

Technological Advances in Mechanical Recycling Innovations and Corresponding Impacts on the Circular Economy of Plastics

Abstract
1. Introduction
| ABS | Acrylonitrile butadiene styrene |
| BOPET | Biaxially-oriented polyethylene terephthalate |
| CPET | Crystalline polyethylene terephthalate |
| DRAM | Distributed Recycling for Additive Manufacturing |
| Epoxy | Polyepoxide |
| FFF | Fused Filament Fabrication |
| HDPE | High-density polyethylene |
| LDPE | Low-density polyethylene |
| LLDPE | Linear low-density polyethylene |
| MDPE | Medium-density polyethylene |
| PA | Polyamide |
| PBAT | Polybutylene adipate terephthalate |
| PBS | Polybutylene succinate |
| PBT | Polybutylene terephthalate |
| PC | Polycarbonate |
| PCL | Polycaprolactone |
| PEEK | Polyetheretherketone |
| PEI | Polyetherimide |
| PET | Polyethylene terephthalate |
| PHA | Polyhydroxyalkanoates |
| PLA | Polylatic acid |
| PMMA | Polymethyl methacrylate |
| POM | Polyoxymethylene |
| PP | Polypropylene |
| PS | Polystyrene |
| PTFE | Polytetrafluoroethylene |
| PTT | Polytrimethylene terephthalate |
| PU | Polyurethane |
| PVC | Polyvinyl chloride |
| PVDC | Polyvinylidene chloride |
| rPET | Recycled PET |
| SLS | Selective Laser Sintering |
| TPE | Thermoplastic elastomer |
| ULDPE | Ultra low-density polyethylene |
| VLDPE | Very low-density polyethylene |

Structure and Approach
2. Recyclability
3. Reprocessing Technologies
3.1. Overview
- In glycolysis, a polymer is doped with glycol under controlled conditions. In the case of PET, mono-ethylene glycol (MEG) can be added for the polymer to generate bis 2-hydroxyethyl terephthalate (BHET) [16].
- Hydrolysis is achieved by mixing a polymer with an alkaline, acidic, or neutral solution under specific conditions. In the case of PET, this produces PTA/MEG [17].
- Alcoholysis is depolymerization in alcohol. PU is depolymerized this way. The process produces carbamates and polyhydroxyl alcohols but no carbon dioxide [18].
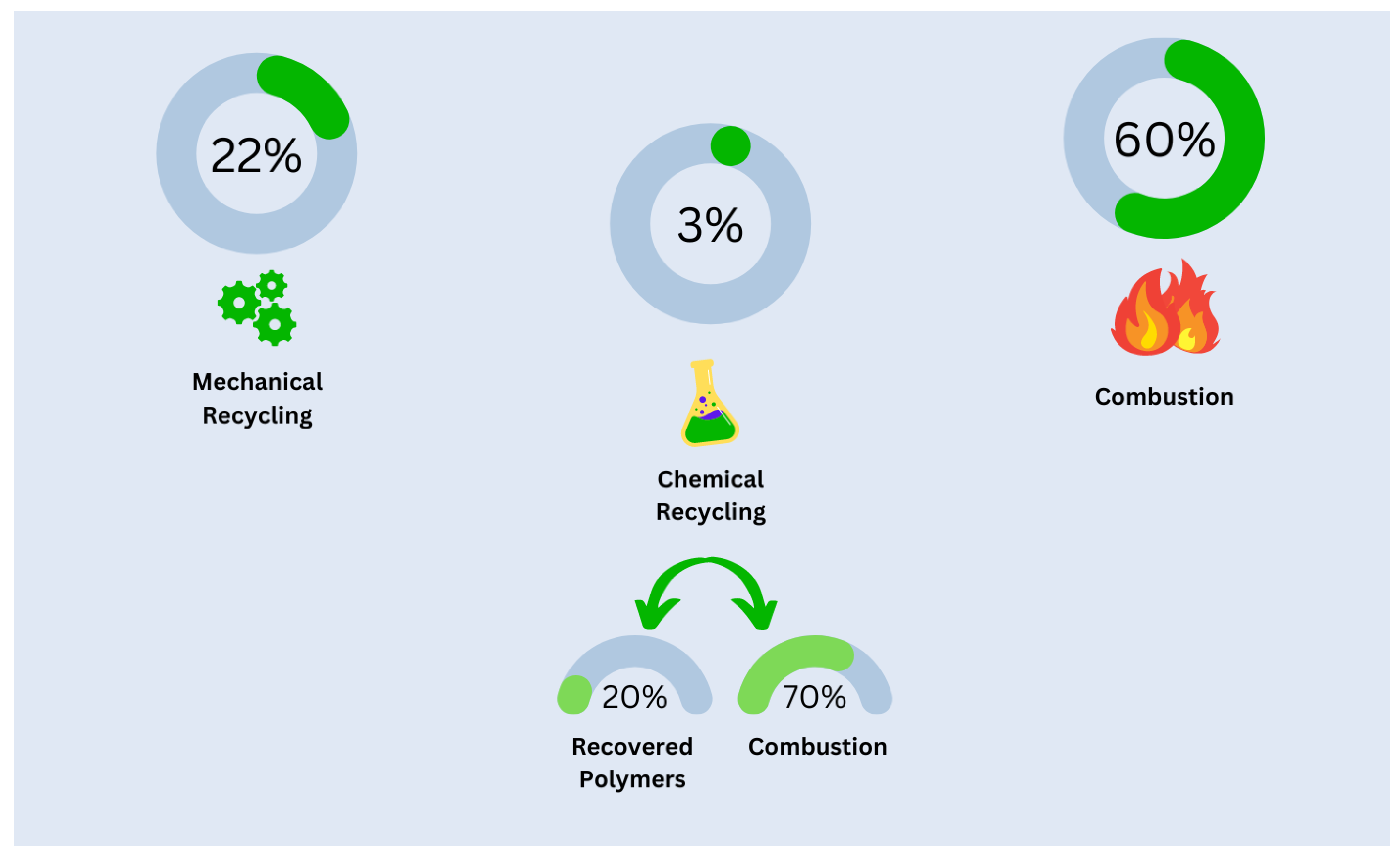
- Pyrolysis is gaining attention as an optimal approach for recovering chemical feedstock from end-of-life plastics [6]. Several advantages of pyrolysis make it a desirable approach. Pyrolysis encourages the adhesion of different chemical bonds in inert gaseous conditions, producing smaller molecules. Pyrolysis-based recycling technologies are suitable for “hard-to-recycle” waste, including PET and PUs. Nevertheless, some plastics cause corrosion and produce undesirable compounds when subjected to pyrolysis [20]. Polyvinyl chloride- and bromine-coated plastics corrode the recycling vessel and generate halogenated compounds [6]. Incinerating PVC releases a heavy-duty pollutant, dioxin [21]. Unfortunately, a more significant percentage of plastic waste fed into the pyrolysis process is used as high-temperature fuel (burned), and only small quantities of waste are recycled. Brightmark Energy rated that in its Ashely pyrolysis plant, 70% of the waste feedstock would be burned, 10% would become waste char, and only 20% would be recovered as unrefined pyrolysis oil [7].
- Gasification converts feedstock to syngas. Polymers are oxidized and treated with carbon dioxide, methane, and other light hydrocarbons like carbon dioxide, water, and methane under high temperatures. In some gasification processes, polymers are thermo-cracked in a liquefaction step into gas fractions with varying solubilities. Non-condensable gases are recovered as fuel.
- Hydrocracking converts long-chain hydrocarbons to small molecules like kerosene and gasoline. Polymers are mixed with hydrogen under high pressure in the presence of catalysts [22].
3.2. Mechanical Recycling
3.3. Mechanical Recycling Challenges
- Reduce and eliminate toxic materials and additives in plastic production [23]. For example, the Coca-Cola Company replaced its signature Sprite green PET bottle with clear plastic as colorants and additives reduce the recyclability of plastic. Japanese beverage firms voluntarily switched to clear PET in 1992, and South Korea banned colored PET in 2020 [7].
- Make plastic easier to collect. The US uses drop-off facilities and curbside pickup services, and European member countries run door-to-door collection and deposit return schemes. Some collection schemes are more effective than others [16].
- Improve sorting technologies, reduce sorting time, and make the process less labor-intensive. Research and development (R&D) efforts are increasingly channeled toward boosting the accuracy and speed of automated sorting systems. Better artificial intelligence (AI) algorithms are developed to resemble and enhance the decisions of manual sorters.
- Discover more environmentally friendly ways to reprocess waste. Recycling processes are very harmful to plant operators. Also, washing mechanically recycled waste releases microplastics into the environment [7]. Recycling plant workers and communities are exposed to toxins [24,25]. Residents around recycling plants have reported plastic films and dust blankets over their properties. Plastics’ high inflammability also makes recycling plants fire hazards. In August 2022, people living close to an MRF in Dallas, Texas sued Poly America for the health impacts of the recycling fire that burned for 23 h [7]. The Last Beach Cleanup team runs a project that reports plastic recycling fires globally [26]. these data are presented in Figure 7.
4. Mechanical Recycling Innovations
4.1. Additive Manufacturing
4.2. Bricks, Blocks, and Similar Construction Materials
4.3. Composite Boards
4.4. Mixed Plastic
4.5. Multilayered Recyclates
4.6. Pellet Production
4.7. Treatment
5. Conclusions
- The suitability of repurposing different kinds and grades (including unsorted and unwashed) of plastic in various industries. PET, the most favored replacement, showed better results than other plastics without additives. The qualities of recovered plastic products vary based on the proportions of recycled materials to other materials and additives.
- Moderate and low percentages of (unadulterated) recycled plastic replacements across several industries, especially the construction sector, generally improve the quality of end products.
- Plastic replacements make end products lightweight, more resistant to chlorides, and more durable; reduce shrinkage, drying, permeability, and workability; and increase thermal and sound resistance.
- Inexpensively collected mixed-waste plastic finds several applications in concrete and composite board manufacturing.
- More mixed polymer recycling technologies are needed to reduce the resources used in sorting. Most mixed recycling technologies require compatibilizers, which improve mechanical properties when they do not exceed 3 wt.%. Thus, research should also improve compatibilizing substances.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ragusa, A.; Svelato, A.; Santacroce, C.; Catalano, P.; Notarstefano, V.; Carnevali, O.; Papa, F.; Rongioletti, M.C.A.; Baiocco, F.; Draghi, S.; et al. Plasticenta: First evidence of microplastics in human placenta. Environ. Int. 2020, 146, 106274. [Google Scholar] [CrossRef] [PubMed]
- EuRIC AISBL. Plastic Recycling Factsheet. EuRIC AISBL, 2019. Available online: https://circulareconomy.europa.eu/platform/sites/default/files/euric_-_plastic_recycling_fact_sheet.pdf (accessed on 1 August 2023).
- Milbrandt, A.; Coney, K.; Badgett, A.; Beckham, G.T. Quantification and evaluation of plastic waste in the United States. Resour. Conserv. Recycl. 2022, 183, 106363. [Google Scholar] [CrossRef]
- Rosenboom, J.-G.; Langer, R.; Traverso, G. Bioplastics for a circular economy. Nat. Rev. Mater. 2022, 7, 117–137. [Google Scholar] [CrossRef] [PubMed]
- FoodPrint. The FoodPrint of Food Packaging. Available online: https://foodprint.org/reports/the-foodprint-of-food-packaging/ (accessed on 3 September 2023).
- SKumagai, S.; Yoshioka, T. Chemical Feedstock Recovery from Hard-to-Recycle Plastics through Pyrolysis-Based Approaches and Pyrolysis-Gas Chromatography. Bull. Chem. Soc. Jpn. 2021, 94, 2370–2380. [Google Scholar] [CrossRef]
- Greenpeace USA. Circular Claims Fall Flat Again. 2022. Available online: https://www.greenpeace.org/usa/wp-content/uploads/2022/10/GPUS_FinalReport_2022.pdf (accessed on 1 August 2023).
- Singla, V. Chemical Recycling” of Plastic Is Just Greenwashing Incineration. Natural Resources Defense Council. 2022. Available online: https://www.nrdc.org/sites/default/files/chemical-recycling-greenwashing-incineration-ib.pdf (accessed on 2 August 2023).
- Cobbing, M.; Daaji, S.; Wohlgemuth, V.; Kopp, M. Poisioned Gifts. 2022. Available online: https://www.greenpeace.org/static/planet4-international-stateless/2022/04/9f50d3de-greenpeace-germany-poisoned-fast-fashion-briefing-factsheet-april-2022.pdf (accessed on 28 November 2023).
- PETRA Association. An Introduction to PET (Polyethylene Terephthalate), New York. 2023. Available online: https://petresin.org/wp-content/uploads/2023/03/AnIntroductiontoPET.pdf (accessed on 1 August 2023).
- Zero Waste Europe. How Circular Is PET? 2022. Available online: https://zerowasteeurope.eu/library/how-circular-is-pet/ (accessed on 1 August 2023).
- What Are the Top Plastics That Get Recycled? Ocean Works. Available online: https://oceanworks.co/blogs/ocean-plastic-news/what-are-the-top-plastics-that-get-recycled (accessed on 1 August 2023).
- Lu, T.; Chen, W.-T. Material recycling of Acrylonitrile Butadiene Styrene (ABS) from toy waste using density separation and safer solvents. Resour. Conserv. Recycl. 2023, 197, 107090. [Google Scholar] [CrossRef]
- Singh, R.; Singh, I.; Kumar, R. Mechanical and morphological investigations of 3D printed recycled ABS reinforced with bakelite–SiC–Al2O3. In Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science; SAGE Publications: London, UK, 2019; pp. 5933–5944. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [PubMed]
- Plastic Recyclers Europe, PETCORE Europe, and EFBW. PET Market in Europe: State of Play. 2020. Available online: https://naturalmineralwaterseurope.org/wp-content/uploads/2022/03/PET-Market-in-Europe_State-of-Play_Eunomia-2020-v2.pdf (accessed on 1 August 2023).
- Adelodun, A.A. Plastic Recovery and Utilization: From Ocean Pollution to Green Economy. Front. Environ. Sci. 2021, 9, 683403. [Google Scholar] [CrossRef]
- Kibria, M.G.; Masuk, N.I.; Safayet, R.; Nguyen, H.Q.; Mourshed, M. Plastic Waste: Challenges and Opportunities to Mitigate Pollution and Effective Management. Int. J. Environ. Res. 2023, 17, 1–37. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Adesina, A. Plastic wastes to construction products: Status, limitations and future perspective. Case Stud. Constr. Mater. 2020, 12, e00330. [Google Scholar] [CrossRef]
- Laitinen, V. Life Cycle Assessment of Treatment of Plastic Residue Separated in Liquid Board Packaging Waste Recycling; LUT University: Lappeenranta, Finland, 2020; Available online: https://lutpub.lut.fi/handle/10024/161323 (accessed on 2 August 2023).
- Verma, R.; Vinoda, K.S.; Papireddy, M.; Gowda, A.N.S. Toxic Pollutants from Plastic Waste—A Review. Procedia Environ. Sci. 2016, 35, 701–708. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Ma, M.; Thompson, J.R.; Flower, R.J. Waste management, informal recycling, environmental pollution and public health. J. Epidemiol. Community Health 2018, 72, 237–243. [Google Scholar] [CrossRef] [PubMed]
- Ceballos, D.M.; Dong, Z. The formal electronic recycling industry: Challenges and opportunities in occupational and environmental health research. Environ. Int. 2016, 95, 157–166. [Google Scholar] [CrossRef] [PubMed]
- Last Beach Cleanup. Fires at Plastic Recycling. 2023. Available online: https://www.lastbeachcleanup.org/fires (accessed on 1 August 2023).
- Zhao, L.; He, D. Plastic Product Manufactured via Additive Manufacturing, Powder Treatment System, and Working Method Thereof. PCT/CN2018/116179, 23 May 2019. [Google Scholar]
- Debrah, J.K.; Vidal, D.G.; Dinis, M.A.P. Innovative Use of Plastic for a Clean and Sustainable Environmental Management: Learning Cases from Ghana, Africa. Urban Sci. 2021, 5, 12. [Google Scholar] [CrossRef]
- Guinaldo, F.E.; Blanco, V.T.; Hernaiz, L.G.; Sanchez, G.J. Method for Recycling Plastic Nylon 6,6 from Vacuum Bags to Obtain Filaments for 3D Printing Processes. EP19382254.1A, 6 April 2020. [Google Scholar]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef] [PubMed]
- Heller, B.P.; Smith, D.E.; Jack, D.A. Planar deposition flow modeling of fiber filled composites in large area additive manufacturing. Addit. Manuf. 2019, 25, 227–238. [Google Scholar] [CrossRef]
- Zander, N.E. Recycled Polymer Feedstocks for Material Extrusion Additive Manufacturing. ACS Symp. Ser. 2019, 1315, 37–51. [Google Scholar] [CrossRef]
- Lupisan, A.; Amos, W.; To, S. Method and Apparatus for Recycling Post-Consumer Plastic Waste. US17/234,500, 21 October 2021. [Google Scholar]
- Huang, B. Recycled Regenerated Plastic for 3D Printing and Preparation Method of Recycled Regenerated Plastic. CN201910864580.1A, 12 September 2019. Available online: https://worldwide.espacenet.com/patent/search?q=pn%3DCN110698807A (accessed on 8 September 2023).
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Pepi, M.; Zander, N.; Gillan, M. Towards Expeditionary Battlefield Manufacturing Using Recycled, Reclaimed, and Scrap Materials. JOM 2018, 70, 2359–2364. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical Properties and Applications of Recycled Polycarbonate Particle Material Extrusion-Based Additive Manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef] [PubMed]
- Hart, K.R.; Frketic, J.B.; Brown, J.R. Recycling meal-ready-to-eat (MRE) pouches into polymer filament for material extrusion additive manufacturing. Addit. Manuf. 2018, 21, 536–543. [Google Scholar] [CrossRef]
- Alaloul, W.S.; John, V.O.; Musarat, M.A. Mechanical and Thermal Properties of Interlocking Bricks Utilizing Wasted Polyethylene Terephthalate. Int. J. Concr. Struct. Mater. 2020, 14, 1–11. [Google Scholar] [CrossRef]
- Limami, H.; Manssouri, I.; Cherkaoui, K.; Saadaoui, M.; Khaldoun, A. Thermal performance of unfired lightweight clay bricks with HDPE & PET waste plastics additives. J. Build. Eng. 2020, 30, 101251. [Google Scholar] [CrossRef]
- Limami, H.; Manssouri, I.; Cherkaoui, K.; Khaldoun, A. Study of the suitability of unfired clay bricks with polymeric HDPE & PET wastes additives as a construction material. J. Build. Eng. 2020, 27, 100956. [Google Scholar] [CrossRef]
- Mondal, M.; Bose, B.; Bansal, P. Recycling waste thermoplastic for energy efficient construction materials: An experimental investigation. J. Environ. Manag. 2019, 240, 119–125. [Google Scholar] [CrossRef]
- Kognole, R.S.; Shipkule, K.; Shipkule, K.; Patil, M. Utilization of Plastic waste for Making Plastic Bricks. Int. J. Trend Sci. Res. Dev. 2019, 3, 878–880. [Google Scholar] [CrossRef]
- Monish, K.; Jesuran, J.J.; Kolathayar, S. A Sustainable Approach to Turn Plastic Waste into Useful Construction Blocks. Lect. Notes Civ. Eng. 2021, 78, 55–62. [Google Scholar] [CrossRef]
- Olofinnade, O.; Chandra, S.; Chakraborty, P. Recycling of high impact polystyrene and low-density polyethylene plastic wastes in lightweight based concrete for sustainable construction. Mater. Today Proc. 2021, 38, 2151–2156. [Google Scholar] [CrossRef]
- Belmokaddem, M.; Mahi, A.; Senhadji, Y.; Pekmezci, B.Y. Mechanical and physical properties and morphology of concrete containing plastic waste as aggregate. Constr. Build. Mater. 2020, 257, 119559. [Google Scholar] [CrossRef]
- Ali, M.R.; Jose, J.; Al-Dulaijan, S.U.; Basha, S.I.; Maslehuddin, M. Method for Recycling Waste Plastic into Concrete. US16/793,476, 15 December 2020. [Google Scholar]
- Coe, W. Inter-Penetrating Elastomer Network Derived from Ground Tire Rubber Particles. US17/002,659, 7 February 2019. [Google Scholar]
- Ikechukwu, A.F.; Shabangu, C. Strength and durability performance of masonry bricks produced with crushed glass and melted PET plastics. Case Stud. Constr. Mater. 2021, 14, e00542. [Google Scholar] [CrossRef]
- Li, X. Rubber Powder Modified Asphalt and Preparation Method Thereof. CN202010292009.XA, 18 February 2022. [Google Scholar]
- Yang, S.; Gong, Y. Green and Environment-Friendly Recycled Concrete Preparation Method. CN202110524507.7A, 14 September 2021. [Google Scholar]
- Aneke, F.I.; Shabangu, C. Green-efficient masonry bricks produced from scrap plastic waste and foundry sand. Case Stud. Constr. Mater. 2021, 14, e00515. [Google Scholar] [CrossRef]
- Akinwumi, I.I.; Domo-Spiff, A.H.; Salami, A. Marine plastic pollution and affordable housing challenge: Shredded waste plastic stabilized soil for producing compressed earth bricks. Case Stud. Constr. Mater. 2019, 11, e00241. [Google Scholar] [CrossRef]
- Paihte, P.L.; Lalngaihawma, A.C.; Saini, G. Recycled Aggregate filled waste plastic bottles as a replacement of bricks. Mater. Today: Proc. 2019, 15, 663–668. [Google Scholar] [CrossRef]
- Ta, T.A.; Adjei, D.; Boakye, A.K.; Annan, G. The Use of Plastic Waste as Transition Materials in the Production of Pavement Blocks. Civ. Eng. Res. J. 2019, 9, 1–6. [Google Scholar] [CrossRef][Green Version]
- Lamba, P.; Kaur, D.P.; Raj, S.; Sorout, J. Recycling/reuse of plastic waste as construction material for sustainable development: A review. Environ. Sci. Pollut. Res. 2022, 29, 86156–86179. [Google Scholar] [CrossRef]
- Lim, C.H. Bio-synthetic Wood Made of Waste Plastics and a Method of Manufacturing the Same. KR1020190072285A, 29 January 2020. [Google Scholar]
- Song, D. Composite Epoxy Resin Board and Forming Method Thereof. US15/633,709, 12 July 2018. [Google Scholar]
- Martikka, O.; Kärki, T. Promoting Recycling of Mixed Waste Polymers in Wood-Polymer Composites Using Compatibilizers. Recycling 2019, 4, 6. [Google Scholar] [CrossRef]
- Basalp, D.; Tihminlioglu, F.; Sofuoglu, S.C.; Inal, F.; Sofuoglu, A. Utilization of Municipal Plastic and Wood Waste in Industrial Manufacturing of Wood Plastic Composites. Waste Biomass-Valorization 2020, 11, 5419–5430. [Google Scholar] [CrossRef]
- Wicaksono, S.T.; Nurdiansah, H.; Sidik, R.; Rasyida, A. Mechanical to physical aspects of PP and LDPE plastic waste for potential wood plastic composite. AIP Conf Proc. 2021, 2384, 050010. [Google Scholar] [CrossRef]
- Sahajwalla, V.H.; Gaikwad, V.; Ghose, A. Preparation of Filament Material. KR1020197035160A, 5 February 2020. Available online: https://worldwide.espacenet.com/patent/search/family/064662737/publication/KR20200012872A?q=pn%3DKR20200012872A (accessed on 8 September 2023).
- Shanker, R.; Khan, D.; Hossain, R.; Islam, T.; Locock, K.; Ghose, A.; Sahajwalla, V.; Schandl, H.; Dhodapkar, R. Plastic waste recycling: Existing Indian scenario and future opportunities. Int. J. Environ. Sci. Technol. 2022, 20, 5895–5912. [Google Scholar] [CrossRef]
- Titone, V.; Gulino, E.F.; La Mantia, F.P. Recycling of Heterogeneous Mixed Waste Polymers through Reactive Mixing. Polymers 2023, 15, 1367. [Google Scholar] [CrossRef] [PubMed]
- Rajasekaran, D.; Maji, P.K. Recycling of plastic wastes with poly (ethylene-co-methacrylic acid) copolymer as compatibilizer and their conversion into high-end product. Waste Manag. 2018, 74, 135–143. [Google Scholar] [CrossRef] [PubMed]
- Ostvik, B. Powders Comprising Solid Waste Materials. US17/591,258, 4 August 2022. [Google Scholar]
- Richter, T. Compositions and methods for the recycling of a mixed plastic feedstock. PCT/US2022/074943, 16 February 2023. [Google Scholar]
- Lahtela, V.; Silwal, S.; Kärki, T. Re-Processing of Multilayer Plastic Materials as a Part of the Recycling Process: The Features of Processed Multilayer Materials. Polymers 2020, 12, 2517. [Google Scholar] [CrossRef] [PubMed]
- Walker, T.W.; Frelka, N.; Shen, Z.; Chew, A.K.; Banick, J.; Grey, S.; Kim, M.S.; Dumesic, J.A.; Van Lehn, R.C.; Huber, G.W. Recycling of multilayer plastic packaging materials by solvent-targeted recovery and precipitation. Sci. Adv. 2020, 6, eaba7599. [Google Scholar] [CrossRef]
- Vollmer, I.; Jenks, M.J.F.; Roelands, M.C.P.; White, R.J.; van Harmelen, T.; de Wild, P.; van der Laan, G.P.; Meirer, F.; Keurentjes, J.T.F.; Weckhuysen, B.M. Beyond Mechanical Recycling: Giving New Life to Plastic Waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef]
- Wyang, C.; Liao, T.-C.; Hsiao, C.-Y.; Yuan, C.-Y. Heat sealable Polyester Film and Method for Manufacturing the Same. TW109123834A, 21 November 2021. [Google Scholar]
- Baldwin, J.J.; Ben-Daat, D.; Bishop, W.K., III; Kaitlyn, M.B.; Sieradzki, P. Method of Making Coextruded, Crosslinked Multilayer Polyolefin Foam Structures from Recycled Crosslinked Polyolefin Foam Material. US15/637,723, 10 December 2019. [Google Scholar]
- Jeon, G.B. Manufacturing Method and Apparatus for Eco-Friendly Water-Based Trash Bag Using Waste Synthetic Resin Recycling. KR1020190058039A, 16 October 2019. [Google Scholar]
- Liao, T.-C.; Yang, W.-C.; Yang, C.-C.; Hsiao, C.-Y.; Yuan, C.-Y. Polyester Film Having a Laminated Structure and Its Manufacturing Method. JP2020168364A, 4 April 2022. [Google Scholar]
- Liao, T.-C.; Yang, W.-C.; Yang, C.-C.; Hsiao, C.-Y.; Yuan, C.-Y. White Polyester Film and Method for Manufacturing the Same. TW109114117A, 1 November 2021. [Google Scholar]
- Liao, T.-C.; Yang, W.-C.; Yang, C.-C.; Hsiao, C.-Y.; Hsieh, Y.-C. Matte Polyester Film and Method for Manufacturing the Same. TW109114101A, 1 November 2021. [Google Scholar]
- Liao, T.-C.; Yang, W.-C.; Yang, C.-C.; Hsiao, C.-Y.; Yuan, C.-Y. Black Polyester Film and Method for Manufacturing the Same. TW109114092A, 1 August 2021. [Google Scholar]
- Yang, W.-C.; Liao, T.-C.; Hsiao, C.-Y.; Chen, H.-S. Flame Retardant Polyester Film and Method for Manufacturing the Same. TW109123857A, 1 February 2022. [Google Scholar]
- Kleczek, M.; Bayley, J. Films from Recycled Polyethylene. 17611108, 21 July 2022. [Google Scholar]
- Liao, T.-C.; Tsao, C.-C.; Liu, Y.-S. Polyester Resin Composition for Injection Molding, Manufacturing Method and Injection Molded Product Thereof. TW110116876A, 16 November 2022. [Google Scholar]
- Wang, Y. PET composite Material Prepared from Recycled PET Plastic Waste and Application Thereof. CN Patent CN201910941831.1A, 31 December 2019. [Google Scholar]
- Dai, J. Plastic Particle Manufacturing Device. CN Patent CN201910270435.0A, 24 May 2019. [Google Scholar]
- Bassi, A. Method for Processing Textile Waste into Recycled Plastic Granule. U.S. Patent WO2021250228A1, 16 December 2021. [Google Scholar]
- Xu, Y. One Kind for Recycling Waste Plastic Technique. CN Patent CN201910642031.XA, 25 October 2019. [Google Scholar]
- Côté, R. Processes for Recycling Polystyrene Waste and/or Polystyrene Copolymer Waste. U.S. Patent US17/857,031, 3 July 2022. [Google Scholar]
- Layman, J.M.; Collias, D.I.; Schonemann, H.; Williams, K. Method for Purifying Reclaimed Polyethylene. U.S. Patent US10/941,269 B2, 7 February 2022. [Google Scholar]
- OECD. Global Plastics Outlook. Global Plastics Outlook; OECD: Paris, France, 2022. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plastic | Packaging Application |
|---|---|
| PET | Food-grade containers, bakery trays, peanut butter jars, snack food wrappers, produce containers, soft drink bottles, single-use water bottles, carbonated drink bottles, miscellaneous bottles, bags, jars, tubs, detergent containers, and cleaning containers. |
| CPET | Plastic food trays, oven-proof plastic wrap, microwavable dinners, microwaveable storage containers, and ready-to-eat meal containers. |
| BOPET | Faux-foil packaging and microwavable meals’ protective film. |
| PP | Yogurt, cream, cheese, and VSP containers; baby bottles; straws; ready-to-eat meal packs; microwavable kitchenware; salad dressing bottles; margarine tubs; shampoo bottles; straws; margarine tubs; soup packs; syrup containers; and clouded plastic containers. |
| LDPE | Plastic bags, grocery bags, squeezable food bottles, flexible lids, bread, and frozen food wrappers. |
| LLDPE | Bottle caps and shrink wraps. |
| ULDPE | Cheese, meat, and coffee packaging. |
| MDPE | Baked goods, wash bottles, dispensing bottles, heavy-duty produce bags, and flexible plastic sheets. |
| HDPE | Polyethylene film; water, juice, and milk bottles; margarine and butter tubs; retail bags; trash bags; grocery bags; cereal box liners; detergent, shampoo, and laundry detergent bottles; and motor oil bottles. |
| PC | Polycarbonate medical packaging, sterilizable baby bottles, and reusable water bottles. |
| PVC | Food and beverage tubing, mints and gum blister packaging, clear food packaging, cling wrap, meat wrappers, cooking oil bottles, plastic squeeze bottles, detergent and window cleaner bottles, and peanut butter jars. |
| PVDC | Food and medicine packaging. |
| Polyamide/nylon | Microwave and conventional cooking packaging applications. |
| PS | Hot beverage cups, meat trays, sCD cases, disposable cutlery (Styrofoam), food containers, take-home boxes, and egg cartons. |
| Study | Plastic Waste | Reinforcements | Additives | Percentage of Plastic Waste by Weight | Product | Product Qualities |
|---|---|---|---|---|---|---|
| [28] | Mixed plastics including PVC | Sand | - | 70% | Bricks | High compressive strength |
| [39] | PET and PU | - | Binder | 20–80% | Bricks | Thermal insulation and good strength for non-load-bearing bricks |
| [40] | HDPE and PET | Clay | Binder | 1–20% | Bricks | High thermal conductivity, high compressive strength, and low water absorption |
| [42] | PC, PS, and mixed thermoplastics | Portland cement and sand | Fly ash | 0–10% | Bricks | Thermal insulation and high compressive strength |
| [45] | HIPS and LDPE | Cement, coarse aggregate, and sand | Binder | 0–50% | Concrete | Lightweight durable concrete |
| [46] | HDPE, PP, and PVC | Natural aggregates and cement | Binder | 25–75% | Concrete | Sound blocking, heat insulation, and high strength |
| [47] | Polyolefin and PE | Portland cement, rough aggregate, and smooth aggregate | Super-plasticizer | 10% | Concrete | Lightweight concrete with low thermal conductivity and high compressive strength |
| [48] | Butadiene and functionalized styrene-butadiene | Asphalt | SBS asphalt modifier, solubilizing agent, and white carbon black | - | Construction material | Improved elasticity, tensile strength, stability, aging resistance, and cohesive qualities |
| [49] | PET | Glass | - | 20–40% | Bricks | High compressive and tensile strength, low water absorption, and resistance to chemical damage |
| [51] | PET | Fine aggregates, concrete, and Portland cement | Silane coupler and air-entraining compound | - | Concrete | High durability and impermeability |
| [52] | PET | Foundry sand | Binder | 30% | Bricks | High compressive and tensile strength and low water absorption |
| [53] | PET | Clay | - | 1% | Compressed earth bricks | High compressive strength |
| Study | Plastic Waste | Reinforcements | Additives | Percentage of Plastic Waste by Weight | Product | Product Qualities |
|---|---|---|---|---|---|---|
| [57] | Bioplastics | Bio-artificial wood fiber powder | Stabilizer, UV blocker, crosslinking agent, foaming agent, and PVC resin | 30–40% | Epoxy resin boards | High density construction material |
| [58] | PVC, PE, HDPE, and Printed circuit board | Waste prepreg, stone, metal, and wood | Toner, antioxidant, lubricant, UV blocker, carbide stabilizer, and coupling agent | <70% | Epoxy resin sheet | Improved hardness, low shrinkage rate, good water absorption, and high strength |
| [59] | PP, PET, and PE | Wood | Compatibilizer | - | Wood plastic composite (WPC) | Good impact strength, good mechanical strength, and moisture resistance |
| [60] | PP, PE, and mixed-polyolefins | Wood flour | Compatibilizer, UV stabilizers, and anti-oxidants | 30 wt.% wood flour | Wood plastic composite (WPC) | High melting point, water resistance, thermoplasticity, structural strength, ductility, and hardness. |
| [61] | LDPE and PP | Sawdust and organic waste | - | 30 wt.% wood flour | Wood plastic composite (WPC) | Low water permeability, high thermal stability, and good mechanical strength |
| [62] | Thermoplastic polymers (such as ABS, PP, HDPE, etc.) | Glass, metal, carbon, ceramics, graphite, etc. | Binder | 50% | Composite board | High melting point, water resistance, thermoplasticity, structural strength, ductility, and hardness |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babaremu, K.; Adediji, A.; Olumba, N.; Okoya, S.; Akinlabi, E.; Oyinlola, M. Technological Advances in Mechanical Recycling Innovations and Corresponding Impacts on the Circular Economy of Plastics. Environments 2024, 11, 38. https://doi.org/10.3390/environments11030038
Babaremu K, Adediji A, Olumba N, Okoya S, Akinlabi E, Oyinlola M. Technological Advances in Mechanical Recycling Innovations and Corresponding Impacts on the Circular Economy of Plastics. Environments. 2024; 11(3):38. https://doi.org/10.3390/environments11030038
Chicago/Turabian StyleBabaremu, Kunle, Adedapo Adediji, Nmesoma Olumba, Silifat Okoya, Esther Akinlabi, and Muyiwa Oyinlola. 2024. "Technological Advances in Mechanical Recycling Innovations and Corresponding Impacts on the Circular Economy of Plastics" Environments 11, no. 3: 38. https://doi.org/10.3390/environments11030038
APA StyleBabaremu, K., Adediji, A., Olumba, N., Okoya, S., Akinlabi, E., & Oyinlola, M. (2024). Technological Advances in Mechanical Recycling Innovations and Corresponding Impacts on the Circular Economy of Plastics. Environments, 11(3), 38. https://doi.org/10.3390/environments11030038