1. Introduction
With the increasing complexity of advanced new technologies in the chemical industry, many newly synthesized chemical substances have become available to consumers in the global market. Based on the chemical abstracts service (CAS), as of April 2023, approximately 204 million substances have been disclosed since the early 1800s. Moreover, thousands of new substances are updated daily in the CAS registry system [
1]. This phenomenon is linked to the exponential increase in the number of chemical substances used in several industries, which inevitably contributes to the high risk of chemical accidents in industrial settings [
2]. Regardless of its scale, an occurrence of a chemical accident in a process can cause severe consequences over a large area. In addition, a relatively minor accident can create a primary event source that leads to more severe consequences as per the domino effect theory [
3].
A number of chemical accidents repeatedly occur due to similar causes every year in Korea. According to the Integrated Chemical Information System (ICIS) operated by the Korean Ministry of Environment, 446 chemical accidents have occurred in Korea since 2016 [
4]. These accidents were mainly caused by the non-compliance with safety rules and defects of facilities (78%), followed by transportation accidents (21%) and natural disasters (1%). Chemical accidents inevitably release hazardous substances due to external events such as explosions, fires, transportation accidents, and natural disasters. Chemical accidents may also occur due to mechanical failures, human errors, and other man-made factors [
5,
6]. Accidents involving single or abnormal chemical reactions, human errors, and mechanical/facility faults occur frequently and account for approximately 83% of the total accident cases. In particular, 17% of chemical accidents (61 out of 358 cases) over the last five years (2018–2022) have involved the occurrence of an abnormal chemical reaction [
4]; thus, it is also important to determine the causes of these accidents.
Lack of information and insufficient findings from an accident may increase the likelihood of its recurrence in the near future [
7]. A systematic approach that provides detailed information about accidents is also imperative for effective investigations of accidents [
8]. To prevent the recurrence of similar accidents, the National Institute of Chemical Safety, which is affiliated with the Ministry of Environment, has recently launched an investigation into the major chemical accidents that have occurred since 2021. Consequently, this case report describes the results of the investigation of the causes of a chemical release accident that occurred through an abnormal reaction during an optical film manufacturing process. This study also specifies preventive measures for similar processes.
3. Cause Analysis
The fundamental question regarding the accident is why KMnO4 was agglomerated at the time, and what gave rise to the rupture of the seal oil reservoir. As mentioned above, the cause of the KMnO4 powder agglomeration could not be identified. We observed that the seal oil reservoir had been damaged by an unknown cause. When the workers added the KMnO4 into the reactor, some of the KMnO4 was added in the agglomerated bulk form. The impact of the heavy agglomerated bulk on the agitator may have caused the reservoir damage.
Next, the most important issue is to identify the substances involved in the abnormal reaction. Some reactive substances including KMnO
4, methanol (MeOH), and glycerin may have contributed to the rapid release of the mixture after the abnormal reaction. KMnO
4 is a substance that is likely to cause chemical accidents due to its hazardous and explosive nature; hence, it requires the use of accident prevention measures. It may also severely damage the site of the chemical accident, as publicly announced by the Korea Ministry of Environment [
9]. We assumed that certain substances other than the aforementioned raw materials may have influenced the abnormal reaction.
A small quantity of certain impurities, such as MeOH, may have entered the reactor either during the t-BuOH reuse or during the cleaning of the mechanical parts. We found that the reactor was in fact cleaned with MeOH prior to its use in the manufacturing process. In addition, seal oil containing glycerin was applied between the axis of the agitator and the sealing cover for lubrication, and may have also influenced the reaction. The seal oil reservoir in the reactor was damaged during the accident, and no residual seal oil was found in the reservoir. The glycerin content of seal oil (volume: 2 L) is usually approximately 13% under normal conditions. Hence, the seal oil may have been released into the reactor and mixed with the other substances. Other substances, such as hydrochloric acid and sodium thiosulfate, can cause the decomposition of KMnO
4. However, these materials were not handled during the reaction. Thus, simple pilot experiments to reproduce the abnormal reaction under similar conditions were conducted to identify the causes of the accident (
Table 1).
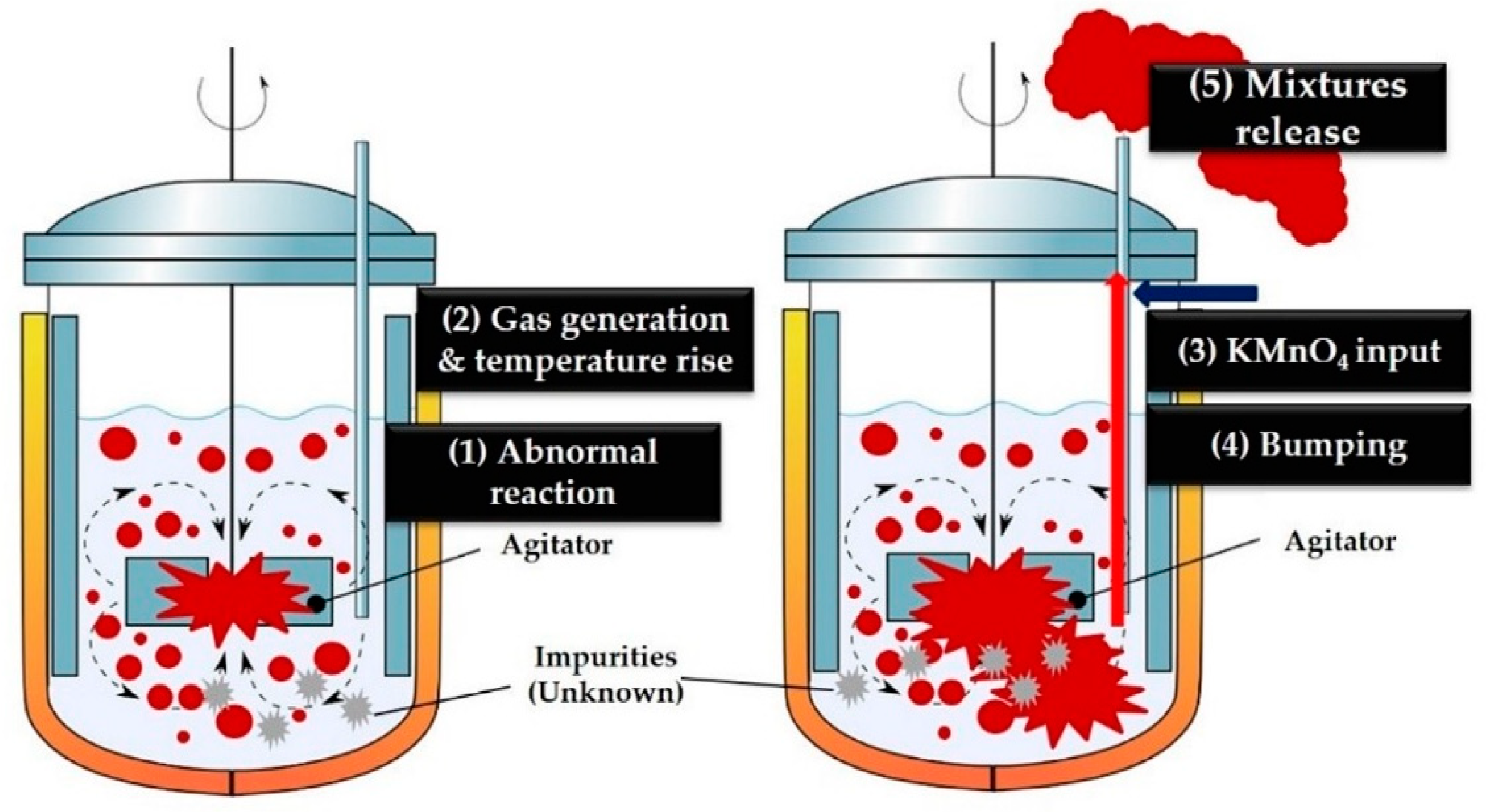
When the internal temperature of the reaction vessel rises, the risk of fire or explosion increases, because KMnO
4 generates a large amount of oxygen. Moreover, many organic substances react with KMnO
4; therefore, unknown impurities or foreign substances may have contributed to the abnormal reaction (
Figure 4). When t-BuOH is used as a solvent, it is often recycled through reaction, collection, and distillation. However, recycled t-BuOH may contain a few impurities that may have flown into the reactor at each stage. The concentration of the recycled t-BuOH was 96.54% in the reactor, and the reactor contained a residual amount (3.56%) of MeOH, as revealed by quantitative analysis.
According to the process manager’s statement, the concentration of recycled t-BuOH is usually higher than 99.5% during the normal process, and the reusable internal standard is set to 95%. When the mixture contained reagent-graded t-BuOH (99.9% ≤), DW, KMnO
4 and seal oil in the test flask, no significant reaction occurred, irrespective of the order of KMnO
4 input (Cases (1) and (3), as described in
Table 1). The internal temperature increased slightly to 63 °C, but no rapid reaction or boiling was observed in the laboratory test (
Figure 5).
When recycled t-BuOH (96.0%) containing MeOH (4.0%) was used, abnormal reactions were observed (Cases (2) and (4), as shown in
Figure 5). After KMnO
4 and glycerin were added to the mixture, the internal temperature increased to 70 °C, and the reaction suddenly proceeded more rapidly. The internal temperature finally reached approximately 80 °C with a rate of 1 °C per 10 s. We also observed that the internal volume of the mixtures in the test flask expanded by approximately a factor of two due to boiling. Thus, based on the results of the laboratory tests, MeOH is suspected to be a key factor influencing the rapid abnormal reaction. In this process, the following reactions may have occurred, accompanied by the release of both bubbles and gases:
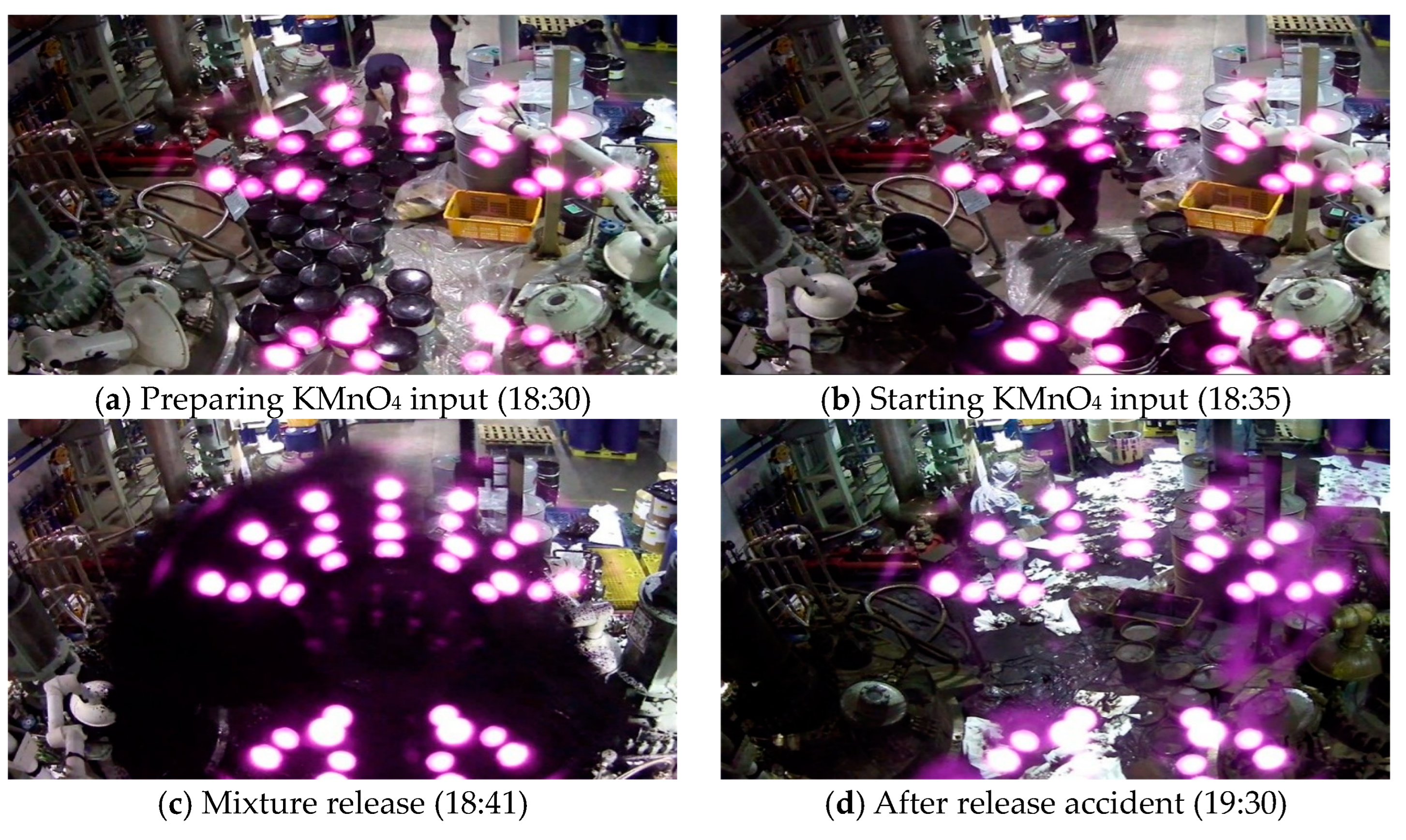
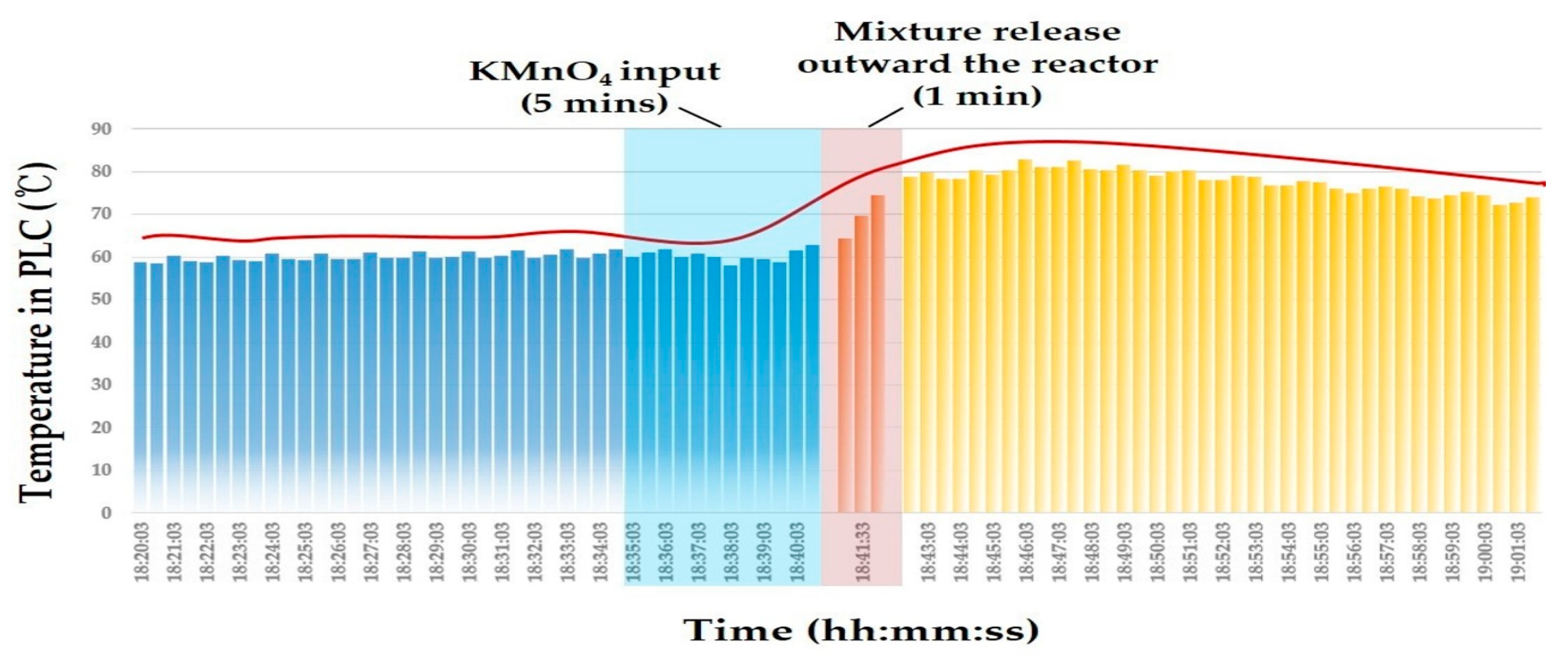
According to the PLC records in the reactor, the internal temperature increased by more than 10 °C after the mixture was released. Bubbles may have been generated as the temperature of the mixture reached its boiling point (82 °C). Peroxides originating from KMnO4 decomposition also generate carbon dioxide (CO2) and oxygen (O2) that can evolve with the reaction. When the agglomerated form of KMnO4 (bulk) is added under these conditions, rapid eruptions or bumping may occur.
Finally, the accident would have been prevented if the process safety management system was properly operated. There were some deficiencies with regard to the safety system of the reactor and human errors. The reactor was not equipped with a safety system or an automated emergency shutdown system; therefore, the workers could not recognize the abnormal status. The injured workers also did not wear any appropriate personal protective equipment (PPE). The harm to humans could have been minimized if they had followed the safety rules.
4. Measures for Preventing Similar Accidents
Identifying the causes of chemical accidents is important to mitigate or remove potential risks such as facility failures, unsafe actions, human errors, and administrative faults [
7,
10]. If more information regarding the causes of accidents is accumulated based on evidence, it will become easier to implement precautionary measures that may prevent similar accidents [
11]. Based on the findings of our investigation, we suggest some preventive measures below.
4.1. Technical Measures
The outward release of the mixture was caused by the abnormal reaction between the raw materials (t-BuOH and KMnO4) and external impurities. We strongly suspect that this reaction was the main cause for this accident. Hence, the inflow of impurities during each process should be blocked by methods such as substance regeneration, cleaning, and filtration. In addition, the current internal criteria for t-BuOH reuse should be raised from 95.0% ≤ to 98.0% ≤. If the purity of reused t-BuOH is found to be below the specified criteria, a new product should be used. Periodic sample analysis of raw materials in the reactor should be performed to prevent the inflow of impurities and to obtain a high quality control level. Moreover, all reactors in the process should be periodically cleaned using substances that do not react with the raw materials (e.g., every monthly, quarterly, or half yearly).
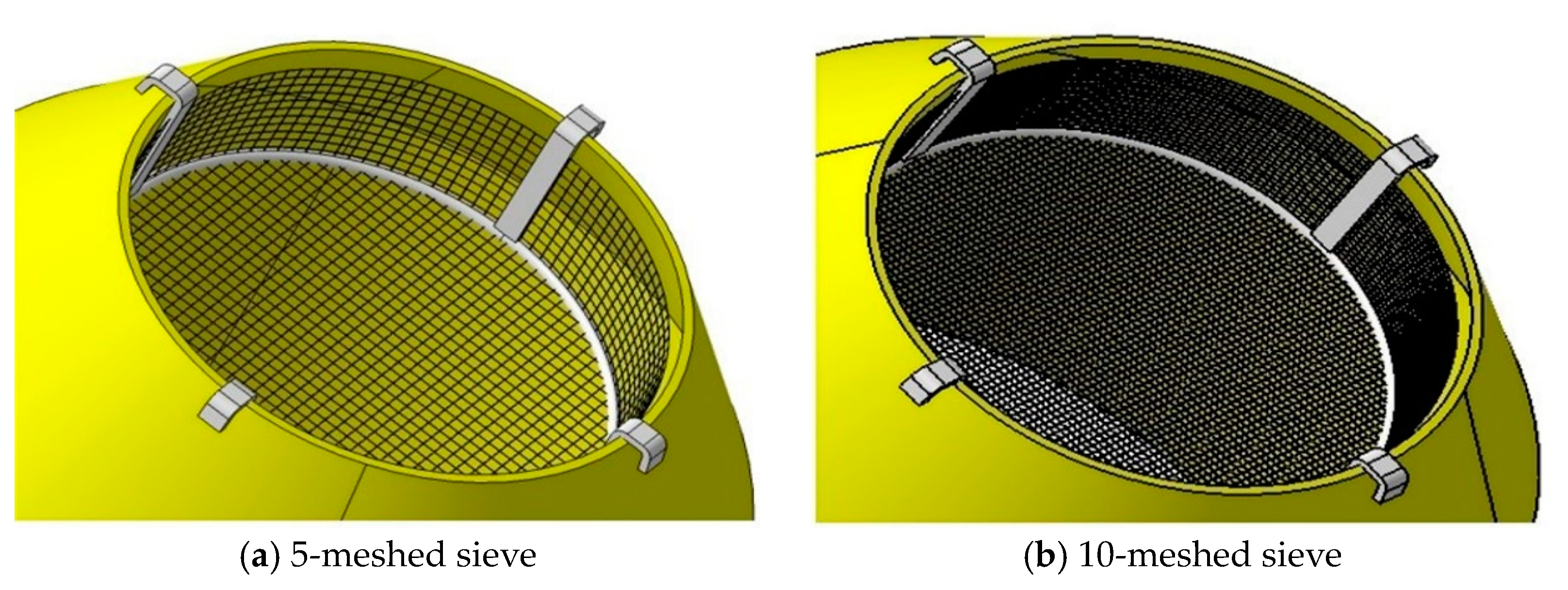
The seal oil also may have caused the abnormal reaction. The glycerin (13%) in the seal oil leaked out of the reservoir and reacted with the mixture, increasing the internal temperature and pressure of the reactor. The input amount can be controlled by using a reactor with a safer design, for example, by employing a meshed sieve or a hopper with materials that do not generate static electricity (
Figure 6). In addition, when selecting the seal oil, it is absolutely imperative to check whether it reacts with the raw materials. If necessary, the seal oil should be replaced with a non-reactive lubricant; alternatively, an effective approach is to determine the optimal glycerin concentration range that provides sufficient lubricating action and prevents any abnormal action.
The use of monitoring systems that can detect unusual symptoms and provide immediate feedback to process managers and operators should be also considered. Each reactor was equipped with an individual monitoring system (PLC) for recording the internal temperature and pressure, but the alarm or feedback system was not operated properly. Since the internal temperature of the reactor may rise rapidly due to the abnormal reactions between the raw materials and impurities, it is necessary to use such a monitoring system so that immediate action can be taken if the temperature rises considerably or is outside the normal range (e.g., operating temperature ± 10 °C). It may also prevent an increase in pressure, which can be caused by malfunctions in or damage to some parts of the reactor. The pressure in the reactor may rise if the agitator does not operate in normal conditions. Therefore, the reactor should be equipped with safety devices that can monitor the regular movements of the agitator.
4.2. Administrative Measures
To further safeguard the process, administrative measures should be followed in addition to technical measures. First, the safe operation conditions must be modified. In this case, the optimal operating temperature should be determined and the agitation speed should be increased to prevent bubble generation. The current operating temperature (60 °C) can be also revised within a range that does not affect the production efficiency. Increasing the agitation speed may prevent an increase in the local temperature and bubble generation. Therefore, the bubbles can be sufficiently degassed.
Preventive safe procedures for abnormal conditions should include each emergency scenario, and should also enable manual operation of the main device in the emergency state [
12]. In particular, the process conditions should be stably maintained, even in a state of emergency. Most importantly, it is more advantageous to introduce precautionary methods such as the use of a safety instrument systems or a system that enables immediate shutdown in an emergency [
13,
14].
Failure to control the amount of added KMnO4 was one of main causes of the accident. Therefore, safety procedures for the input of raw materials should be developed. After adding the required amount of raw material, it is important to check whether the inner temperature of the reactor increases. Further raw materials should only be added if the temperature does not increase abnormally. The modified processes should reflect the safety procedures, and the workers should be aware of all of the details.
Finally, the use of appropriate PPE is highly important for workers in chemical industries. In this case, the workers did not wear PPE suitable for the process, such as respirators, chemical protective clothing, and safety gloves. Therefore, four workers were inevitably injured via dermal burning during this accident. The number of victims can be reduced by ensuring that all workers use PPE.
5. Conclusions
This report investigated the causes of a chemical release accident caused by an abnormal reaction and recommended certain safety steps to prevent the reoccurrence of similar accidents. An abnormal reaction occurred during the input of raw materials (t-BuOH, KMnO4, and H2O), and some foreign impurities (4% MeOH, 13% glycerin) that may have influenced the reaction were identified. The MeOH may have entered the reactor during t-BuOH reuse or the cleaning of mechanical parts, and glycerin was released from the seal oil reservoir to enhance lubrication with the agitator in the reactor. The pilot test carried out to reproduce the abnormal reaction revealed a rapid reaction, with an increase in the mixture temperature when the KMnO4 and glycerin (13%, released from the broken seal oil reservoir) were added to the mixture that contained 96% t-BuOH and 4% MeOH (impurity). Furthermore, some deficiencies in the safety system and some human errors were discovered. The reactor was not equipped with either a safety instrumental system or an automated emergency shutdown system, and the workers did not wear PPE. These factors could have had a significant impact on the accident.
Learning from accidents is useful in preparing preventive/precautionary measures. Moreover, the investigation of similar accident cases raises awareness among stakeholders about safety concerns. Based on our findings, we identified that the accident had several possible causes, namely non-compliance with safety rules and insufficient safety processes/preventive measures. If feedback regarding accident cases is widely discussed in workplaces, it may improve the safety culture in chemical industries.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}