1. Introduction
Magnetic levitation’s non-contact nature has been a critical point of emphasis within the research environment. For example, Ref. [
1] highlights the contamination associated with the use of conventional crucibles for melting metals and the associated advantages of harnessing electromagnetic induction for suspension and melting applications. Within the transportation of assembly lines, contact forces can result in potential damage due to deformations caused by contact forces. Ref. [
2] develops a two DOF suspension system using two rotation actuators to produce non-contact forces to facilitate transportation within the assembly lines. Ref. [
3] highlights the use of noncontact eddy current forces to despin and detumble uncontrolled satellites. Ref. [
4] also highlights the use of noncontact forces to manipulate a magnetized object on a table with six DOF control. Ref. [
5] highlights the development of a contactless process to transfer conductive rods between stages during the manufacturing process using an electrodynamic wheel, which is composed of several permanent magnets rotating to produce the electrodynamic force for contactless manipulation of the workpiece. Ref. [
6] presents the development of a spindle system using magnetic bearings, resulting in contactless rotation of up to 200,000 rpm for micro-machining applications. Ref. [
7] depicts the development of a magnetic levitation system to facilitate the levitation of diamagnetic graphite. The magnetic force field of the levitation system is controlled to achieve the desired motion of the levitated material.
The primary focus of this research is Metal Additive Manufacturing (MAM), which relies on the delivery of metallic feedstock materials, melting of material and subsequent solidification to build a part layer by layer [
8]. Direct Energy Deposition (DED), also known as Laser Directed Energy Deposition via Powder Feeding (LDED-PF) Additive Manufacturing, is a MAM process that uses a coaxial powder feed to an energy source (such as a laser) to build a part through layer-by-layer deposition, melting, and subsequent solidification of the metal powder. Conventional DED systems typically include a laser system, a powder feeding component and a movable worktable [
9] or robotic arm [
10]. DED has been actively used for repair and reconditioning applications [
11], manufacturing of biomedical implants [
12], manufacturing of dental devices [
13], aerospace applications [
14] amongst several others.
The concept has been previously discussed in a patent [
15]. The patent highlights a high-level description of the development of an apparatus for the free-form fabrication of 3D parts using principles of additive manufacturing. Here, a nugget is suspended upon which material can be added for 3D activities. Two different approaches for levitation are discussed: magnetic levitation and acoustic levitation. First, the concept of supercooling to make a superconductor and subject it to a magnetic field to repel the part to facilitate magnetic levitation. Second, the use of acoustic standing waves using sound pressure force to facilitate acoustic levitation. The article also describes the use of multiple print heads to facilitate faster fabrication times.
We have taken a different approach, using two coils carrying current in opposite directions to facilitate stable suspension of a levitated disc and discussing the initial viability of the approach [
16]. We subsequently developed a novel levitation system with the prime point of emphasis being placed on compatibility with AM operations. The levitation experiment was deemed a success and the initial viability with AM operation was verified [
17]. The performance of the levitation system developed, while satisfactory, had significant potential for improvement. This research article presents the development of these improved systems.
A critical consideration for the analysis was the selection of a core type. As explained in
Section 2.2, the core material is the high magnetic permeability material within the core the coils will be fixed to improve magnetic focusing capability. According to [
18], cores exposed to time-varying magnetic fields are vulnerable to induced eddy currents. The laminated cores are used to ensure that these induced currents are minimized and maximize efficiency. That serves as the primary reasoning for using laminated cores. Ref. [
19] focuses on the study of transformer core constructions. A transformer core is used to provide the path for the magnetic field to maximize the induction of current in the secondary coil. The induction of eddy currents causes significant heat losses within the core. Laminated cores are used to minimize these induced currents. Refs. [
20,
21] study the impact of laminated cores on the impedance experienced by the system as a function of frequency. From the results presented, it is evident that laminated cores contribute to increasing the impedance of the system at high frequencies. However, at low frequencies (50 Hz to 1000 Hz), the impact of laminated cores on impedance is minimal.
The development of a feedback controller to facilitate steady state levitation is also an important consideration. Ref. [
22] highlights the development of a passive levitation system for transportation applications, which includes no electrical components installed within the carrier. The key emphasis is placed on control of the system using Least Quadratic Regulator (LQR) control. The work was further extended in [
23] by placing an emphasis on the design and optimization of the maglev carrier system for transportation purposes. Conrtoller2 highlights the levitation and suspension of a metallic ball using an electromagnetic coil. An IR sensor is used to provide positional feedback and an optimized PID controller is developed to facilitate steady state levitation. Ref. [
24] highlights the use of feedforward control within industrial processes. The article highlights two specific approaches to feedforward control: First, the use of feedforward modeling of anticipated/expected disturbances and accounting for these variations within the control system to improve the overall system accuracy and efficiency. Second, the use of estimating the output of the controller using the inverse plant model working in conjunction with the closed-loop control model. Finally, the article highlights the example of a feedforward controller implemented within the plasma etching chamber of a semiconductor manufacturer.
The research presented in this article highlights the successful development of two novel levitation systems with a significant improvement in performance compared to the prototype previously developed by the authors in [
17]. The newly developed systems saw a 77% increase in levitation height (from 4.5 mm in [
17] to 8 mm in this article), a 476% increase in the surface area for powder deposition activities (from 1963
in [
17] to 11,309 m
2 in this article), and assuming a powder deposition rate of 1 g/min, at least a 346% increase in time available for AM operations (from 15.2 min in [
17] to 67 min in this article) by having the ability to support 340% additional mass (from 15.2 g in [
17] to 66.74 g in this article) within the limits of allowable inputs. The improvement in the performance of the newly developed levitation systems highlights the significant enhancement for performance with AM operations, therefore highlighting the contributions of this article.
The article also highlights the implementation of a feedback controller to facilitate stable suspension at the desired set point. Two different approaches were undertaken in this article. The first was the development of a PID controller. The PID controller performs quite well, with a rise of 7.52 s, a settling time of 12.56 s, and an overshoot of 1.934 mm for the desired setpoint of 1.468 mm. Finally, a feedforward controller was added in conjunction with the PID controller. The final levitation system has a rise time of 3.68 s, a settling time of 3.9 s, and a 0% overshoot. This marks the first implementation of a feedback controller for a magnetic levitation system with compatibility with AM operations in mind.
3. Need for New Systems
A working prototype of the levitation system capable of supporting AM operations has been developed, as highlighted in [
17]. The performance and compatibility with AM applications of the prototype were verified from a preliminary perspective.
Despite producing satisfactory performance and results, it was discovered that there were several avenues of improvement of performance. First, as established in [
17], because they carry current in opposite directions, the inner and outer coil strengths (product of the number of turns times current through the coils) are in conflict. The strength of the outer coil was much higher, which resulted in high restoration forces in the lateral axes, however, not sufficient levitation forces in the axial axis. In order to reduce the strength of the outer coil, a resistor was added in parallel to drive the current away from the outer coil. This resulted in a significant current (2.9 A RMS) passing through the resistor and significant power (261.22 W) that is dissipated within resistors. This can be seen as wasted power, therefore reducing the efficiency of the system. As highlighted in
Table 1, the prototypes developed in this article do not require any adjustments to the strength of coils. Thus, there is no current supplied to a resistor in parallel to the outer coil, therefore, resulting in no wasted energy.
In addition, the first prototype was also only capable of levitating a disc with a radius of 25 mm. Thus, the surface area available for AM operations was also relatively low. Furthermore, the first prototype was only capable of supporting the weight of the levitated disc and 15.2 g of added mass. Assuming a mass flow rate of 1 g/min [
26], the available time for material deposition is restricted to 15.2 min. This would result in significant limitations in geometry that can be built using this method.
Finally, the levitation height, which is the steady state position of the disc as a function of time, is limited to 4.5 mm. There is significant potential to improve the system’s performance.
These avenues for improvements have been highlighted in
Table 1. The development of 2 distinct levitation systems has been outlined in this article. However, the final performance improvements have also been highlighted in
Table 1. As it can be seen, the new systems are capable of producing much better results.
6. The Need for a Feedback Controller
The following analysis is only conducted for the solid core system. Since the working principles and factors affecting performance are similar for both systems, the conclusions of this analysis can be extended to the laminated core system as well.
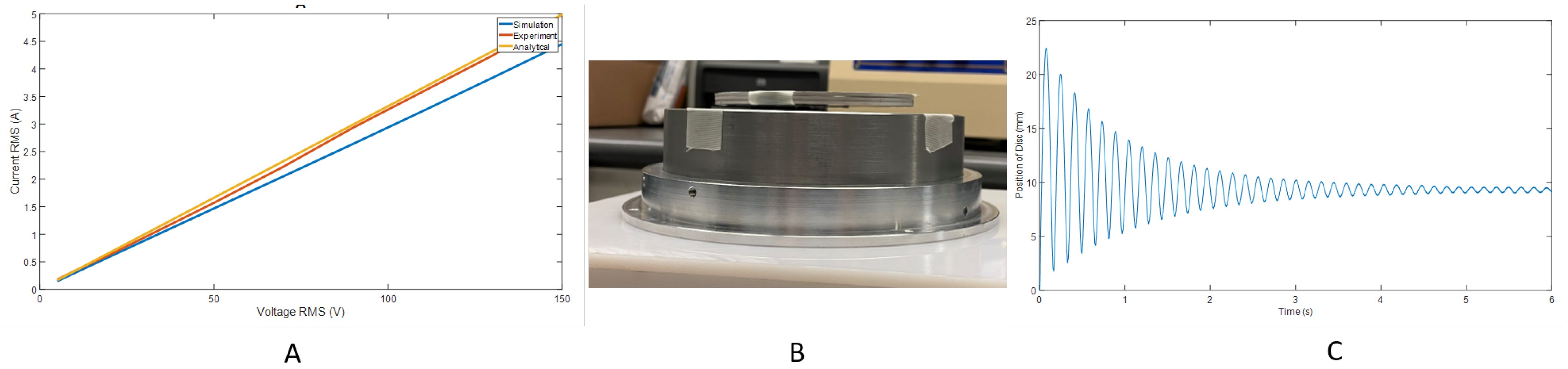
Figure 16 highlights the eddy currents produced with the identical input (100 V RMS at 50 Hz) with only the disc and the disc with the added payload. The added payload is an aluminum disc of 45 mm radius and 4 mm height with a total mass of 67 g. The initial disc is 60 mm in radius and 6 mm in height with a total mass of 121 g. The added payload is conductive; therefore, there is an increase in volume within which eddy currents are produced. At 50 Hz, the skin depth, i.e., the characteristic length within which eddy currents are produced, is 11.6 mm [
28]. The sum of the height of the added payload and the initial disc is less than the skin depth. Therefore, significantly more eddy currents are produced with the added payload.
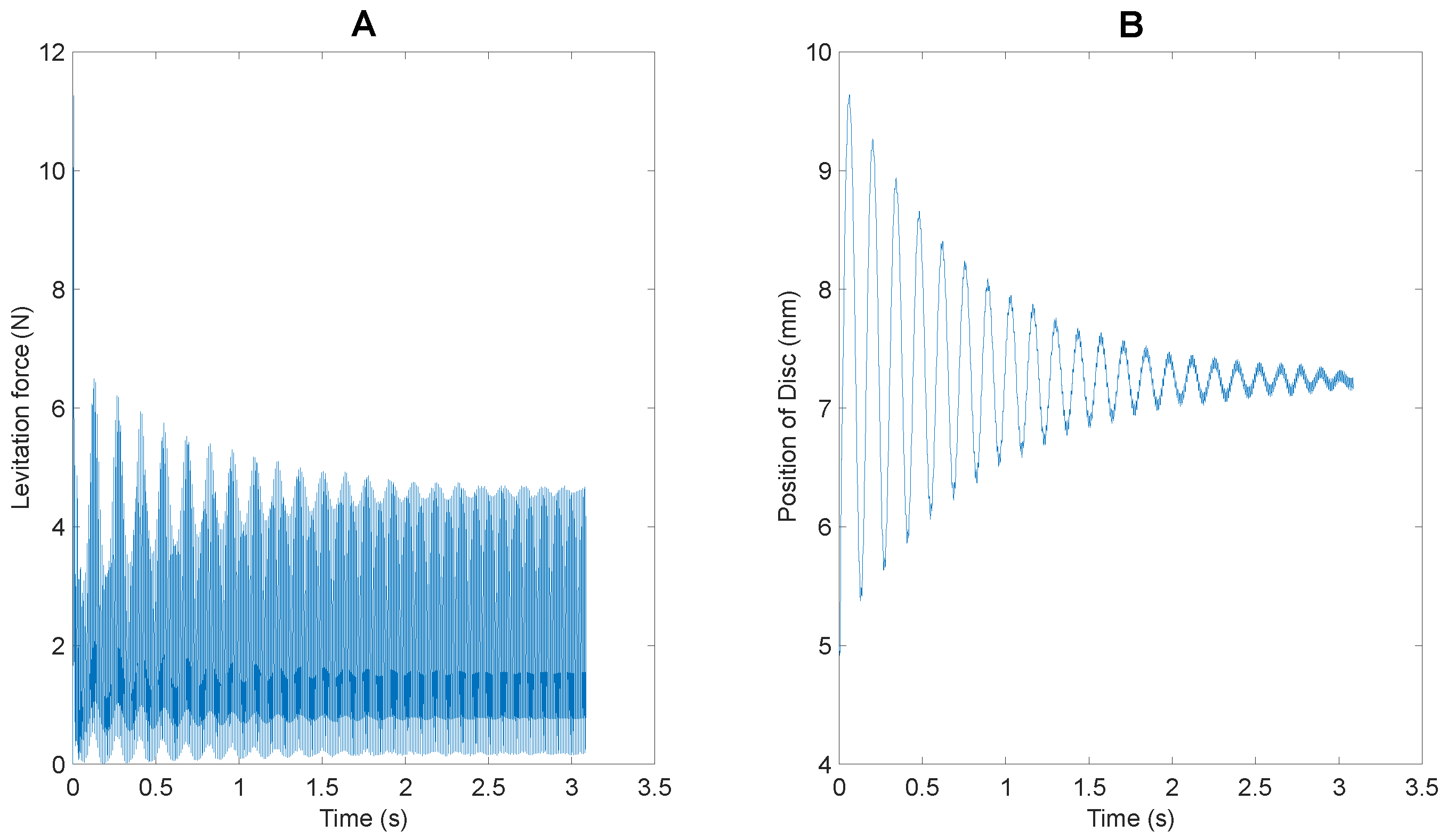
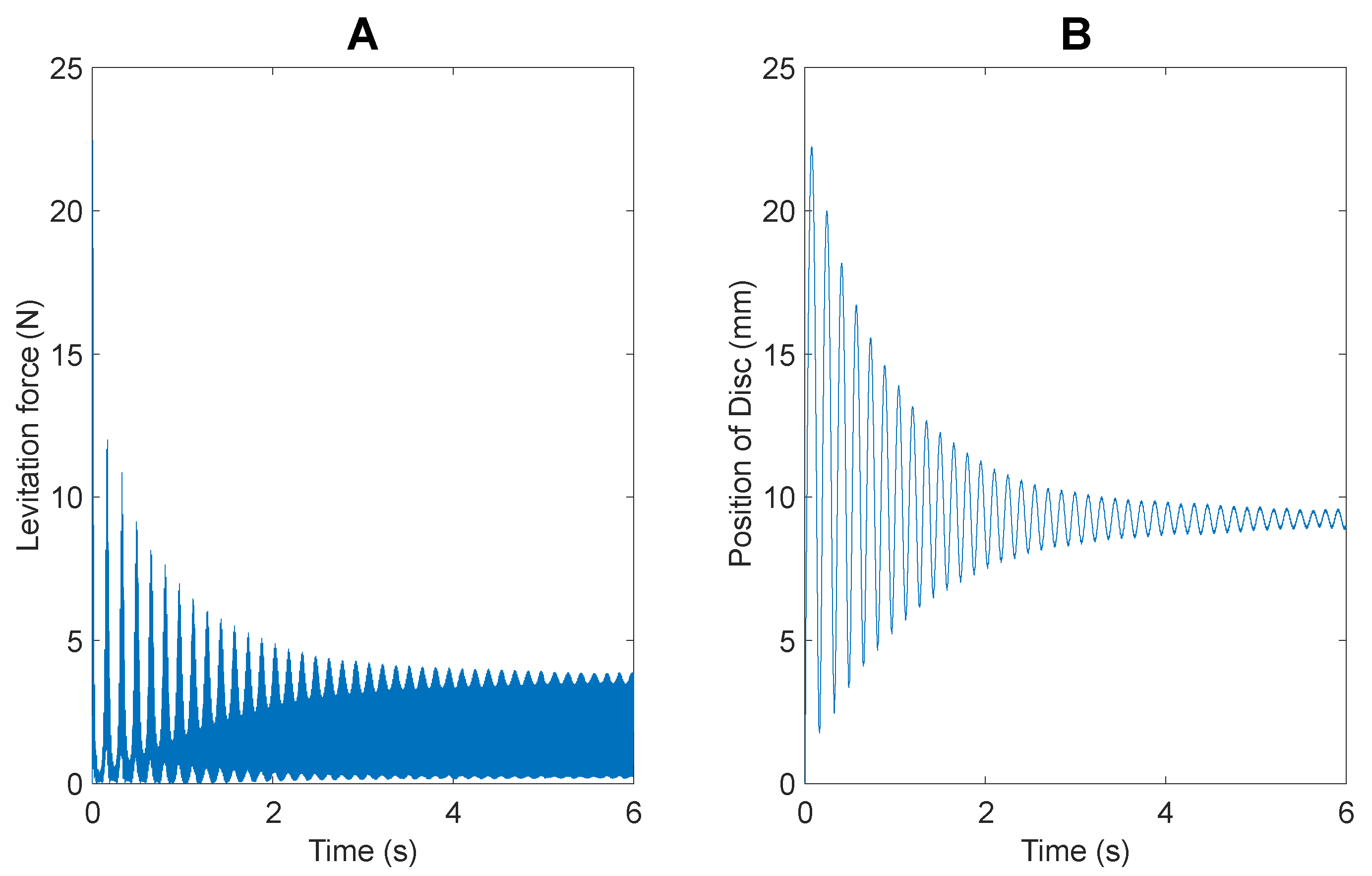
This would explain why the addition of 45% of the initial mass, results in a reduction of 13% reduction in levitation height (From 9.1 mm to 7.85 mm). These data were obtained using the transient mode of ANSYS Maxwell, the performance of which has been verified previously. The resulting comparison of levitation force and position of the disc for the two scenarios has been presented in
Figure 17. As can be seen in
Figure 17A, there is an increase in levitation force with the addition of the aluminum payload, confirming the claim presented previously.
Within the scope of realistic AM operations, the added mass is going to be much more gradual. With a powder deposition rate of 1 g/min, the calculated powder deposition force of 0.01 N has been incorporated. The comparison of the levitation of only the disc and the disc with powder deposition activities is presented in
Figure 17C,D. Again, the data were obtained from ANSYS Maxwell. From the study of the position of the disc vs. time, it can be noted that there is only a decrease of 0.13 mm (1.4%) after 6 seconds of continuous operation. However, complete positional stability is a critical consideration for incorporated LDED-PF AM operations. Thus, the inclusion of a feedback controller to adjust the input current to maintain consistent and stable suspension of the levitated disc is critical to the anticipated implementation of the system.
7. Design of a PID Controller for the Levitation System
The feedback controller mechanism chosen is the proportional-integral-derivative (PID) controller. A PID controller is a feedback-based control loop that is frequently employed in industrial control systems and a wide range of other applications that call for continuously modulated control. When the desired setpoint (SP) and a measured process variable (PV) diverge, a PID controller constantly calculates an error value and makes a correction based on proportional, integral, and derivative terms (denoted P, I, and D, respectively). This type of feedback controller is incorporated within the levitation system to improve the system’s characteristics.
The PID control approach is chosen for this application owing to its simplicity in implementation, the widescale adoption of the control strategy in magnetic levitation applications [
29,
30,
31] and the satisfactory performance produced by the controller, as highlighted in subsequent sections. The proposed controller is first analyzed in MATLAB/Simulink. The optimal gains for the controllers were obtained using the in-built Simulink PID tuner. Subsequently, the controller is implemented within the hardware infrastructure. Through experimental trial and error, the performance of the tuned parameters obtained from Simulink tuner were verified. The controller implementation has been restricted to the laboratory setting.
7.1. Closed Loop Controller Using Position Feedback—Simulation
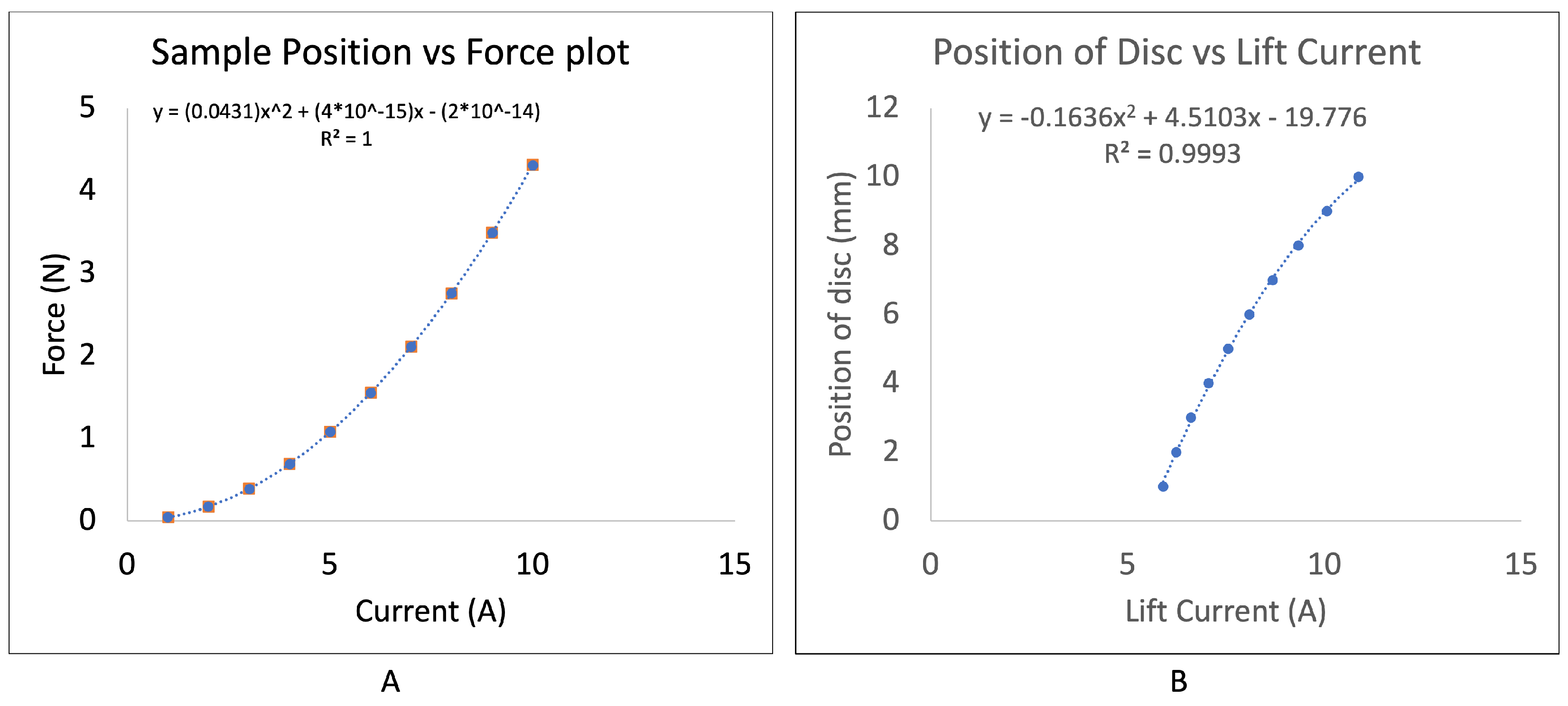
For the position feedback controller, a relationship between the input current and the output force was developed using the principle of curve fitting, keeping the position of the disc constant. The developed relationship was then used to calculate the lift current, i.e., the minimum RMS current required to stably levitate the disc at a given position [
16]. The lift current was calculated for positions from 1–10 mm above the levitator, with a sample plot shown in
Figure 18A. Again, using the principle of curve fitting, a relationship between the position of the disc and the lift current previously calculated was developed. Thus, the governing equation relating the relevant output (position of the disc above the levitation system) and the pertinent input (input current to coil to stably levitate the disc at a given position) was developed, as shown in
Figure 18B.
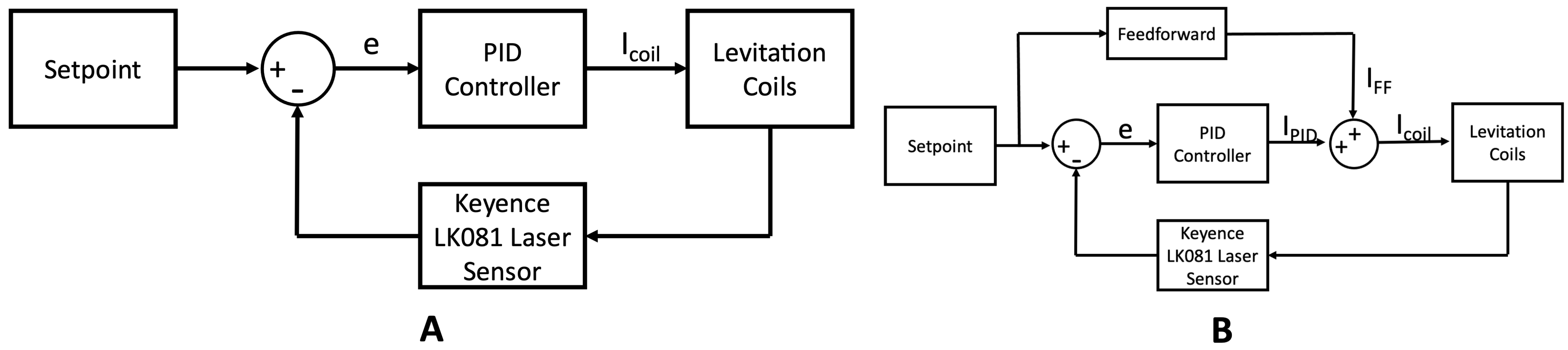
A simple 1-D PID controller was developed using Simulink. The Simulink model highlights the operation of the controller with each output parameter presented as well. The Gaussian noise with a mean of 0.05 and variance of 0.05 was added to mimic noise encountered with sensor feedback. The overall controller diagram has been highlighted in
Figure 19A.
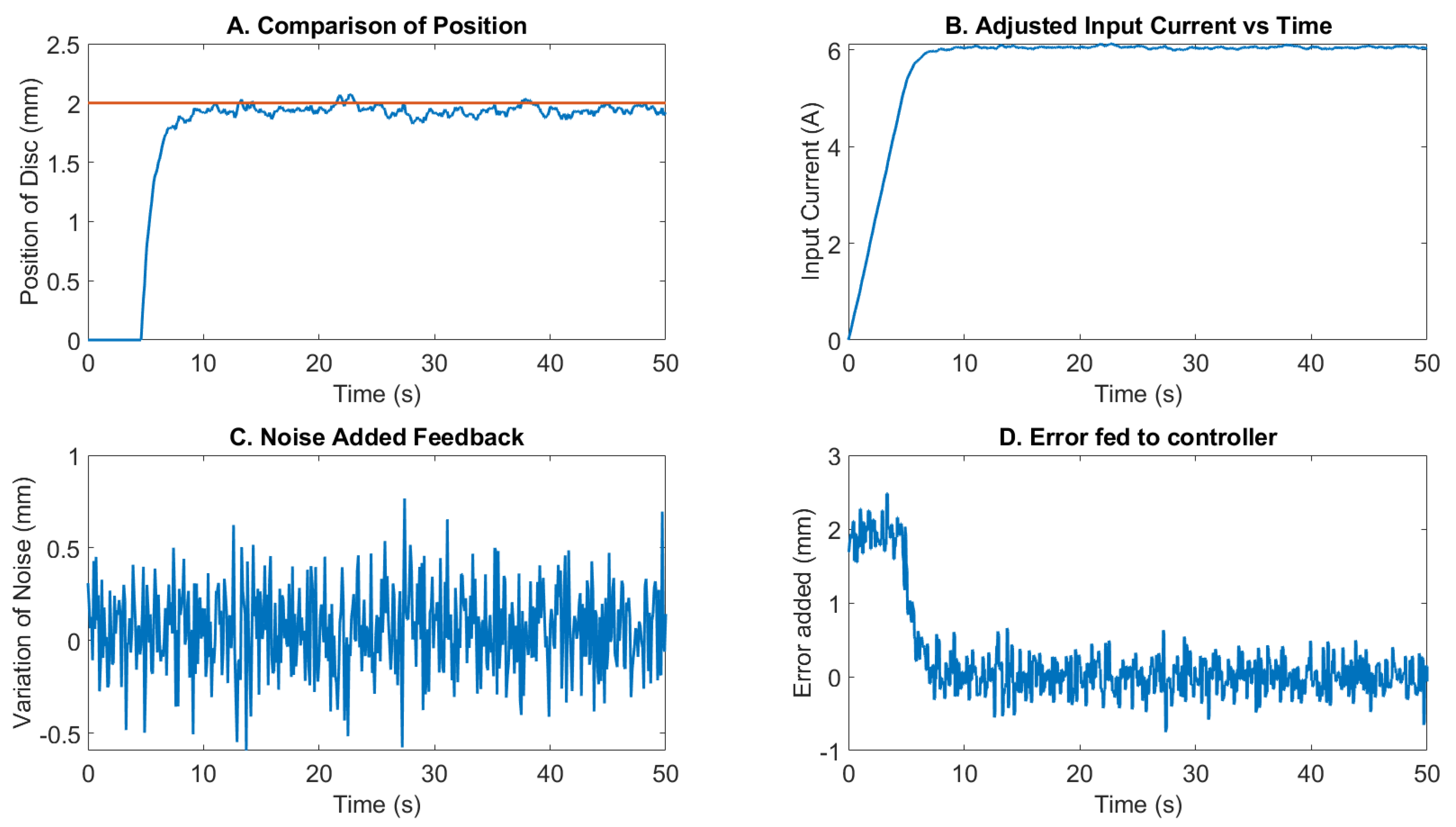
The controller is developed at 120 Hz frequency input. The set point, i.e., the desired position of the disc, was set at 2 mm above the levitation system. The critical controller parameters were obtained using the inbuilt Simulink PID tuning. The tuned parameters were
,
and
. The Gaussian noise added to mimic sensor feedback noise has been highlighted in
Figure 20C, resulting in the error fed to the PID controller, as shown in
Figure 20D.
The key controller performance parameters from the simulation results are calculated from the data presented in
Figure 20A. The rise time (7.33 s), the settling time (9.043 s), the overshoot (0%), and RMS steady state oscillation (53 μm) are the critical controller performance parameters. As it can be seen in
Figure 20B, since the input current is 0 at the time t = 0, the controller takes significantly longer to grow to achieve the steady state position.
7.2. Incorporation of a Feedforward Controller—Simulation
The large rise time and settling time of the controller are a result of the tuned PID controller being purely integral. This results in the controller requiring significant time to grow the input current from 0 to the desired output. However, through the incorporation of a feedforward forward, this performance can be improved significantly, as highlighted in
Figure 19B.
The first critical step in the analysis of the feedforward controller is to estimate the desired output to achieve the relevant setpoint. The output estimation is conducted by modeling the plant and using the model’s inverse to determine the output. However, the output is not going to be perfect. To overcome residual error, the feedback controller will be used in conjunction with the feedforward controller. The updated Simulink model presents the incorporation of a feedforward element estimating the desired input for stable levitation and also accepting the feedback controller’s adjustments to account for any process-based errors.
Figure 21A highlights the variation of the position of disc vs. time using the conventional PID controller and the incorporated feedforward controller in conjunction with the controller. The impact of the feedforward controller is more evident in
Figure 21B, where the initialization of the input current results in a significant improvement in the performance of the controller.
Quantifiably, there is a 77% reduction in rising time (from 7.33 s to 1.71 s) and a 67% reduction in settling time (from 9.043 s to 3.04 s) with no significant impact on the steady-state RMS error and the overshoot of the system. Thus, the improvements offered by the feedforward levitation system have been highlighted through the simulation environment.
7.3. Closed Loop Controller Using Position Feedback—Experiment
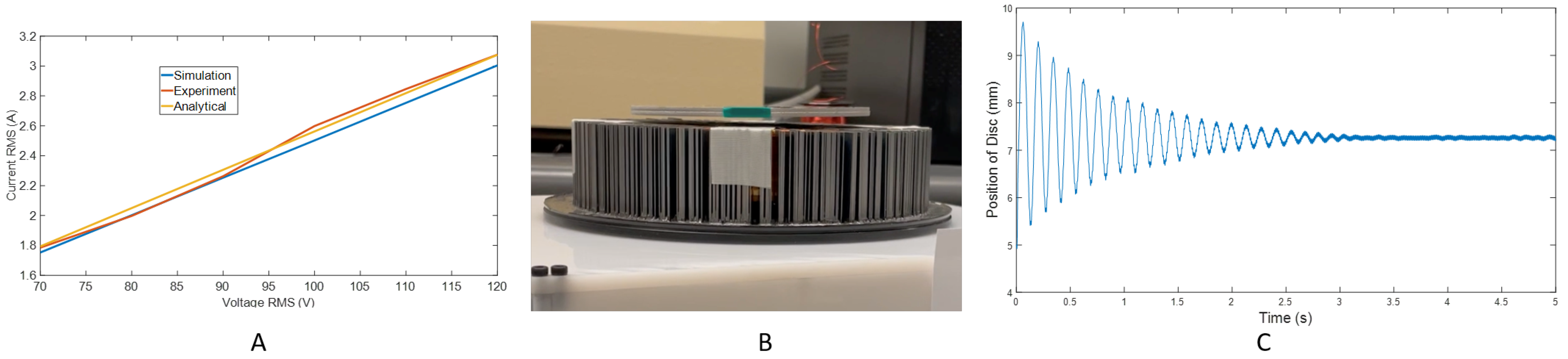
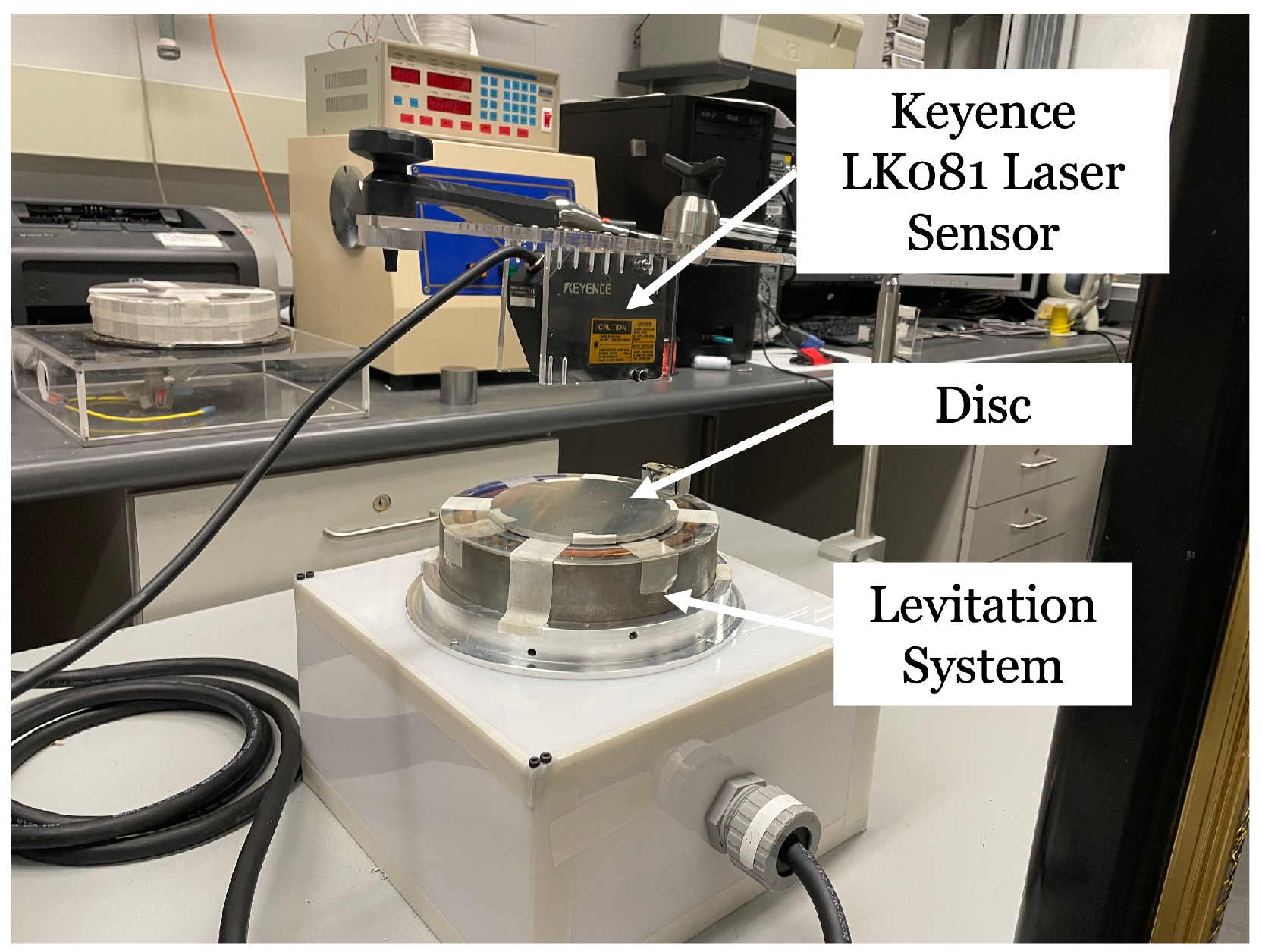
The tuned PID controller is implemented experimentally. The controller is implemented within the laboratory setting. The experimental apparatus has been shown in
Figure 22. The laser sensor used for the analysis is the Keyence LK 081 with an analog output resolution of 3 μm/mV and a sampling frequency of 976 Hz. The power supply utilized is the same BK Precision 9832B presented previously. The power supply accepts analog input to adjust the output voltage for improved controllability of the system. A simple Arduino Uno controller is used for the analysis. The Arduino Uno reads the analog input, processes it, and updates the input to the power supply at a frequency of 125 Hz.
The estimation of the desired input current to coils is computed through modeling the output of the Arduino Uno (controller) to the input current to the coils (actuator) experimentally using the principle of curve fitting. The relationship developed is utilized for the estimation of the input current.
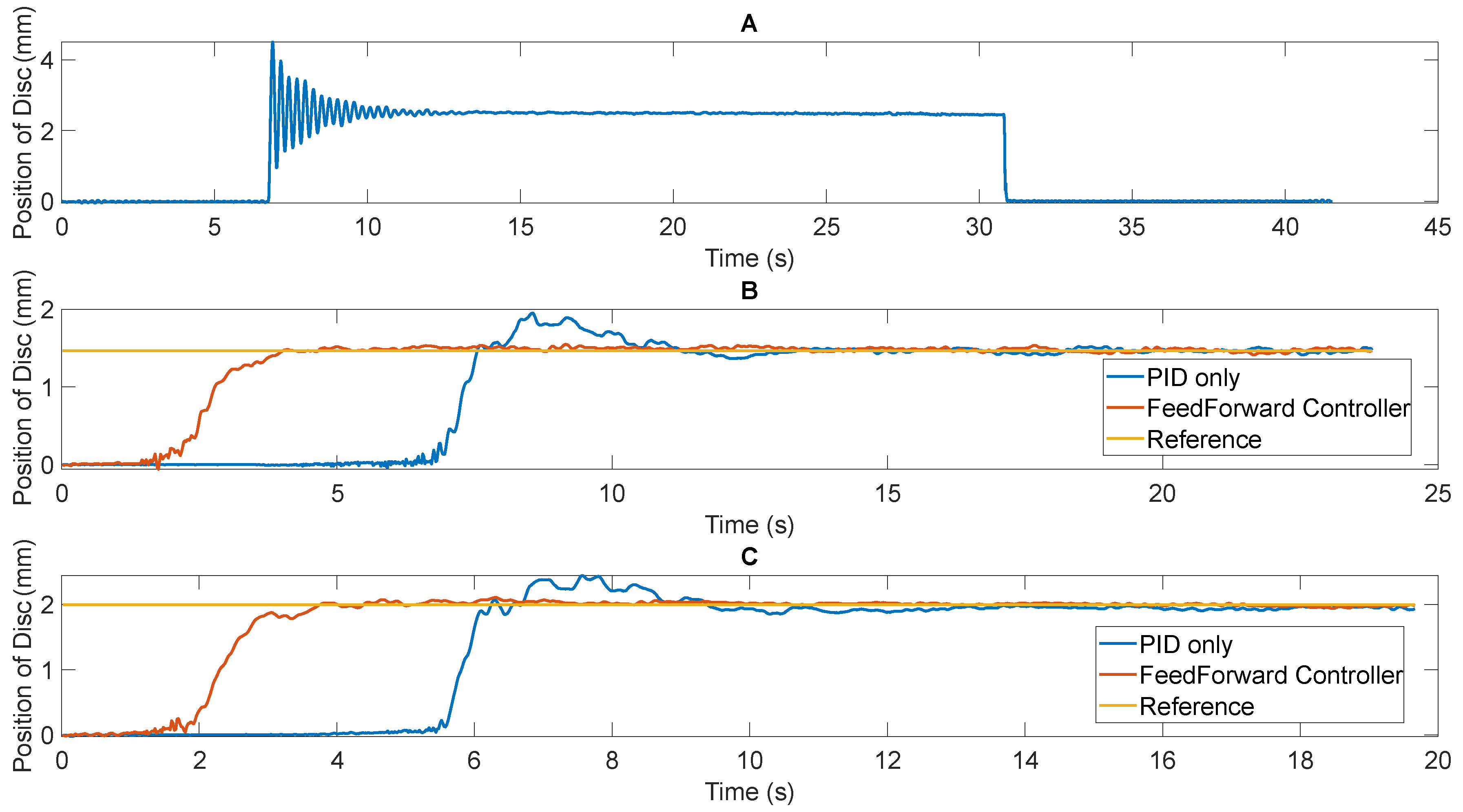
Figure 23A highlights the variation of the position of disc vs. time with no closed loop controller. As can be seen, the steady state value is 2.5 mm above the levitator, with a maximum overshoot of 4.97 mm (198.8% of steady state value) and a settling time of about 4.1625 s. At a steady state, the maximum amplitude of the oscillation measured is 25 μm.
Figure 23B,C highlights the variation of the position of the disc vs. time with a tuned PID controller (shown in blue). The PID controller parameters are the tuned parameters obtained using the Simulink inbuilt tuner (Kp = 0, Ki = 0.5, Kd = 0). Two distinct setpoints were studied—1.468 mm (
Figure 23B) and 2 mm (
Figure 23C).
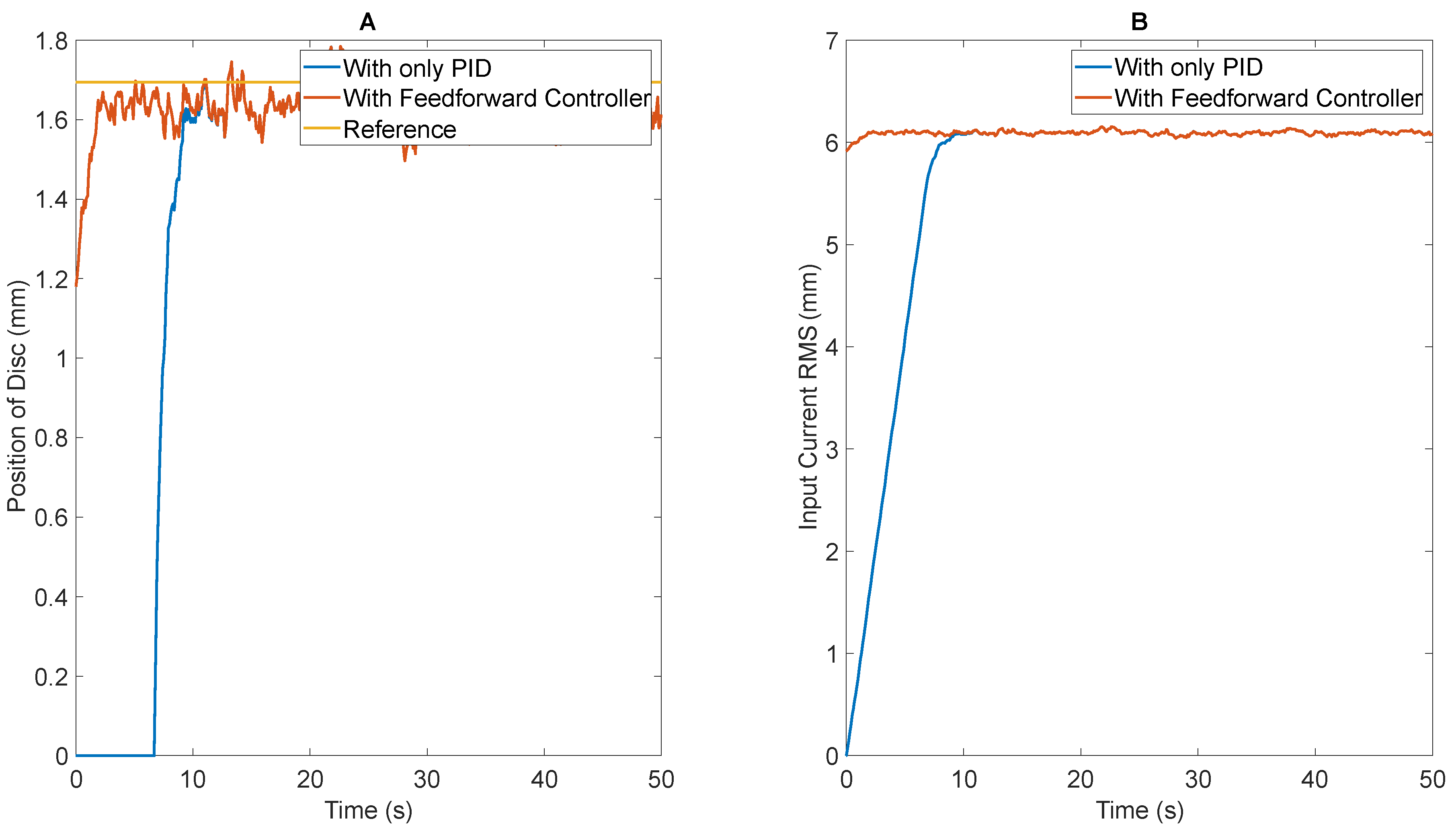
Figure 23B,C also highlights the incorporation of the feedforward controller (highlighted in orange). The comparison of the performance of the PID controller with and without the feedforward controller is shown in
Table 3. Due to the low integral gain for the PID controller, the changes to the input current is slow based on the feedback from the laser sensor. This results in high rise time, settling time, and overshoot errors. However, at steady state, the controller maintains desired set point position satisfactorily. Through initialization of the current to a non-zero initial value, the slow growth of the current serves as an asset to eliminate overshoot errors and significantly reduce rising time and settling time of the controller.
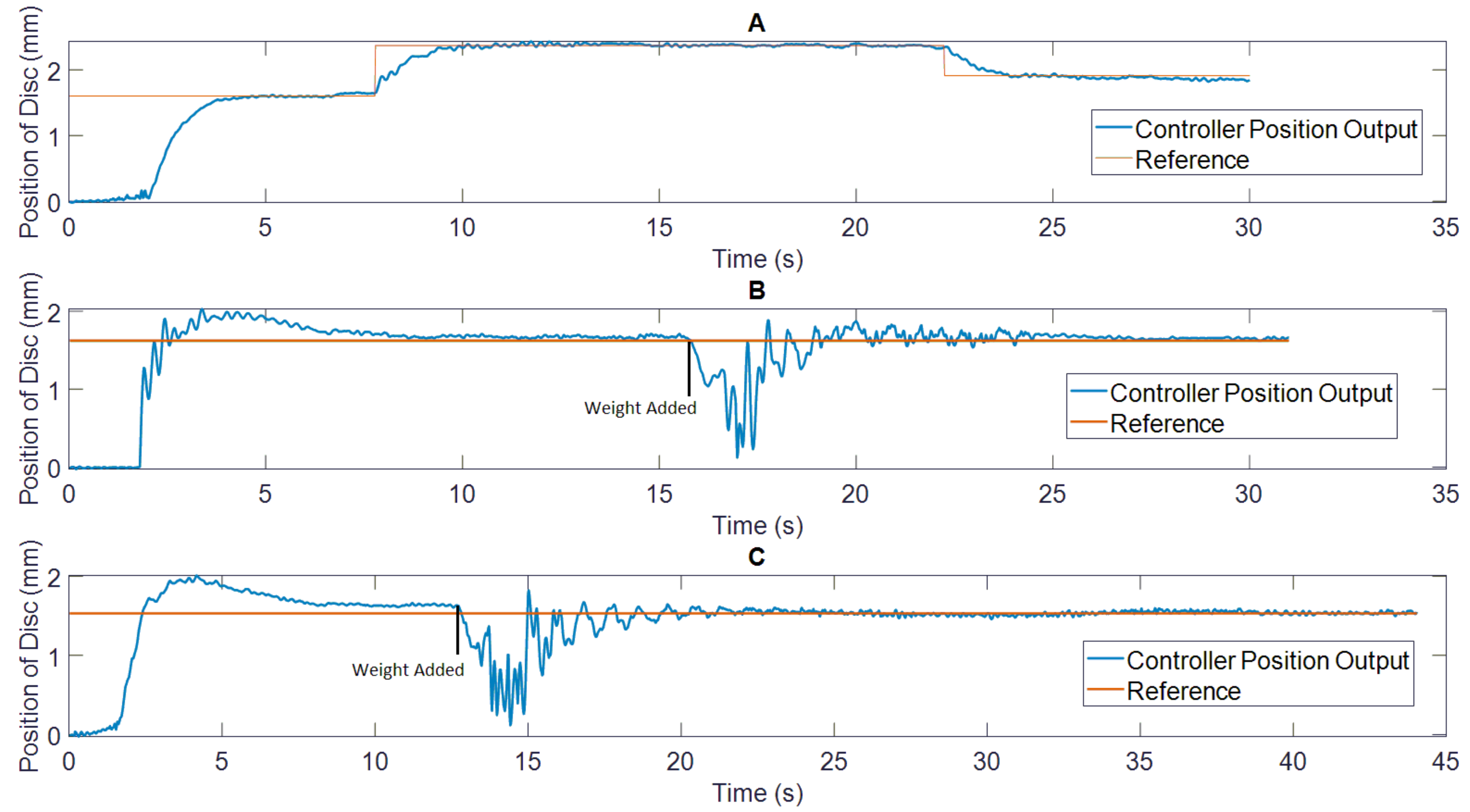
Next, the ability of the levitation control system to adjust the height of the levitation was tested.
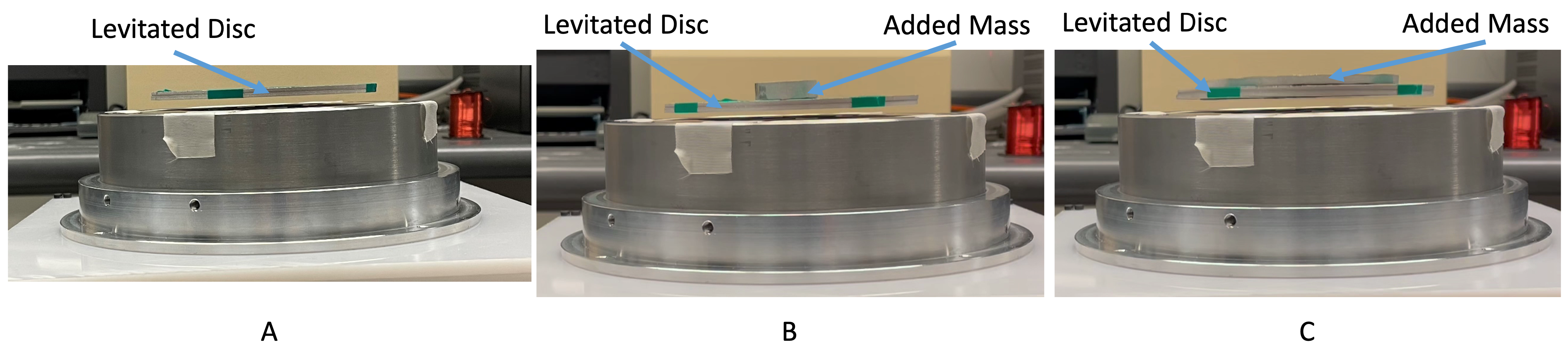
Figure 24A highlights the system performance at multiple heights. For the analysis, the height was first set to 1.6 mm, following which the height was increased to 2.37 mm and finally the height was reduced to 1.9 mm. The system performance is in line with expectations. Next, the performance of the levitated disc to maintain the desired height after the addition of an added payload was tested. First, the levitated disc was allowed to achieve the desired height. Following the achievement of steady-state levitation, a 15.6 g and 26 g aluminum disc was added to the levitated disc. As it can be seen in
Figure 24B,C, the levitation system is able to maintain stable levitation with the added payload as well.
8. Conclusions and Future Work
The development of two distinct new levitation systems has been presented in this article. The two systems offer variations in dimension, wire AWG employed for coil development, and the core type.
The first system is developed within a laminated core system. The design decisions to select the optimum system have been presented. The comparison of simulation data is presented with experimental data, with a variation in current measurement restricted to 3.84%. The steady-state levitation position of the disc observed experimentally and through simulation is also in close agreement. The levitation experiment is deemed a success, with levitation height as high as 8 mm offered at 90 Hz. The compatibility of the levitation system with AM operations was also tested. The levitation system also offers the ability to levitate a disc with 66.74 g of added payload, therefore highlighting the system’s ability to cope with added payload as a function of time. The impact force of powder deposition was also tested using simulation analyses. With the addition of the impact force in the negative axial axis, the steady state levitation height reduces by a mere 0.1 mm, therefore highlighting the system’s ability to retain stability despite powder deposition activities.
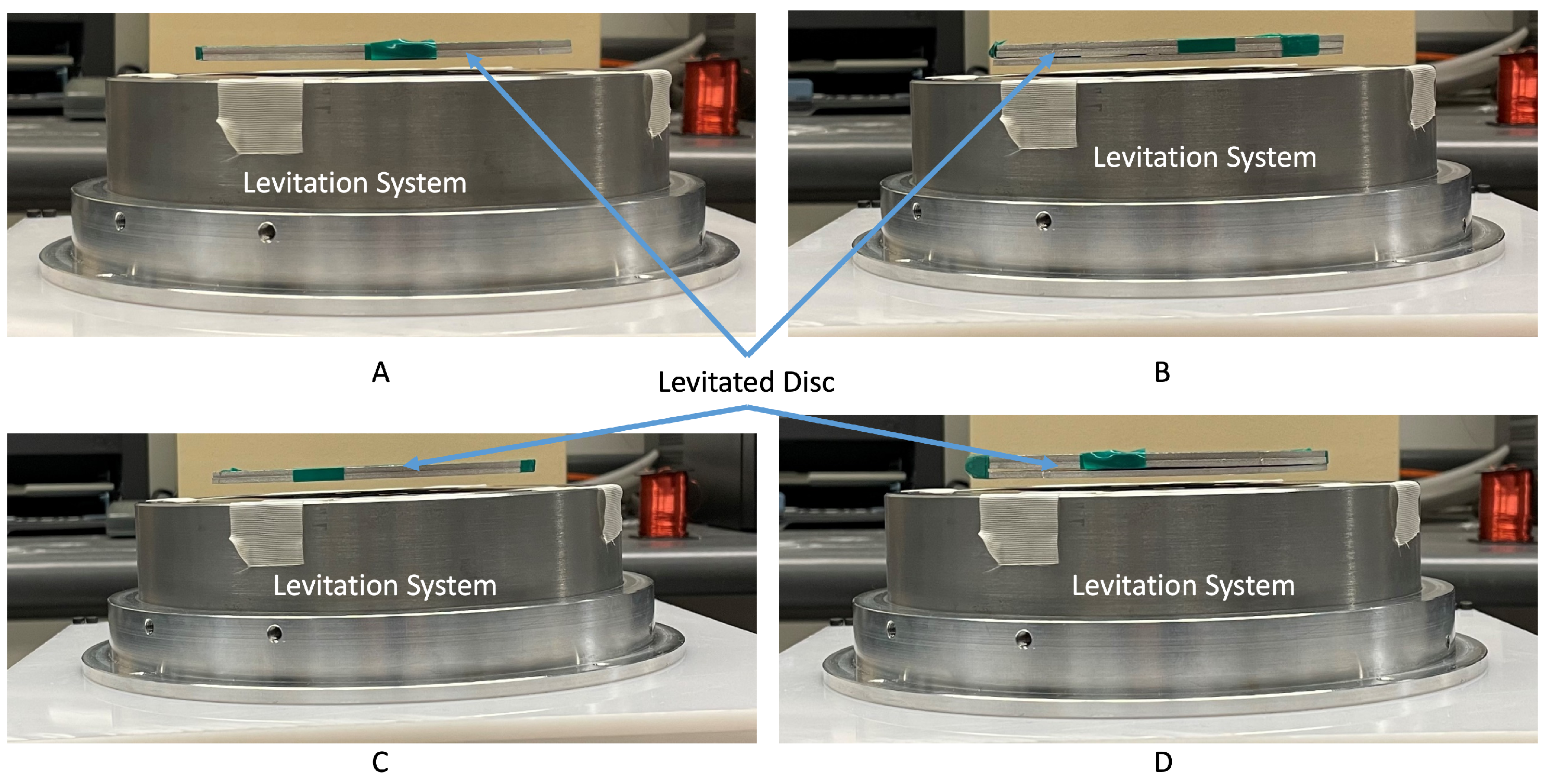
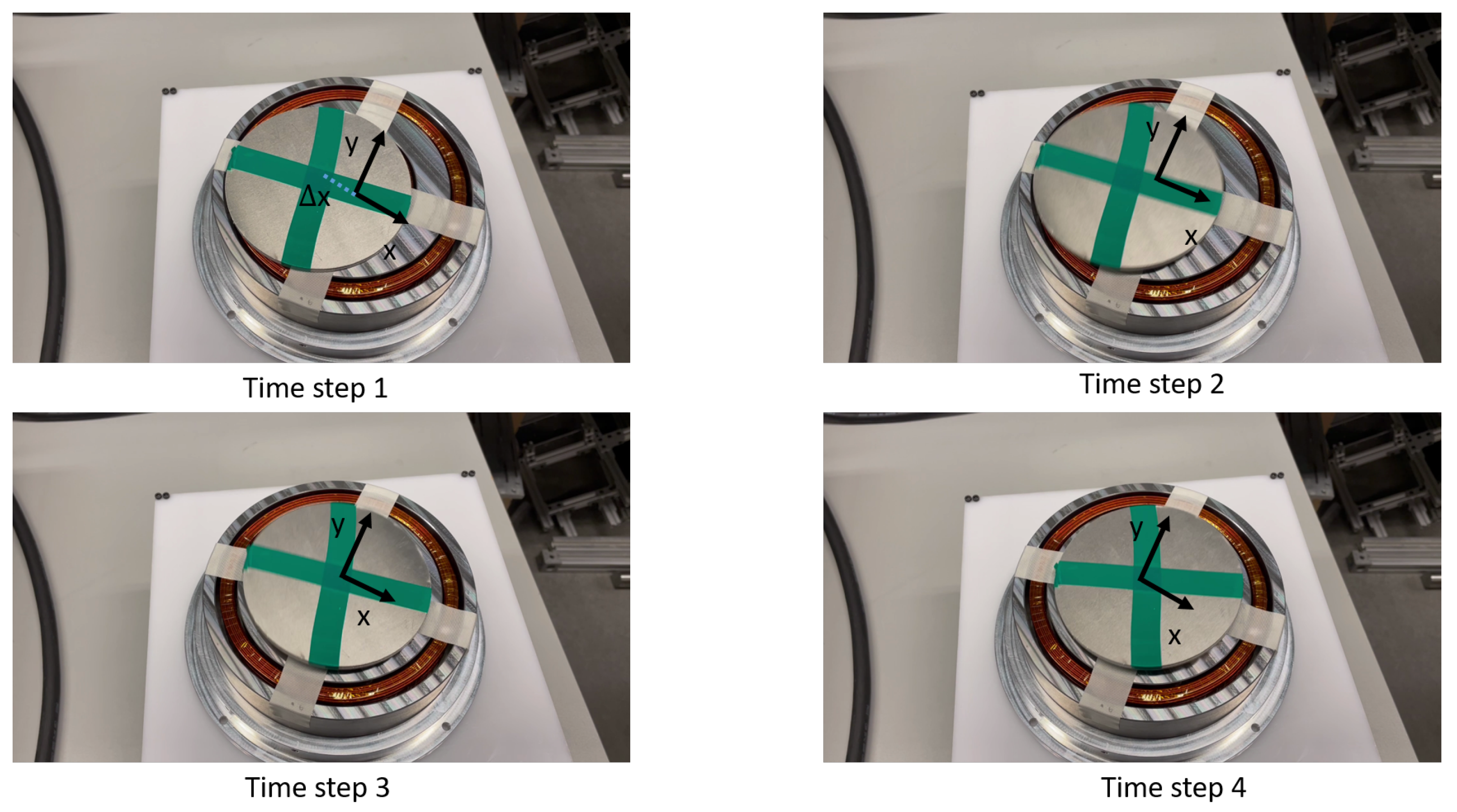
The second system developed is embedded within a solid low-carbon steel system. The optimization and design decisions with the system development have been presented. As in the case with the laminated core system, the simulation and experimental data were compared and observed to be in close agreement, within 10% of one another. The levitation experiment was also successful at multiple frequencies, offering levitation heights as high as 8 mm at 150 Hz. Again, the compatibility of the system was tested with AM operations. First, the system’s ability to cope with added payload as a function of time. The system displayed the ability to support 66.74 g of added mass with no loss in stability. Next, the stability within the lateral axis was also tested. A high initial displacement of 30 mm was provided to the disc. The system displayed the ability to bring the disc back to the equilibrium point with only the non-contact magnetic forces offered by the levitation system. The impact of powder deposition was also tested with the solid core levitation system. The system retained stability and the steady state position was reduced by 0.14 mm with the incorporation of powder deposition forces.
Next, to further improve the performance of the system to maintain stable steady state levitation to support AM applications, a one-dimensional controller was developed to adjust the input current. A conventional PID controller was developed that was able to significantly reduce the overshoot, however, the settling time and rise time of the PID controller were very high. Through the incorporation of a feedforward element to estimate the desired input to work in conjunction with the PID controller, a 51% reduction in rising time, 69% reduction in settling time, 31% reduction in overshoot, and 37% reduction in steady-state RMS error was observed. The system’s ability to support levitation height controllability and the ability to support added mass without losing any levitation height has also been highlighted. The developed controller is only implemented in the laboratory setting.
Through these analyses, two new systems which possess an improved ability to support AM operations have been developed. As outlined in our previous article [
17], the critical next step is to test the newly developed levitation systems within the AM environment. The testing of the levitation system is to be conducted within the DMD IC-106, an industrial-scale metal 3D printer. The critical considerations to ensure safe operations are:
Development of a set of process parameters to build a new geometry on the levitated disc
The levitation system is protected from the AM machine enclosure environment. This includes protection of the coils and associated electronics from the conductive dust, protection from the environment within the AM enclosure, and protection from the heat and thermal stresses offered by the laser during AM operations
No collision occurs between the levitation system and the AM machine infrastructure
No laser back reflection (LBR) occurs. This is to ensure that the laser is not damaged during the operation
Testing the compatibility of the laser sensor presented in this article and other sensors such as cameras and IR sensors within the DMDIC106 machine.
The implementation of the controller mechanism developed is also to be tested within the AM machine. Currently, a laser sensor has been used to provide the feedback input to the controller. However, the powder particles expected within the AM machine will result in significant noise with a laser sensor. This will make the laser sensor output less reliable. In addition, the laser sensor is currently placed above the levitated disc. Its current placement prevents the interaction of the material nozzle and laser and the levitated disc, therefore preventing successful deposition activities. This prevents the use of a laser sensor within the AM machine to facilitate the feedback controller.
The selection of a sensor with higher feasibility within the AM machine and the subsequent implementation within the AM machine are the pertinent next steps. The use of cameras coupled can serve as a viable alternative sensor input, as highlighted by [
32,
33].
The performance of the feedback controller can be subjected to further improvement. Using other feedback control techniques with precedence with magnetic levitation systems can result in further improvement in performance. This includes techniques such as Linear–Quadratic Regulator (LQR) [
34] and Pole Placement Controller (PPC), [
35] amongst others.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}