-based knowledge reuse for supporting knowledge-driven decision-making in new product development. Int. J. Prod. Res. 2017, 55, 7187–7203. [Google Scholar] [CrossRef]
- Švarcová, J.; Urbánek, T.; Povolná, L.; Sobotková, E. Implementation of R&D results and industry 4.0 influenced by selected macroeconomic Indicators. Appl. Sci. 2019, 9, 1846. [Google Scholar]
- Li, D.C.; Yeh, C.W.; Chen, C.C.; Shih, H.T. Using a diffusion wavelet neural network for short-term time series learning in the wafer level chip scale package process. J. Intell. Manuf. 2016, 27, 1261–1272. [Google Scholar] [CrossRef]
- Li, J.; Gu, J.; Huang, Z.; Wen, J. Application research of Improved YOLO V3 algorithm in PCB electronic component detection. Appl. Sci. 2019, 9, 3750. [Google Scholar] [CrossRef]
- Lv, S.; Xian, R.; Li, D.; Zheng, B.; Jin, H. An FCM–GABPN ensemble approach for material feeding prediction of printed circuit board template. Appl. Sci. 2019, 9, 4455. [Google Scholar] [CrossRef]
- Noori, H.; Lee, W.B. Collaborative design in a networked enterprise: The case of the telecommunications industry. Int. J. Prod. Res. 2004, 42, 3041–3054. [Google Scholar] [CrossRef]
- Fagerstrom, B.; Jackson, M. Efficient collaboration between main and sub-suppliers. Comput. Ind. 2002, 49, 25–35. [Google Scholar] [CrossRef]
- Oh, J.; Lee, S.; Yang, J. A collaboration model for new product development through the integration of PLM and SCM in the electronics industry. Comput. Ind. 2015, 73, 82–92. [Google Scholar] [CrossRef]
- Marmier, F.; Gourc, D.; Laarz, F. A risk oriented model to assess strategic decisions in new product development projects. Decis. Support Syst. 2013, 56, 74–82. [Google Scholar] [CrossRef]
- Supply-Chain Council. Design-Chain Operations Reference-Model; Version 2.0.; Supply-Chain Council: Pittsburgh, PA, USA, 2009. [Google Scholar]
- Booz, Allen & Hamiton. New Products Management for the 1980s; Booz, Allen & Hamiton: New York, NY, USA, 1982. [Google Scholar]
- Ullman, D.G. The Mechanical Design Process; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- Cooper, R.G. Perspective third generation new product process. J. Prod. Innov. Manag. 1994, 11, 3–14. [Google Scholar] [CrossRef]
- Baxter, M. Product Design: Practical Methods for the Systematic Development of New Products; CRC Press: New York, NY, USA, 1995. [Google Scholar]
- Gerhard, P.; Wolfgang, B. Engineering Design: A Systematic Approach; Springer: New York, NY, USA, 1988. [Google Scholar]
- Lee, C.W.; Suh, Y.; Kim, I.K.; Park, J.H.; Yun, M.H. A systematic framework for evaluating design concepts of a new product. Hum. Factors Ergonom. Manuf. Serv. Ind. 2010, 20, 424–442. [Google Scholar] [CrossRef]
- Chen, W.C.; Chang, H.P.; Lin, K.M.; Kan, N.H. An efficient model for NPD performance evaluation using DEMATEL and fuzzy ANP-applied to the TFT-LCD touch panel industry in Taiwan. Energies 2015, 8, 11973–12003. [Google Scholar] [CrossRef]
- Chen, W.C.; Wang, L.Y.; Lin, M.C. A hybrid MCDM model for new product development: Applied on the Taiwanese LiFePO4 industry. Math. Probl. Eng. 2015, 462915–462929. [Google Scholar]
- Kumar, S.; Luthra, S.; Govindan, K.; Kumar, N.; Haleem, A. Barriers in green lean six sigma product development process: An ISM approach. Prod. Plan. Control. 2016, 27, 604–620. [Google Scholar] [CrossRef]
- Shih, W.Y.C.; Agrafiotes, K.; Sinha, P. New product development by a textile and apparel manufacturer: A case study from Taiwan. J. Text. Inst. 2014, 105, 905–919. [Google Scholar] [CrossRef]
- Sondergaard, E.; Oehmen, J.; Ahmed-Kristensen, S. Extension of internationalisation models: Drivers and processes for the globalisation of product development—A comparison of Danish and Chinese engineering firms. Prod. Plan. Control. 2016, 27, 1112–1123. [Google Scholar] [CrossRef][Green Version]
- Ying, C.S.; Li, Y.L.; Chin, K.S.; Yang, H.T.; Xu, J. A new product development concept selection approach based on cumulative prospect theory and hybrid-information MADM. Comput. Ind. Eng. 2018, 122, 251–261. [Google Scholar] [CrossRef]
- Sastoque Pinilla, L.; Llorente Rodríguez, R.; Toledo Gandarias, N.; López de Lacalle, L.N.; Ramezani Farokhad, M. TRLs 5–7 advanced manufacturing centres, practical model to boost technology transfer in manufacturing. Sustainability 2019, 11, 4890. [Google Scholar] [CrossRef]
- MacKerron, G.; Kumar, M.; Benedikt, A.; Kumar, V. Performance management of suppliers in outsourcing project: Case analysis from the financial services industry. Prod. Plan. Control. 2015, 26, 150–165. [Google Scholar] [CrossRef]
- Georgise, F.B.; Wuest, T.; Thoben, K.D. SCOR model application in developing countries: Challenges & requirements. Prod. Plan. Control. 2017, 28, 17–32. [Google Scholar]
- Choi, Y.H.; Kim, K.; Kim, C. A design chain collaboration framework using reference models. Int. J. Adv. Manuf. Technol. 2005, 26, 183–190. [Google Scholar] [CrossRef]
- Lin, J.; Juan, Y.; Ou-Yang, C. A DCOR-based MAS framework to support design chain cooperation. In Proceedings of the 12th International Conference on Computer Supported Cooperative Work in Design, Xi’an, China, 16–18 April 2008; pp. 323–329. [Google Scholar]
- Zuñiga, R.; Seifert, M.; Thoben, K.D. Study on the application of DCOR and SCOR models for the sourcing process in the mineral raw material industry supply chain. In Dynamics in Logistics-Proceedings of LDIC 2012 Bremen, Germany; Kreowski, H., Scholz-Reiter, B., Thoben, K.D., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 211–220. [Google Scholar]
- Ahoa, E.; Kassahun, A.; Tekinerdogan, B. Configuring supply chain business processes using the SCOR reference model. In Business Modeling and Software Design; Shishkov, B., Ed.; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Kugler, H. Blütenökologische Untersuchungen mit Hummeln. IX. Die optische nahwirkung von natürlichen blüten und blütenständen. Planta 1938, 29, 47–66. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level 3 | Plan Process Descriptions of DCOR Level 4 | |
|---|---|---|
| PP.1 | PP.1.1 | Plan a NPD project planning |
| PP.2 | PP.2.1 | Plan the NPD required resources, software, and display planning |
| PP.3 | PP.3.1 | Plan the NPD R&D project, staff, and project length planning |
| PP.4 | PP.4.1 | Key in the data of the NPD planning into the information system |
| PR.1 | PR.1.1 | Confirm the manufacturing process capability for new products and the R&D capability for new components |
| PR.2 | PR.2.1 | Confirm the NPD R&D resources, software, and equipment |
| PR.3 | PR.3.1 | Confirm the allocation of the staff and time for the NPD project |
| PR.4 | PR.4.1 | Confirm the technological data and the R&D plan of the NPD project |
| PD.1 | PD.1.1 | Confirm the NPD requirements and order requests |
| PD.2 | PD.2.1 | Evaluate the ability of R&D engineers and confirm the manufacturing process technology for the NPD project |
| PD.3 | PD.3.1 | Allocate the R&D engineers, software, and raw materials for the NPD project |
| PD.4 | PD.4.1 | Key in the NPD execution plan into the information system |
| PI.1 | PI.1.1 | Plan products’ integrated component requirement planning |
| PI.2 | PI.2.1 | Negotiate the allocation of products’ integrated time, raw materials, staff, and production assembly lines |
| PI.3 | PI.3.1 | Confirm the allocation of products’ integrated time, raw materials, staff, and production assembly lines |
| PI.4 | PI.4.1 | Key in the project integrated execution plan into the information system |
| PA.1 | PA.1.1 | Collect the data of the improved requests |
| PA.2 | PA.2.1 | Analyze the cause-and-effect and solutions for the improved requests |
| PA.3 | PA.3.1 | Allocate resources, staff, and tasks for implementing the improved project |
| PA.4 | PA.4.1 | Key in the improved project items and the modified requirements into the information system |
| Level 3 | Research Process Descriptions of DCOR Level 4 | |
|---|---|---|
| R2.1 | R2.1.1 | Initialize the kick-off meeting of the NPD R&D project and confirm the NPD manufacturing process specifications |
| R2.2 | R2.2.1 | Decide the NPD R&D schedule |
| R2.2.2 | Propose the collaboration plan with the PCB design suppliers | |
| R2.3 | R2.3.1 | Confirm the NPD manufacturing process data |
| R2.4 | R2.4.1 | Verify the NPD R&D manufacturing process capability of the case company |
| R2.4.2 | Verify the design capability of the PCB design suppliers | |
| R2.5 | R2.5.1 | Release the NPD R&D results and transfer the associated document to the PCB design suppliers |
| R2.5.2 | Review the NPD R&D results | |
| R2.6 | R2.6.1 | Authorize the PCB design suppliers to design and manufacture PCB products |
| Level 3 | Design Process Descriptions of DCOR Level 4 | |
|---|---|---|
| DC.1 | DC.1.1 | Confirm the product specification of the new product design |
| DC.1.2 | Confirm the conceptual schematics of the new product | |
| DC.1.3 | Confirm the analysis function of the new product simulation | |
| DC.2 | DC.2.1 | Confirm the design items of the new product design |
| DC.2.2 | Confirm the manufacturing process capability of the new product design | |
| DC.2.3 | Confirm the key components’ layout of the new product design | |
| DC.3 | DC.3.1 | Confirm the design activities’ schedule of the new product design |
| DD.1 | DD.1.1 | Discuss the evaluation rules for the new product design |
| DD.1.2 | Discuss the guidelines for the new product design | |
| DD.1.3 | Confirm the guidelines for the new product design | |
| DD.2 | DD.2.1 | Draw the component connected design in the signal function diagram of the new product |
| DD.2.2 | Draw the circuit connected design in the signal function diagram of the new product | |
| DD.3 | DD.3.1 | Simulate the optimization design for testing the new product |
| DD.3.2 | Simulate the impedance specifications of the new product | |
| DD.4 | DD.4.1 | Design the component layout design of the new product |
| DD.4.2 | Design the structure layout design of the new product | |
| DD.4.3 | Discuss the circuit layout design of the new product | |
| DD.4.4 | Modify the layout design of the new product | |
| DR.1 | DR.1.1 | Write the detailed document of the new product’s schematics |
| DR.1.2 | List the new product layout diagrams | |
| DR.1.3 | Delete unnecessary auxiliary boxes in the new product layout diagram | |
| DR.2 | DR.2.1 | Check the details of the new product’s design diagram |
| DR.2.2 | Generate the final schematics of the new product design | |
| DR.2.3 | Generate the final layout of the new product design | |
| DR.2.4 | Generate the final structure layout of the new product design | |
| DR.2.5 | Generate the final circuit layout of the new product design | |
| DR.2.6 | Generate the final components’ BOM of the new product design | |
| DR.2.7 | Generate the product specifications of the new product design | |
| Level 3 | Integrate Process Descriptions of DCOR Level 4 | |
|---|---|---|
| I2.1 | I2.1.1 | Write the new product’s document |
| I2.1.2 | Evaluate the feasibility of the new product | |
| I2.1.3 | Confirm the new product’s requirements | |
| I2.2 | I2.2.1 | Decide the associated tasks and rules for the new product |
| I2.2.2 | Check the main functions of the new product | |
| I2.2.3 | Decide the alternatives for the new product’s special tasks | |
| I2.2.4 | Evaluate the confidence level of the new product’s design | |
| I2.2.5 | Decide the product’s estimated production schedule | |
| I2.3 | I2.3.1 | Integrate machine resources for manufacturing the new product |
| I2.3.2 | Integrate production lines for manufacturing the new product | |
| I2.3.3 | Integrate due date requirements for manufacturing the new product | |
| I2.4 | I2.4.1 | Integrate operations for manufacturing the new product |
| I2.4.2 | Define the new product’s design specification | |
| I2.5 | I2.5.1 | Review the new product specification |
| I2.5.2 | Release the new product specification | |
| I2.5.3 | Report the new product’s testing results | |
| I2.6 | I2.6.1 | Examine the final version of the new product specification |
| I2.6.2 | Package the new product | |
| I2.7 | I2.7.1 | Deliver the finished product to customers |
| Level 3 | Analyze Process Descriptions of DCOR Level 4 | |
|---|---|---|
| A2.1 | A2.1.1 | Trace the product design defects by customers’ feedbacks |
| A2.1.2 | Summarize the reasons of customers’ complaints for requesting product design modification | |
| A2.2 | A2.2.1 | Analyze the effects of the product design defects and product design modification |
| A2.3 | A2.3.1 | Analyze, improve, and prioritize the product design defects |
| A2.4 | A2.4.1 | Assign the defective products to the associated departments based on the classification of the product design failures for improvement |
| A2.4.2 | Reevaluate the feasibility verification and the improved report proposed by the staff who make product design defects | |
| A2.5 | A2.5.1 | Define the product design rules and product modification rules for future product design guidelines |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.-S.; Chen, J.C.-M.; Huang, W.-T.; Kuo, L.-Y. The Development of a Modified Design Chain Operations Reference Model in New Product Development of the Printed Circuit Board: A Case Study. Appl. Sci. 2020, 10, 3703. https://doi.org/10.3390/app10113703
Chen P-S, Chen JC-M, Huang W-T, Kuo L-Y. The Development of a Modified Design Chain Operations Reference Model in New Product Development of the Printed Circuit Board: A Case Study. Applied Sciences. 2020; 10(11):3703. https://doi.org/10.3390/app10113703
Chicago/Turabian StyleChen, Ping-Shun, Jimmy Ching-Ming Chen, Wen-Tso Huang, and Li-Yin Kuo. 2020. "The Development of a Modified Design Chain Operations Reference Model in New Product Development of the Printed Circuit Board: A Case Study" Applied Sciences 10, no. 11: 3703. https://doi.org/10.3390/app10113703
APA StyleChen, P.-S., Chen, J. C.-M., Huang, W.-T., & Kuo, L.-Y. (2020). The Development of a Modified Design Chain Operations Reference Model in New Product Development of the Printed Circuit Board: A Case Study. Applied Sciences, 10(11), 3703. https://doi.org/10.3390/app10113703