A System Dynamics Model to Evaluate the Impact of Production Process Disruption on Order Shipping

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Literature Review
3. Materials and Methods
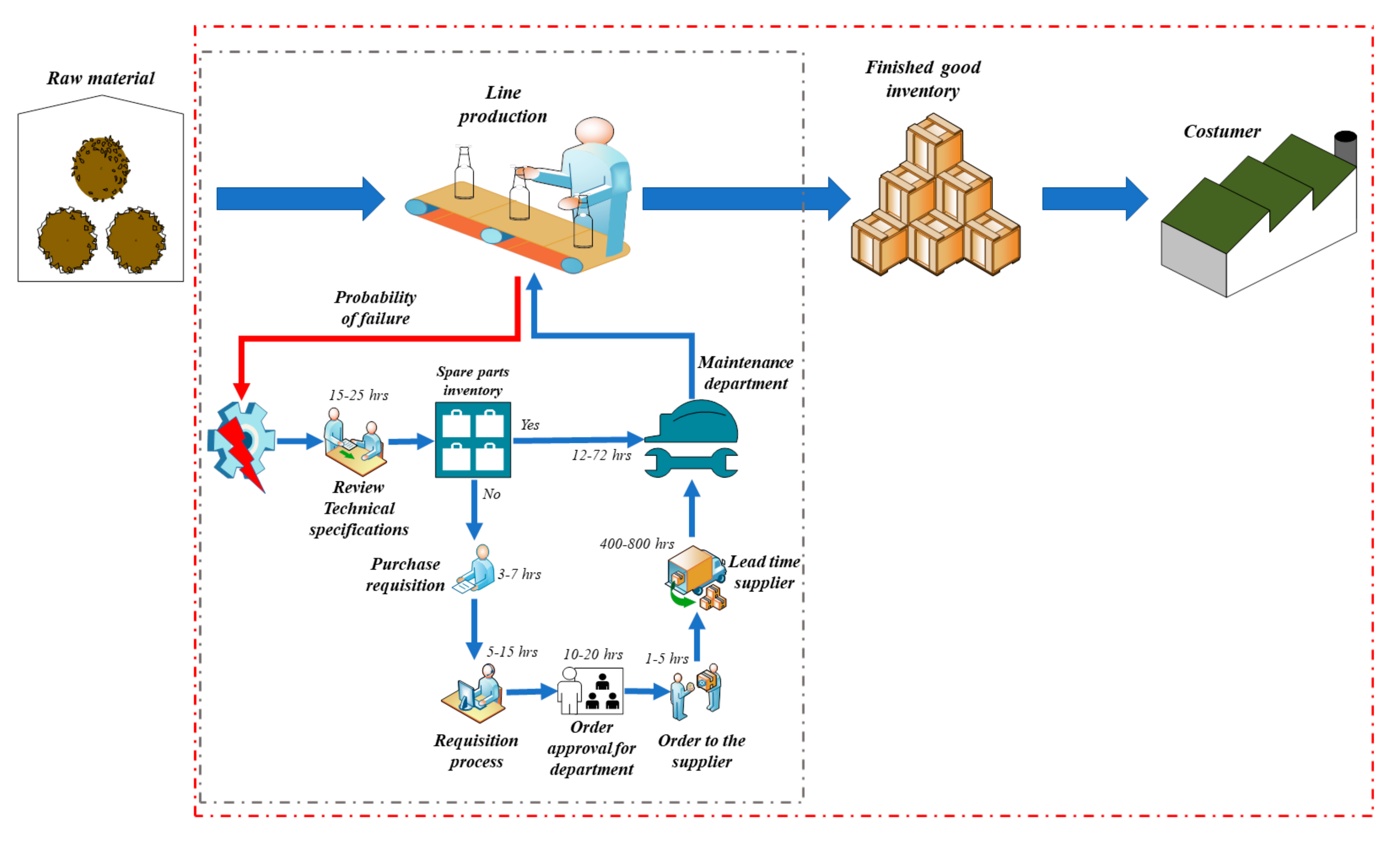
- The production department reviews the part’s technical specifications to submit a procurement request form. Then, the corresponding authorities at BPE analyze the information to set a price range for the part to be purchased. However, BPE’s authorities might return the purchase request form to the petitioners and demand a clearer form if the information on it seems confusing or incomplete.
- Once the purchase request is approved, the procurement department asks at least two suppliers for a proposal. All proposals must be thoroughly detailed, thus including information such as part price, lead time, purchase policies, and charged taxes, among others. The procurement department analyzes the proposals and then selects the most convenient one. This process is known as proposal solicitation.
- The production department is asked to approve the potential purchase order, purchase policies are again reviewed, and finally, the procurement department places a purchase order with the selected supplier, which in turn confirms the time when the spare part will be delivered.
- Following the delivery, BPE’s material inspectors examine the incoming material and review the purchase invoice. If everything is correct, the inspectors’ hand in the part to the production department. Then, the procurement department sends a payment confirmation form to the supplier, setting a payment date and time. Next, the recently purchased material is stocked as spare part inventory. If there is a problem with the order and/or the invoice, BPE’s material inspectors do not accept the received part and inform the procurement department of the issue. In turn, BPE’s procurement department negotiates with the supplier.
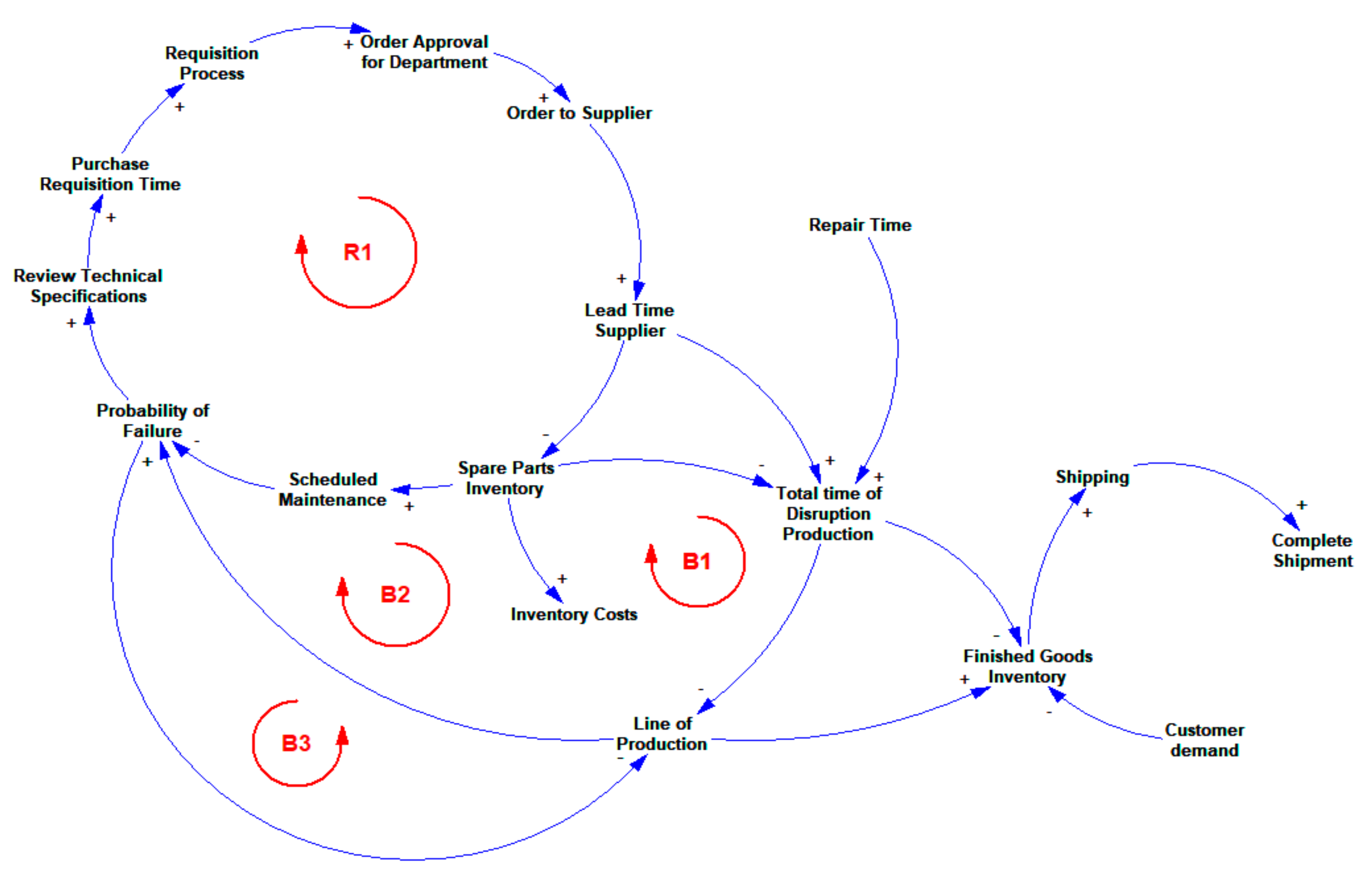
3.1. Causal Diagram
3.2. Equations
3.2.1. Probability of Failure
3.2.2. Raw Material Inventory (RMI)
3.2.3. Finished Goods Inventory (FGI)
3.2.4. Spare Parts Inventory (SPI)
3.2.5. Total Disruption Time (TDT)
3.2.6. Line of Production (LP)
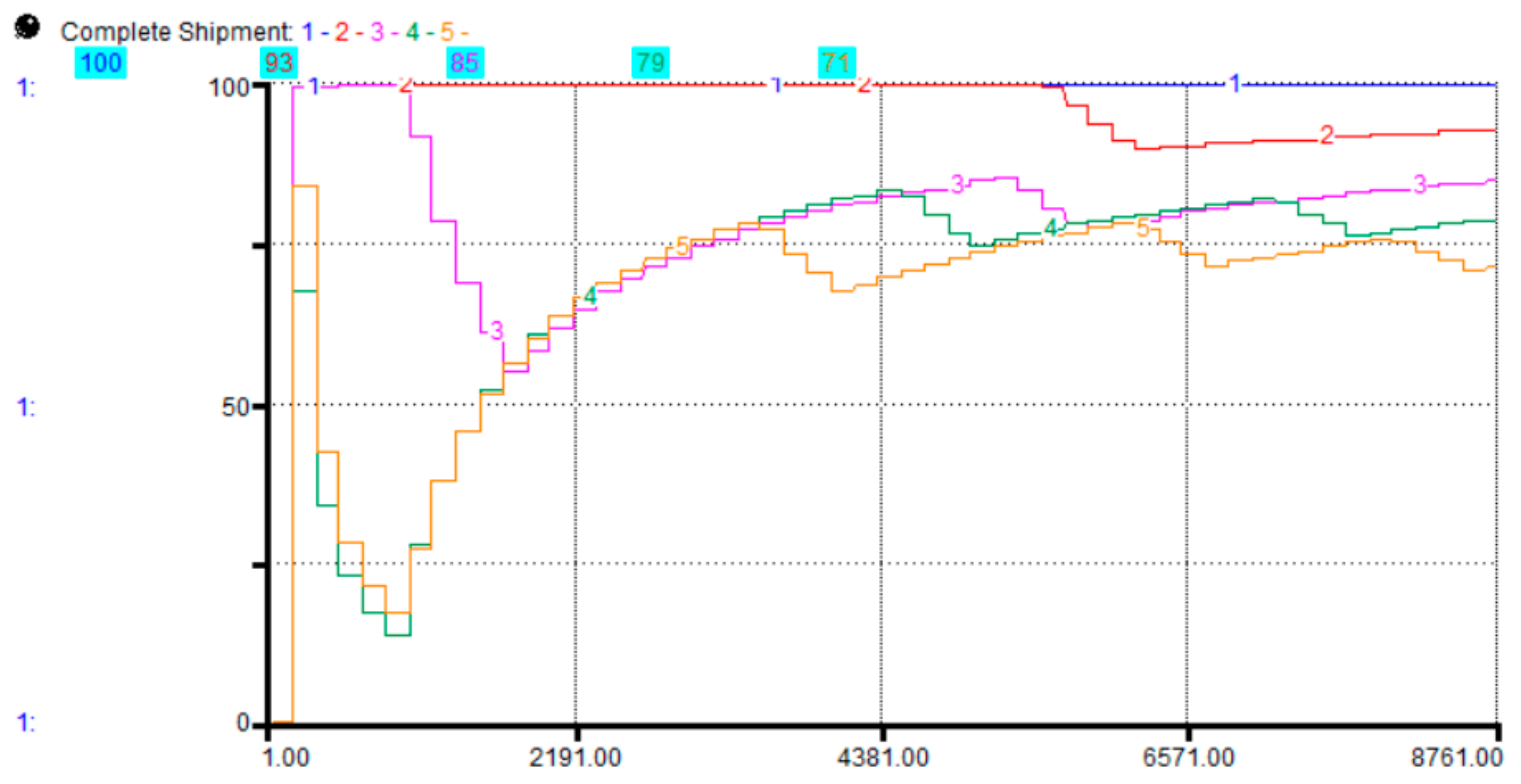
3.2.7. Complete Shipment (CS)
3.2.8. Initial Parameters
4. Results and Discussion
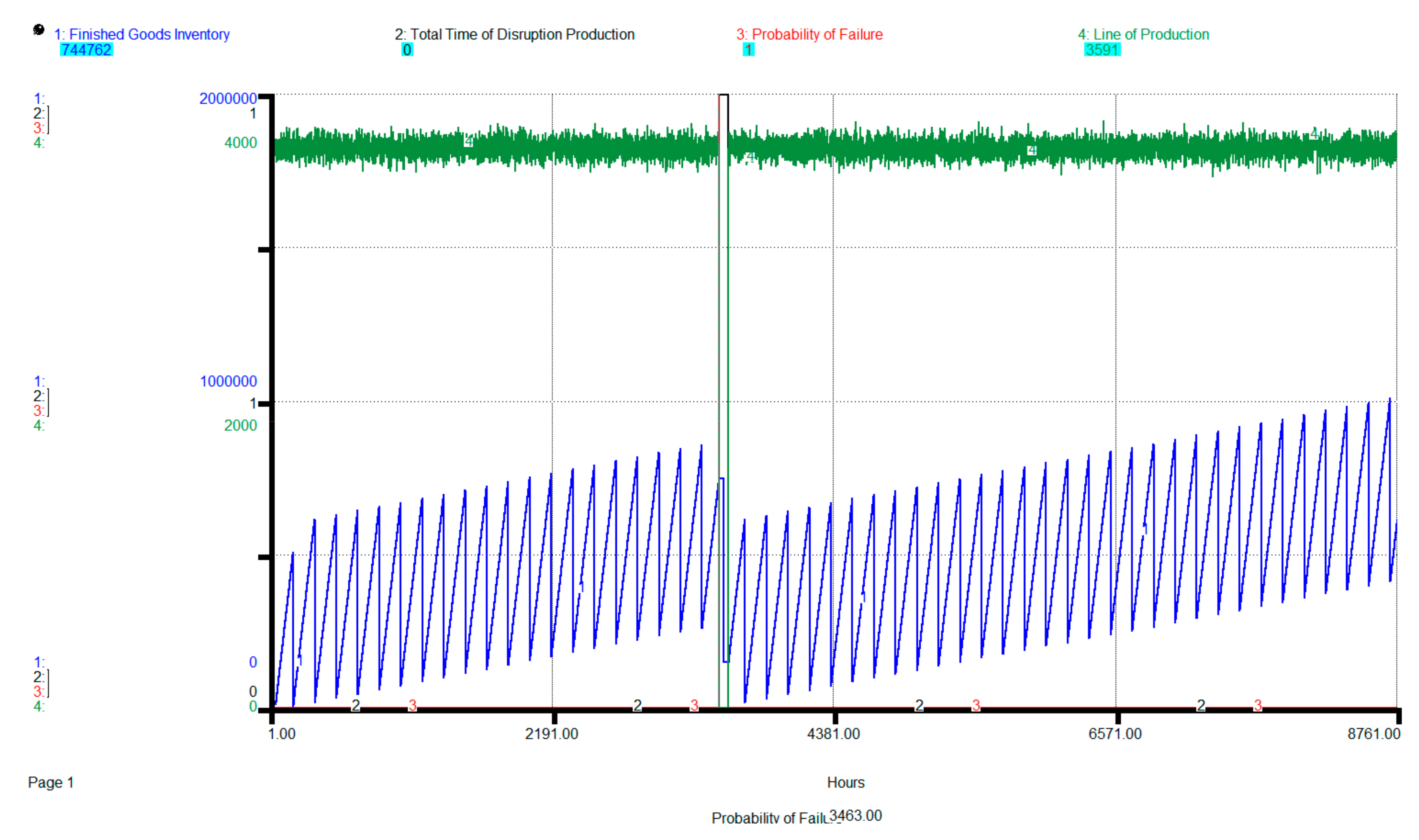
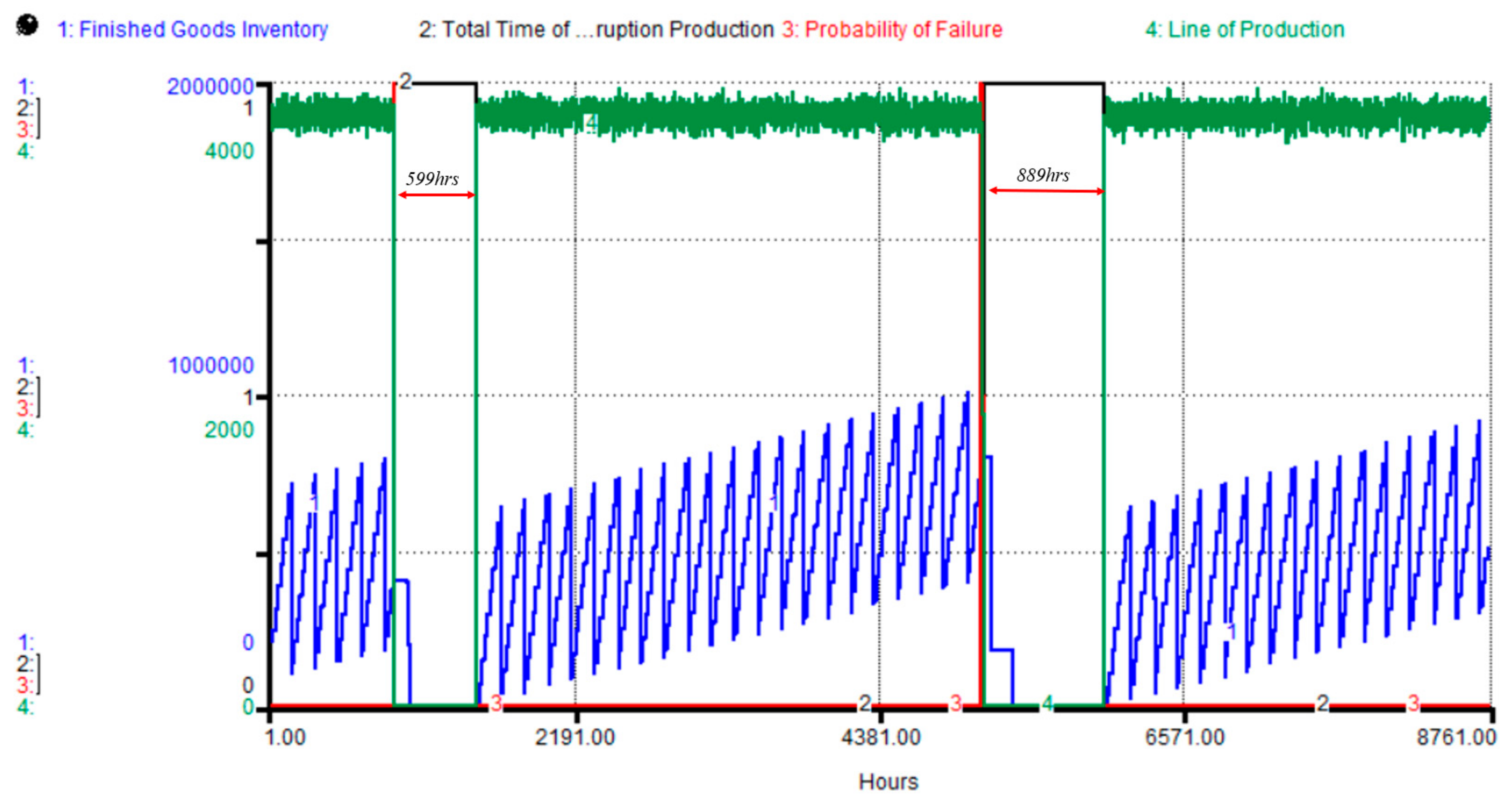
4.1. Initial Simulation
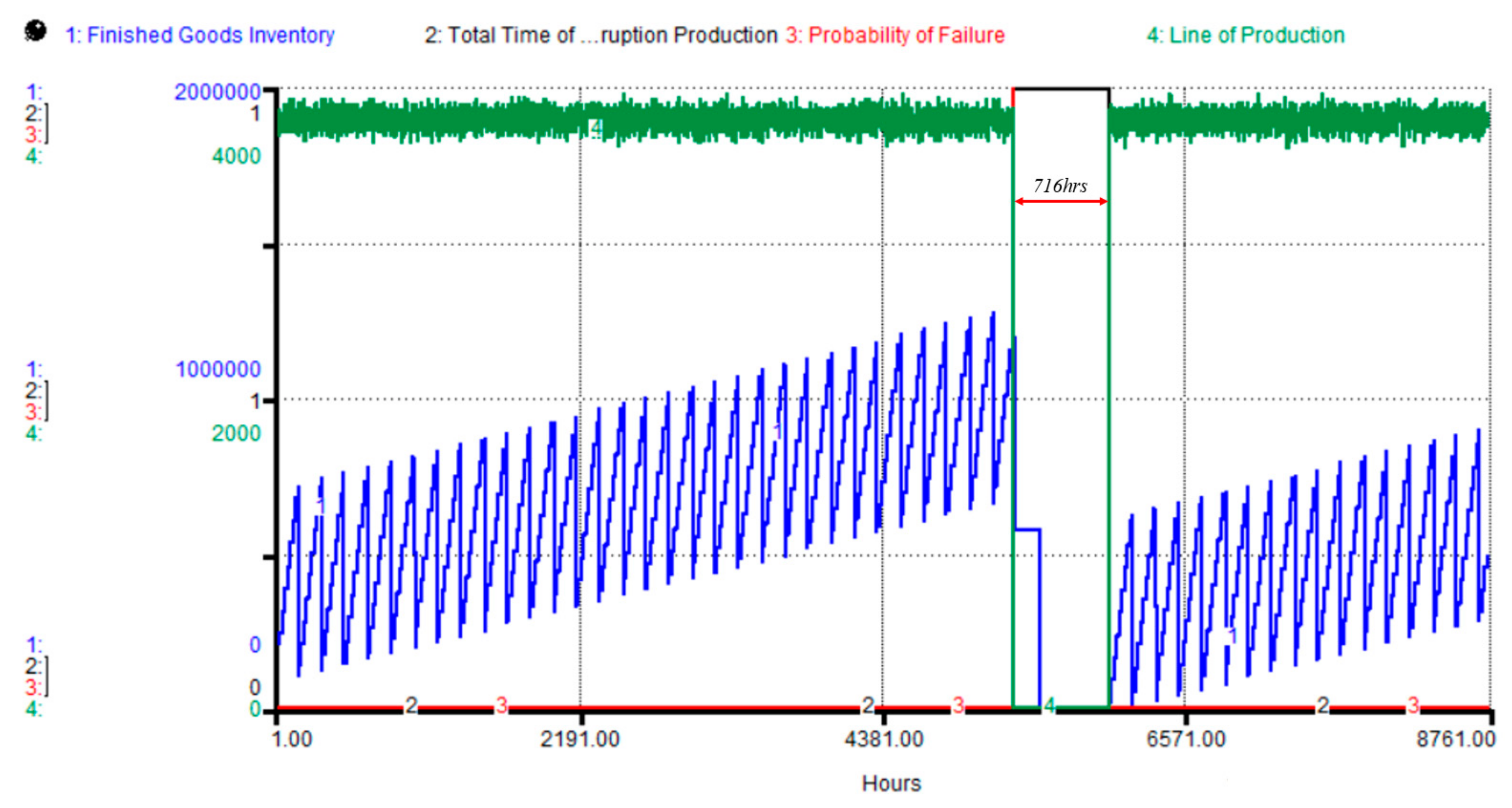
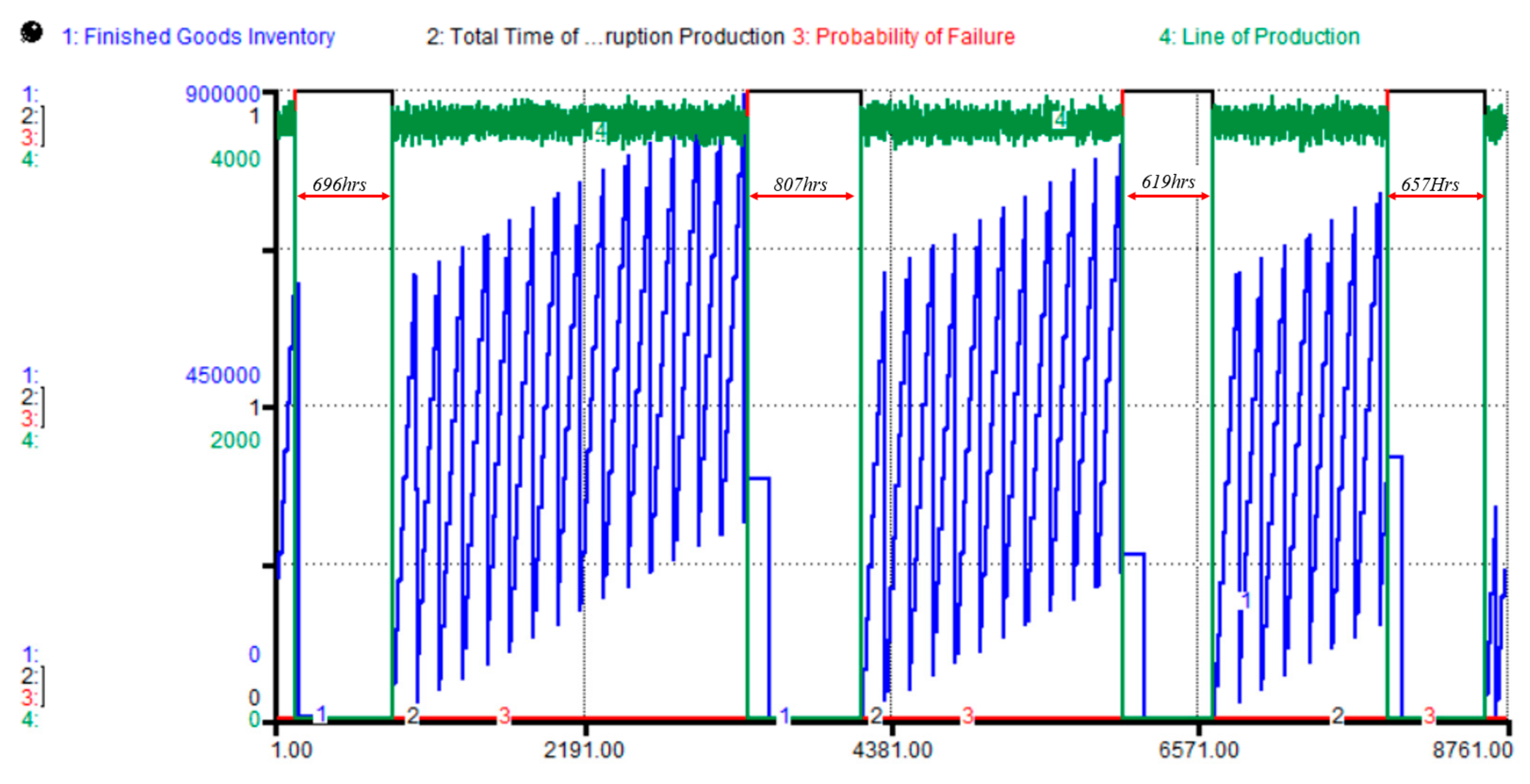
4.2. Multiple-Failure Scenario
4.3. Sensitivity Analysis
5. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Huang, M.; Chen, J. System Dynamics Modeling of backup purchasing strategies under supply disruptions risks. Int. J. Serv. Sci. Technol. 2014, 7, 287–296. [Google Scholar] [CrossRef]
- Charles, A.; Lauras, M.; Van Wassenhove, L. A model to define and asses the agility of supply chains: Building on hummanitarian experience. Int. J. Phys. Distrib. Logist. Manag. 2010, 40, 722–741. [Google Scholar] [CrossRef]
- Kiperska-Moron, D.; Swierczek, A. The agile capabilities of polish companies in the supply chain: An empirical study. Int. J. Prod. Econ. 2009, 118, 217–224. [Google Scholar] [CrossRef]
- Hu, X.; Gurnani, H.; Wang, L. Managing risk of supply disruptions: Incentives for capacity restoration. Prod. Oper. Manag. 2013, 189, 137–150. [Google Scholar] [CrossRef]
- Cárdenas-Barrón, L.E.; Akbar Shaikh, A.; Tiwari, S.; Treviño-Garza, G. An EOQ inventory model with nonlinear stock dependent holding cost, nonlinear stock dependent demand and trade credit. Comput. Ind. Eng. 2018, in press. [Google Scholar]
- Mehdizadeh, M. Integrating ABC analysis and rough set theory to control the inventories of distributor in the supply chain of auto spare parts. Comput. Ind. Eng. 2019, in press. [Google Scholar] [CrossRef]
- Alakan, A.; Nishanth, D.; Nagaraju, D.; Narayanan, S.; Devendiran, S. On the Optimality of Inventory and Shipment Decisions in a Joint Three Echelon Inventory Model with Finite Production Rate under Stock Dependent Demand. Procedia Manuf. 2019, 30, 490–497. [Google Scholar] [CrossRef]
- Thinakaran, N.; Jayaprakas, J.; Elanchezhian, C. Survey on Inventory Model of EOQ & EPQ with Partial Backorder Problems. Mater. Today Proc. 2019, 16, 629–635. [Google Scholar]
- Tank, L.; Jing, K.; He, J.; Stanley, H. Complex interdependent supply chain networks: Cascading failure and robustnees. Phys. A Stat. Mech. Appl. 2016, 443, 58–69. [Google Scholar] [CrossRef]
- Dominguez, R.; Cannella, S.; Framinan, J. On returns and network configuration in supply chain dynamics. Transp. Res. Part E Logist. Transp. Rev. 2014, 73, 152–167. [Google Scholar] [CrossRef]
- Zhu, S.; Jaarsveld, W.; Dekker, R. Spare Parts Inventory Control based on Maintenance Planning. Reliab. Eng. Syst. Saf. 2019, in press. [Google Scholar] [CrossRef]
- Rahimi-Ghahroodi, S.; Hanbali, A.A.; Vliegen, I.; Cohen, M. Joint optimization of spare parts inventory and service engineers staffing with full backlogging. Int. J. Prod. Econ. 2019, 212, 39–50. [Google Scholar] [CrossRef]
- Basten, R.J.; Ryan, J.K. The value of maintenance delay flexibility for improved spare parts inventory management. Eur. J. Oper. Res. 2019, 278, 646–657. [Google Scholar] [CrossRef]
- Turrini, L.; Meissner, J. Spare parts inventory management: New evidence from distribution fitting. Eur. J. Oper. Res. 2019, 272, 118–130. [Google Scholar] [CrossRef]
- Umeda, S.; Lee, Y.T. Design specifications of a generic supply chain simulator. In Proceedings of the Winter Simulation Conference, Washington, DC, USA, 5–8 December 2004. [Google Scholar]
- Forrester, J. System dynamics—A personal view of the first fyfty years. Syst. Dyn. Rev. 2007, 23, 345–358. [Google Scholar] [CrossRef]
- Matsuo, H. Implications of the Tohoku earthquake for Toyota’s coordination mechanism: Supply chain disruption of automotive semiconductors. Int. J. Prod. Econ. 2015, 161, 217–227. [Google Scholar] [CrossRef]
- Siswanto, N.; Kurniawati, U.; Latiffianti, E.; Rusdiansyah, A.; Sarker, R. A Simulation study of sea transport based fertilizer product considering disruptive supply and congestion problems. Asian J. Shipp. Logisti. 2018, 34, 269–278. [Google Scholar] [CrossRef]
- Adediran, T.V.; Al-Bazi, A.; Dos Santos, L.E. Agent-based modelling and heuristic approach for solving complex OEM flow-shop productions under customer disruptions. Comput. Ind. Eng. 2019, 133, 29–41. [Google Scholar] [CrossRef]
- Ivanov, D. Disruption tails and revival policies: A simulation analysis of supply chain design and production-ordering systems in the recovery and post-disruption periods. Comput. Ind. Eng. 2019, 127, 558–570. [Google Scholar] [CrossRef]
- Li, S.; He, Y.; Chen, L. Dynamic strategies for supply disruptions in production-inventory systems. Int. J. Prod. Econ. 2017, 194, 88–101. [Google Scholar] [CrossRef]
- Beccue, P.C.; Huntington, H.G.; Leiby, P.N.; Vincent, K.R. An updated assessment of oil market disruption risks. Energy Policy 2018, 115, 456–469. [Google Scholar] [CrossRef]
- Basten, R.; Houtum, G. System-oriented inventory models for spare parts. Surv. Oper. Res. Manag. Sci. 2014, 19, 34–55. [Google Scholar] [CrossRef]
- Ghorbel, N.; Addouche, S.A.; Mhamed, A.E. Forward management of spare parts stock shortages via causal reasoning using reinforcement learning. IFAC-PapersOnLine 2015, 48, 1061–1066. [Google Scholar] [CrossRef]
- Sarker, R.; Haque, A. Optimization of maintenance and spare provisioning policy using simulation. Appl. Math. Model. 2000, 24, 751–760. [Google Scholar] [CrossRef]
- Hong, Y.S.; Huh, W.T.; Kang, C. Sourcing assemble-to-order inventories under supplier risk uncertainty. Omega 2017, 66, 1–14. [Google Scholar] [CrossRef]
- Hishamuddin, H.; Sarker, R.; Essam, D. A disruption recovery model for a single stage production-inventory system. Eur. J. Oper. Res. 2012, 222, 464–473. [Google Scholar] [CrossRef]
- Kader, B.; Sofiene, D.; Nidhal, R.; Walid, E. Joint optimization of preventive maintenance and spare parts inventory for an optimal production plan with consideration of CO2 emission. Reliab. Eng. Syst. Saf. 2016, 149, 172–186. [Google Scholar]
- Tomlin, B.T. On the Value of a Threat Advisory System for Managing Supply Chain Disruptions. Ph.D. Thesis, University of North Carolina at Chapel Hill, Chapel Hill, NC, USA, 2009. [Google Scholar]
- Tomlin, B.T.; Snyder, L.V. On the value of mix flexibility and dual sourcing in unreliable newsvendor networks. Manuf. Serv. Oper. Manag. 2005, 7, 37–57. [Google Scholar] [CrossRef]
- Kumar, D.; Kumar, D. Modelling rural healthcare supply chain in India using system dynamics. Procedia Eng. 2014, 97, 2204–2212. [Google Scholar] [CrossRef]
- Gröne, S.; Förster, S.; Hiete, M. Long-term impact of environmental regulations and eco-conscious customers in the chemical industry: A system dynamics approach to analyze the effect of multiple disruptions. J. Clean. Prod. 2019, 227, 825–834. [Google Scholar] [CrossRef]
- Song, M.; Cui, X.; Wang, S. Simulation of land green supply chain based on system dynamics and policy optimization. Int. J. Prod. Econ. 2018, in press. [Google Scholar] [CrossRef]
- Mota-López, D.R.; Sánchez-Ramírez, C.; Alor-Hernández, G.; García-Alcaraz, J.L.; Rodríguez-Pérez, S.I. Evaluation of the impact of water supply disruptions in bioethanol production. Comput. Ind. Eng. 2019, 127, 1068–1088. [Google Scholar] [CrossRef]
- MacKenziea, A.; Miller, J.; Hill, R.R.; Chambal, S.P. Application of agent based modelling to aircraft maintenance manning and sortie generation. Simul. Model. Pract. Theory 2012, 20, 89–98. [Google Scholar] [CrossRef]
- Kim, B.; Kim, K. Estimating the effect of module failures on the gross generation of a photovoltaic system using agent-based modeling. Renew. Sustain. Energy Rev. 2018, 91, 1019–1024. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, T.; Zhang, H.; Cheutet, V.; Shen, G. The design and simulation of an autonomous system for aircraft maintenance scheduling. Comput. Ind. Eng. 2019, 137, 106041. [Google Scholar] [CrossRef]
- Alrabghi, A.; Tiwari, A. A novel approach for modelling complex maintenance systems using discrete event simulation. Reliab. Eng. Syst. Saf. 2016, 154, 160–170. [Google Scholar] [CrossRef]
- Lewis, B.M.; Erera, A.L.; Nowak, M.A.; White, C.C. Managing Inventory in Global Supply Chains Facing Port-of-Entry Disruption Risks. Transp. Sci. 2013, 45, 89–109. [Google Scholar] [CrossRef]
- Tomlin, B. On the value of mitigation and contingency strategies for managing supply chain disruptions risk. Manag. Sci. 2006, 52, 639–657. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Values without Spare Part | Values with Spare Part | Units |
|---|---|---|---|
| Line of production | N (3650, 50) | N (3650, 50) | Pieces |
| Spare Parts Inventory | 0 | ≥1 | Pieces |
| Review Technical Specification | 15–25 | 15–25 | Hours |
| Purchase Requisition Time | 3–7 | 0 | Hours |
| Requisition Process | 5–15 | 0 | Hours |
| Order Approval for Department | 10–20 | 0 | Hours |
| Order to Supplier | 1–5 | 0 | Hours |
| Supplier Lead Time | 400–800 | 0 | Hours |
| Repair Time | 12–72 | 12–72 | Hours |
| Raw Material Inventory | 300,000 | 300,000 | Kg |
| Finished Goods Inventory | 100,000 | 100,000 | Bottles |
| Weekly Customer orders | 600,000 | 600,000 | Bottles |
| Repair Time (12–72 h) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Supplier Lead Time (400–800 h) | ||||||||||||
| Order to Supplier (1–5 h) | ||||||||||||
| Order Approval for Department (10–20 h) | ||||||||||||
| Requisition Process (5–15 h) | ||||||||||||
| Purchase Requisition Time (3–7 h) | ||||||||||||
| Review Technical Specification (15–25 h) | ||||||||||||
| Run (percentages) | ||||||||||||
| Disruption | Min | Max | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | 90.98 | 96.68 | 92.62 | 94.27 | 94.53 | 92.31 | 93.98 | 96.05 | 91.85 | 92.96 | 92.15 | 94.99 |
| 2 | 79.77 | 91.35 | 84.54 | 84.83 | 87.32 | 86.45 | 88.05 | 85.5 | 90.08 | 83.59 | 85.49 | 83.58 |
| 3 | 69.25 | 86.69 | 77.47 | 74.59 | 75.17 | 75.87 | 77.01 | 77.49 | 84.52 | 75.68 | 74.92 | 78.04 |
| 4 | 60.35 | 81.78 | 68.98 | 80.05 | 66.97 | 70.71 | 72.24 | 67.08 | 67.86 | 77.21 | 72.64 | 66.42 |
| Repair Time (12–72 h) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Supplier Lead Time (400–800 h) | |||||||||||
| Order to Supplier (1–5 h) | |||||||||||
| Order Approval for Department (10–20 h) | |||||||||||
| Requisition Process (5–15 h) | |||||||||||
| Purchase Requisition Time (3–7 h) | |||||||||||
| Review Technical Specification (15–25 h) | |||||||||||
| Run (percentages) | |||||||||||
| FGI | Disruption | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 200,000 | 1 | 93.13 | 92.84 | 92.48 | 93.44 | 95.52 | 92.03 | 94.05 | 96.02 | 95.35 | 93.54 |
| 2 | 81.19 | 89.65 | 84.32 | 83.28 | 85.34 | 90.05 | 91.5 | 82.08 | 87.2 | 81.25 | |
| 3 | 83.95 | 72.68 | 71.23 | 70.54 | 82.28 | 85.24 | 78.32 | 86.2 | 73.21 | 75.22 | |
| 4 | 77.45 | 65.23 | 68.45 | 80.22 | 65.23 | 78.52 | 81.24 | 70.29 | 79.32 | 75.41 | |
| 400,000 | 1 | 92.23 | 93.04 | 95.23 | 97.02 | 92.17 | 94.25 | 95.37 | 96.21 | 93.24 | 92.52 |
| 2 | 84.87 | 85.23 | 81.28 | 86.23 | 87.54 | 88.22 | 89.46 | 90.21 | 81.18 | 91.02 | |
| 3 | 71.09 | 75.23 | 74.58 | 72.25 | 77.85 | 76.59 | 85.23 | 75.89 | 77.24 | 80.02 | |
| 4 | 81.54 | 81.73 | 68.52 | 63.64 | 74.8 | 69.02 | 79.63 | 79.48 | 81.21 | 77.35 | |
| 600,000 | 1 | 93.85 | 92.68 | 94.02 | 92.95 | 96.14 | 93.86 | 96.96 | 92.61 | 96.01 | 95.61 |
| 2 | 84.29 | 86.11 | 92.26 | 95.15 | 83.47 | 96.11 | 89.36 | 97.81 | 96.81 | 87.67 | |
| 3 | 82.24 | 86.69 | 91.46 | 86.28 | 92.65 | 88.93 | 85.39 | 88.45 | 90.56 | 92.65 | |
| 4 | 73.19 | 82.58 | 71.53 | 72.4 | 71.5 | 87.7 | 74.84 | 72.56 | 71.76 | 85.37 | |
| 800,000 | 1 | 94.60 | 98.66 | 95.84 | 95.06 | 96.35 | 96.1 | 97.71 | 97.88 | 95.34 | 94.12 |
| 2 | 84.99 | 82.92 | 91.45 | 86.7 | 82.48 | 83.11 | 90.57 | 84.49 | 86.99 | 88.9 | |
| 3 | 75.00 | 76.81 | 86.18 | 72.93 | 77.34 | 76.39 | 80.45 | 78.35 | 74.53 | 85.92 | |
| 4 | 67.23 | 74.25 | 81.57 | 83.75 | 75.18 | 68.76 | 83.64 | 67.28 | 83.05 | 81.33 | |
| 1,000,000 | 1 | 94.61 | 96.74 | 95.97 | 97.94 | 99.14 | 99.79 | 98.53 | 94.86 | 95.62 | 98.73 |
| 2 | 85.28 | 86.01 | 83.82 | 88.49 | 88.59 | 87.67 | 87.77 | 83.82 | 85.93 | 91.44 | |
| 3 | 75.53 | 87.21 | 79.93 | 87.74 | 79.76 | 80.79 | 76.03 | 79.83 | 82.97 | 75.07 | |
| 4 | 68.64 | 75.5 | 77.68 | 73.61 | 76.33 | 70.23 | 75.26 | 69.3 | 83.59 | 76.84 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez-Ramírez, C.; Ramos-Hernández, R.; Mendoza Fong, J.R.; Alor-Hernández, G.; García-Alcaraz, J.L. A System Dynamics Model to Evaluate the Impact of Production Process Disruption on Order Shipping. Appl. Sci. 2020, 10, 208. https://doi.org/10.3390/app10010208
Sánchez-Ramírez C, Ramos-Hernández R, Mendoza Fong JR, Alor-Hernández G, García-Alcaraz JL. A System Dynamics Model to Evaluate the Impact of Production Process Disruption on Order Shipping. Applied Sciences. 2020; 10(1):208. https://doi.org/10.3390/app10010208
Chicago/Turabian StyleSánchez-Ramírez, Cuauhtémoc, Rocío Ramos-Hernández, José Roberto Mendoza Fong, Giner Alor-Hernández, and Jorge Luis García-Alcaraz. 2020. "A System Dynamics Model to Evaluate the Impact of Production Process Disruption on Order Shipping" Applied Sciences 10, no. 1: 208. https://doi.org/10.3390/app10010208
APA StyleSánchez-Ramírez, C., Ramos-Hernández, R., Mendoza Fong, J. R., Alor-Hernández, G., & García-Alcaraz, J. L. (2020). A System Dynamics Model to Evaluate the Impact of Production Process Disruption on Order Shipping. Applied Sciences, 10(1), 208. https://doi.org/10.3390/app10010208