
A Sensorized Soft Pneumatic Actuator Fabricated with Extrusion-Based Additive Manufacturing




Abstract
1. Introduction
2. Materials and Methods
2.1. Development of Piezoresistive Sensing Material
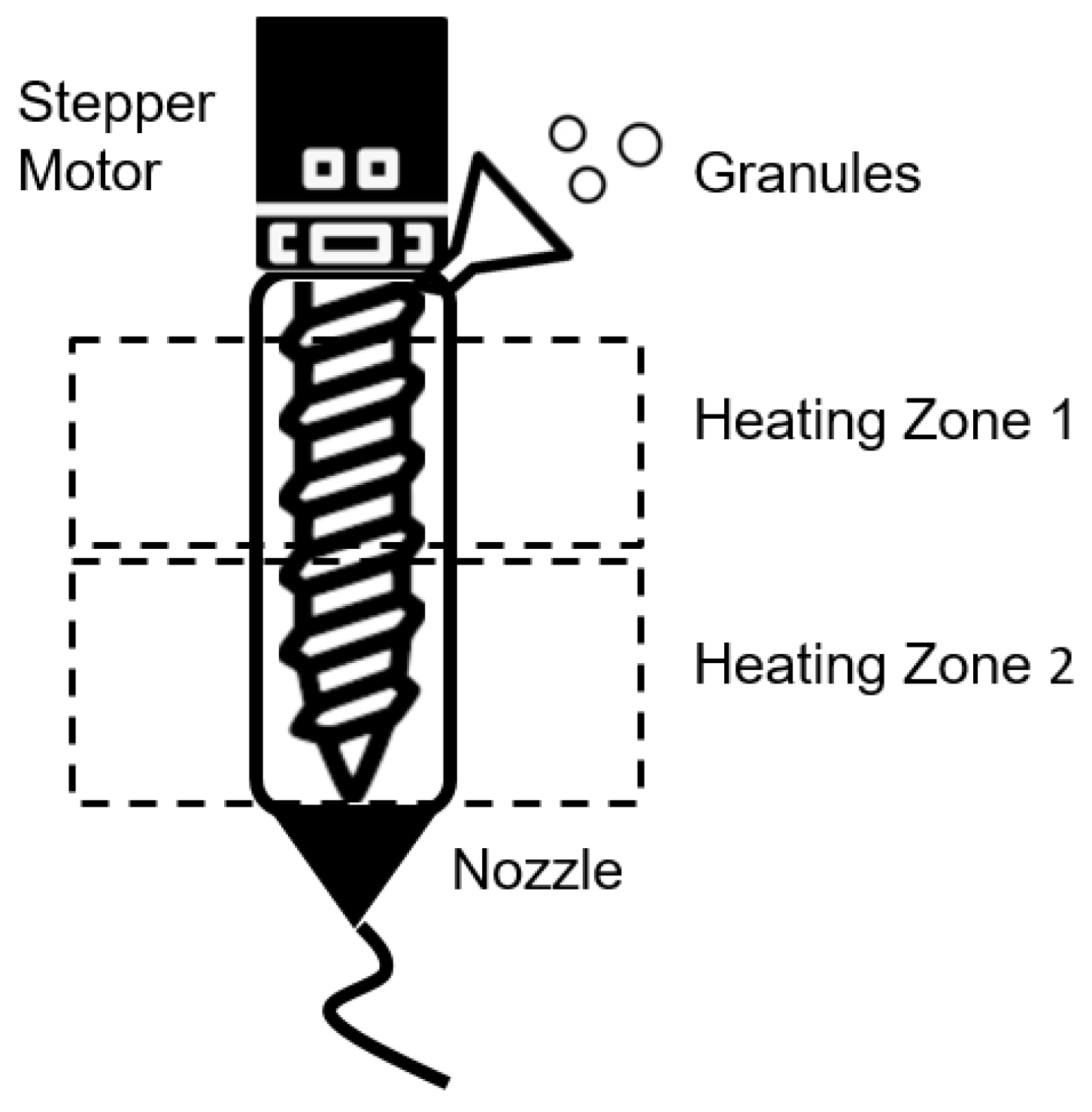
2.2. Printing of the SEBS Structures with Integrated Sensing Elements Using Pellet-Based FDM
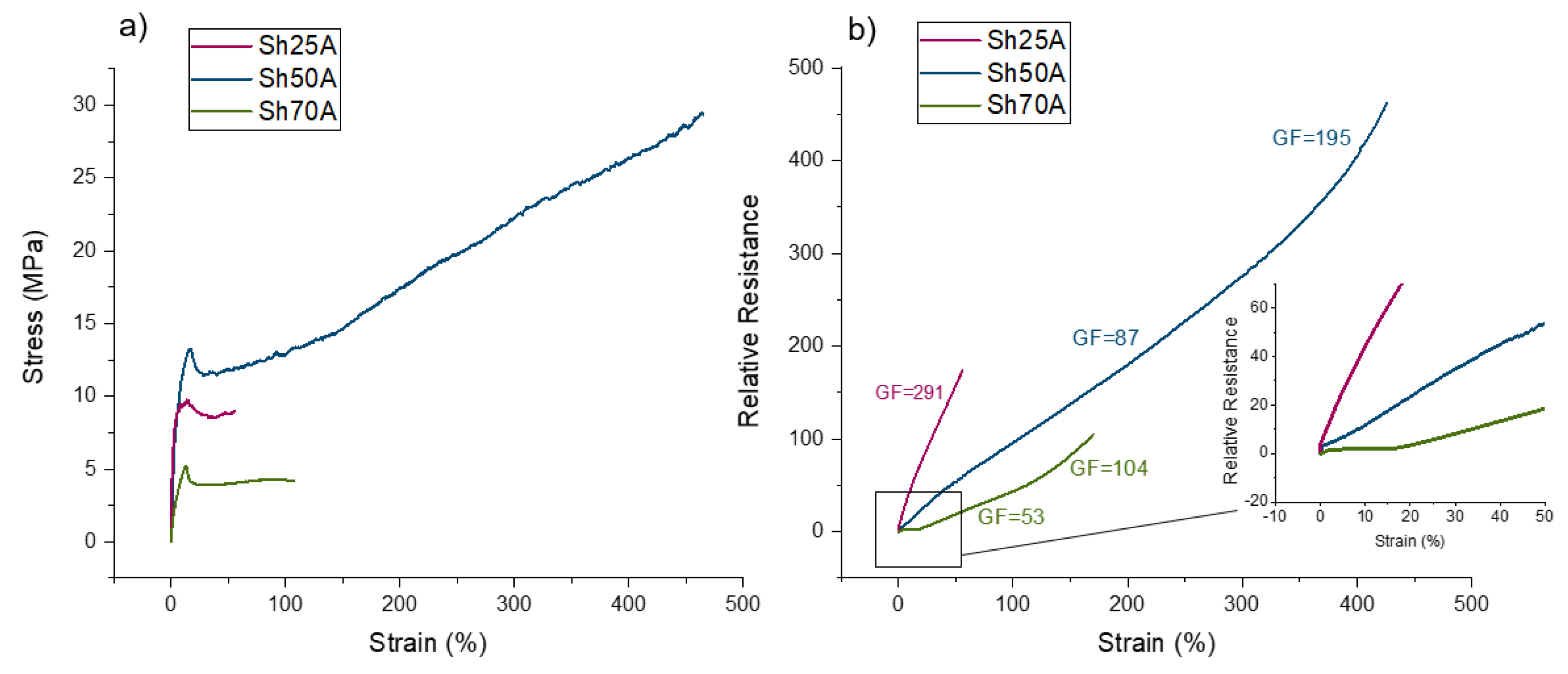
2.3. Tensile Testing
3. Results and Discussion
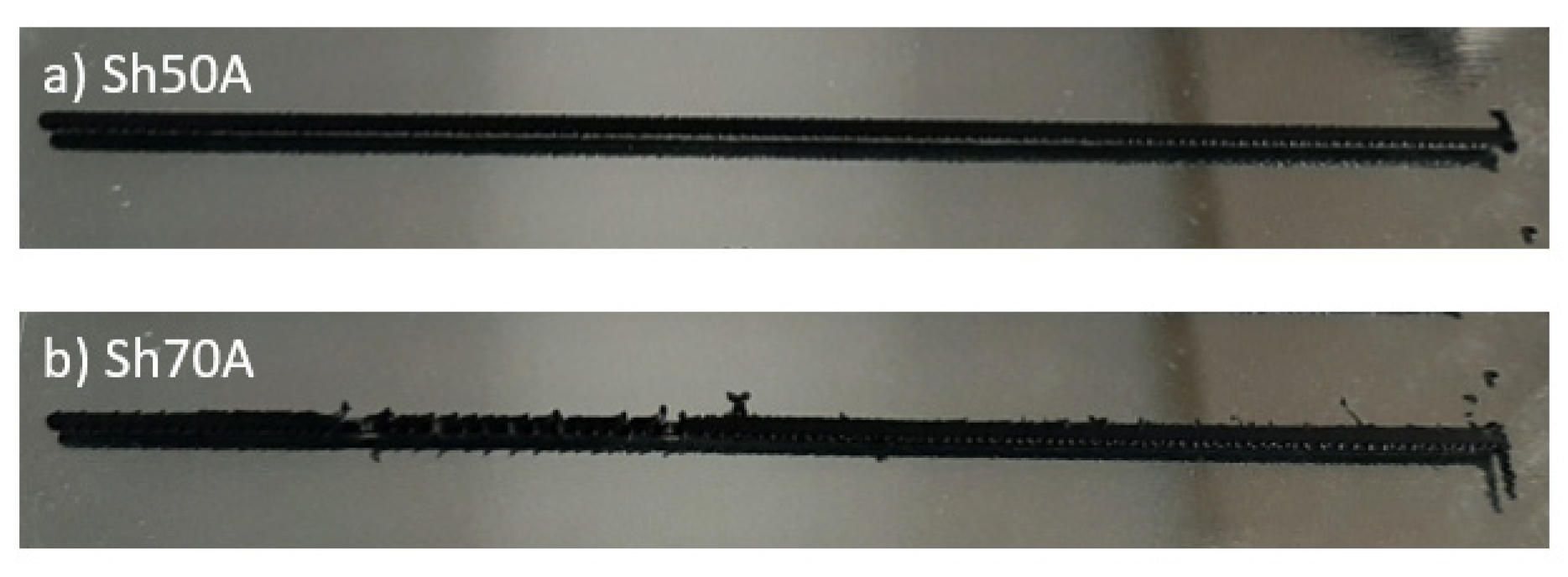
3.1. FDM-Printed Sensing Fibers
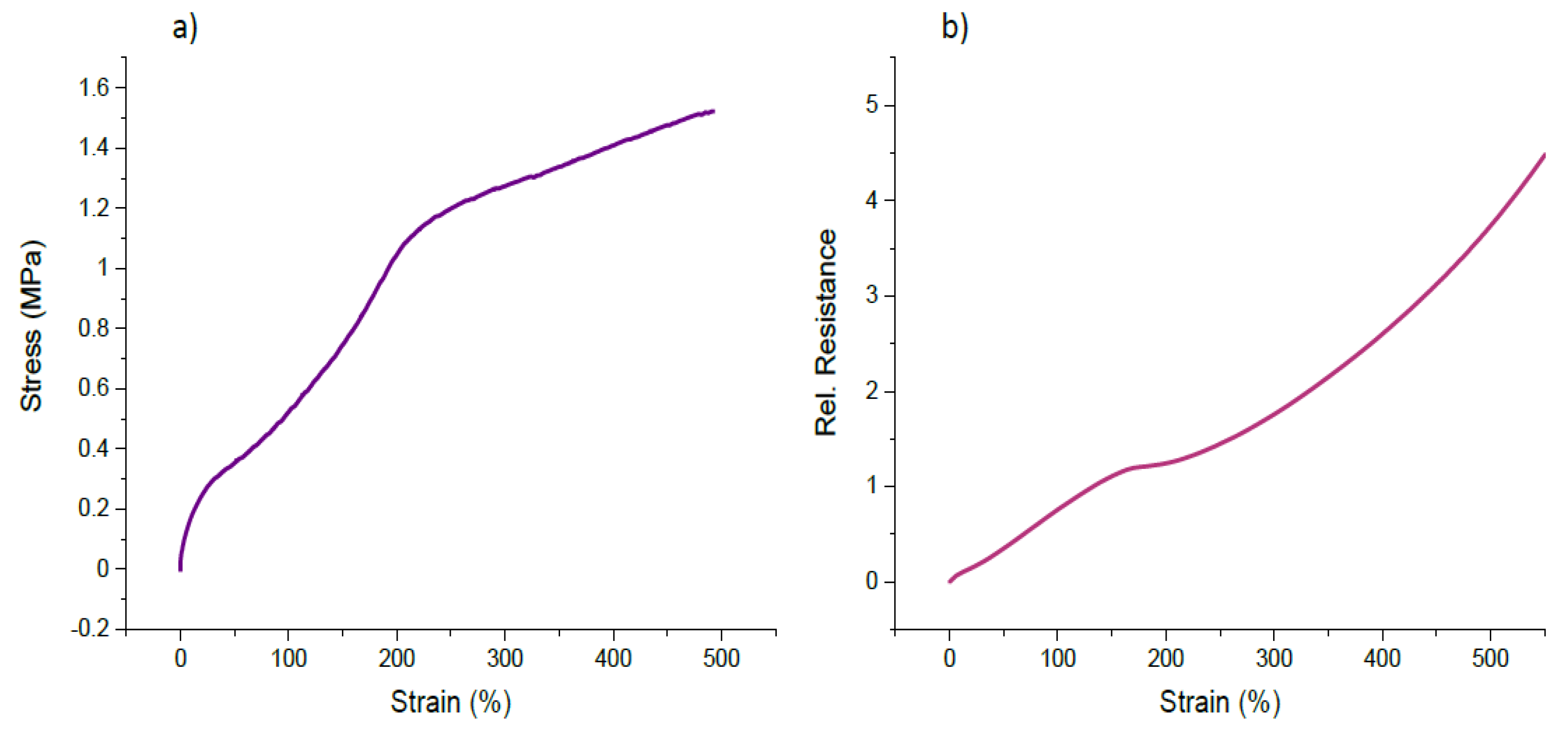
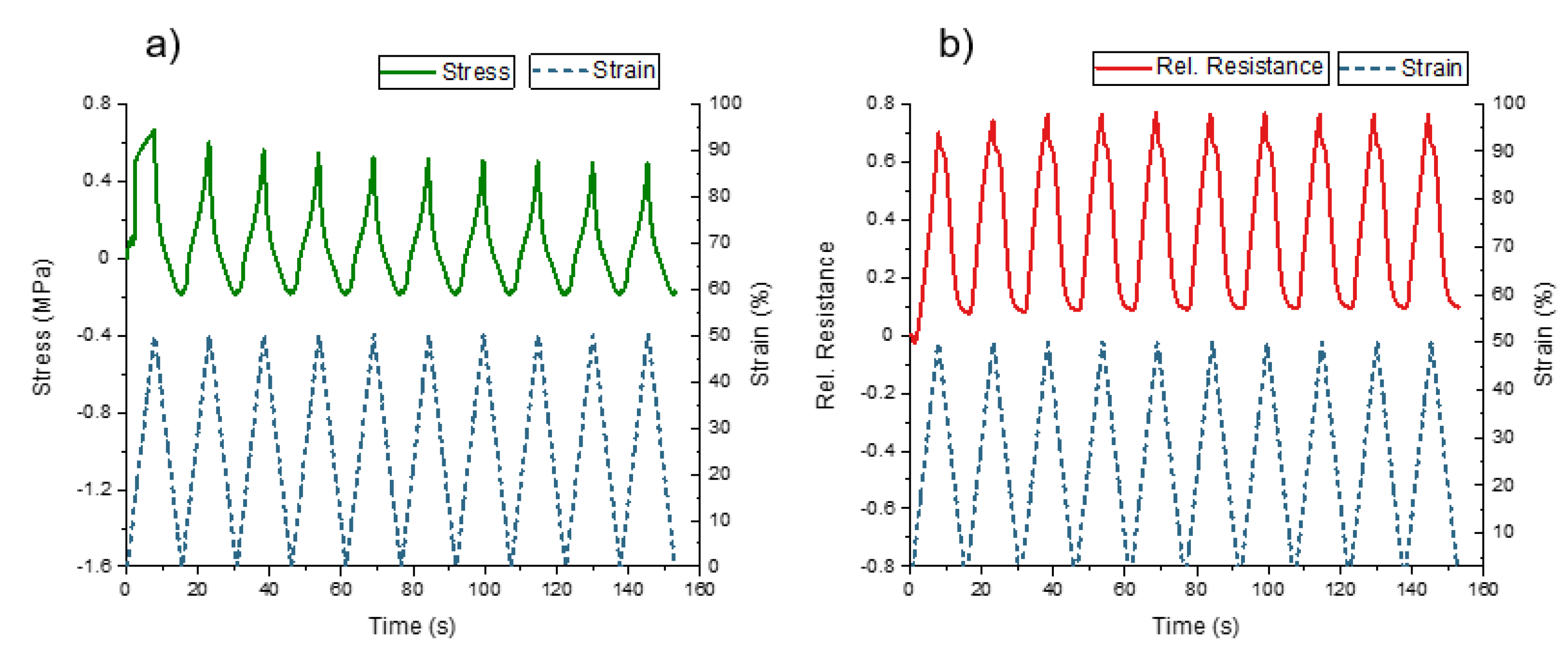
3.2. FDM-Printed Strip with Sh18A SEBS and Integrated Strain Sensing Element
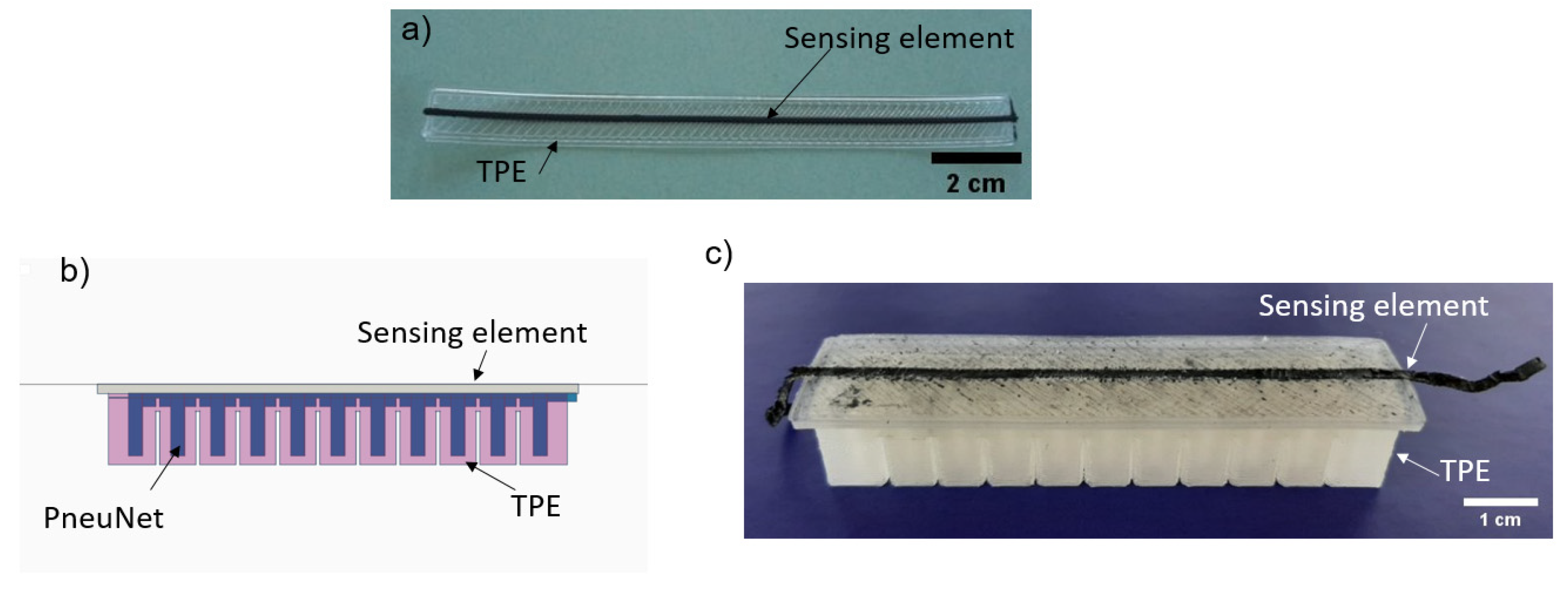
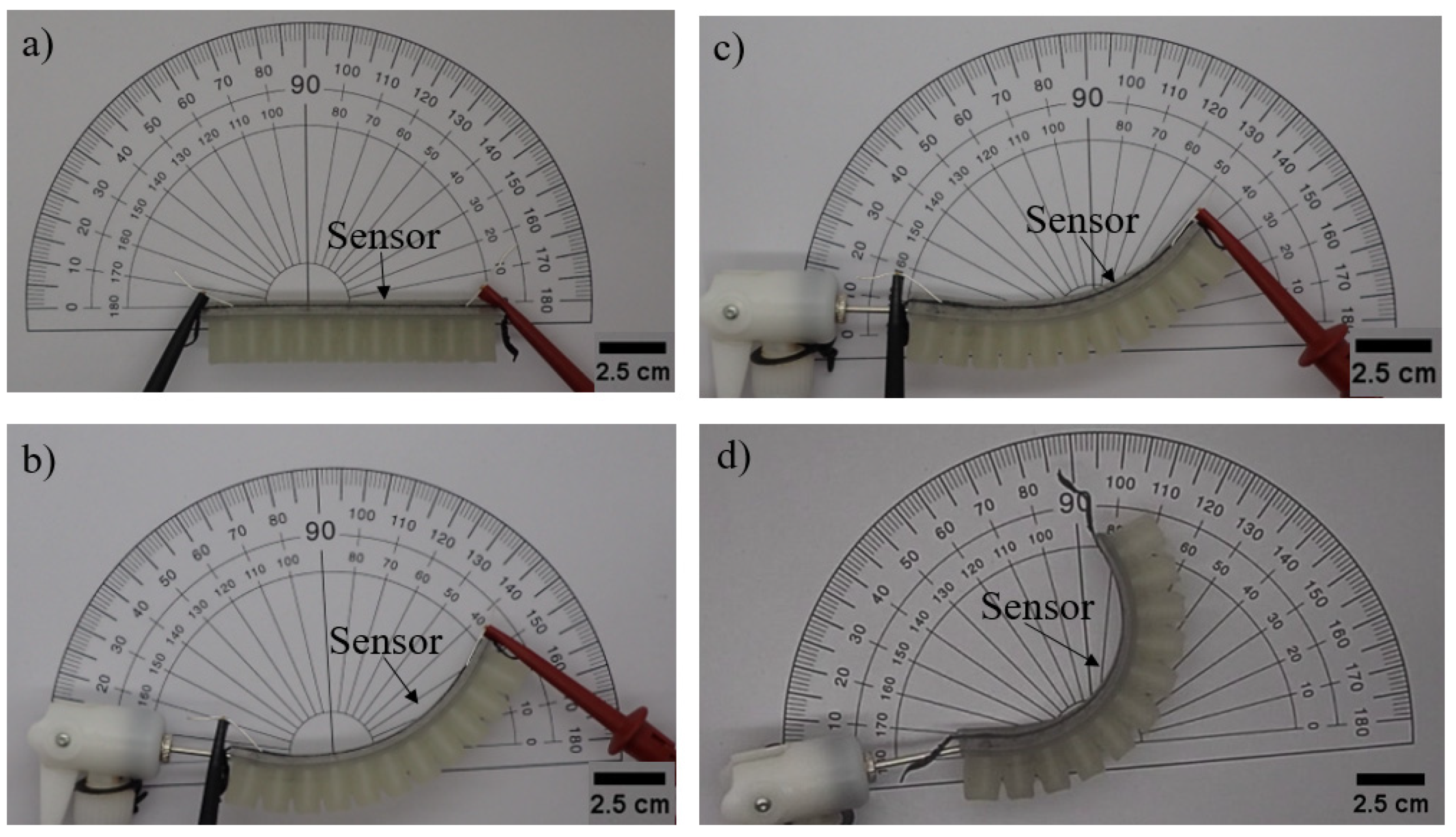
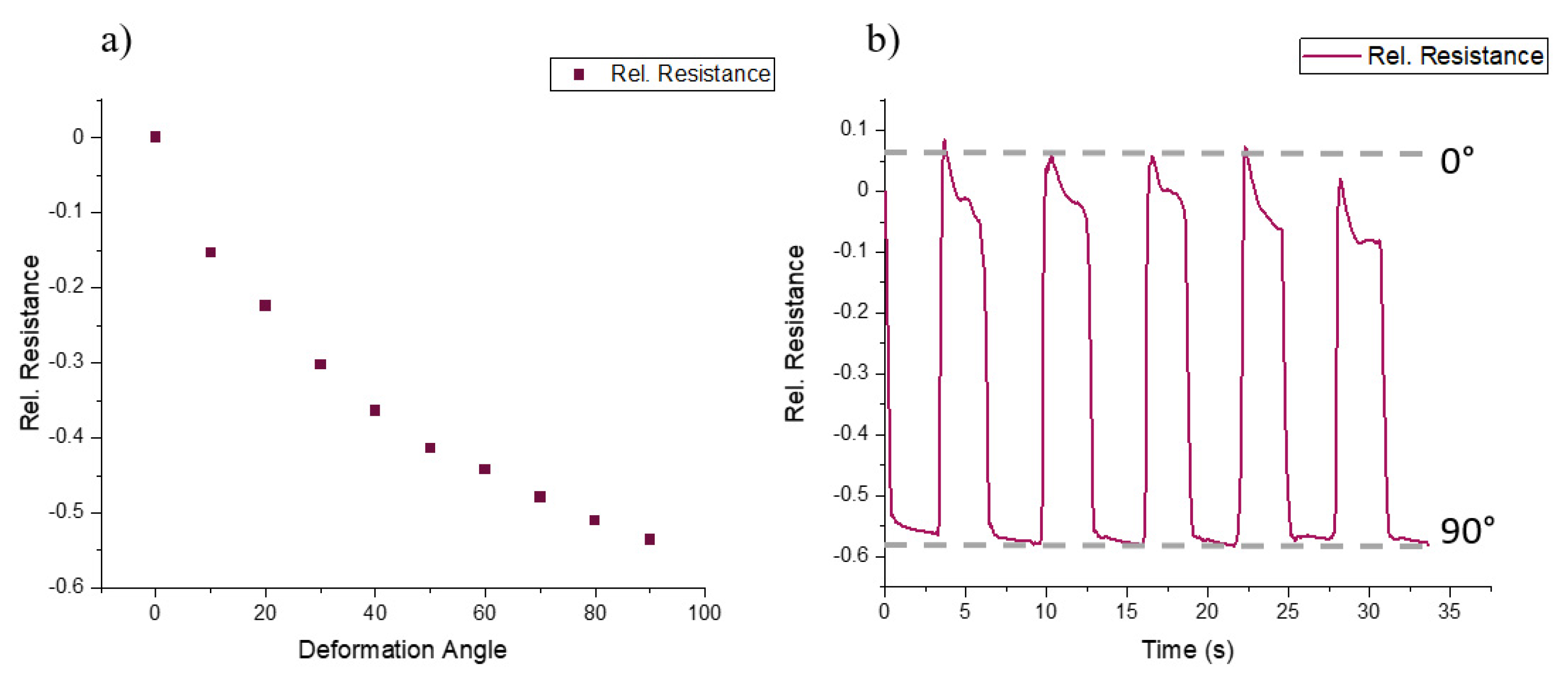
3.3. FDM-Printed Pneumatic Bending Actuators with Integrated Sensing Element
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- Gu, G.; Wang, D.; Ge, L.; Zhu, X. Analytical Modeling and Design of Generalized Pneu-Net Soft Actuators with Three-Dimensional Deformations. Soft Robot. 2020. [Google Scholar] [CrossRef]
- Polygerinos, P.; Lyne, S.; Wang, Z.; Nicolini, L.F.; Mosadegh, B.; Whitesides, G.M.; Walsh, C.J. Towards a Soft Pneumatic Glove for Hand Rehabilitation. In Proceedings of the 2013 IEEE/RSJ International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 1512–1517. [Google Scholar]
- Mosadegh, B.; Polygerinos, P.; Keplinger, C.; Wennstedt, S.; Shepherd, R.F.; Gupta, U.; Shim, J.; Bertoldi, K.; Walsh, C.J.; Whitesides, G.M. Pneumatic Networks for Soft Robotics That Actuate Rapidly. Adv. Funct. Mater. 2014, 24, 2163–2170. [Google Scholar] [CrossRef]
- Gorissen, B.; Reynaerts, D.; Konishi, S.; Yoshida, K.; Kim, J.-W.; Volder, M.D. Elastic Inflatable Actuators for Soft Robotic Applications. Adv. Mater. 2017, 29, 1604977. [Google Scholar] [CrossRef]
- Wakimoto, S.; Suzumori, K.; Ogura, K. Miniature Pneumatic Curling Rubber Actuator Generating Bidirectional Motion with One Air-Supply Tube. Adv. Robot. 2011, 25, 1311–1330. [Google Scholar] [CrossRef]
- Rehman, T.; Nafea, M.; Faudzi, A.A.; Saleh, T.; Ali, M.S.M. PDMS-Based Dual-Channel Pneumatic Micro-Actuator. Smart Mater. Struct. 2019, 28, 115044. [Google Scholar] [CrossRef]
- Greer, A.H.; King, E.; Lee, E.H.; Sardesai, A.N.; Chen, Y.; Obuz, S.E.; Graf, Y.; Ma, T.; Chow, D.Y.; Fu, T.; et al. Soluble Polymer Pneumatic Networks and a Single-Pour System for Improved Accessibility and Durability of Soft Robotic Actuators. Soft Robot. 2020. [Google Scholar] [CrossRef]
- Terryn, S.; Roels, E.; Brancart, J.; Van Assche, G.; Vanderborght, B. Self-Healing and High Interfacial Strength in Multi-Material Soft Pneumatic Robots via Reversible Diels–Alder Bonds. Actuators 2020, 9, 34. [Google Scholar] [CrossRef]
- Ang, B.W.K.; Yeow, R.C.H. A Novel Fold-Based Design Approach toward Printable Soft Robotics Using Flexible 3D Printing Materials. Adv. Mater. Technol. 2018, 3, 1700172. [Google Scholar] [CrossRef]
- Marechal, L.; Balland, P.; Lindenroth, L.; Petrou, F.; Kontovounisios, C.; Bello, F. Toward a Common Framework and Database of Materials for Soft Robotics. Soft Robot. 2020. [Google Scholar] [CrossRef]
- Coyle, S.; Majidi, C.; LeDuc, P.; Hsia, K.J. Bio-Inspired Soft Robotics: Material Selection, Actuation, and Design. Extrem. Mech. Lett. 2018, 22, 51–59. [Google Scholar] [CrossRef]
- Stano, G.; Percoco, G. Additive Manufacturing Aimed to Soft Robots Fabrication: A Review. Extrem. Mech. Lett. 2021, 42, 101079. [Google Scholar] [CrossRef]
- Schaffner, M.; Faber, J.A.; Pianegonda, L.; Ruhs, P.A.; Coulter, F.; Studart, A.R. 3D Printing of Robotic Soft Actuators with Programmable Bioinspired Architectures. Nat. Commun. 2018, 9, 878. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Vanderborght, B.; Clemens, F. Multi-Material 3D Printing of Thermoplastic Elastomers for Development of Soft Robotic Structures with Integrated Sensor Elements. In Proceedings of the International Conference on Additive Manufacturing in Products and Applications, Zurich, Switzerland, 1–3 September 2020; pp. 67–81. [Google Scholar]
- Skylar-Scott, M.A.; Mueller, J.; Visser, C.W.; Lewis, J.A. Voxelated Soft Matter via Multimaterial Multinozzle 3D Printing. Nature 2019, 575, 330–335. [Google Scholar] [CrossRef] [PubMed]
- Walker, S.; Yirmibeşoğlu, O.D.; Daalkhaijav, U.; Mengüç, Y. 14—Additive manufacturing of soft robots. In Robotic Systems and Autonomous Platforms; Walsh, S.M., Strano, M.S., Eds.; Woodhead Publishing in Materials; Woodhead Publishing: Cambridge, UK, 2019; pp. 335–359. ISBN 978-0-08-102260-3. [Google Scholar]
- Yirmibesoglu, O.D.; Morrow, J.; Walker, S.; Gosrich, W.; Cañizares, R.; Kim, H.; Daalkhaijav, U.; Fleming, C.; Branyan, C.; Menguc, Y. Direct 3D Printing of Silicone Elastomer Soft Robots and Their Performance Comparison with Molded Counterparts. In Proceedings of the 2018 IEEE International Conference on Soft Robotics (RoboSoft), Livorno, Italy, 24–28 April 2018; pp. 295–302. [Google Scholar]
- Valentine, A.D.; Busbee, T.A.; Boley, J.W.; Raney, J.R.; Chortos, A.; Kotikian, A.; Berrigan, J.D.; Durstock, M.F.; Lewis, J.A. Hybrid 3D Printing of Soft Electronics. Adv. Mater. 2017, 29, 1703817. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Chen, Q.; Jiang, H.; Zou, B.; Li, L.; Liu, J.; Yu, H. A Survey of Design Methods for Material Extrusion Polymer 3D Printing. Virtual Phys. Prototyp. 2020, 15, 148–162. [Google Scholar] [CrossRef]
- Chen, J.-M.; Tseng, Y.-Y.; Lee, D.; Lin, Y.-T.; Lin, S.-H.; Lee, T.-Y.; Liu, S.-J.; Ito, H. A Robust Experimental Model to Explore the Three-Dimensional Printing of Polylactide Parts: Solution versus Melt Extrusion. Appl. Sci. 2020, 10, 509. [Google Scholar] [CrossRef]
- Tan, D.K.; Maniruzzaman, M.; Nokhodchi, A. Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled with Fused Deposition Modelling (FDM) 3D Printing for Personalised Drug Delivery. Pharmaceutics 2018, 10, 203. [Google Scholar] [CrossRef] [PubMed]
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused Deposition Modeling-Based Additive Manufacturing (3D Printing): Techniques for Polymer Material Systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Salentijn, G.I.J.; Oomen, P.E.; Grajewski, M.; Verpoorte, E. Fused Deposition Modeling 3D Printing for (Bio)Analytical Device Fabrication: Procedures, Materials, and Applications. Anal. Chem. 2017, 89, 7053–7061. [Google Scholar] [CrossRef]
- Yap, H.K.; Ng, H.Y.; Yeow, C.-H. High-Force Soft Printable Pneumatics for Soft Robotic Applications. Soft Robot. 2016, 3, 144–158. [Google Scholar] [CrossRef]
- Rosalia, L.; Ang, B.W.-K.; Yeow, R.C.-H. Geometry-Based Customization of Bending Modalities for 3D-Printed Soft Pneumatic Actuators. IEEE Robot. Autom. Lett. 2018, 3, 3489–3496. [Google Scholar] [CrossRef]
- Irawan, W.; Ritonga, A.S.; Prastowo, A. Design and Fabrication in the Loop of Soft Pneumatic Actuators Using Fused Deposition Modelling. Sens. Actuators A Phys. 2019, 298, 111556. [Google Scholar] [CrossRef]
- Hohimer, C.J.; Petrossian, G.; Ameli, A.; Mo, C.; Pötschke, P. 3D Printed Conductive Thermoplastic Polyurethane/Carbon Nanotube Composites for Capacitive and Piezoresistive Sensing in Soft Pneumatic Actuators. Addit. Manuf. 2020, 34, 101281. [Google Scholar] [CrossRef]
- Clemens, F.; Koll, B.; Graule, T.; Watras, T.; Binkowski, M.; Mattmann, C.; Silveira, I. Development of Piezoresistive Fiber Sensors, Based on Carbon Black Filled Thermoplastic Elastomer Compounds, for Textile Application. Smart Interact. Text. 2013, 80, 7–13. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Michel, S.; Vanderborght, B.; Clemens, F. Piezoresistive Sensor Fiber Composites Based on Silicone Elastomers for the Monitoring of the Position of a Robot Arm. Sens. Actuators A Phys. 2020, 318, 112433. [Google Scholar] [CrossRef]
- PneuNets Bending Actuators. Available online: https://softroboticstoolkit.com/book/pneunets-bending-actuator (accessed on 15 September 2020).
- Georgopoulou, A.; Clemens, F. Piezoresistive Elastomer-Based Composite Strain Sensors and Their Applications. ACS Appl. Electron. Mater. 2020, 2, 1826–1842. [Google Scholar] [CrossRef]
- Tchoudakov, R.; Breuer, O.; Narkis, M.; Siegmann, A. Conductive Polymer Blends with Low Carbon Black Loading: High Impact Polystyrene/Thermoplastic Elastomer (Styrene-Isoprene-Styrene). Polym. Eng. Sci. 1997, 37, 1928–1935. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Bhowmick, A.K. HIGH-TEMPERATURE THERMOPLASTIC ELASTOMERS FROM RUBBER–PLASTIC BLENDS: A STATE-OF-THE-ART REVIEW. Rubber Chem. Technol. 2017, 90, 1–36. [Google Scholar] [CrossRef]
- Georgopoulou, A.; Kummerlöwe, C.; Clemens, F. Effect of the Elastomer Matrix on Thermoplastic Elastomer-Based Strain Sensor Fiber Composites. Sensors 2020, 20, 2399. [Google Scholar] [CrossRef] [PubMed]
- Christ, J.F.; Aliheidari, N.; Ameli, A.; Pötschke, P. 3D Printed Highly Elastic Strain Sensors of Multiwalled Carbon Nanotube/Thermoplastic Polyurethane Nanocomposites. Mater. Des. 2017, 131, 394–401. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Heating Zone 1 Temperature | 200 °C |
| Heating Zone 2 Temperature | 230 °C |
| Bed Temperature | 45 °C |
| Printing Speed | 30 mm/s |
| Extrusion Multiplier | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Georgopoulou, A.; Egloff, L.; Vanderborght, B.; Clemens, F. A Sensorized Soft Pneumatic Actuator Fabricated with Extrusion-Based Additive Manufacturing. Actuators 2021, 10, 102. https://doi.org/10.3390/act10050102
Georgopoulou A, Egloff L, Vanderborght B, Clemens F. A Sensorized Soft Pneumatic Actuator Fabricated with Extrusion-Based Additive Manufacturing. Actuators. 2021; 10(5):102. https://doi.org/10.3390/act10050102
Chicago/Turabian StyleGeorgopoulou, Antonia, Lukas Egloff, Bram Vanderborght, and Frank Clemens. 2021. "A Sensorized Soft Pneumatic Actuator Fabricated with Extrusion-Based Additive Manufacturing" Actuators 10, no. 5: 102. https://doi.org/10.3390/act10050102
APA StyleGeorgopoulou, A., Egloff, L., Vanderborght, B., & Clemens, F. (2021). A Sensorized Soft Pneumatic Actuator Fabricated with Extrusion-Based Additive Manufacturing. Actuators, 10(5), 102. https://doi.org/10.3390/act10050102