
Intelligent Grinding System for Medium/Thick Plate Welding Seams in Construction Machinery Using 3D Laser Measurement and Deep Learning

 ,
,
Abstract
1. Introduction
1.1. Research Background and Significance
1.2. Current Research Status at Home and Abroad
2. Introduction to Relevant Technologies
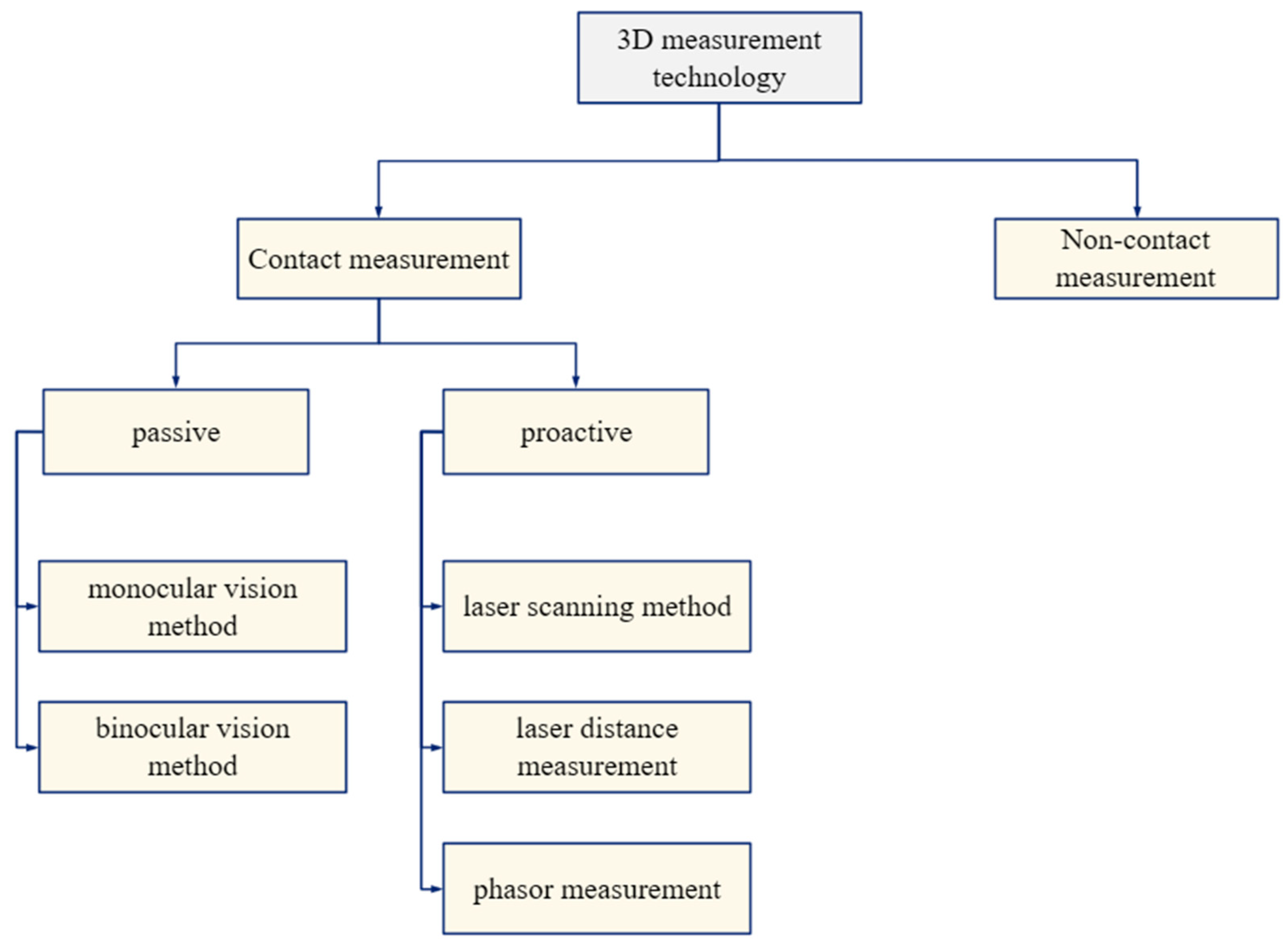
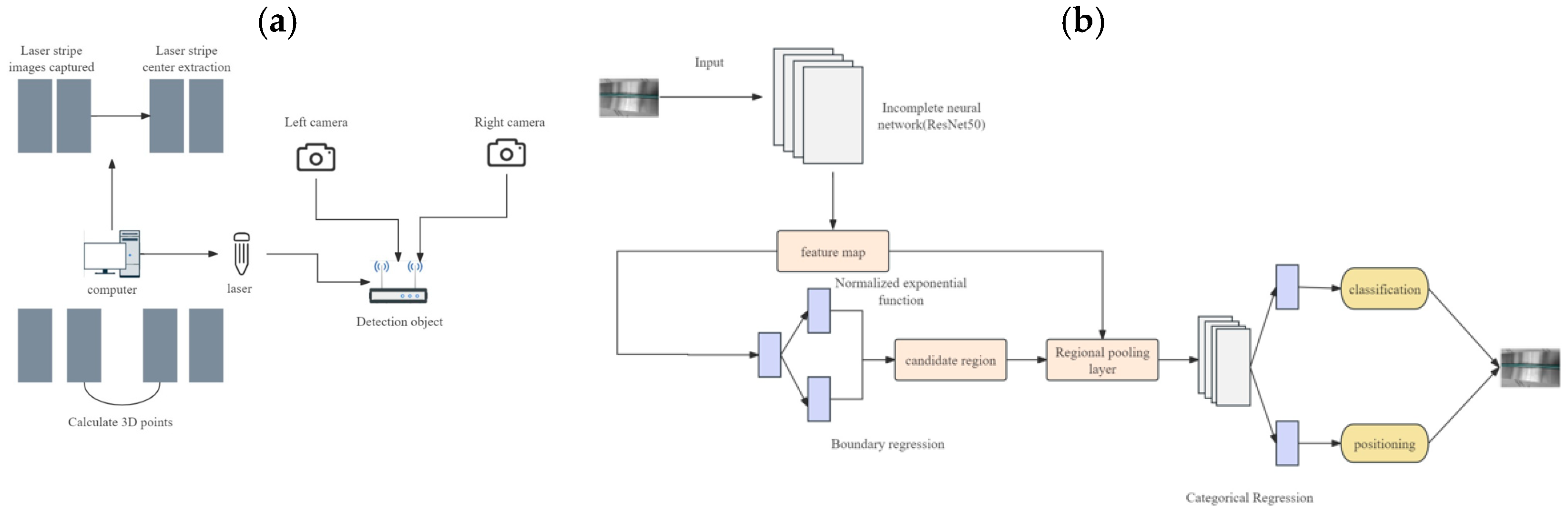
2.1. Principles and Applications of 3D Line Laser Measurement Technology
2.2. Application of Deep Learning in Weld Inspection
3. Intelligent Detection and Analysis of Welds Based on 3D Line Laser Measurement
3.1. Intelligent 3D Laser Measurement System for Enhanced Welding Quality Control
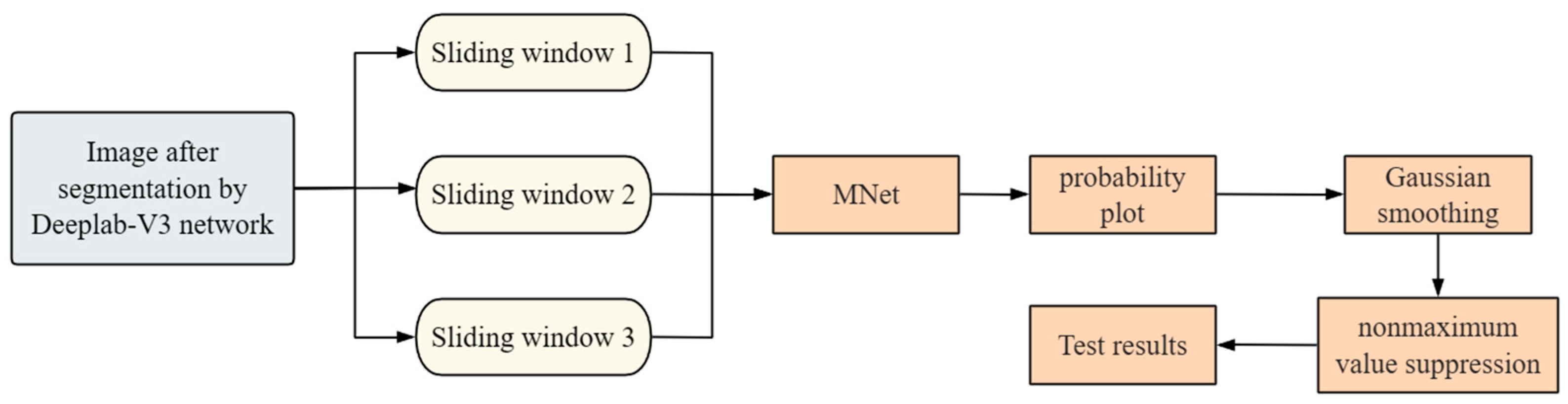
3.2. Weld Seam Detection Algorithm Based on Deeplab-V3 Model Using MNet
3.2.1. Dataset Augmentation Methods
3.2.2. Dataset Creation
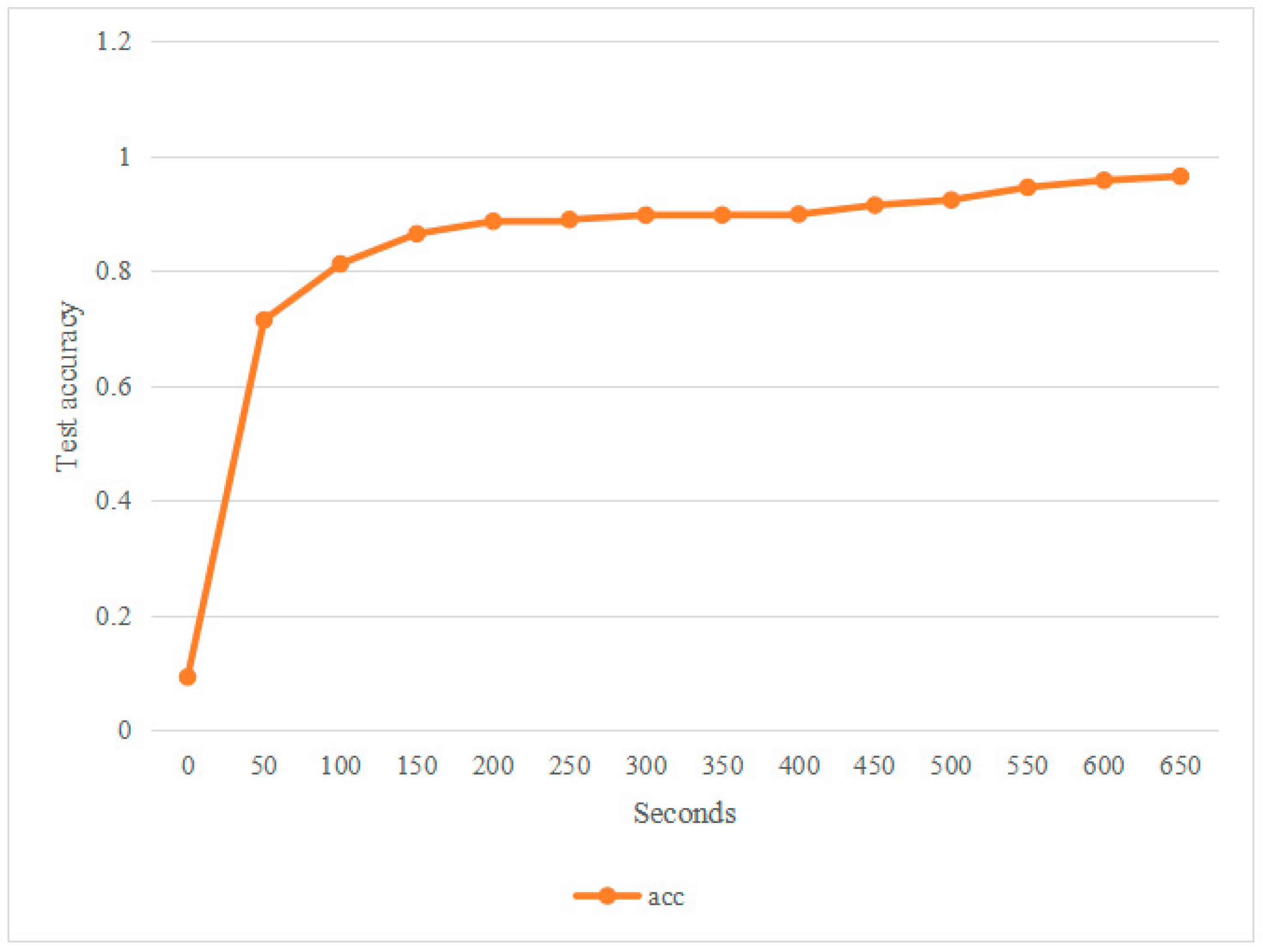
3.3. Model Training and Testing
4. Design of an Intelligent Welding Seam Grinding System Based on Deep Learning
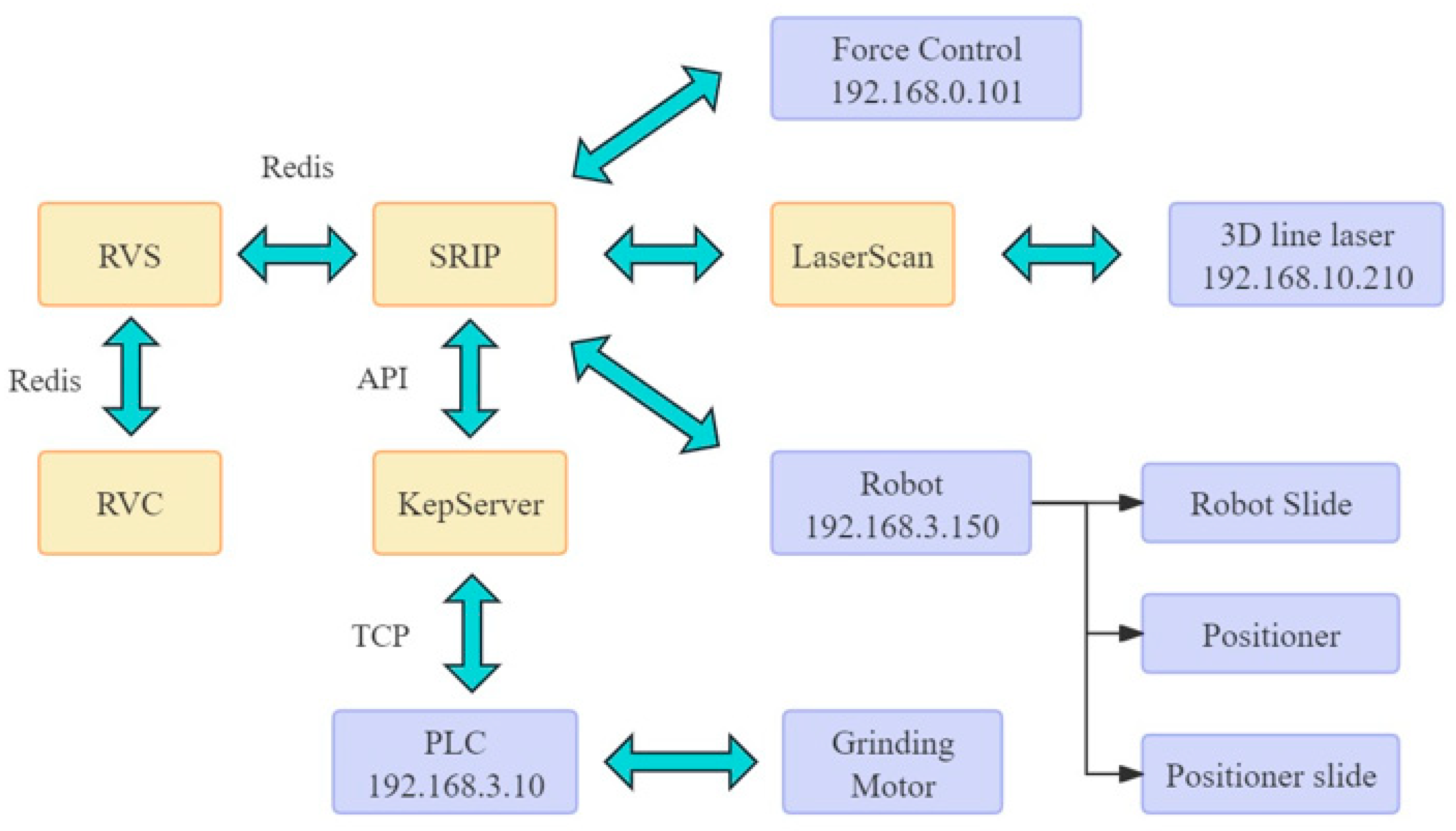
4.1. System Framework Design
- Hardware:
- 2.
- Software components:
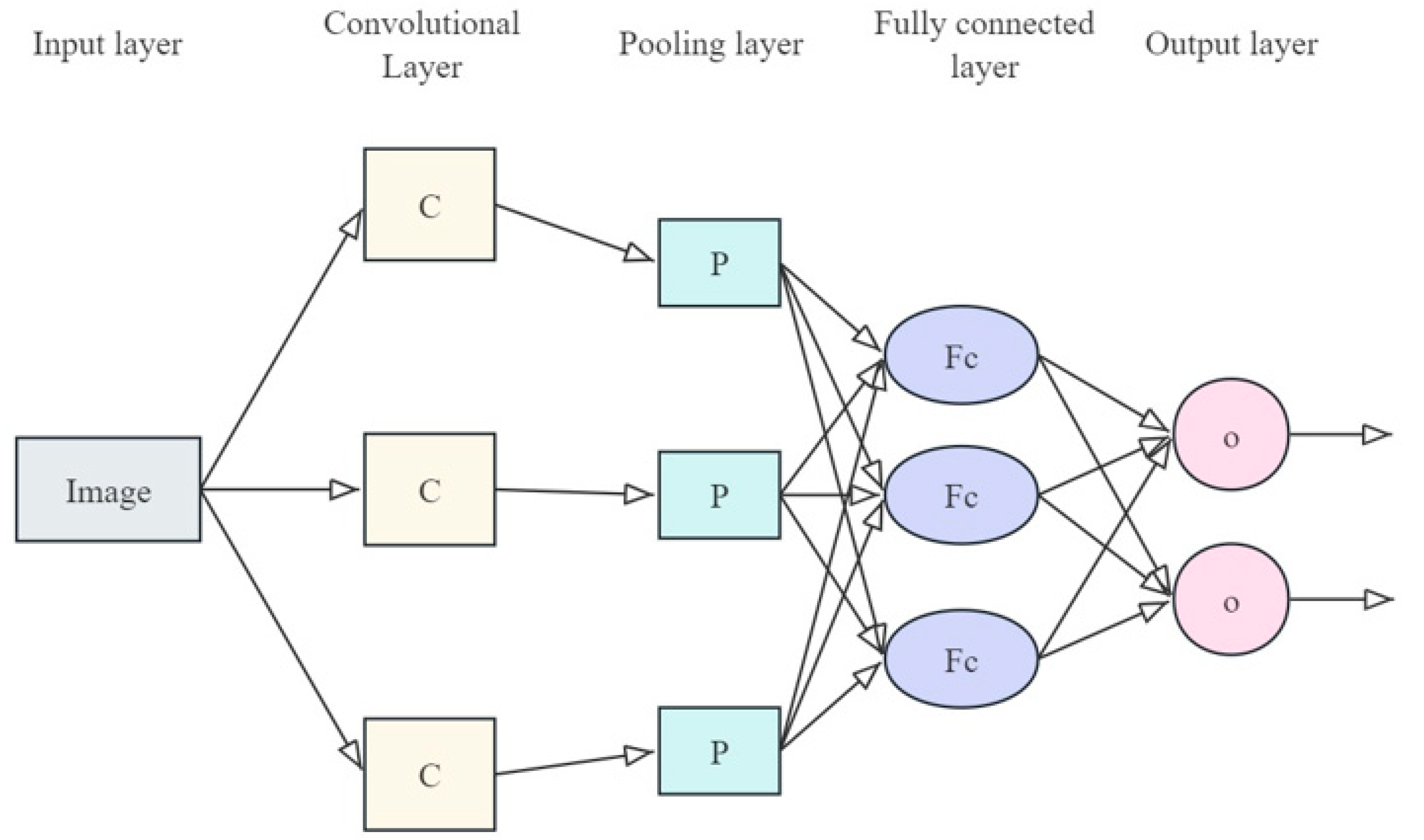
4.2. Neural Network Model Design
4.2.1. Convolutional Neural Networks
4.2.2. Activation Function
4.2.3. Loss Function Optimization
4.3. Model Training and Data Processing
4.4. Grinding Control Parameters and Optimization
4.4.1. Grinding Force Control
4.4.2. Grinding Speed Control
4.4.3. Control of Grinding Depth
5. Experimental Verification and Analysis
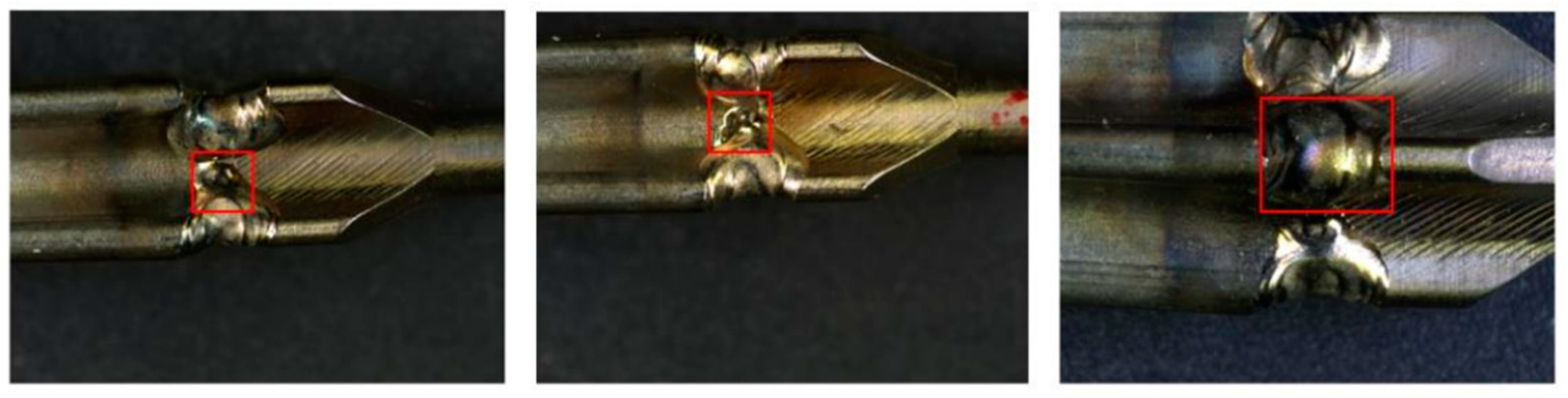
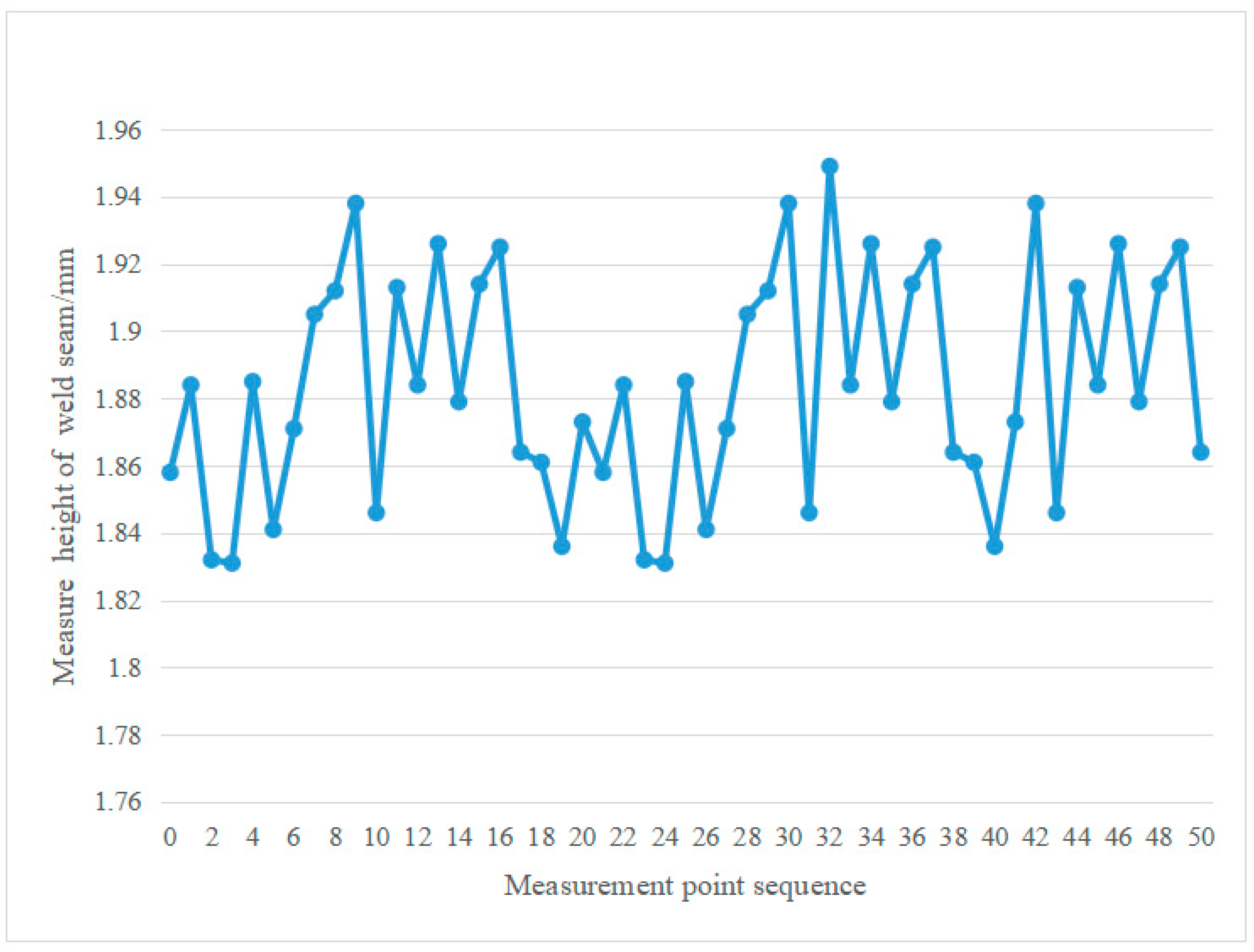
5.1. Precision Measurement of Welds
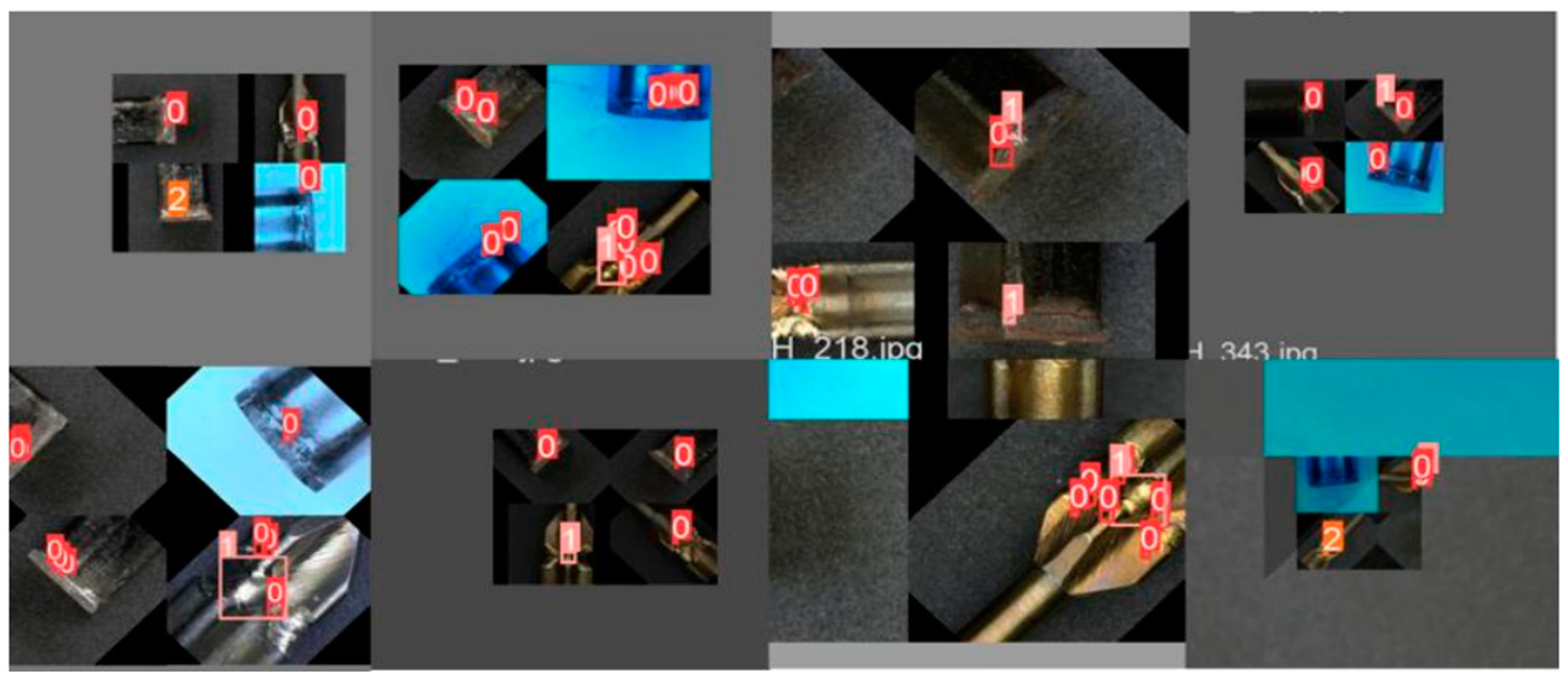
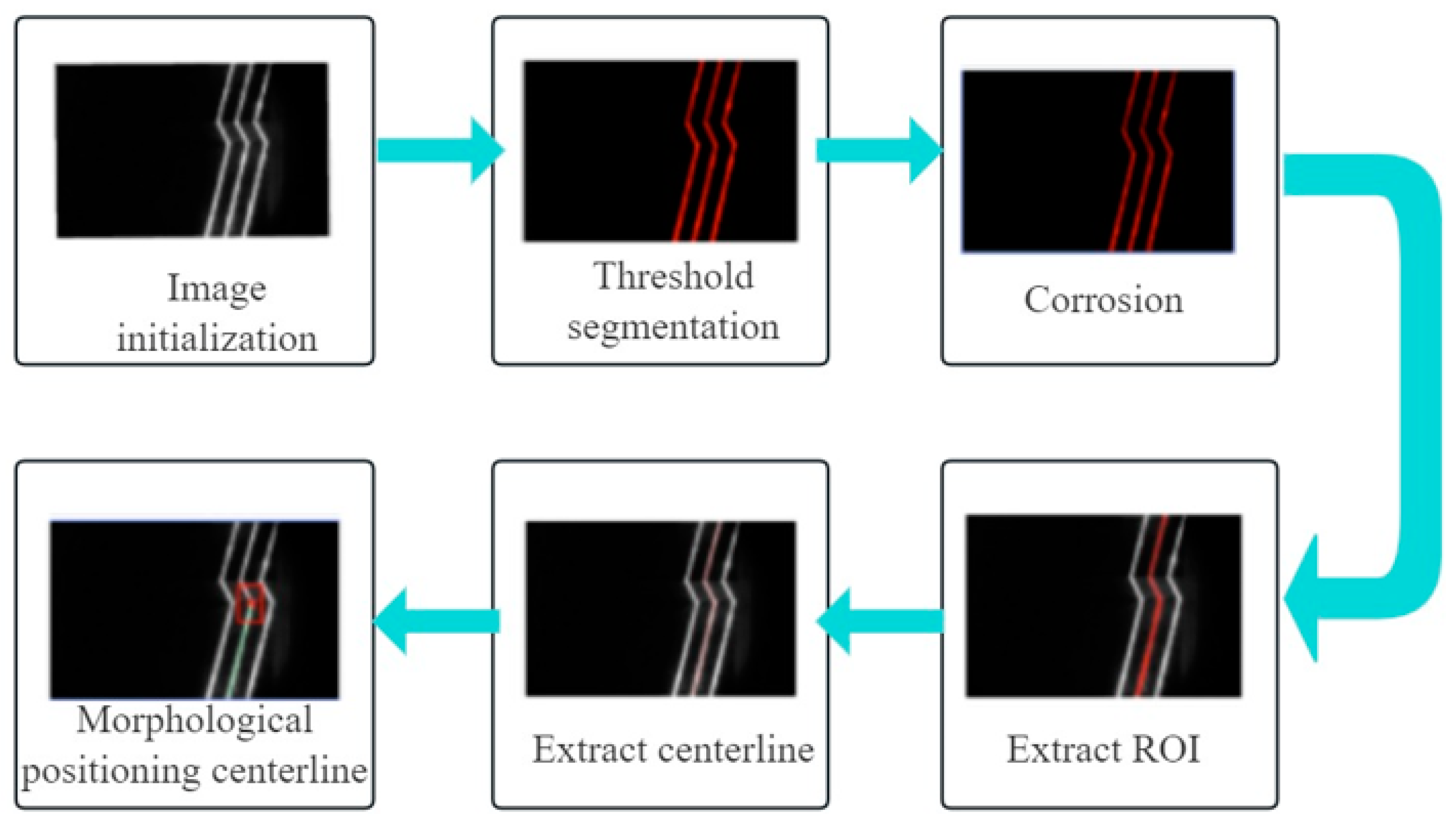
5.2. Image Processing Experiment
5.3. Precision Experiment of Weld Grinding and Polishings
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xie, J.; Chen, Y.; Wang, H.; Zhang, T.; Zheng, M.; Wang, S.; Yin, L.; Shen, J.; Oliveira, J. Phase transformation mechanisms of NiTi shape memory alloy during electromagnetic pulse welding of Al/NiTi dissimilar joints. Mater. Sci. Eng. A 2024, 893, 146119. [Google Scholar] [CrossRef]
- Wang, L.; Rong, Y. Review on processing stability, weld defects, finite element analysis, and field assisted welding of ultra-high-power laser (≥10 kW) welding. Int. J. Hydromech. 2022, 5, 167–190. [Google Scholar] [CrossRef]
- Egea, A.S.; Rodriguez, A.; Celentano, D.; Calleja, A.; De Lacalle, L.L. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminium alloy. Surf. Coat. Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef]
- González, H.; Calleja, A.; Pereira, O.; Ortega, N.; Lopez de Lacalle, L.N.; Barton, M. Super abrasive machining of integral rotary components using grinding flank tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Yuhua, C.; Yuqing, M.; Weiwei, L.; Peng, H. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar] [CrossRef]
- Zuo, Y.; Wang, J.; Song, J. Application of YOLO object detection network in weld surface defect detection. In Proceedings of the 2021 IEEE 11th Annual International Conference on CYBER Technology in Automation, Control, and Intelligent Systems (CYBER), Jiaxing, China, 27–31 July 2021; pp. 704–710. [Google Scholar]
- Mohammadi, N.; Mousazadeh, B.; Hamoule, T. Synthesis and characterization of NH 2-SiO 2@ Cu-MOF as a high-performance adsorbent for Pb ion removal from water environment. Environ. Dev. Sustain. 2021, 23, 1688–1705. [Google Scholar] [CrossRef]
- Adekeye, E.; Ojo, M.; Ajayi, O. Contributions of metal welding workshops to environmental pollution in Akure Metropolis, Ondo State, Nigeria. J. Environ. Issues Agric. Dev. Ctries. 2011, 3, 1–7. [Google Scholar]
- Shi, J.; Zhao, B.; He, J.; Lu, X. The optimization design for the journal-thrust couple bearing surface texture based on particle swarm algorithm. Tribol. Int. 2024, 198, 109874. [Google Scholar] [CrossRef]
- Xu, S.; Jing, X.; Zhu, P.; Jin, H.; Paik, K.-W.; He, P.; Zhang, S. Equilibrium phase diagram design and structural optimization of SAC/Sn-Pb composite structure solder joint for preferable stress distribution. Mater. Charact. 2023, 206, 113389. [Google Scholar] [CrossRef]
- Shi, J.; Zhao, B.; Niu, X.; Xin, Q.; Xu, H.; Lu, X. Time-varying dynamic characteristic analysis of journal–thrust coupled bearings based on the transient lubrication considering thermal-pressure coupled effect. Phys. Fluids 2024, 36, 083116. [Google Scholar] [CrossRef]
- Wang, H.; Hou, Y.; He, Y.; Wen, C.; Giron-Palomares, B.; Duan, Y.; Gao, B.; Vavilov, V.P.; Wang, Y. A Physical-Constrained Decomposition Method of Infrared Thermography: Pseudo Restored Heat Flux Approach Based on Ensemble Bayesian Variance Tensor Fraction. IEEE Trans. Ind. Inform. 2023, 20, 3413–3424. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Wu, L. A Computationally-Efficient Analytical Model for SPM Machines Considering PM Shaping and Property Distribution. IEEE Trans. Energy Convers. 2024, 39, 1034–1046. [Google Scholar] [CrossRef]
- Li, M.; Liu, Y.; Wang, C.; Chu, F.; Peng, Z. Adaptive synchronous demodulation transform with application to analyzing multicomponent signals for machinery fault diagnostics. Mech. Syst. Signal Process. 2023, 191, 110208. [Google Scholar]
- Long, X.; Lu, C.; Su, Y.; Dai, Y. Machine learning framework for predicting the low cycle fatigue life of lead-free solders. Eng. Fail. Anal. 2023, 148, 107228. [Google Scholar] [CrossRef]
- Li, X.; Xie, L.; Deng, B.; Lu, H.; Zhu, Y.; Yin, M.; Yin, G.; Gao, W. Deep dynamic high-order graph convolutional network for wear fault diagnosis of hydrodynamic mechanical seal. Reliab. Eng. Syst. Saf. 2024, 247, 110117. [Google Scholar] [CrossRef]
- Bi, Z.; Wang, L. Advances in 3D data acquisition and processing for industrial applications. Robot. Comput.-Integr. Manuf. 2010, 26, 403–413. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, X.; Zhang, C.; Cao, L.; Li, Y. LiDAR-Based 3D Glass Detection and Reconstruction in Indoor Environment. IEEE Trans. Instrum. Meas. 2024, 73, 8502211. [Google Scholar]
- Fan, J.; Deng, S.; Jing, F.; Zhou, C.; Yang, L.; Long, T.; Tan, M. An initial point alignment and seam-tracking system for narrow weld. IEEE Trans. Ind. Inform. 2019, 16, 877–886. [Google Scholar] [CrossRef]
- Azernikov, S.; Fischer, A. Emerging non-contact 3D measurement technologies for shape retrieval and processing. Virtual Phys. Prototyp. 2008, 3, 85–91. [Google Scholar] [CrossRef]
- Li, R.-J.; Fan, K.-C.; Huang, Q.-X.; Zhou, H.; Gong, E.-M.; Xiang, M. A long-stroke 3D contact scanning probe for micro/nano coordinate measuring machine. Precis. Eng. 2016, 43, 220–229. [Google Scholar] [CrossRef]
- Wei, Y.; Ding, Z.; Huang, H.; Yan, C.; Huang, J.; Leng, J. A non-contact measurement method of ship block using image-based 3D reconstruction technology. Ocean Eng. 2019, 178, 463–475. [Google Scholar] [CrossRef]
- Levoy, M.; Pulli, K.; Curless, B.; Rusinkiewicz, S.; Koller, D.; Pereira, L.; Ginzton, M.; Anderson, S.; Davis, J.; Ginsberg, J. The digital Michelangelo project: 3D scanning of large statues. In Proceedings of the 27th Annual Conference on Computer Graphics and Interactive Techniques, New Orleans, LA, USA, 23–28 July 2000; pp. 131–144. [Google Scholar]
- Winkelbach, S.; Molkenstruck, S.; Wahl, F.M. Low-cost laser range scanner and fast surface registration approach. In Proceedings of the Pattern Recognition: 28th DAGM Symposium, Berlin, Germany, 12–14 September 2006; Proceedings 28. pp. 718–728. [Google Scholar]
- Prabhu, S.R.; Shettigar, A.; Herbert, M.A.; Rao, S.S. Influence of machine variables on the microstructure and mechanical properties of AA6061/TiO2 friction stir welds. Adv. Mater. Process. Technol. 2023, 9, 441–456. [Google Scholar] [CrossRef]
- Song, F.; Liu, Y.; Dong, Y.; Chen, X.; Tan, J. Motion Control of Wafer Scanners in Lithography Systems: From Setpoint Generation to Multi-Stage Coordination. IEEE Trans. Instrum. Meas. 2024, 73, 7508040. [Google Scholar] [CrossRef]
- Wu, C.; Yang, L.; Luo, Z.; Jiang, W. Linear laser scanning measurement method tracking by a binocular vision. Sensors 2022, 22, 3572. [Google Scholar] [CrossRef]
- Rout, A.; Deepak, B.; Biswal, B. Advances in weld seam tracking techniques for robotic welding: A review. Robot. Comput.-Integr. Manuf. 2019, 56, 12–37. [Google Scholar] [CrossRef]
- Li, X.; Liu, Y.; Ge, L.; Zhang, Z. A large-stroke reluctance-actuated nanopositioner: Compliant compensator for enhanced linearity and precision motion control. IEEE/ASME Trans. Mechatron. 2024, 29, 2947–2955. [Google Scholar] [CrossRef]
- Long, X.; Su, T.; Lu, C.; Wang, S.; Huang, J.; Chang, C. An insight into dynamic properties of SAC305 lead-free solder under high strain rates and high temperatures. Int. J. Impact Eng. 2023, 175, 104542. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H.; Kuai, H. Stress intensity factor analysis for multiple cracks in orthotropic steel decks rib-to-floorbeam weld details under vehicles loading. Eng. Fail. Anal. 2024, 164, 108705. [Google Scholar] [CrossRef]
- Rabe, P.; Reisgen, U.; Schiebahn, A. Non-destructive evaluation of the friction stir welding process, generalizing a deep neural defect detection network to identify internal weld defects across different aluminum alloys. Weld. World 2023, 67, 549–560. [Google Scholar] [CrossRef]
- Isiaka, F. Performance metrics of an intrusion detection system through Window-Based Deep Learning models. J. Data Sci. Intell. Syst. 2024, 2, 174–180. [Google Scholar] [CrossRef]
- Deng, J.; Zhang, W. An Improved Wavelet Filtering Method for Welding Seam Images in a Complex Environment. In Proceedings of the ICMD: International Conference on Mechanical Design, Shenzhen, China, 28–31 October 2023; pp. 1393–1408. [Google Scholar]
- Wu, C.; Hu, J.; Lei, T.; Yang, P.; Gu, S. Research on robust laser vision feature extraction method for fillet welds with different reflective materials under uncertain interference. Opt. Laser Technol. 2023, 158, 108866. [Google Scholar] [CrossRef]
- Lau, S.L.; Lim, J.; Chong, E.K.; Wang, X. Single-pixel image reconstruction based on block compressive sensing and convolutional neural network. Int. J. Hydromech. 2023, 6, 258–273. [Google Scholar] [CrossRef]
- Hochreiter, S. Long Short-term Memory. Neural Comput. 1997, 9, 1735–1780. [Google Scholar] [CrossRef]
- Zhao, Z.-Q.; Zheng, P.; Xu, S.-T.; Wu, X. Object detection with deep learning: A review. IEEE Trans. Neural Netw. Learn. Syst. 2019, 30, 3212–3232. [Google Scholar] [CrossRef] [PubMed]
- Putri, R.K.; Athoillah, M. Detection of Facial Mask Using Deep Learning Classification Algorithm. J. Data Sci. Intell. Syst. 2024, 2, 58–63. [Google Scholar] [CrossRef]
- Chang, C.-L.; Chen, Y.-H. Measurements of fillet weld by 3D laser scanning system. Int. J. Adv. Manuf. Technol. 2005, 25, 466–470. [Google Scholar] [CrossRef]
- Jahromi, S.; Jansson, J.-P.; Kostamovaara, J. Solid-state 3D imaging using a 1nJ/100ps laser diode transmitter and a single photon receiver matrix. Opt. Express 2016, 24, 21619–21632. [Google Scholar] [CrossRef]
- Provencal, E.; Laperrière, L. Detection of exact and near duplicates in phased-array ultrasound weld scan. Procedia Manuf. 2021, 54, 263–268. [Google Scholar] [CrossRef]
- Rabe, U.; Pudovikov, S. Application of the total focusing method for quantitative nondestructive testing of anisotropic welds with ultrasound. TM-Tech. Mess. 2020, 87, 438–450. [Google Scholar] [CrossRef]
- Oussaid, K.; El Ouafi, A. A three-dimensional numerical model for predicting the Weld bead geometry characteristics in laser overlap welding of low carbon galvanized steel. J. Appl. Math. Phys. 2019, 7, 2169. [Google Scholar] [CrossRef]
- Manwiller, P.E. Three-dimensional network adjustment of laser tracker measurements for large-scale metrology applications. J. Surv. Eng. 2021, 147, 05020009. [Google Scholar] [CrossRef]
- Zhong, B.; Xing, X.; Love, P.; Wang, X.; Luo, H. Convolutional neural network: Deep learning-based classification of building quality problems. Adv. Eng. Inform. 2019, 40, 46–57. [Google Scholar] [CrossRef]
- Kumar, V.R.P.; Arulselvi, M.; Sastry, K. Comparative assessment of colon cancer classification using diverse deep learning approaches. J. Data Sci. Intell. Syst. 2023, 1, 128–135. [Google Scholar] [CrossRef]
- Xi, C.; Yang, J.; Liang, X.; Ramli, R.B.; Tian, S.; Feng, G.; Zhen, D. An improved gated convolutional neural network for rolling bearing fault diagnosis with imbalanced data. Int. J. Hydromech. 2023, 6, 108–132. [Google Scholar] [CrossRef]
- Phan, T.H.; Yamamoto, K. Resolving class imbalance in object detection with weighted cross entropy losses. arXiv 2020, arXiv:2006.01413. [Google Scholar]
- Xu, Y.; Fang, G.; Chen, S.; Zou, J.J.; Ye, Z. Real-time image processing for vision-based weld seam tracking in robotic GMAW. Int. J. Adv. Manuf. Technol. 2014, 73, 1413–1425. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Epoch | Epoch1 | Epoch2 | Epoch3 | Epoch4 | Epoch5 |
|---|---|---|---|---|---|
| Training set | 0.0098 | 0.0064 | 0.0064 | 0.0068 | 0.0046 |
| Verification set | 0.0071 | 0.0079 | 0.0071 | 0.0070 | 0.0062 |
| Test set | 0.0074 | 0.0081 | 0.0076 | 0.0058 | 0.0067 |
| Defect Classification | Training Set | Test Set | Validation Set | Total |
|---|---|---|---|---|
| No defects | 28,125 | 19,145 | 17,456 | 64,726 |
| Stoma | 2648 | 420 | 453 | 3521 |
| Crack | 4756 | 789 | 842 | 6387 |
| Hole | 16,587 | 1846 | 1759 | 20,192 |
| Biting edge | 3485 | 1546 | 1302 | 6333 |
| Welding deviation | 2763 | 745 | 729 | 4237 |
| Predicted as Positive Sample | Predicted as Negative Sample | |
|---|---|---|
| Positive sample | TP | FN |
| Negative samples | FP | TN |
| Maximum Height/mm | Minimum Height/mm | Average Height/mm | Variance/mm | Range/mm |
|---|---|---|---|---|
| 1.54 | 1.28 | 1.42 | 0.09 | 0.28 |
| Maximum Height/mm | Minimum Height/mm | Average Height/mm | Variance/mm | Range/mm |
|---|---|---|---|---|
| 1.71 | 1.27 | 1.49 | 0.18 | 0.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Zheng, R.; Li, P.; Liu, C.; Mi, D.; Wang, J.; Xie, W. Intelligent Grinding System for Medium/Thick Plate Welding Seams in Construction Machinery Using 3D Laser Measurement and Deep Learning. Actuators 2024, 13, 414. https://doi.org/10.3390/act13100414
Liu Q, Zheng R, Li P, Liu C, Mi D, Wang J, Xie W. Intelligent Grinding System for Medium/Thick Plate Welding Seams in Construction Machinery Using 3D Laser Measurement and Deep Learning. Actuators. 2024; 13(10):414. https://doi.org/10.3390/act13100414
Chicago/Turabian StyleLiu, Qifeng, Rencheng Zheng, Pengchao Li, Chao Liu, Deyuan Mi, Jian Wang, and Wenli Xie. 2024. "Intelligent Grinding System for Medium/Thick Plate Welding Seams in Construction Machinery Using 3D Laser Measurement and Deep Learning" Actuators 13, no. 10: 414. https://doi.org/10.3390/act13100414
APA StyleLiu, Q., Zheng, R., Li, P., Liu, C., Mi, D., Wang, J., & Xie, W. (2024). Intelligent Grinding System for Medium/Thick Plate Welding Seams in Construction Machinery Using 3D Laser Measurement and Deep Learning. Actuators, 13(10), 414. https://doi.org/10.3390/act13100414