
Dynamic Response of a Polyvinylidene Fluoride (PVDF) Sensor Embedded in a Metal Structure Using Ultrasonic Additive Manufacturing



Abstract
:1. Introduction
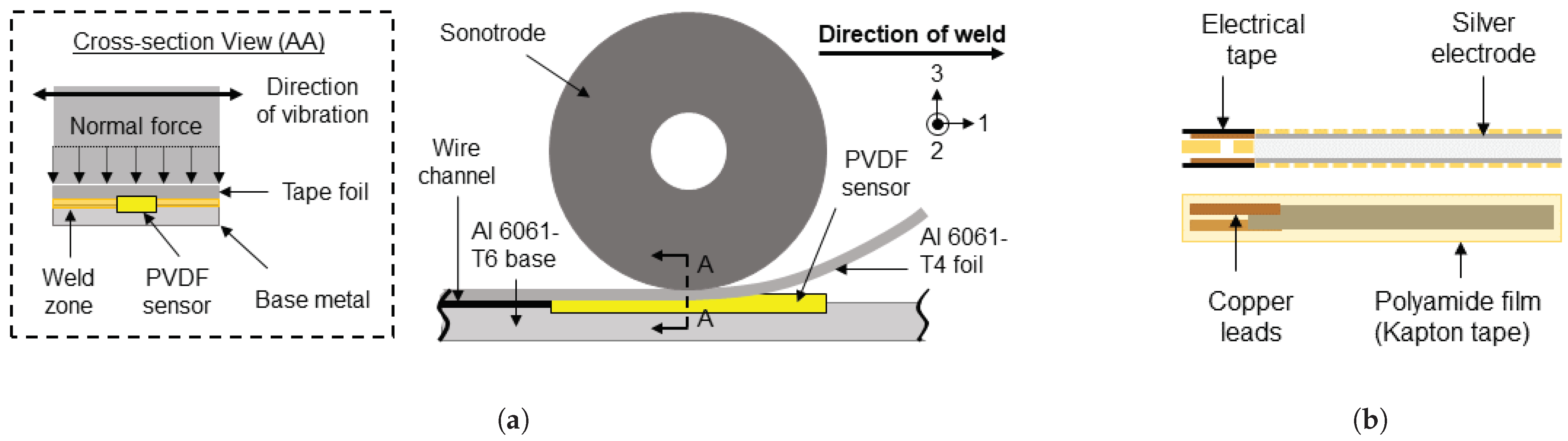
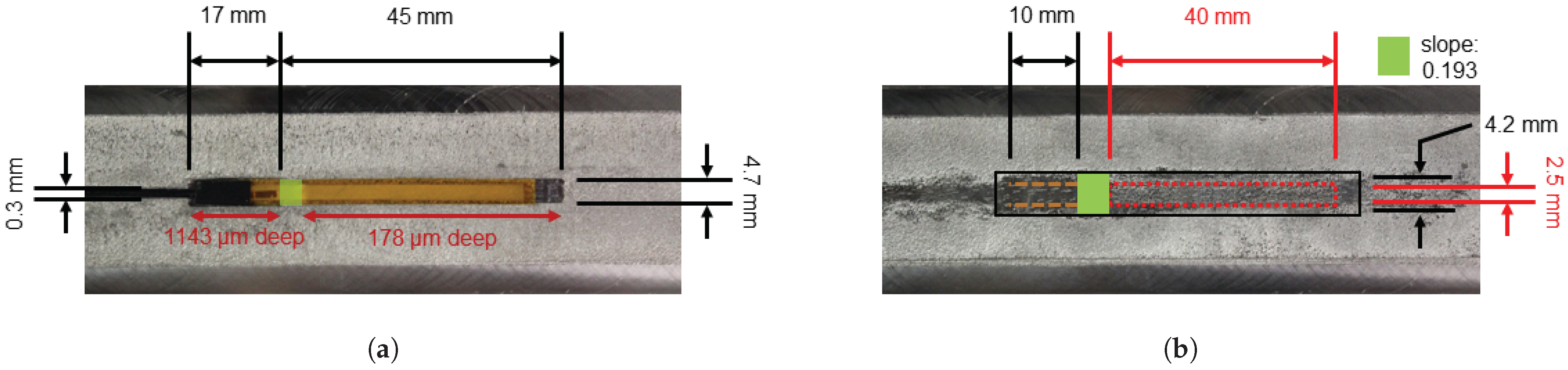
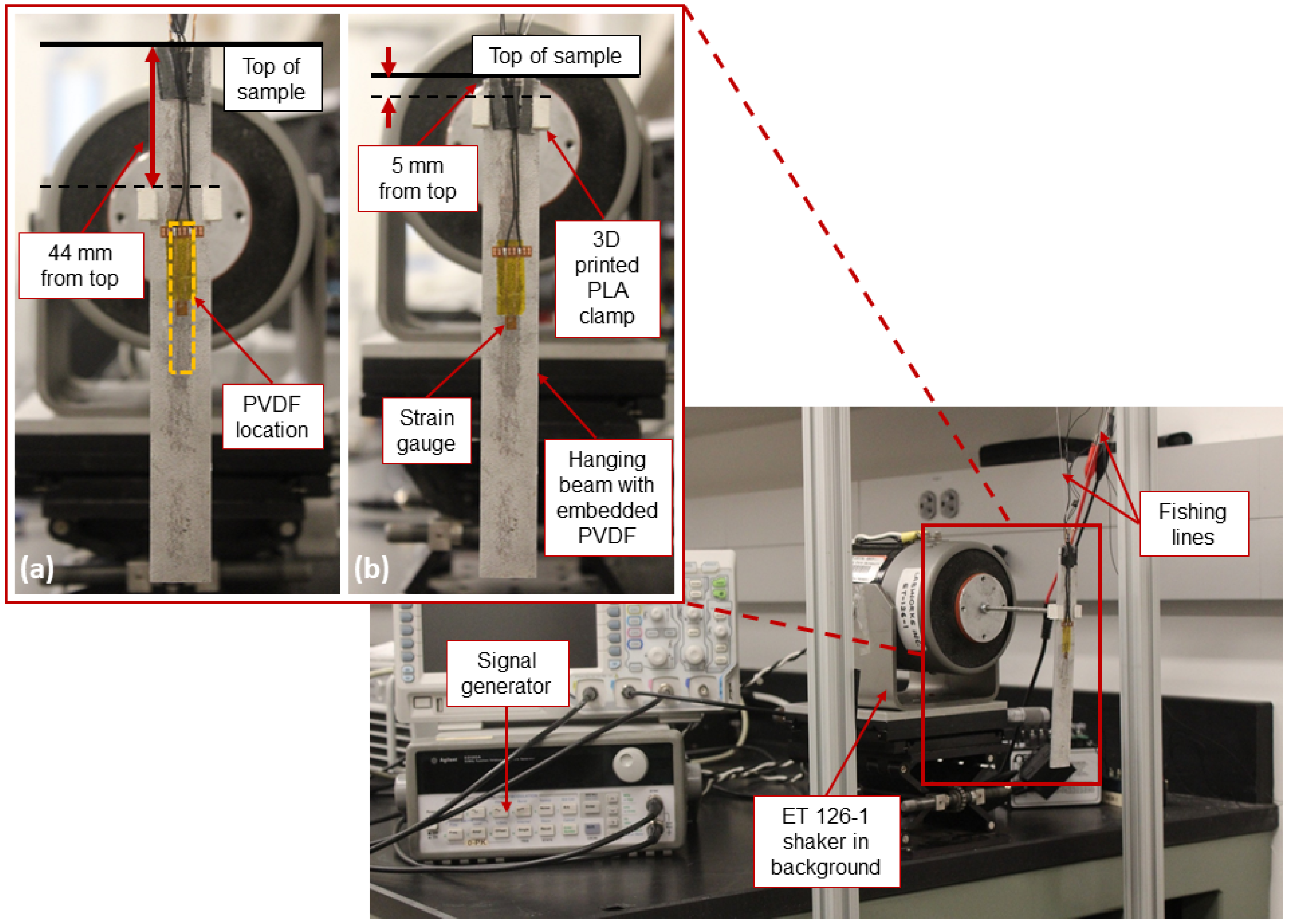
2. Manufacturing Embedded Sensor Sample
3. Experimental Setup and Results
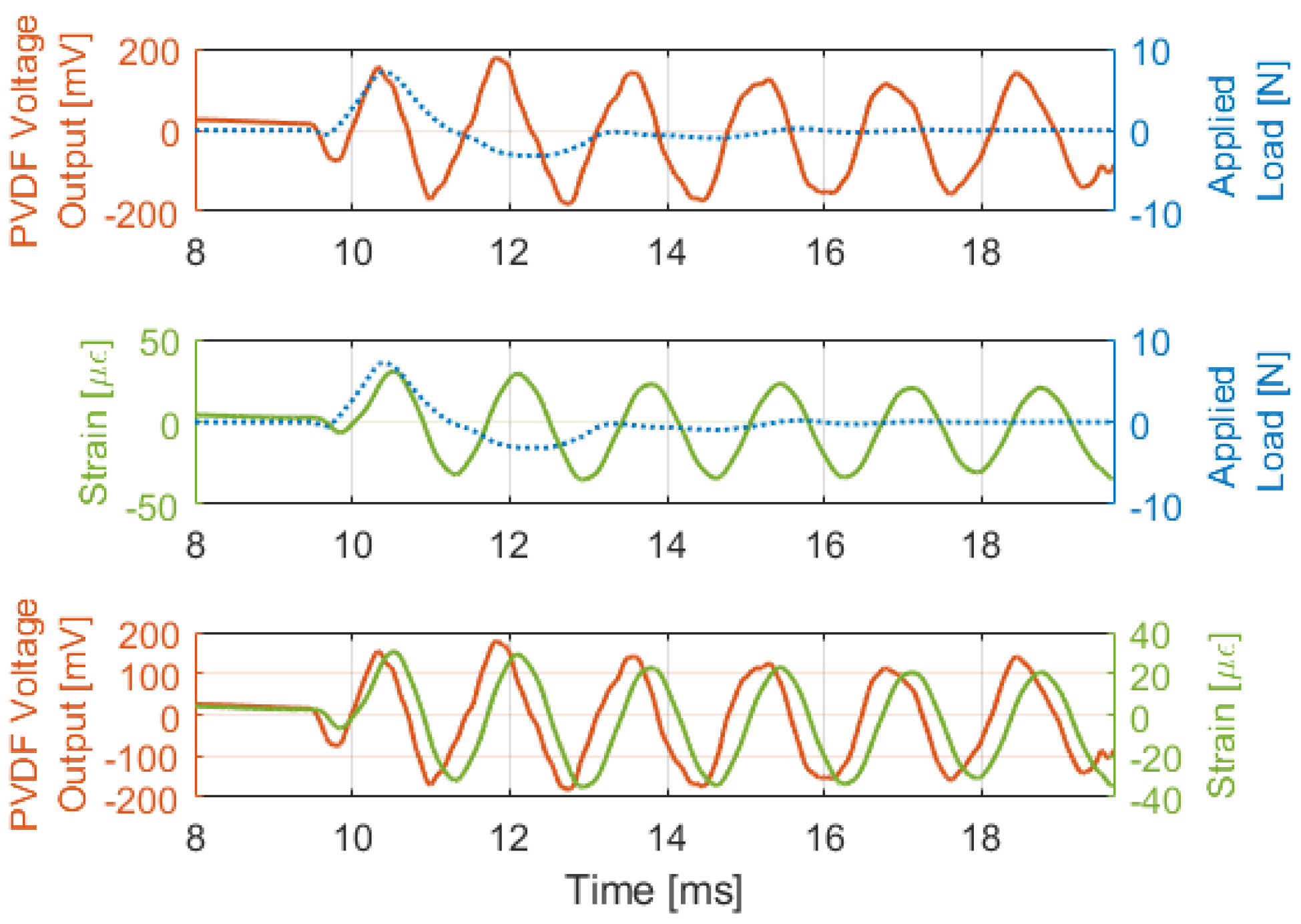
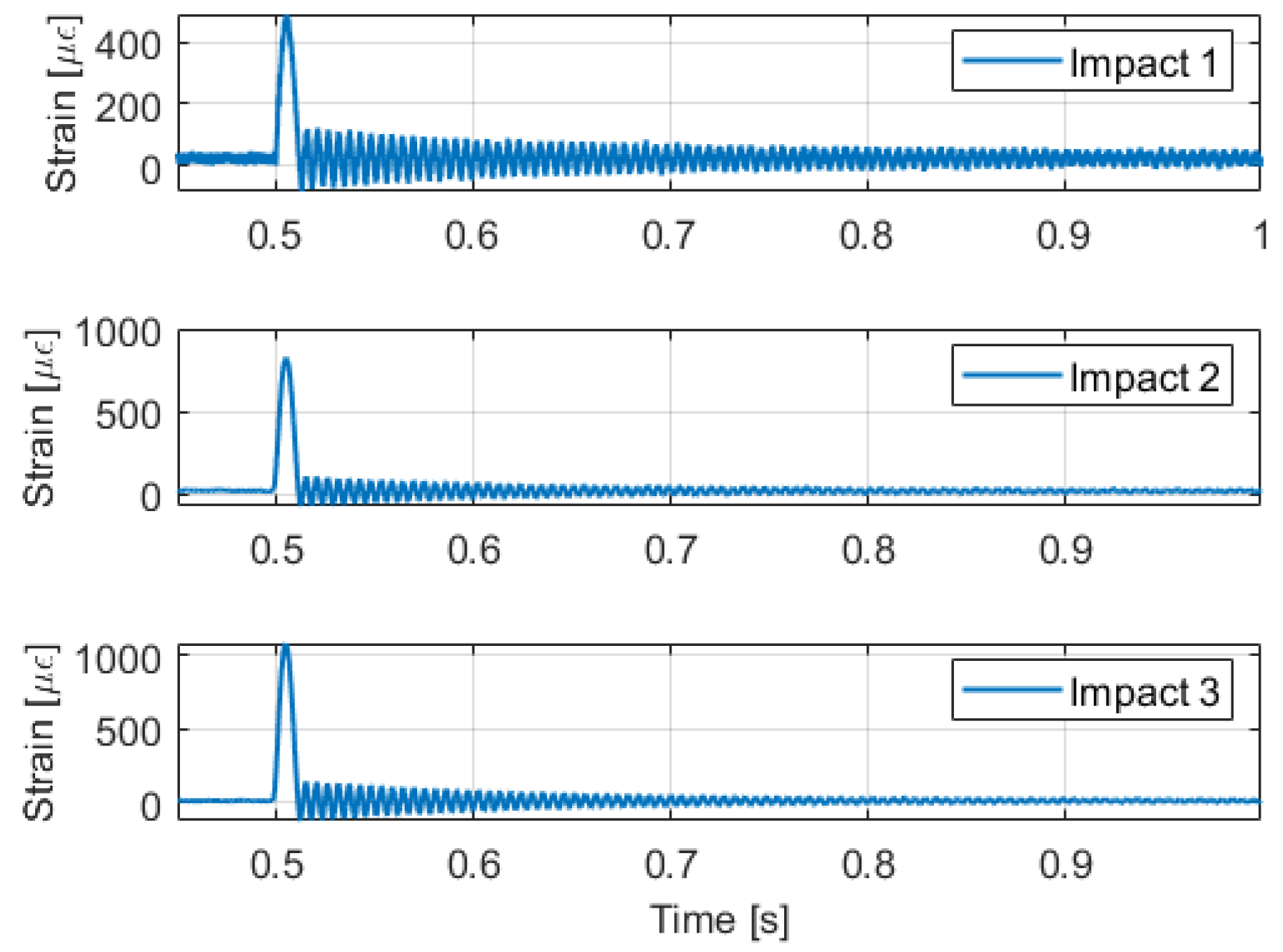
3.1. Axial Impact Tests
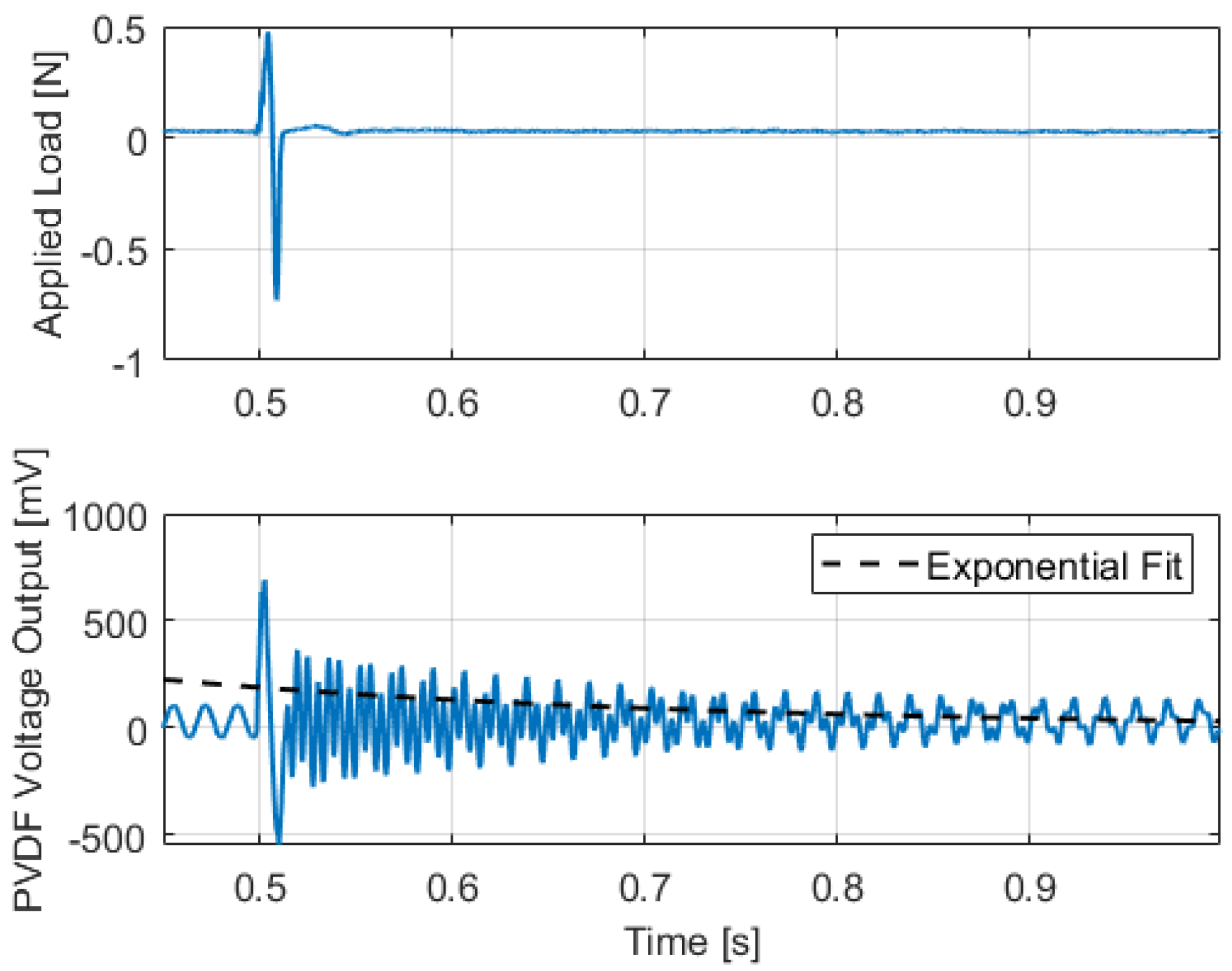
3.2. Cantilever Impact Tests
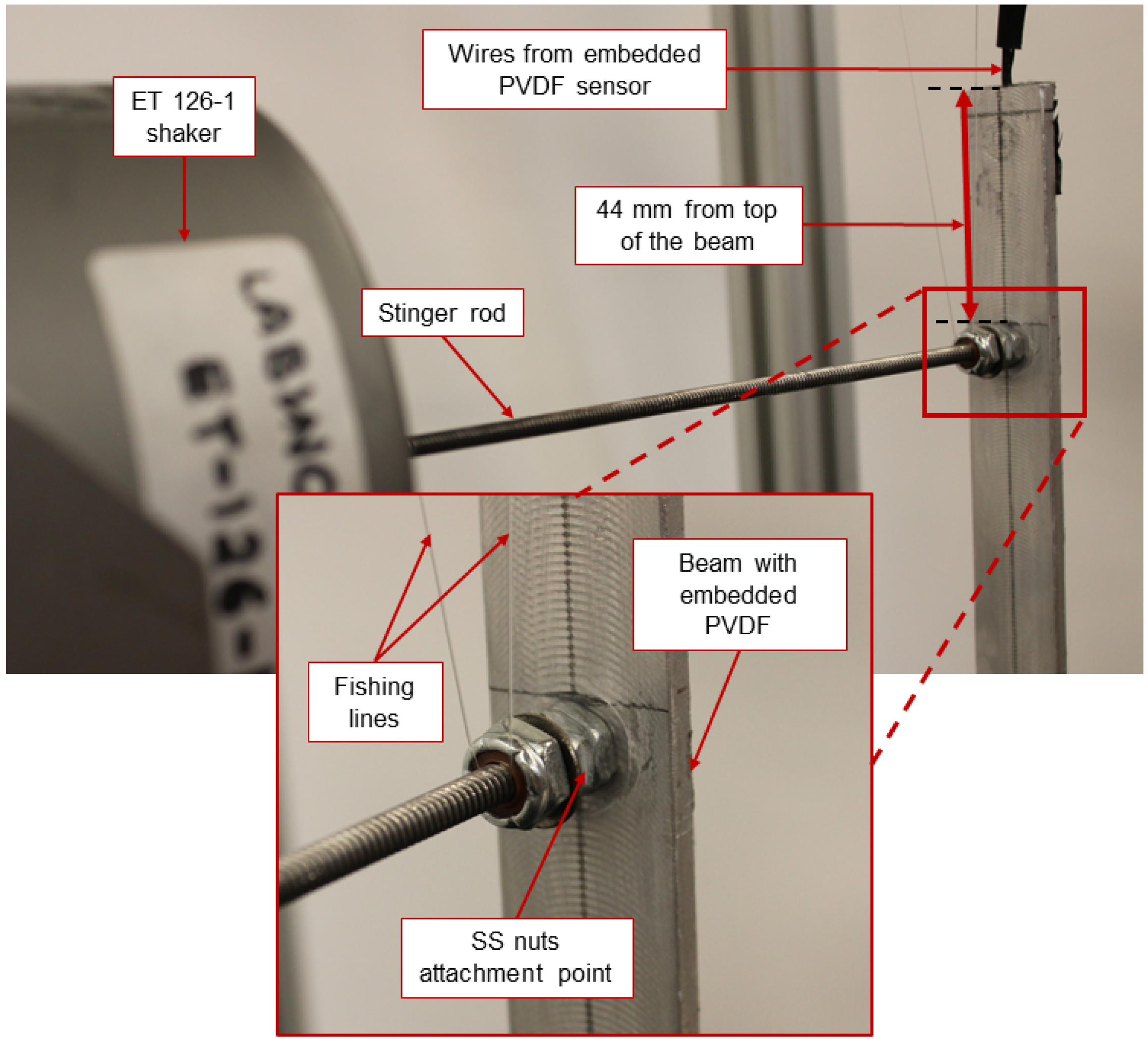
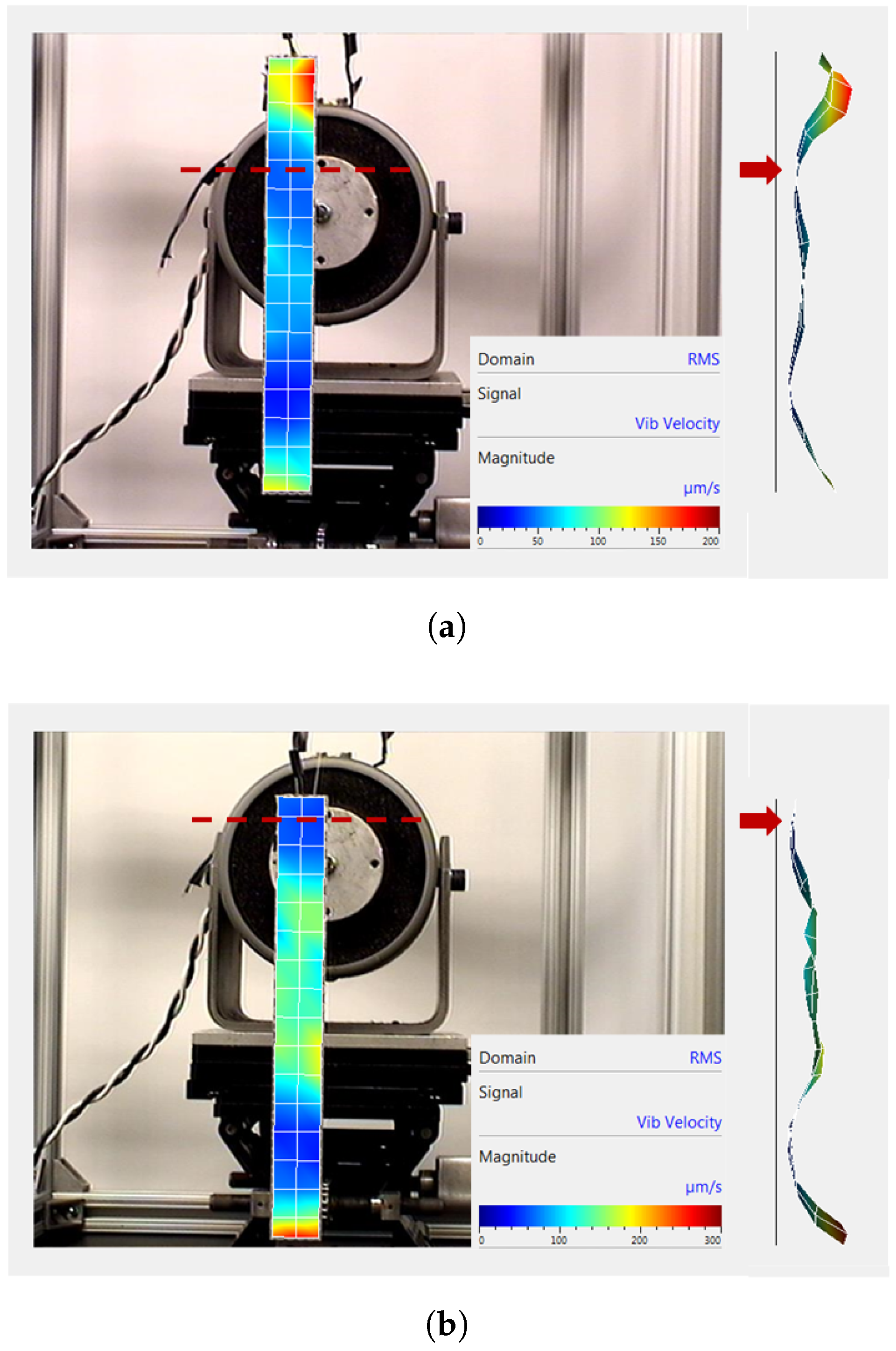
3.3. Bending (Shaker) Tests
4. Concluding Remarks
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chakraborty, J.; Katunin, A.; Klikowicz, P.; Salamak, M. Early crack detection of reinforced concrete structure using embedded sensors. Sensors 2019, 19, 3879. [Google Scholar] [CrossRef] [PubMed]
- Gkantou, M.; Muradov, M.; Kamaris, G.S.; Hashim, K.; Atherton, W.; Kot, P. Novel electromagnetic sensors embedded in reinforced concrete beams for crack detection. Sensors 2019, 19, 5175. [Google Scholar] [CrossRef]
- Issa, M.E.; Helmi, A.M.; Al-Qaness, M.A.A.; Dahou, A.; Abd Elaziz, M.; Damaševičius, R. Human activity recognition based on embedded sensor data fusion for the internet of healthcare things. Healthcare 2022, 10, 1084. [Google Scholar] [CrossRef] [PubMed]
- Weiner, P.; Neef, C.; Shibata, Y.; Nakamura, Y.; Asfour, T. An embedded, multi-modal sensor system for scalable robotic and prosthetic hand fingers. Sensors 2020, 20, 101. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R. Significance of sensors for industry 4.0: Roles, capabilities, and applications. Sensors Int. 2021, 2, 100110. [Google Scholar] [CrossRef]
- Hu, B.; Kundu, T.; Grill, W.; Liu, B.; Toufigh, V. Embedded piezoelectric sensors for health monitoring of concrete structures. ACI Mater. J. 2013, 110, 149–158. [Google Scholar]
- Gayakwad, H.; Thiyagarajan, J.S. Structural damage detection through EMI and wave propagation techniques using embedded PZT smart sensing units. Sensors 2022, 22, 2296. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, L.; Cao, M. Damage quantification with embedded piezoelectric aggregates based on wavelet packet energy analysis. Sensors 2019, 19, 425. [Google Scholar] [CrossRef]
- Paradies, R.; Ruge, M. In situ fabrication of active fibre reinforced structures with integrated piezoelectric actuators. Smart Mater. Struct. 2000, 9, 220. [Google Scholar] [CrossRef]
- Schulze, R.; Streit, P.; Fischer, T.; Tsapkolenko, A.; Heinrich, M.; Sborikas, M.; Kroll, L.; Gessner, T.; Wegener, M. Fiber-reinforced composite structures with embedded piezoelectric sensors. In Proceedings of the IEEE Sensors, Valencia, Spain, 2–5 November 2014; pp. 1563–1566. [Google Scholar] [CrossRef]
- Hornig, A.; Frohberg, R.; Bätzel, T.; Gude, M.; Modler, N. Embedded sensing and actuating in CFRP composite structures—concept and technology demonstration for tailored embeddable sensor-actuator layers (TEmSAL). Smart Mater. Struct. 2022, 31, 095007. [Google Scholar] [CrossRef]
- Ghasemi-Nejhad, M.N.; Russ, R.; Pourjalali, S. Manufacturing and testing of active composite panels with embedded piezoelectric sensors and actuators. J. Intell. Mater. Syst. Struct. 2005, 16, 319–333. [Google Scholar] [CrossRef]
- Grandal, T.; Zornoza, A.; Lopez, A.; Fraga, S.; Sun, T.; Grattan, K.T.V. Analysis of fiber optic sensor embedded in metals by automatic and manual TIG welding. IEEE Sens. J. 2019, 19, 7425–7433. [Google Scholar] [CrossRef]
- Hossain, M.S.; Gonzalez, J.A.; Hernandez, R.M.; Shuvo, M.A.I.; Mireles, J.; Choudhuri, A.; Lin, Y.; Wicker, R.B. Fabrication of smart parts using powder bed fusion additive manufacturing technology. Addit. Manuf. 2016, 10, 58–66. [Google Scholar] [CrossRef]
- Britto, J.J.J.; Vasanthanathan, A. Smart piezo-bonded carbon fibre/epoxy composite structure: Experiments and finite element simulation. Mater. Res. Express 2022, 9, 045702. [Google Scholar] [CrossRef]
- Karayannis, C.G.; Golias, E.; Naoum, M.C.; Chalioris, C.E. Efficacy and damage diagnosis of reinforced concrete columns and joints strengthened with FRP ropes using piezoelectric transducers. Sensors 2022, 22, 8294. [Google Scholar] [CrossRef] [PubMed]
- Shen, Z.; Zhang, Z.; Zhang, N.; Li, J.; Zhou, P.; Hu, F.; Rong, Y.; Lu, B.; Gu, G. High-stretchability, ultralow-hysteresis conducting polymer hydrogel strain sensors for soft machines. Adv. Mater. 2022, 34, 2203650. [Google Scholar] [CrossRef]
- Madhavan, R. Network crack-based high performance stretchable strain sensors for human activity and healthcare monitoring. New J. Chem. 2022, 46, 17596–17609. [Google Scholar] [CrossRef]
- Han, L.; Wang, X.; Sun, Y. The effect of bonding layer properties on the dynamic behaviour of surface-bonded piezoelectric sensors. Int. J. Solids Struct. 2008, 45, 5599–5612. [Google Scholar] [CrossRef]
- Yanaseko, T.; Sato, H.; Kuboki, I.; Mossi, K.; Asanuma, H. Vibration viscosity sensor for engine oil monitoring using metal matrix piezoelectric composite. Materials 2019, 12, 3415. [Google Scholar] [CrossRef]
- Yanaseko, T.; Asanuma, H.; Sato, H. Detection of impact location by using anisotropy of output voltage of metal-core piezoelectric fiber/aluminum composites. Int. J. Mater. Sci. Appl. 2015, 4, 256–260. [Google Scholar] [CrossRef]
- Nguyen Van, C.; Bezold, A.; Broeckmann, C. Anisotropic shrinkage of hot isostatically pressed components. In Proceedings of the 11th International Conference on Hot Isostatic Pressing (HIP’14), Stockholm, Sweden, 9–13 June 2014; pp. 369–382. Available online: https://www.researchgate.net/publication/264971023_ANISOTROPIC_SHRINKAGE_OF_HOT_ISOSTATICALLY_PRESSED_COMPONENTS (accessed on 1 September 2023).
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous ceramics: Light in weight but heavy in energy and environment technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Horikiri, K.; Yanaseko, T.; Kuboki, I.; Sato, H.; Asanuma, H. Development of surface oxidized metal fiber/piezoelectric ceramics/aluminum composite. Mech. Eng. J. 2019, 6, 18–00556. [Google Scholar] [CrossRef]
- Ramanathan, A.K.; Gingerich, M.B.; Headings, L.M.; Dapino, M.J. Metal structures embedded with piezoelectric PVDF sensors using ultrasonic additive manufacturing. Manuf. Lett. 2022, 31, 96–100. [Google Scholar] [CrossRef]
- Friel, R.; Harris, R. Ultrasonic additive manufacturing—A hybrid production process for novel functional products. Procedia CIRP 2013, 6, 35–40. [Google Scholar] [CrossRef]
- Dapino, M.J. Smart structure integration through ultrasonic additive manufacturing. In Smart Materials, Adaptive Structures and Intelligent Systems; American Society of Mechanical Engineers: Newport, RI, USA, 2014; Volume 2. [Google Scholar] [CrossRef]
- Kong, C.; Soar, R.; Dickens, P. Ultrasonic consolidation for embedding SMA fibres within aluminium matrices. Compos. Struct. 2004, 66, 421–427. [Google Scholar] [CrossRef]
- Hahnlen, R.; Morris, J.L.; Dapino, M.J. Ultrasonic additive manufacturing of metal-matrix shape memory composites. In Encyclopedia of Materials: Metals and Alloys; Elsevier Inc.: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Hehr, A.; Dapino, M.J. Interfacial shear strength estimates of NiTi–Al matrix composites fabricated via ultrasonic additive manufacturing. Compos. Part B Eng. 2015, 77, 199–208. [Google Scholar] [CrossRef]
- Chen, X.; Hehr, A.; Dapino, M.J.; Anderson, P.M. Deformation mechanisms in NiTi-Al composites fabricated by ultrasonic additive manufacturing. Shape Mem. Superelasticity 2015, 1, 32. [Google Scholar] [CrossRef]
- Li, J.; Monaghan, T.; Nguyen, T.; Kay, R.; Friel, R.; Harris, R. Multifunctional metal matrix composites with embedded printed electrical materials fabricated by ultrasonic additive manufacturing. Compos. Part B Eng. 2017, 113, 342–354. [Google Scholar] [CrossRef]
- Hyer, H.C.; Sweeney, D.C.; Petrie, C.M. Functional fiber-optic sensors embedded in stainless steel components using ultrasonic additive manufacturing for distributed temperature and strain measurements. Addit. Manuf. 2022, 52, 102681. [Google Scholar] [CrossRef]
- Chilelli, S.K.; Schomer, J.J.; Dapino, M.J. Detection of crack initiation and growth using fiber bragg grating sensors embedded into metal structures through ultrasonic additive manufacturing. Sensors 2019, 19, 4917. [Google Scholar] [CrossRef]
- Hehr, A.; Norfolk, M.; Wenning, J.; Sheridan, J.; Leser, P.; Leser, P.; Newman, J. Integrating fiber optic strain sensors into metal using ultrasonic additive manufacturing. JOM 2017, 70, 315–320. [Google Scholar] [CrossRef] [PubMed]
- Hahnlen, R.; Dapino, M. Active metal-matrix composites with embedded smart materials by ultrasonic additive manufacturing. Proc. SPIE Int. Soc. Opt. Eng. 2010, 7645, 159–170. [Google Scholar] [CrossRef]
- Ferreira, P.M.; Machado, M.A.; Carvalho, M.S.; Vidal, C. Embedded sensors for structural health monitoring: Methodologies and applications review. Sensors 2022, 22, 8320. [Google Scholar] [CrossRef] [PubMed]
- Fotouhi, S.; Akrami, R.; Ferreira-Green, K.; Naser, G.A.M.; Fotouhi, M.; Fragassa, C. Piezoelectric PVDF sensor as a reliable device for strain/load monitoring of engineering structures. IOP Conf. Ser. Mater. Sci. Eng. 2019, 659, 012085. [Google Scholar] [CrossRef]
- Cui, H.; Zhao, F. Damage identification for a beam structure based on a PVDF piezoelectric film combined sensor. Meas. Sci. Technol. 2021, 32, 115105. [Google Scholar] [CrossRef]
- Du, G.; Li, Z.; Song, G. A PVDF-based sensor for internal stress monitoring of a concrete-filled steel tubular (CFST) column subject to impact loads. Sensors 2018, 18, 1682. [Google Scholar] [CrossRef] [PubMed]
- Jain, A.; Minajagi, S.; Dange, E.; Bhover, S.U.; Dharanendra, Y. Impact and acoustic emission performance of polyvinylidene fluoride sensor embedded in glass fiber-reinforced polymer composite structure. Polym. Polym. Compos. 2021, 29, 354–361. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Sarasini, F. Use of PVDF as acoustic emission sensor for in situ monitoring of mechanical behaviour of glass/epoxy laminates. Polym. Test. 2010, 29, 749–758. [Google Scholar] [CrossRef]
- Nguyen, K.; Bryant, M.; Song, I.H.; You, B.H.; Khaleghian, S. The application of PVDF-based piezoelectric patches in energy harvesting from tire deformation. Sensors 2022, 22, 9995. [Google Scholar] [CrossRef]
- Azimi, S.; Abolhasani, A.; Moosavi, S.; Vanaei, F.; Jafari, A.; Samimi, E.; Rayati, M.; Noori, E.; Rafiee, E.; Javadi, A.; et al. Development of a vehicle passage sensor based on a PVDF nanogenerator. ACS Appl. Electron. Mater. 2021, 3, 4689–4698. [Google Scholar] [CrossRef]
- Venkatraman, G.; Shah, U.; Liu, X.; Dapino, M.J. In-situ IR imaging for modeling energy transfer and its relationship to shear strength of the weld interface in ultrasonic additive manufacturing. CIRP J. Manuf. Sci. Technol. 2023, 43, 181–192. [Google Scholar] [CrossRef]
- Headings, L.; Kotian, K.; Dapino, M. Speed of sound measurement in solids using polyvinylidene fluoride (PVDF). Sensors 2013, 56031, V001T04A012. [Google Scholar] [CrossRef]
- Khattak, M.M.; Headings, L.M.; Dapino, M.J. Characterization of a PVDF sensor embedded in a metal structure using ultrasonic additive manufacturing. Proc. SPIE Int. Soc. Opt. Eng. 2023, 12489, 77–87. [Google Scholar] [CrossRef]
- Vig, J.; Walls, F. A review of sensor sensitivity and stability. In Proceedings of the 2000 IEEE/EIA International Frequency Control Symposium and Exhibition (Cat. No.00CH37052), Kansas City, MO, USA, 9 June 2000; pp. 30–33. [Google Scholar] [CrossRef]
- Blevins, R.D. Formulas for Natural Frequency and Mode Shape; Van Nostrand Reinhold Co.: New York, NY, USA, 1979; pp. 134–136. [Google Scholar]
- Khattak, M.M.; Sugino, C.; Erturk, A. Concurrent vibration attenuation and low-power electricity generation in a locally resonant metastructure. J. Intell. Mater. Syst. Struct. 2022, 33, 1990–1999. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Polyamide film thickness | 3 layers at 50 μm |
| PVDF sensor total thickness | 190 μm |
| Sonotrode | 18Ni grade 350—uncoated |
| Al foil thickness (H18, T4) | 152 μm |
| Al 6061-T6 baseplate thickness | 3.4 mm |
| Normal weld force (texture, H18, T4) | 4000 N |
| Weld speed (texture, H18, T4) | 84.67 mm/s, 84.67 mm/s, 42.33 mm/s |
| Weld amplitude (texture, H18, T4) | 33.83 μm, 23.07 μm, 35.37 μm |
| Parameters | Values |
|---|---|
| Elastic modulus (E) | 68.9 GPa |
| Density () | 2700 kg/m3 |
| Width of beam (b) | 19.05 mm |
| Thickness of beam (h) | 3.4 mm |
| for position 1 | 4.4 |
| for position 2 | 4.2 |
| Frequency Cases | 44 mm Position | 5 mm Position |
|---|---|---|
| Maximum embedded PVDF power output | 533.33 Hz | 481.35 Hz |
| Blevin’s fundamental frequency | 558.7 Hz | 509.1 Hz |
| LDV fundamental frequency | 546.41 Hz | 484.22 Hz |
| Pure Al beam: Blevin’s fundamental frequency | 577.64 Hz | 526.32 Hz |
| Pure Al beam: LDV fundamental frequency | 591.41 Hz | 522.81 Hz |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khattak, M.M.; Headings, L.M.; Dapino, M.J. Dynamic Response of a Polyvinylidene Fluoride (PVDF) Sensor Embedded in a Metal Structure Using Ultrasonic Additive Manufacturing. Actuators 2023, 12, 428. https://doi.org/10.3390/act12110428
Khattak MM, Headings LM, Dapino MJ. Dynamic Response of a Polyvinylidene Fluoride (PVDF) Sensor Embedded in a Metal Structure Using Ultrasonic Additive Manufacturing. Actuators. 2023; 12(11):428. https://doi.org/10.3390/act12110428
Chicago/Turabian StyleKhattak, Mohid M., Leon M. Headings, and Marcelo J. Dapino. 2023. "Dynamic Response of a Polyvinylidene Fluoride (PVDF) Sensor Embedded in a Metal Structure Using Ultrasonic Additive Manufacturing" Actuators 12, no. 11: 428. https://doi.org/10.3390/act12110428
APA StyleKhattak, M. M., Headings, L. M., & Dapino, M. J. (2023). Dynamic Response of a Polyvinylidene Fluoride (PVDF) Sensor Embedded in a Metal Structure Using Ultrasonic Additive Manufacturing. Actuators, 12(11), 428. https://doi.org/10.3390/act12110428