
A Step-by-Step Decoupling and Compensation Method for the Volumetric Error for a Gear Grinding Machine


Abstract
1. Introduction
1.1. Literature Review on Volumetric Error Modeling Methods
1.2. Literature Review on Volumetric Error Compensation Methods
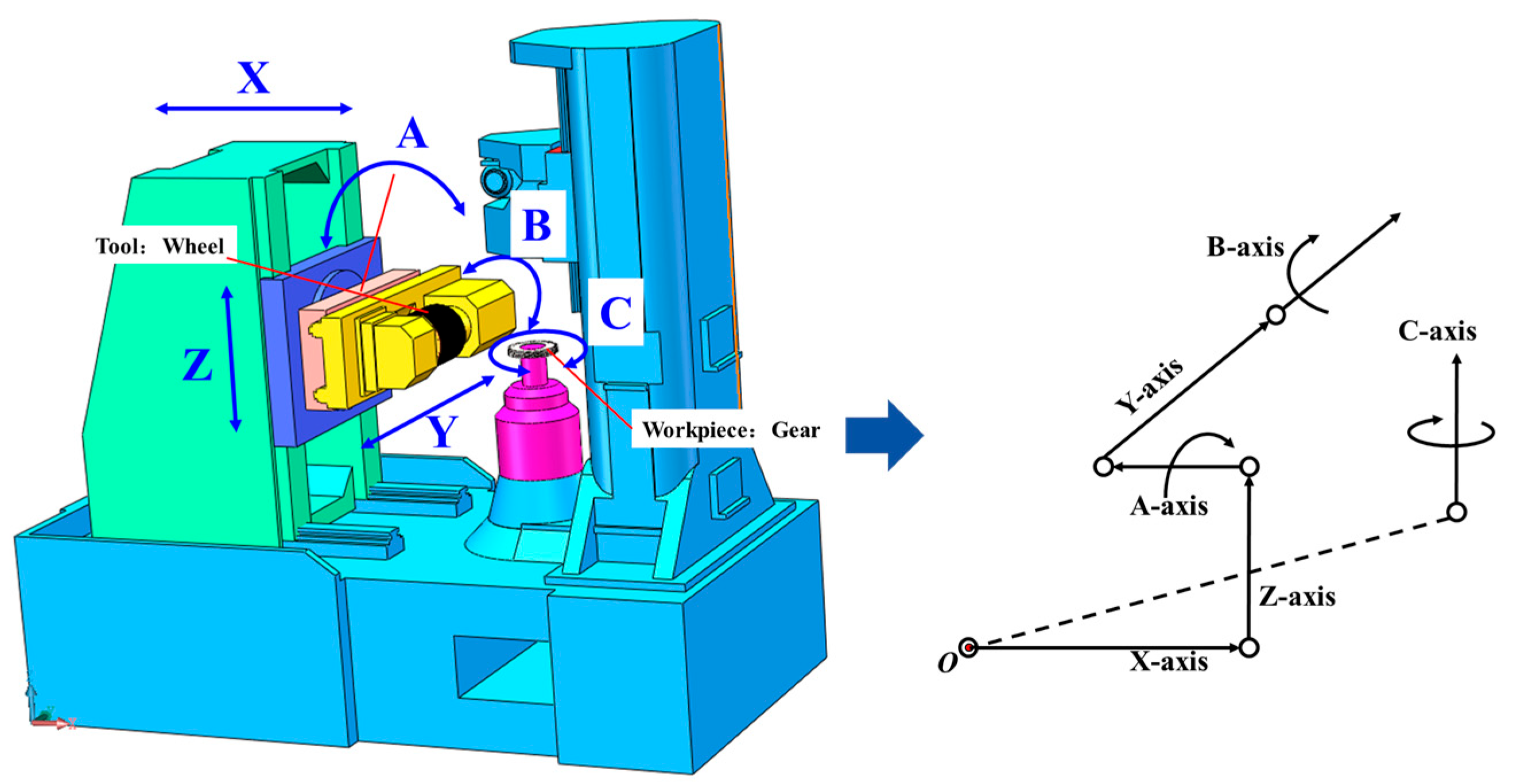
2. Volumetric Error Model of the Gear Grinding Machine
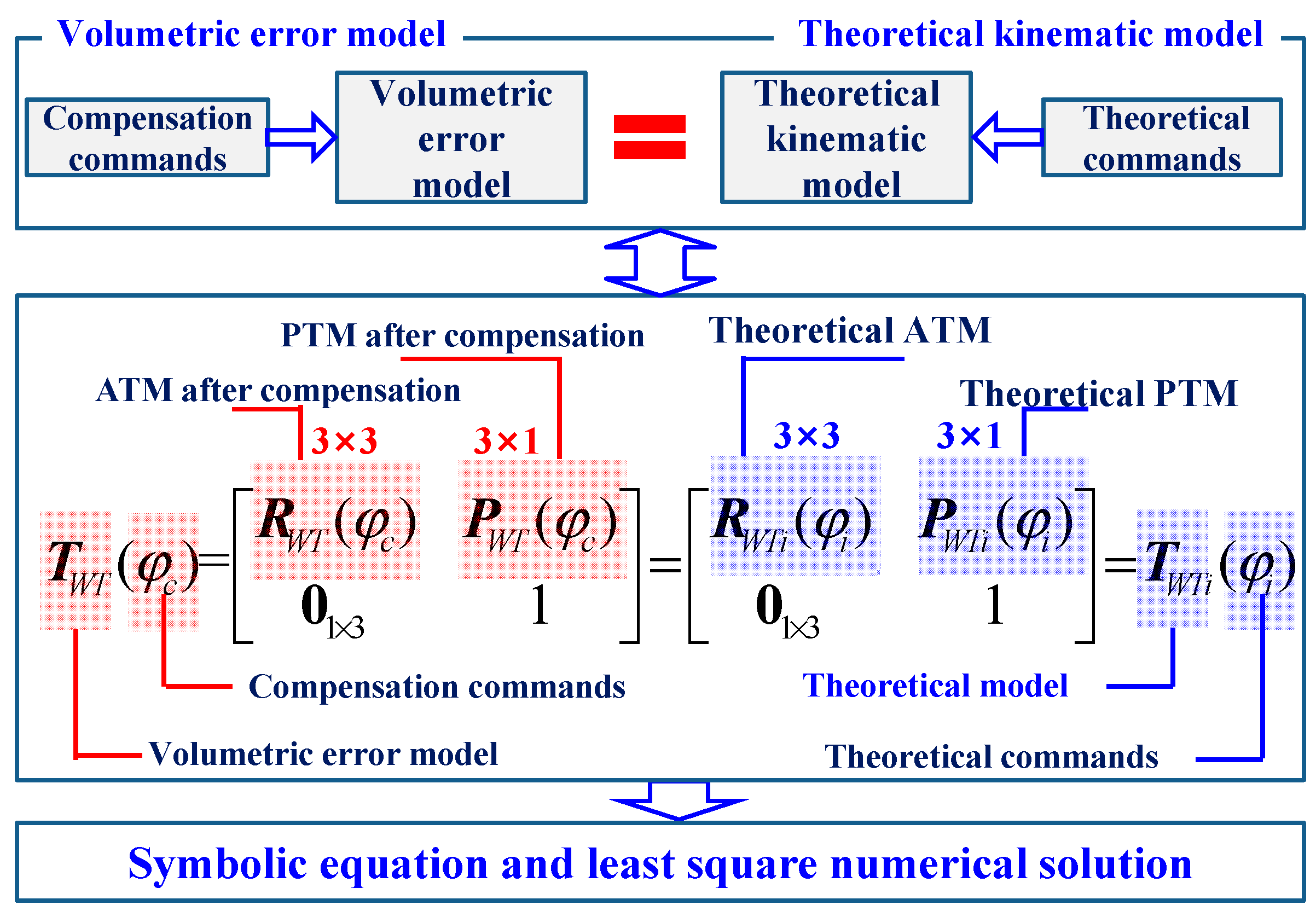
3. Decoupling Solution of the Volumetric Error Model
3.1. Numerical Solution
3.2. Analytical Decoupling Based on POE
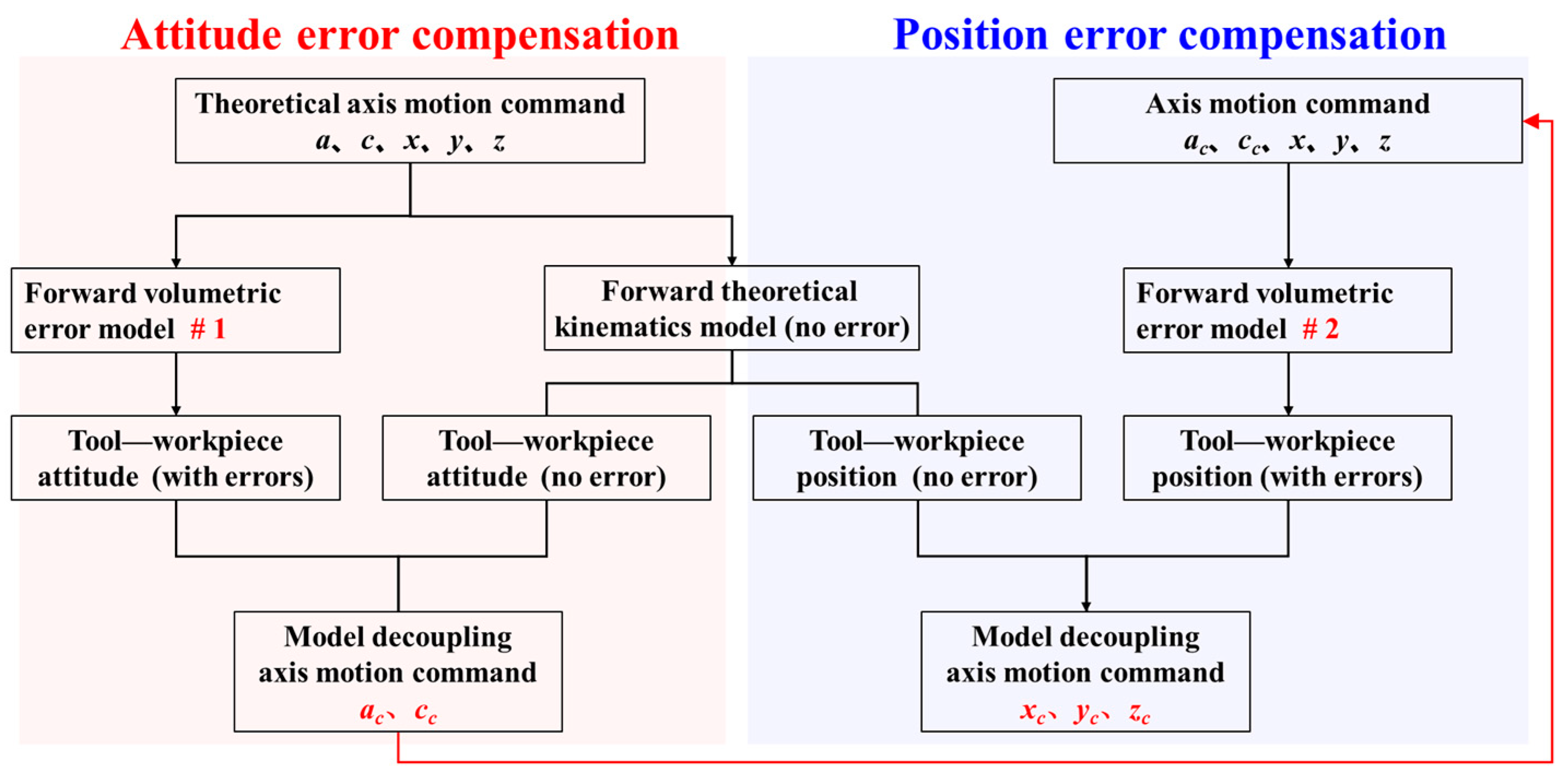
3.3. Step-by-Step Jacobi Decoupling Method Under Compensated Motion Constraints
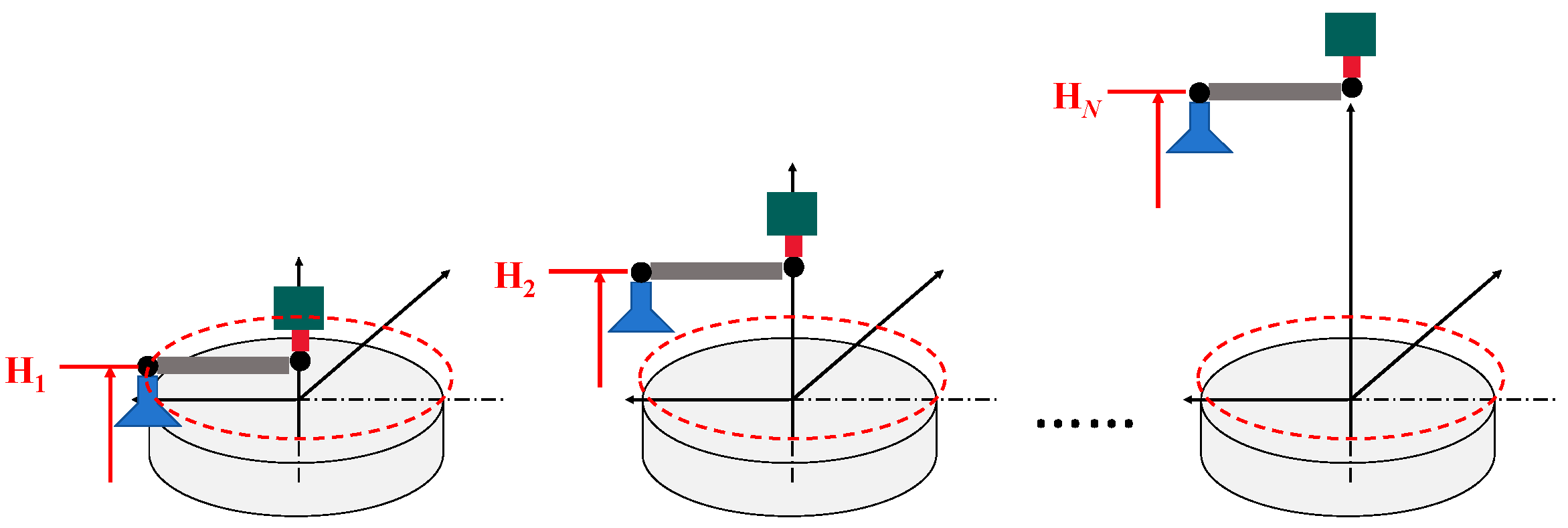
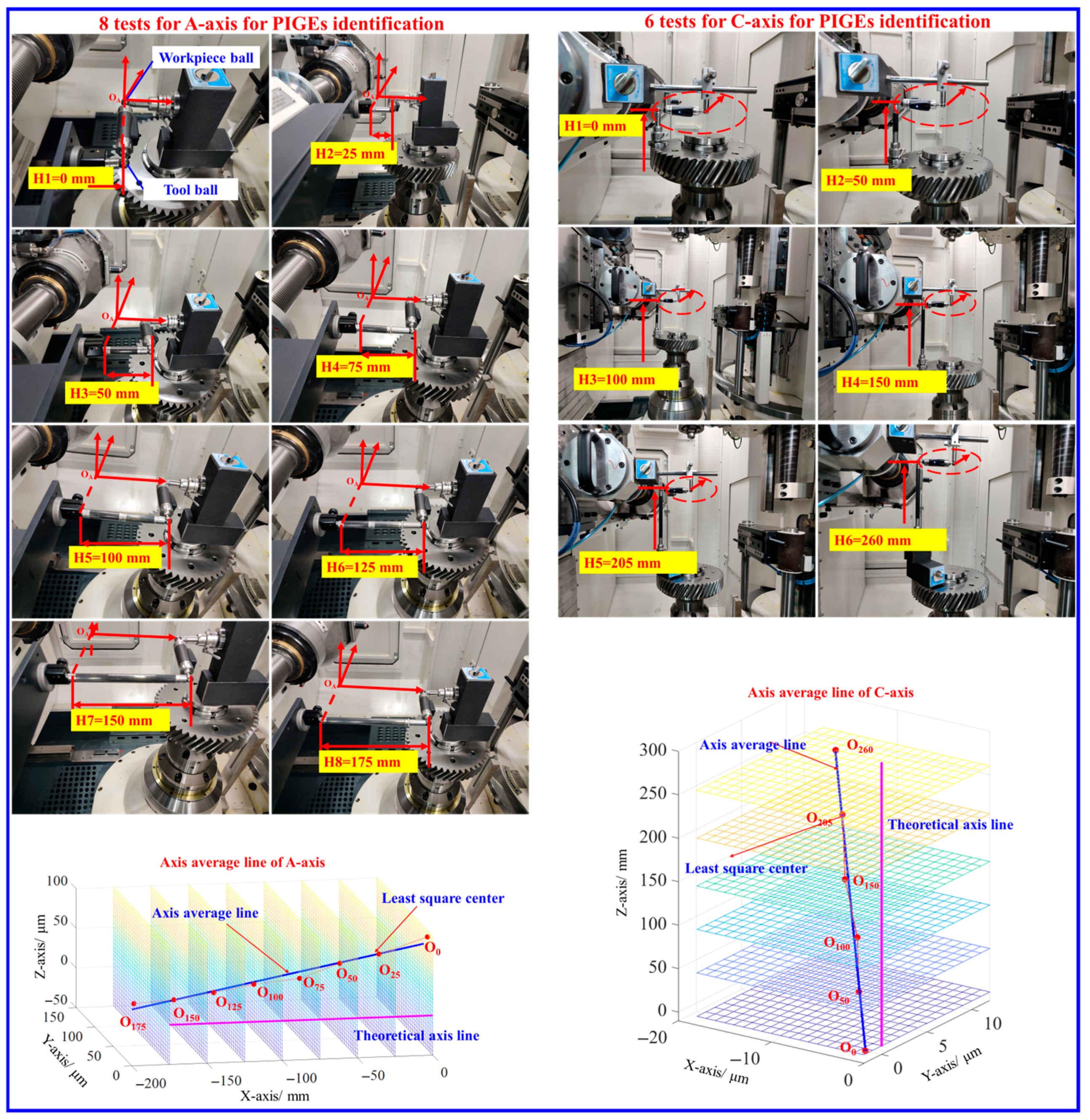
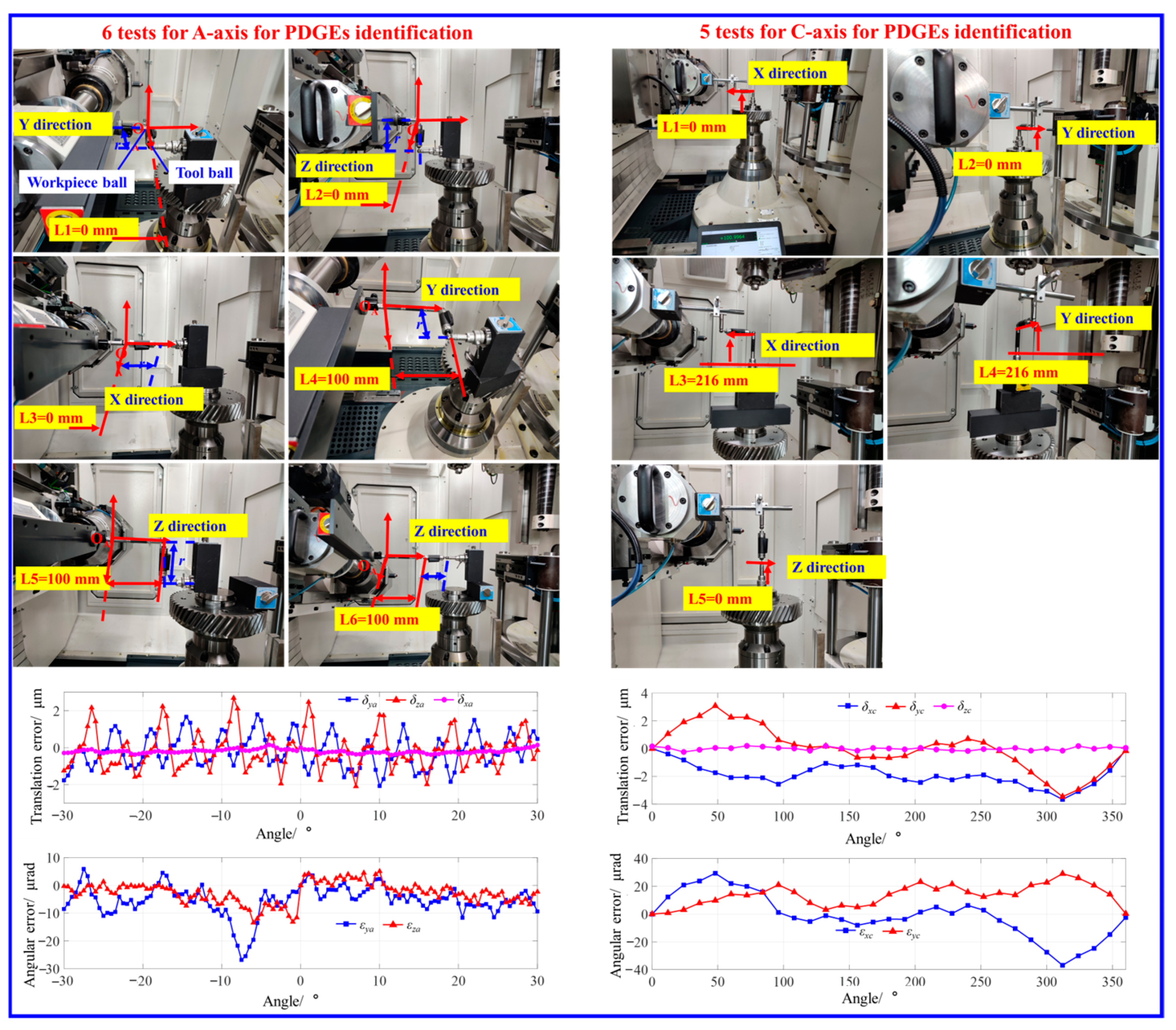
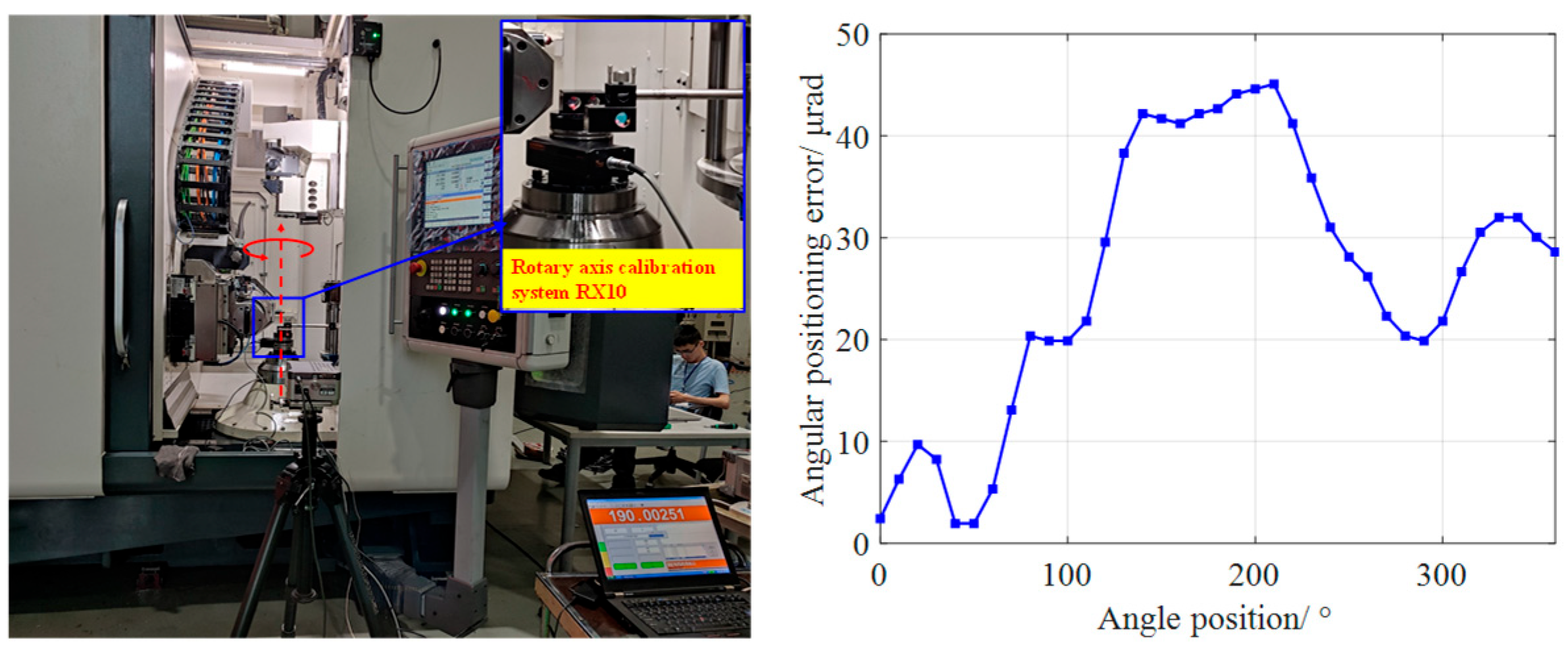
4. Geometric Error Measurement and Identification
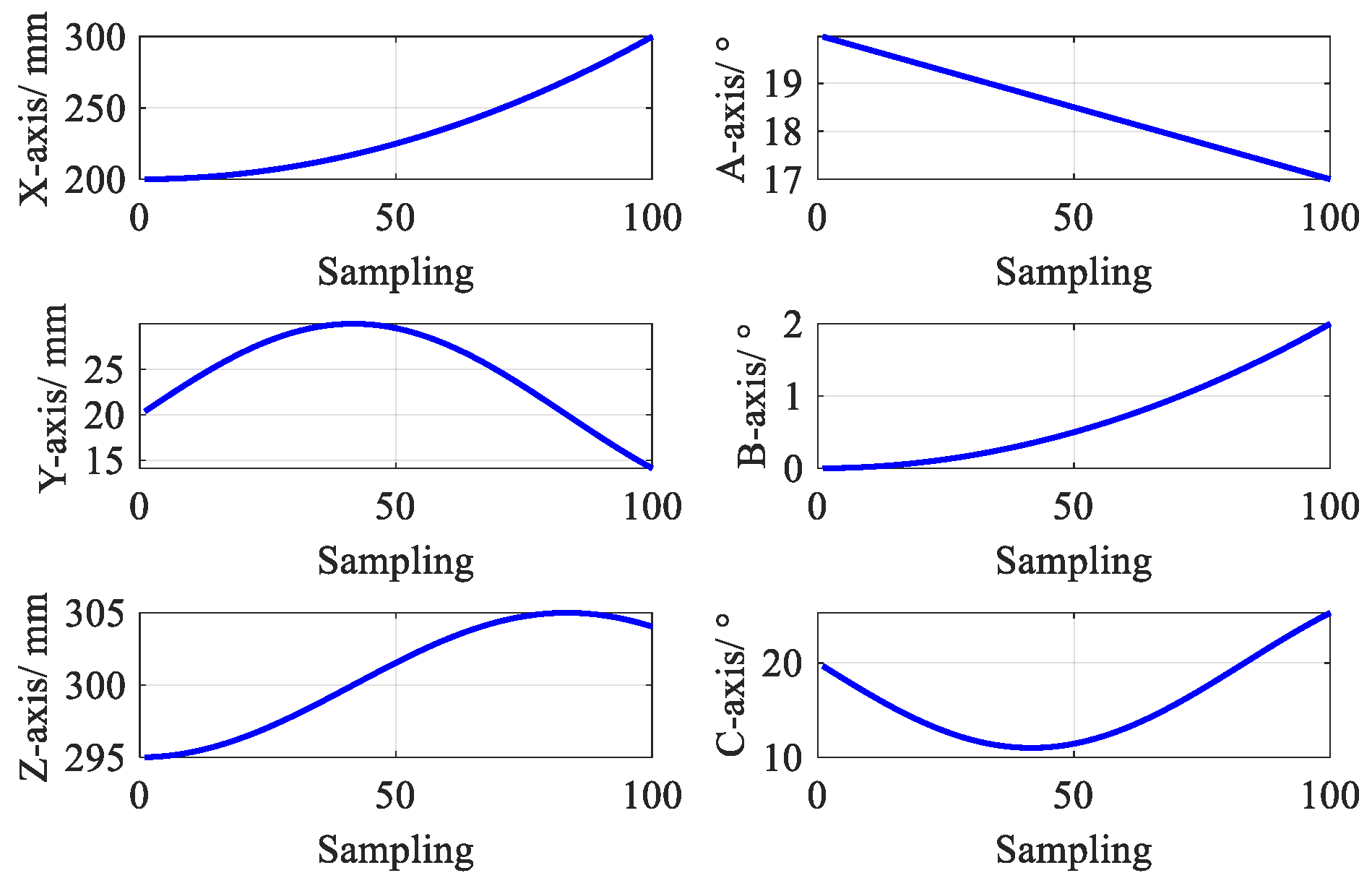
5. Case Study
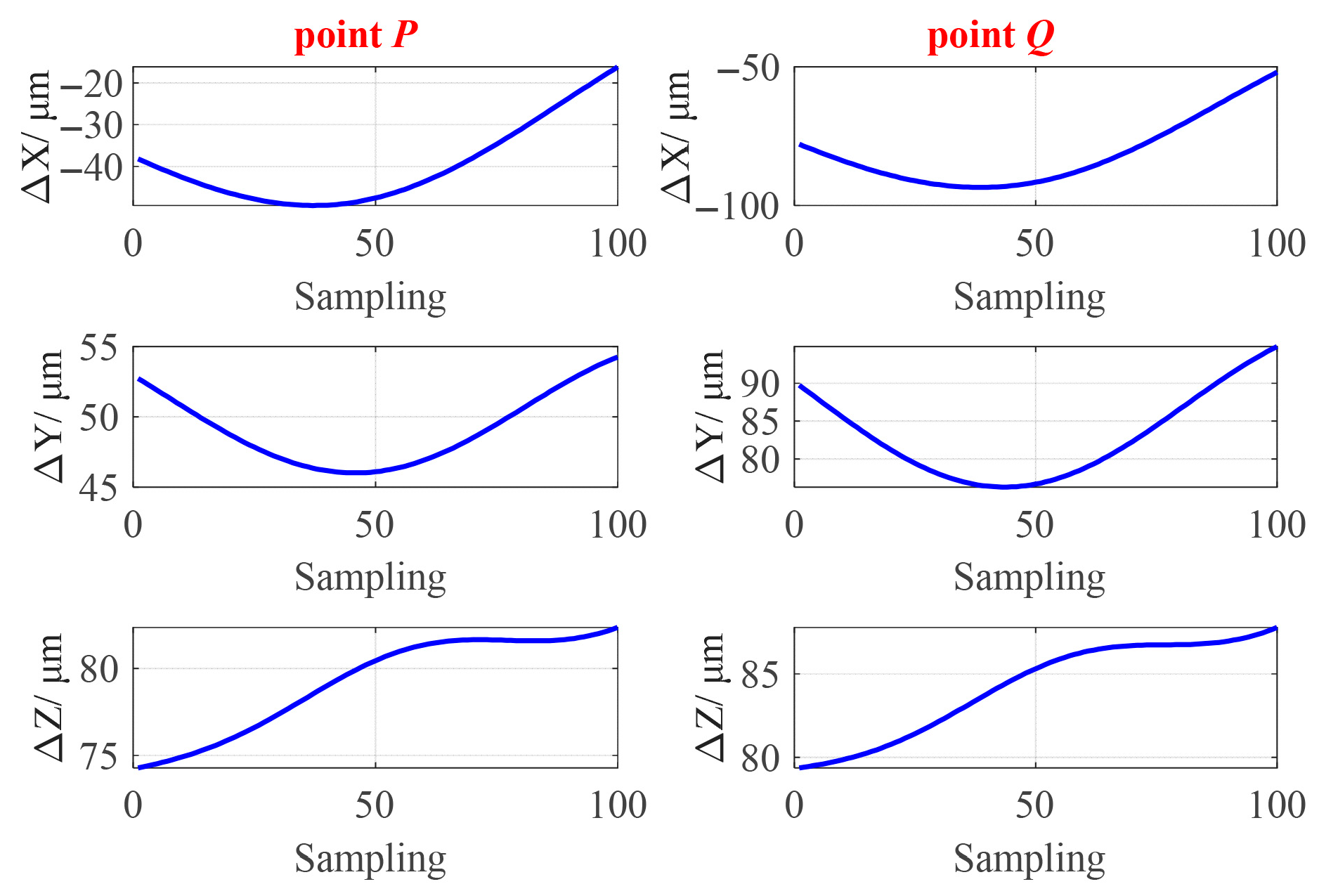
5.1. Geometry Error Compensation
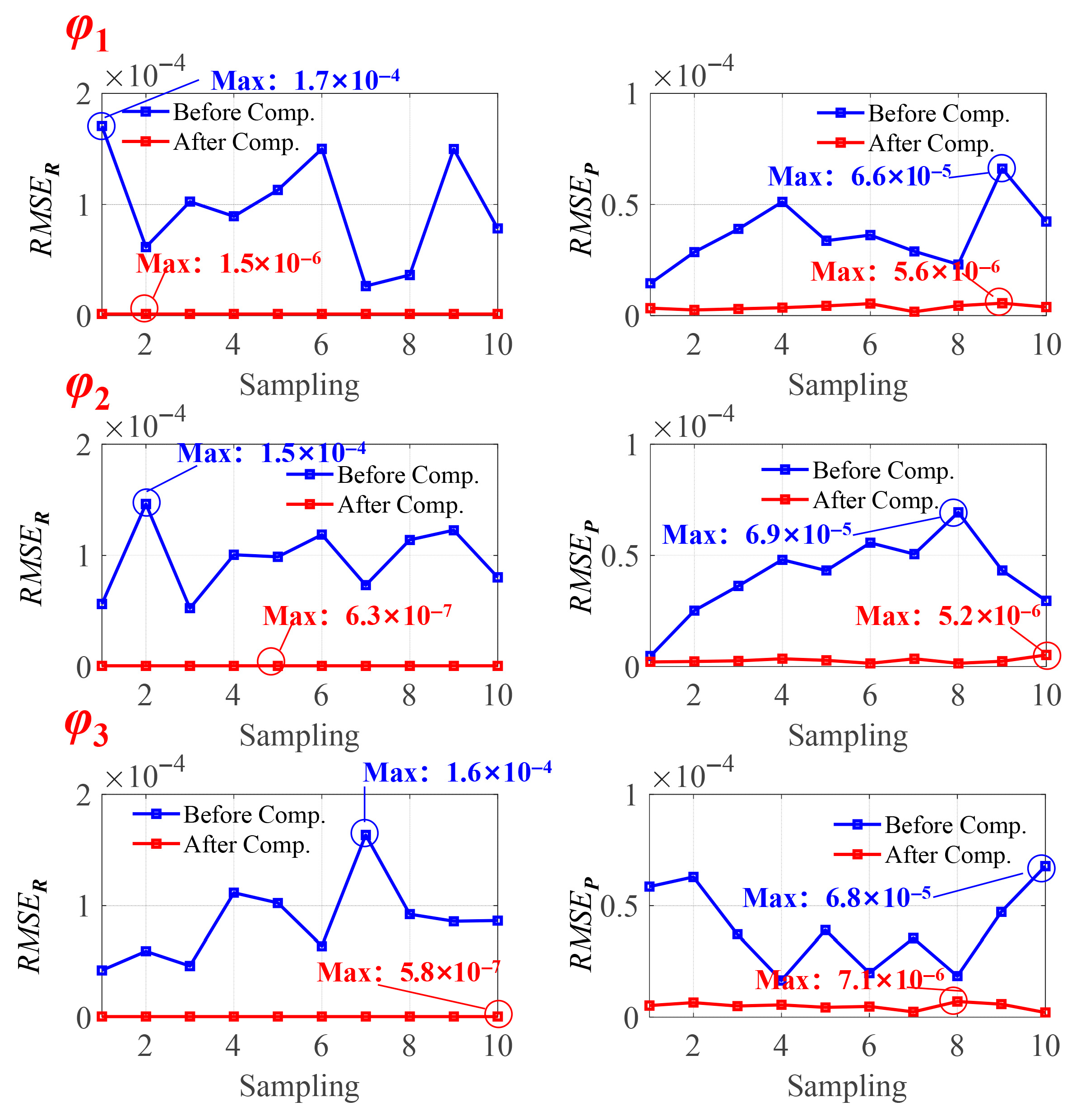
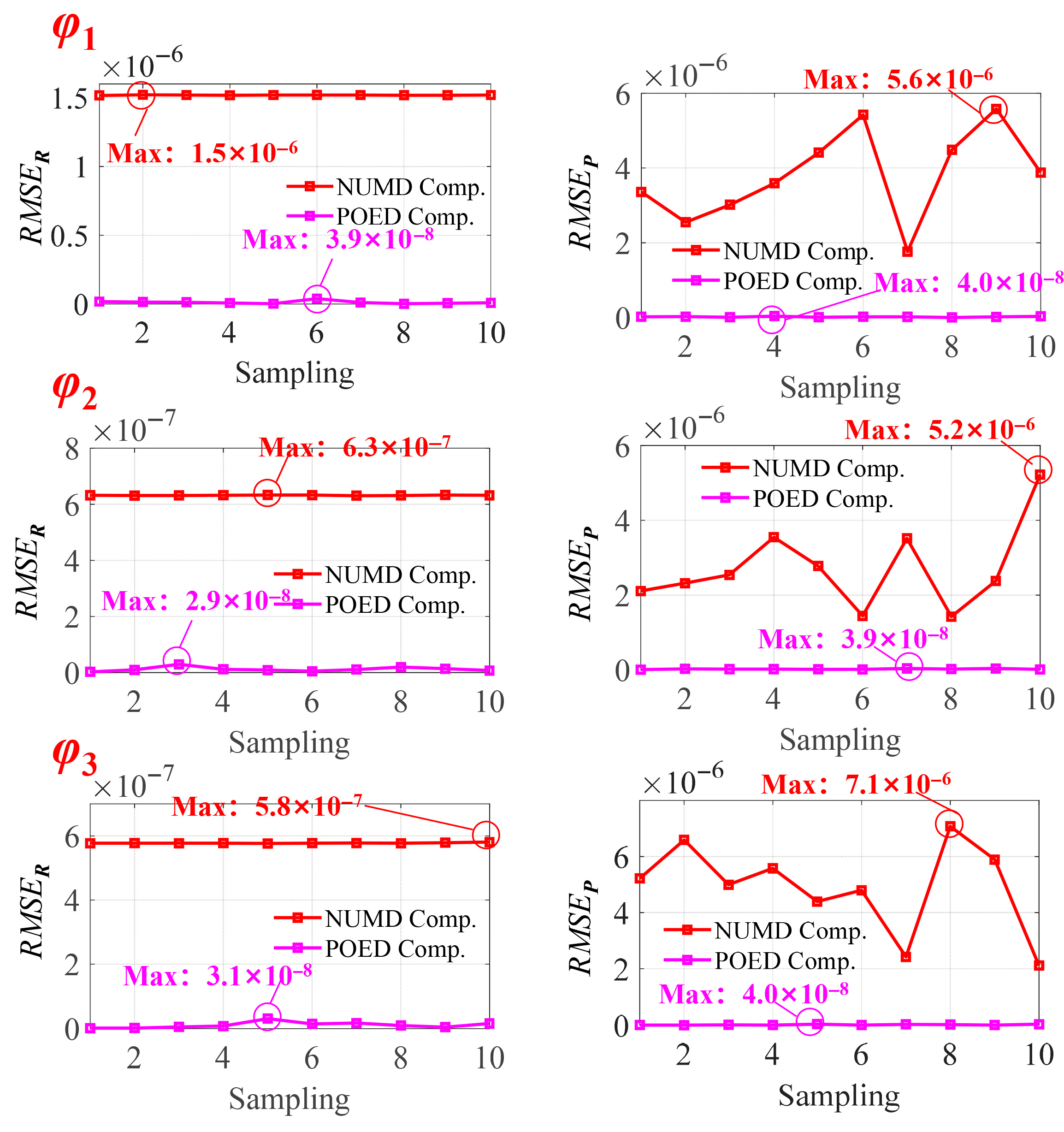
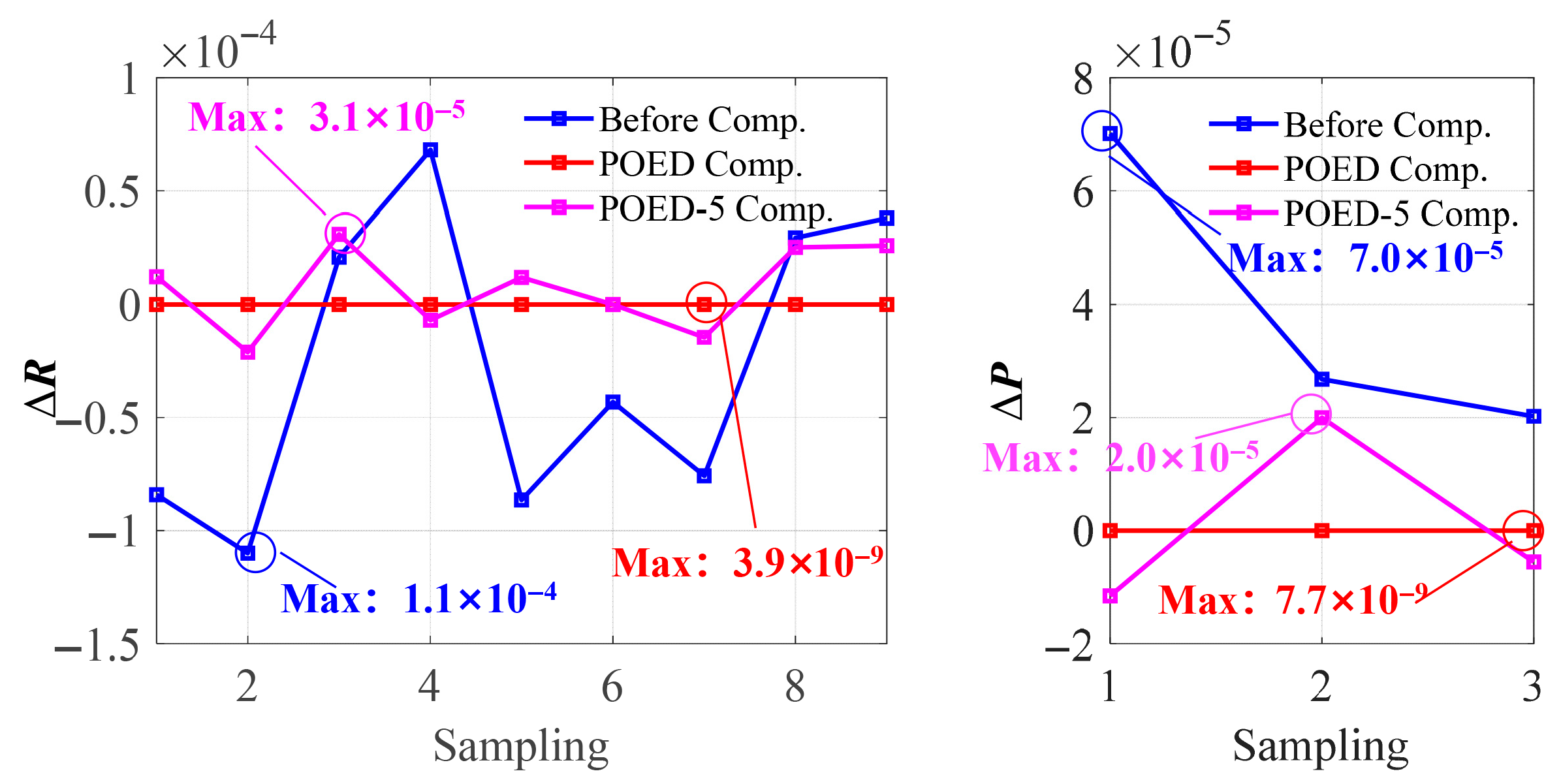
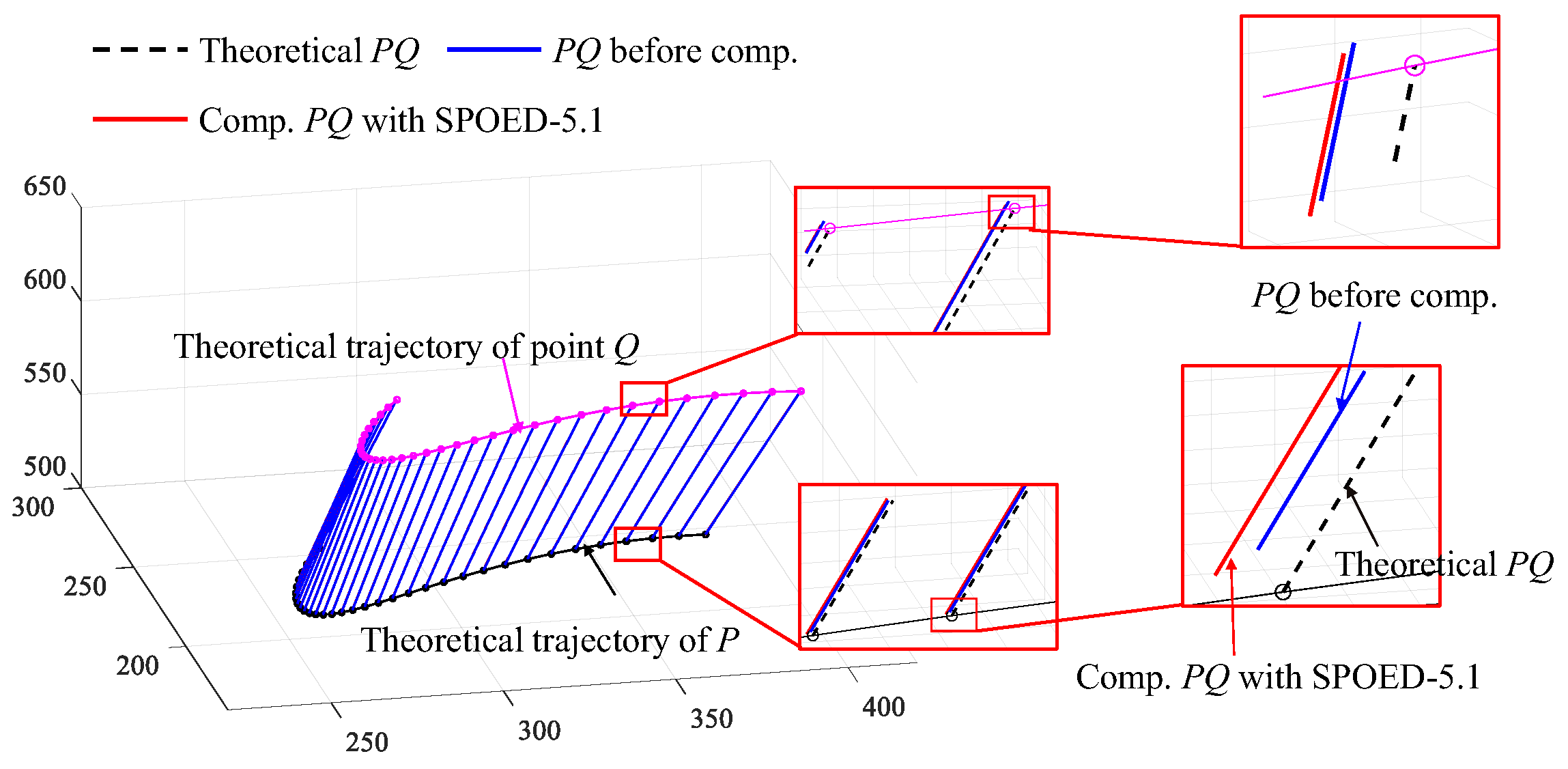
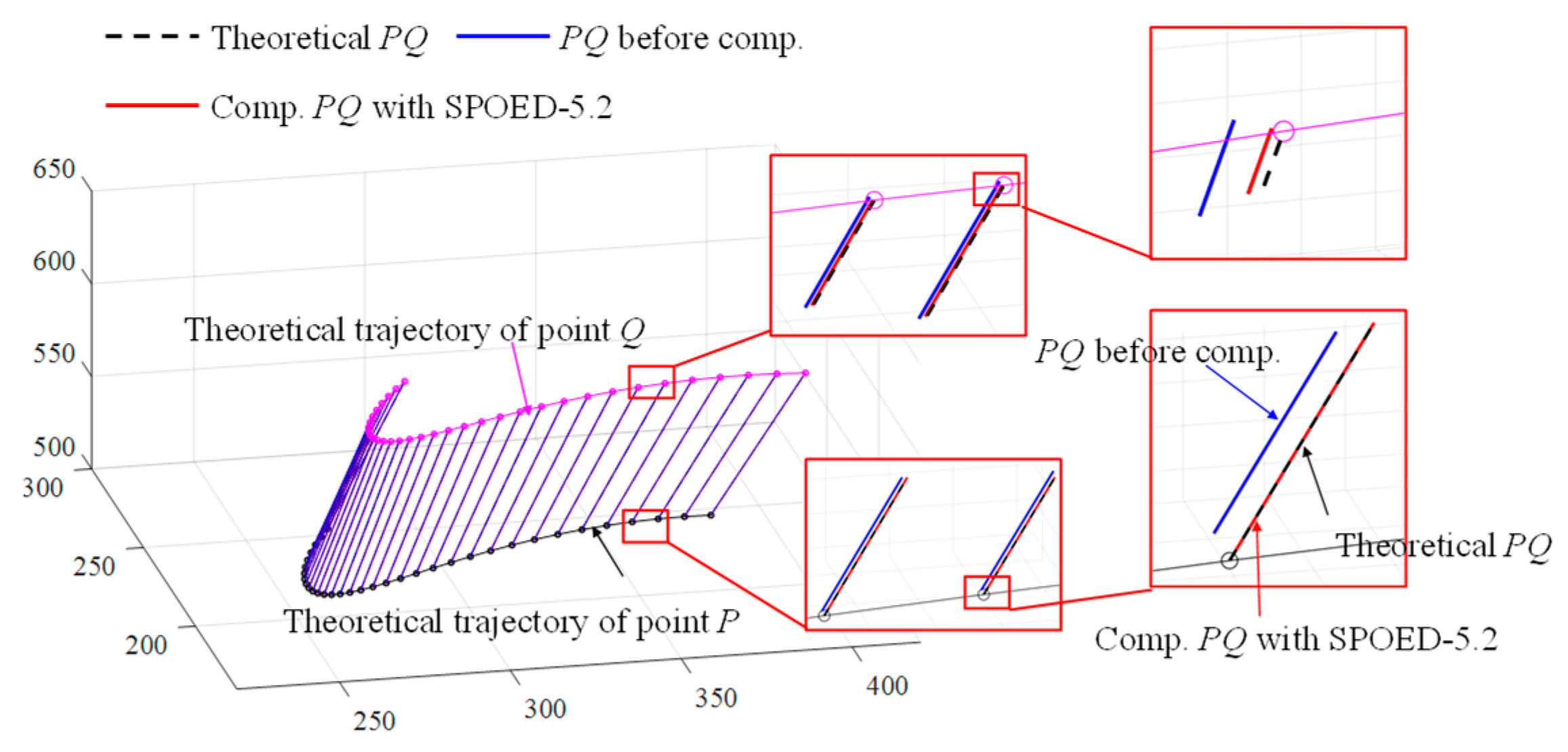
5.2. Step-by-Step Jacobi Compensation Under the Limitation of Compensation Motion Commands
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| HTM | Position-dependent geometric errors |
| PIGEs | Position-independent geometric errors |
| PDGEs | Position-dependent geometric errors |
| ATM | Attitude transformation matrix |
| PTM | Position transformation matrix |
| NUMD | Numerical decoupling method |
| POE | Product of exponential formula |
| POED | Jacobian matrix decoupling method |
| POED-5 | Jacobian matrix decoupling method with five axes |
| SNUMD-5 | Step-by-step numerical decoupling method |
| SPOED-5 | Step-by-step Jacobian matrix decoupling method with five axes |
| SPOED-5.1 | Step-by-step Jacobian matrix decoupling without detailed coordinates |
| SPOED-5.2 | Step-by-step Jacobian matrix decoupling with detailed coordinates |
| δ | Translational errors of motion axis |
| ε | Angular errors of motion axis |
| ω | Angular velocity vector of axis motion |
| v | Linear velocity vector of axis motion |
| ξ | Twist expression of axis motion |
| δxx | Positioning error along the X direction during X-axis motion |
| δyx | Straightness error along the Y direction during X-axis motion |
| δzx | Straightness error along the Z direction during X-axis motion |
| εxx | Roll error around X direction during X-axis motion |
| εyx | Pitch error around Y direction during X-axis motion |
| εzx | Yaw error around Z direction during X-axis motion |
| δxy | Straightness error along the X direction during Y-axis motion |
| δyy | Positioning error o along the Y direction during Y-axis motion |
| δzy | Straightness error o along the Z direction during Y-axis motion |
| εxy | Pitch error around X direction during Y-axis motion |
| εyy | Roll error around Y direction during Y-axis motion |
| εzy | Yaw error around Z direction during Y-axis motion |
| δxz | Straightness error along the X direction during Z-axis motion |
| δyz | Straightness error along the Y direction during Z-axis motion |
| δzz | Positioning error along the Z direction during Z-axis motion |
| εxz | Pitch error around X direction during Z-axis motion |
| εyz | Yaw error around Y direction during Z-axis motion |
| εzz | Roll error around Z direction during Z-axis motion |
| δxa | Translational error along the X direction during A-axis motion |
| δya | Translational error along the Y direction during A-axis motion |
| δza | Translational error along the Z direction during A-axis motion |
| εxa | Angular positioning error around X direction during A-axis motion |
| εya | Angular error around Y direction during A-axis motion |
| εza | Angular error around Z direction during A-axis motion |
| δxc | Translational error along the X direction during C-axis motion |
| δyc | Translational error along the Y direction during C-axis motion |
| δzc | Translational error along the Z direction during C-axis motion |
| εxc | Angular error around X direction during C-axis motion |
| εyc | Angular error around Y direction during C-axis motion |
| εzc | Angular positioning error around Z direction during C-axis motion |
| Sxz | Squareness error between Z-axis and X-axis |
| Sxy | Squareness error between Y-axis and X-axis |
| Szy | Squareness error between Y-axis and Z-axis |
| δoyA | Translational errors of A-axis along the Y direction |
| δozA | Translational errors of A-axis along the Z direction |
| εoyA | Angular errors of A-axis around Y direction |
| εozA | Angular errors of A-axis around Z direction |
| δoxC | Translational errors of A-axis along the X direction |
| δoyC | Translational errors of A-axis along the Y direction |
| εoxC | Angular errors of C-axis around X direction |
| εoyC | Angular errors of C-axis around X direction |
| Pose matrix error | |
| Attitude matrix error | |
| Position matrix error | |
| Motion axis command | |
| Theoretical kinematics model of the grinding machine tool | |
| Volumetric error model of the grinding machine tool | |
| Twist expression of axis motion |
References
- Gao, W.; Ibaraki, S.; Donmez, M.A.; Kono, D.; Mayer, J.R.R.; Chen, Y.-L.; Szipka, K.; Archenti, A.; Linares, J.-M.; Suzuki, N. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors. Int. J. Mach. Tools Manuf. 2023, 187, 104017. [Google Scholar] [CrossRef]
- Niu, P.; Cheng, Q.; Liu, Z.; Chen, C.; Zhao, Y.; Li, Y.; Qi, B. Multi-objective optimal tolerance allocation design of machine tool based on NSGA-II algorithm and thermal characteristic analysis. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2025. [Google Scholar] [CrossRef]
- Ding, W.; Zhu, X.; Huang, X. Effect of servo and geometric errors of tilting-rotary tables on volumetric errors in five-axis machine tools. Int. J. Mach. Tools Manuf. 2016, 104, 37–44. [Google Scholar] [CrossRef]
- Xiang, S.; Altintas, Y. Modeling and compensation of volumetric errors for five-axis machine tools. Int. J. Mach. Tools Manuf. 2016, 101, 65–78. [Google Scholar] [CrossRef]
- Yang, J.; Altintas, Y. Generalized kinematics of five-axis serial machines with non-singular tool path generation. Int. J. Mach. Tools Manuf. 2013, 75, 119–132. [Google Scholar] [CrossRef]
- Zhang, H.; Cheng, G.; Shan, X.; Guo, F. Kinematic accuracy research of 2(3HUS+S) parallel manipulator for simulation of hip joint motion. Robotica 2018, 36, 1386–1401. [Google Scholar] [CrossRef]
- Fu, G.; Fu, J.; Gao, H.; Yao, X. Squareness error modeling for multi-axis machine tools via synthesizing the motion of the axes. Int. J. Adv. Manuf. Technol. 2016, 89, 2993–3008. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, X.G. Identification and compensation of position independent geometric errors of dual rotary axes for hybrid-type five-axis machine tool based on unit dual quaternions. Measurement 2023, 211, 112587. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, X. Geometric error identification of five-axis machine tools using dual quaternion. Int. J. Mech. Sci. 2022, 229, 107522. [Google Scholar] [CrossRef]
- Zhu, S.; Ding, G.; Qin, S.; Lei, J.; Zhuang, L.; Yan, K. Integrated geometric error modeling, identification and compensation of CNC machine tools. Int. J. Mach. Tools Manuf. 2012, 52, 24–29. [Google Scholar] [CrossRef]
- Rahman, M.; Heikkala, J.; Lappalainen, K. Modeling, measurement and error compensation of multi-axis machine tools. Part I: Theory. Int. J. Mach. Tools Manuf. 2000, 40, 1535–1546. [Google Scholar] [CrossRef]
- Yang, J.; Mayer, J.R.R.; Altintas, Y. A position independent geometric errors identification and correction method for five-axis serial machines based on screw theory. Int. J. Mach. Tools Manuf. 2015, 95, 52–66. [Google Scholar] [CrossRef]
- Wan, H.; Chen, S.; Zheng, T.; Jiang, D.; Zhang, C.; Yang, G. Piecewise modelling and compensation of geometric errors in five-axis machine tools by local product of exponentials formula. Int. J. Adv. Manuf. Technol. 2022, 121, 2987–3004. [Google Scholar] [CrossRef]
- Wang, S.M.; Ehmann, K.F. Measurement methods for the position errors of a multi-axis machine. Part 1: Principles and sensitivity analysis. Int. J. Mach. Tools Manuf. 1999, 39, 951–964. [Google Scholar] [CrossRef]
- Wang, S.M.; Ehmann, K.F. Measurement methods for the position errors of a multi-axis machine. Part 2. applications and experimental results. Int. J. Mach. Tools Manuf. 1999, 39, 1485–1505. [Google Scholar] [CrossRef]
- Hu, T.; Wang, W.; Jiang, Y.; Mi, L.; Yao, X. An integrated methodology of volumetric error modeling, validation, and compensation for horizontal machining centers. Int. J. Adv. Manuf. Technol. 2021, 115, 1445–1459. [Google Scholar] [CrossRef]
- Cui, G.; Lu, Y.; Li, J.; Gao, D.; Yao, Y. Geometric error compensation software system for CNC machine tools based on NC program reconstructing. Int. J. Adv. Manuf. Technol. 2012, 63, 169–180. [Google Scholar] [CrossRef]
- Hsu, Y.Y.; Wang, S.S. A new compensation method for geometry errors of five-axis machine tools. Int. J. Mach. Tools Manuf. 2007, 47, 352–360. [Google Scholar] [CrossRef]
- Peng, F.Y.; Ma, J.Y.; Wang, W.; Duan, X.Y.; Sun, P.P.; Yan, R. Total differential methods based universal post processing algorithm considering geometric error for multi-axis NC machine tool. Int. J. Mach. Tools Manuf. 2013, 70, 53–62. [Google Scholar] [CrossRef]
- Chen, J.; Lin, S.; He, B. Geometric error compensation for multi-axis CNC machines based on differential transformation. Int. J. Adv. Manuf. Technol. 2013, 71, 635–642. [Google Scholar] [CrossRef]
- Mir, Y.A.; Mayer, J.R.R.; Fortin, C. Tool path error prediction of a five-axis machine tool with geometric errors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 697–712. [Google Scholar] [CrossRef]
- Rahman, M.M.; Mayer, J.R.R. Five axis machine tool volumetric error prediction through an indirect estimation of intra- and inter-axis error parameters by probing facets on a scale enriched uncalibrated indigenous artefact. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2015, 40, 94–105. [Google Scholar] [CrossRef]
- Givi, M.; Mayer, J.R.R. Volumetric error formulation and mismatch test for five-axis CNC machine compensation using differential kinematics and ephemeral G-code. Int. J. Adv. Manuf. Technol. 2014, 77, 1645–1653. [Google Scholar] [CrossRef]
- Fu, G.; Fu, J.; Xu, Y.; Chen, Z.; Lai, J. Accuracy enhancement of five-axis machine tool based on differential motion matrix: Geometric error modeling, identification and compensation. Int. J. Mach. Tools Manuf. 2015, 89, 170–181. [Google Scholar] [CrossRef]
- Fu, G.; Fu, J.; Shen, H.; Xu, Y.; Jin, Y. Product-of-exponential formulas for precision enhancement of five-axis machine tools via geometric error modeling and compensation. Int. J. Adv. Manuf. Technol. 2015, 81, 289–305. [Google Scholar] [CrossRef]
- Ding, S.; Chen, Z.; Zhang, H.; Yang, W.; Wu, W.; Song, A. Gear evaluation deviations-based crucial geometric error identification of five-axis CNC gear form grinding process. J. Manuf. Process. 2023, 99, 663–675. [Google Scholar] [CrossRef]
- Xia, C.; Wang, S.; Wang, S.; Ma, C.; Xu, K. Geometric error identification and compensation for rotary worktable of gear profile grinding machines based on single-axis motion measurement and actual inverse kinematic model. Mech. Mach. Theory 2021, 155, 104042. [Google Scholar] [CrossRef]
- Tang, Z.; Zhou, Y.; Wang, S.; Zhu, J.; Tang, J. An innovative geometric error compensation of the multi-axis CNC machine tools with non-rotary cutters to the accurate worm grinding of spur face gears. Mech. Mach. Theory 2022, 169, 104664. [Google Scholar] [CrossRef]
- Liu, Y.; Hong, R.; Lin, X.; Zhang, H.; Zhang, H.; Pan, Y. An identification method for a large-scale helical gear grinding process based on analysis of geometric errors. J. Manuf. Process. 2024, 121, 51–62. [Google Scholar] [CrossRef]
- Zhang, L.; Cheng, L.; Li, J.; Ke, Y. Modeling and compensation of volumetric errors for a six-axis automated fiber placement machine based on screw theory. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 6940–6955. [Google Scholar] [CrossRef]
- Zhang, K.; He, X.; Li, R.; Huang, P.; Feng, B.; Feng, H.; Huang, L.; Peng, Y. A novel method of volumetric error compensation for aspherical grinding machine considering error coupling effect and compensation strategy. Int. J. Adv. Manuf. Technol. 2025, 137, 3673–3693. [Google Scholar] [CrossRef]
- Kai, X.; Zheyu, L.; Guolong, L.; Liuqing, D.; Jianwei, J. An improved robust identification method for position independent geometric errors of the swing axis of the gear grinding machine. Int. J. Adv. Manuf. Technol. 2024, 135, 4963–4973. [Google Scholar] [CrossRef]
- ISO 230–7; Test Code for Machine Tool-Part 7: Geometric Accuracy of Axes of Rotation. ISO: Geneva, Switzerland, 2006.
- Xu, K.; Li, G.L.; Li, Z.Y.; Dong, X.; Xia, C.J. A general identification method for position-dependent geometric errors of rotary axis with single-axis driven. Int. J. Adv. Manuf. Technol. 2021, 112, 1171–1191. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axis | PDGEs | PIGEs | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| X | δxx | δyx | δzx | εxx | εyx | εzx | ||||
| Z | δxz | δyz | δzz | εxz | εyz | εzz | Sxz | |||
| A | δxa | δya | δza | εxa | εya | εza | δoyA | δozA | εoyA | εozA |
| Y | δxy | δyy | δzy | εxy | εyy | εzy | Sxy | Szy | ||
| C | δxc | δyc | δzc | εxc | εyc | εzc | δoxC | δoyC | εoxC | εoyC |
| Axis | Angular Velocity Vector | Position Vector | Linear Velocity Vector | Twist Expression |
|---|---|---|---|---|
| X | 0 | — | ||
| Y | 0 | — | ||
| Z | 0 | — | ||
| A | ||||
| B | ||||
| C |
| Axis | PDGE | PIGEs | ||||||
|---|---|---|---|---|---|---|---|---|
| Y-axis | δxy | δyy | δzy | εxy | εyy | εzy | Sxy | Szy |
| Item | Before Comp. ×10−5 | 6-Axis Comp. | 5-Axis Comp. | 5-Axis Step-Comp. | ||||
|---|---|---|---|---|---|---|---|---|
| NUMD ×10−7 | POED ×10−9 | NUMD-5 ×10−5 | POED-5 ×10−5 | SNUMD-5 ×10−5 | SPOED-5 ×10−5 | |||
| ATM | ΔR11 | −8.4 | 5.7 | −3.8 | 1.3 | 1.2 | 1.3 | 1.2 |
| ΔR12 | −11.0 | 19 | 1.6 | −2.0 | −2.1 | −2.0 | −2.1 | |
| ΔR13 | 2.1 | −12 | −5.0 | 3.1 | 3.1 | 3.1 | 3.1 | |
| ΔR21 | 6.8 | −3.2 | 2.2 | −0.76 | −0.69 | −0.76 | −0.69 | |
| ΔR22 | −8.7 | −11 | −1.4 | 1.2 | 1.2 | 1.2 | 1.2 | |
| ΔR23 | −4.3 | 22 | −3.4 | 0.22 | −4.0 × 10−4 | 0.22 | −4.0 × 10−4 | |
| ΔR31 | −7.6 | −6.9 | 3.9 | −1.6 | −1.5 | −1.6 | −1.5 | |
| ΔR32 | 2.9 | −22 | −2.2 | 2.4 | 2.5 | 2.4 | 2.5 | |
| ΔR33 | 3.8 | −20 | −2.6 | 2.5 | 2.6 | 2.5 | 2.6 | |
| PTM | ΔP1 | 7.0 | −5.3 | −4.8 | −0.05 | −1.2 | 0.03 | −4.7 × 10−4 |
| ΔP2 | 2.7 | 56 | −6.2 | 0.56 | 2.0 | 0.43 | 2.6 × 10−4 | |
| ΔP3 | 2.0 | 23 | 7.7 | 0.23 | −0.55 | 0.2 | 3.0 × 10−5 | |
| Error | δoyA | δozA | εozA | εoyA |
| PIGEs of A-axis | 24.6 μm | 78.5 μm | −441 μrad | 623 μrad |
| Error | δoxC | δoyC | εoxC | εoyC |
| PIGEs of C-axis | 0 μm | −1.4 μm | 39.3 μrad | −50.7 μrad |
| Sampling | P/μm | Q/μm | ||||
|---|---|---|---|---|---|---|
| ΔX | ΔY | ΔZ | ΔX | ΔY | ΔZ | |
| 1 | −38.2 | 52.7 | 74.3 | −77.9 | 89.7 | 79.4 |
| 2 | −38.7 | 52.5 | 74.3 | −78.6 | 89.3 | 79.4 |
| 3 | −39.2 | 52.3 | 74.4 | −79.3 | 88.8 | 79.5 |
| 4 | −39.7 | 52.1 | 74.5 | −80.0 | 88.3 | 79.5 |
| 5 | −40.2 | 51.9 | 74.5 | −80.6 | 87.9 | 79.6 |
| …… | …… | …… | …… | …… | …… | …… |
| 96 | −19.1 | 53.7 | 82.0 | −55.6 | 93.5 | 87.4 |
| 97 | −18.3 | 53.8 | 82.1 | −54.7 | 93.8 | 87.5 |
| 98 | −17.6 | 54.0 | 82.2 | −53.7 | 94.2 | 87.6 |
| 99 | −16.9 | 54.1 | 82.3 | −52.8 | 94.5 | 87.7 |
| 100 | −16.2 | 54.3 | 82.4 | −51.9 | 94.8 | 87.8 |
| Directions | Before | POED (6-Axis Comp.) | SPOED-5.1 | SPOED-5.2 | |||||
|---|---|---|---|---|---|---|---|---|---|
| Max | Range | Max | Range | Max | Range | Max | Range | ||
| X | ΔXP | 49.4 | 33.2 | 0.10 | 0.02 | 95.7 | 9.9 | 0.06 | 0.02 |
| ΔXQ | 93.5 | 41.6 | 0.09 | 0.02 | 123.2 | 15.2 | 27.6 | 5.4 | |
| Y | ΔYP | 54.3 | 8.3 | 0.17 | 0.006 | 64.2 | 22.3 | 0.03 | 0.01 |
| ΔYQ | 94.8 | 18.5 | 0.19 | 0.008 | 81.0 | 26.4 | 17.0 | 4.3 | |
| Z | ΔZP | 82.4 | 8.0 | 0.10 | 0.06 | 9.7 | 2.4 | 0.03 | 0.01 |
| ΔZQ | 87.8 | 8.4 | 0.10 | 0.07 | 17.0 | 3.3 | 7.2 | 0.8 | |
| Mean value | — | 19.7 | — | 0.03 | — | 13.3 | — | 1.8 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, K.; Huang, H.; Tan, R.; Ding, Z.; Wei, X. A Step-by-Step Decoupling and Compensation Method for the Volumetric Error for a Gear Grinding Machine. Actuators 2025, 14, 374. https://doi.org/10.3390/act14080374
Xu K, Huang H, Tan R, Ding Z, Wei X. A Step-by-Step Decoupling and Compensation Method for the Volumetric Error for a Gear Grinding Machine. Actuators. 2025; 14(8):374. https://doi.org/10.3390/act14080374
Chicago/Turabian StyleXu, Kai, Hao Huang, Rulong Tan, Zhiyu Ding, and Xinyuan Wei. 2025. "A Step-by-Step Decoupling and Compensation Method for the Volumetric Error for a Gear Grinding Machine" Actuators 14, no. 8: 374. https://doi.org/10.3390/act14080374
APA StyleXu, K., Huang, H., Tan, R., Ding, Z., & Wei, X. (2025). A Step-by-Step Decoupling and Compensation Method for the Volumetric Error for a Gear Grinding Machine. Actuators, 14(8), 374. https://doi.org/10.3390/act14080374