Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
1.1. Historical Parallels
1.2. Contemporary Situation and Context
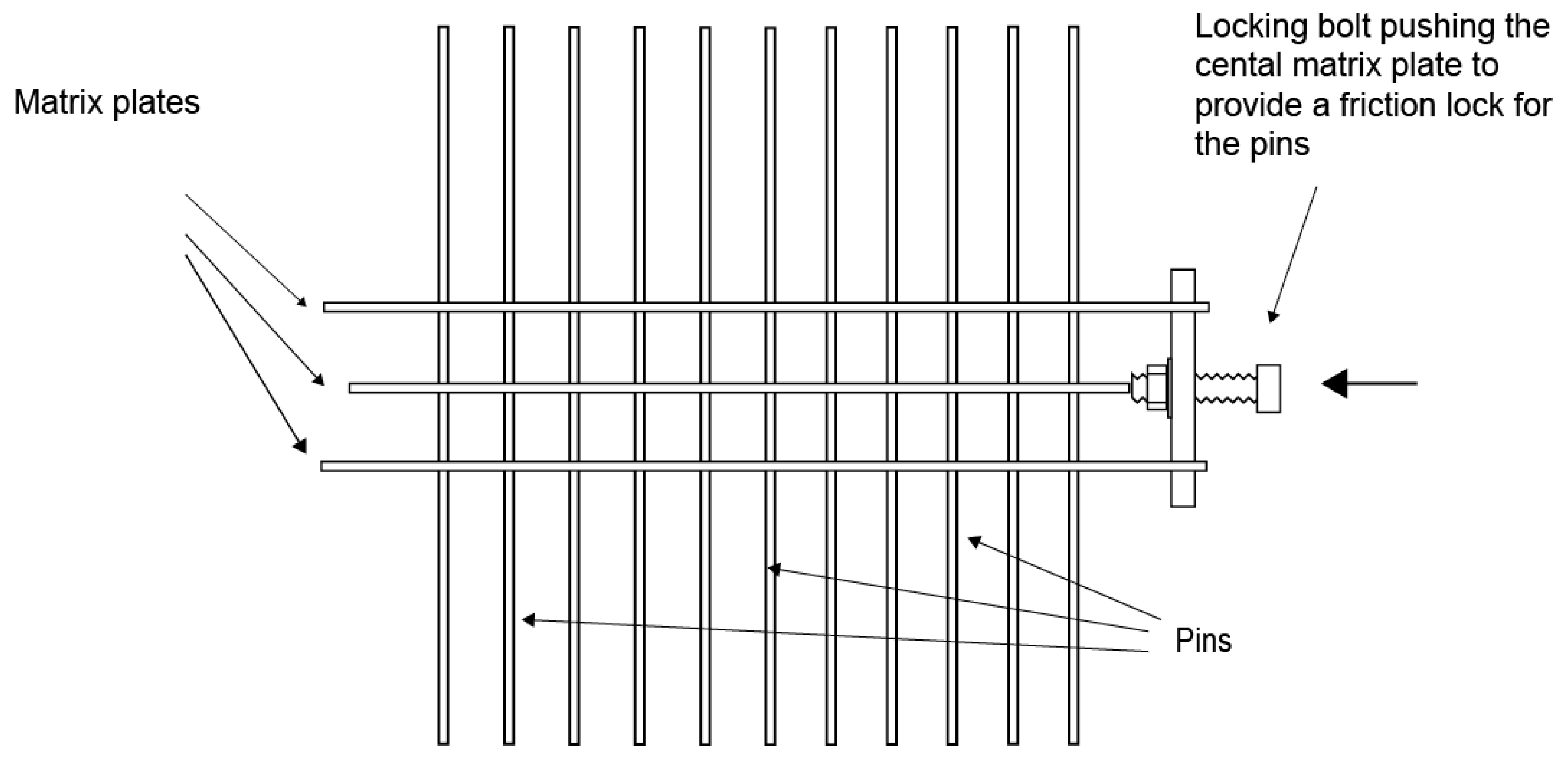
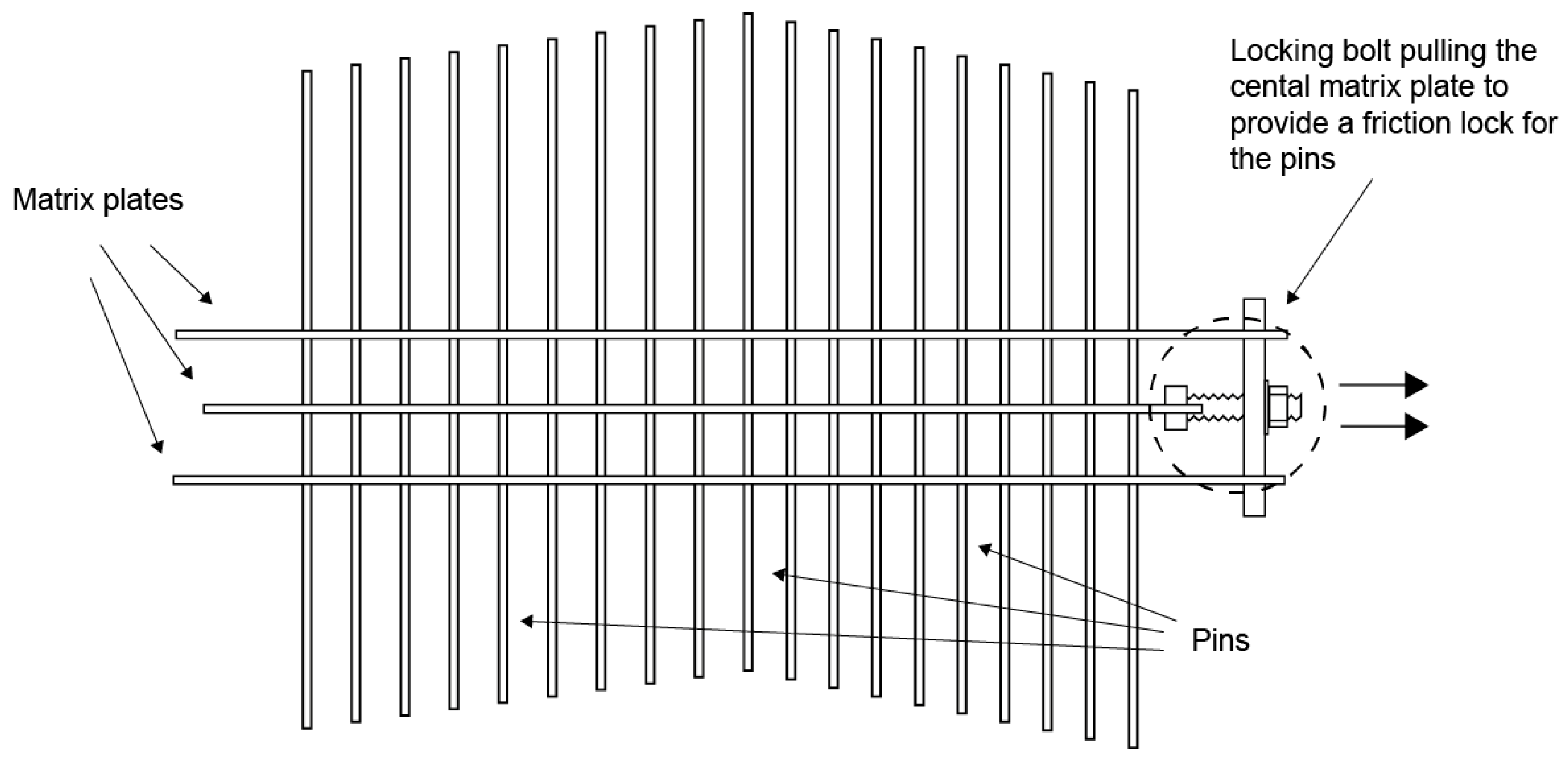
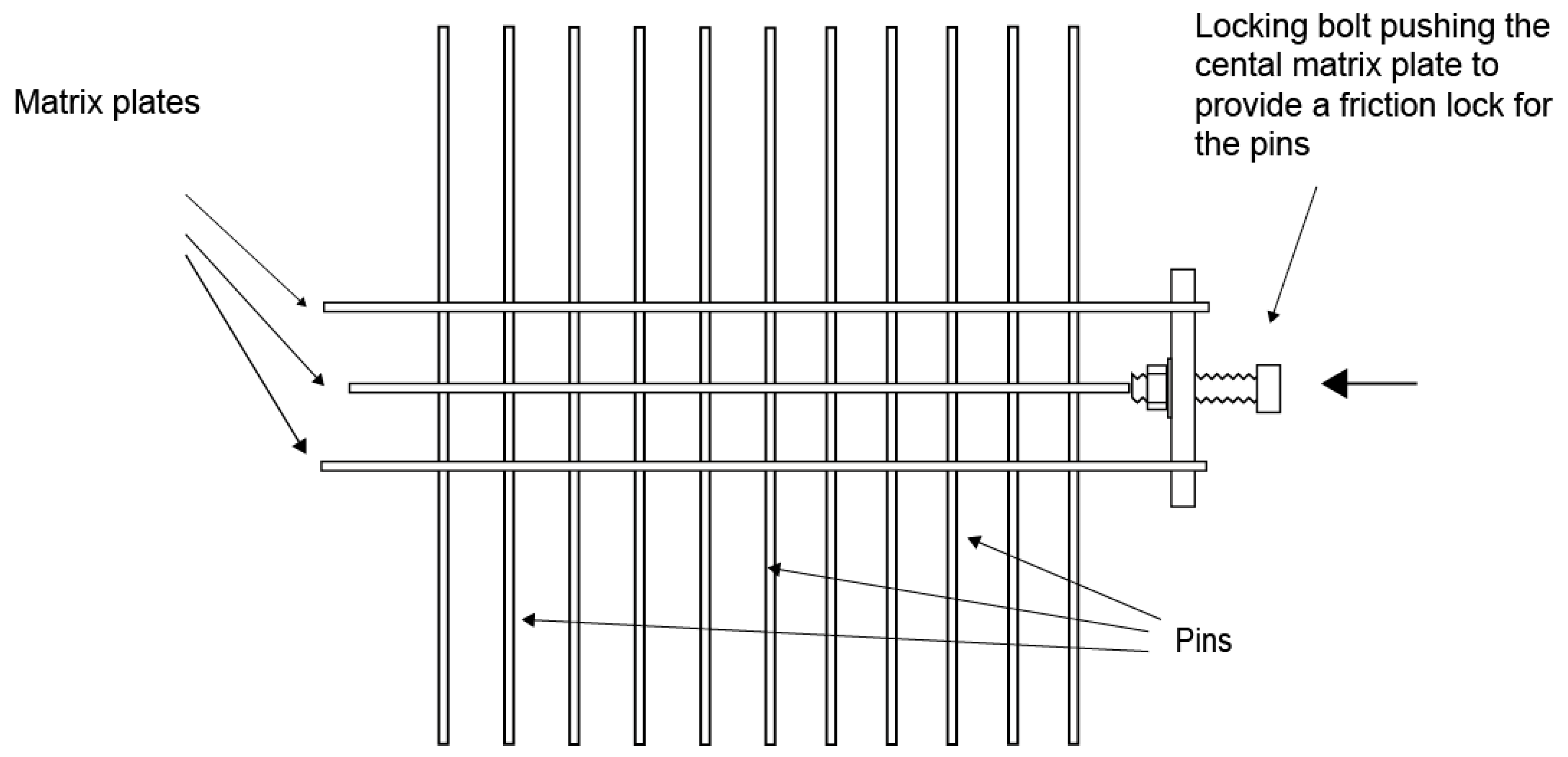
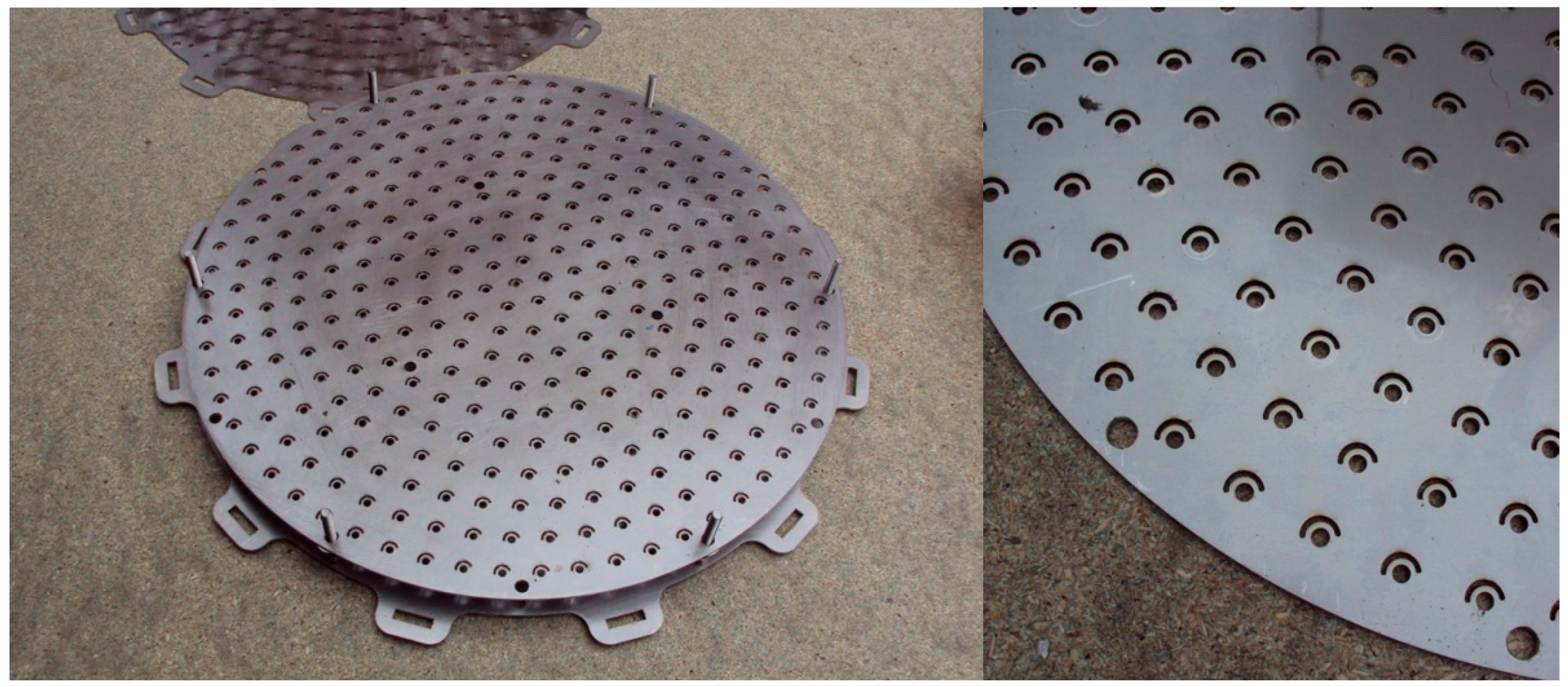
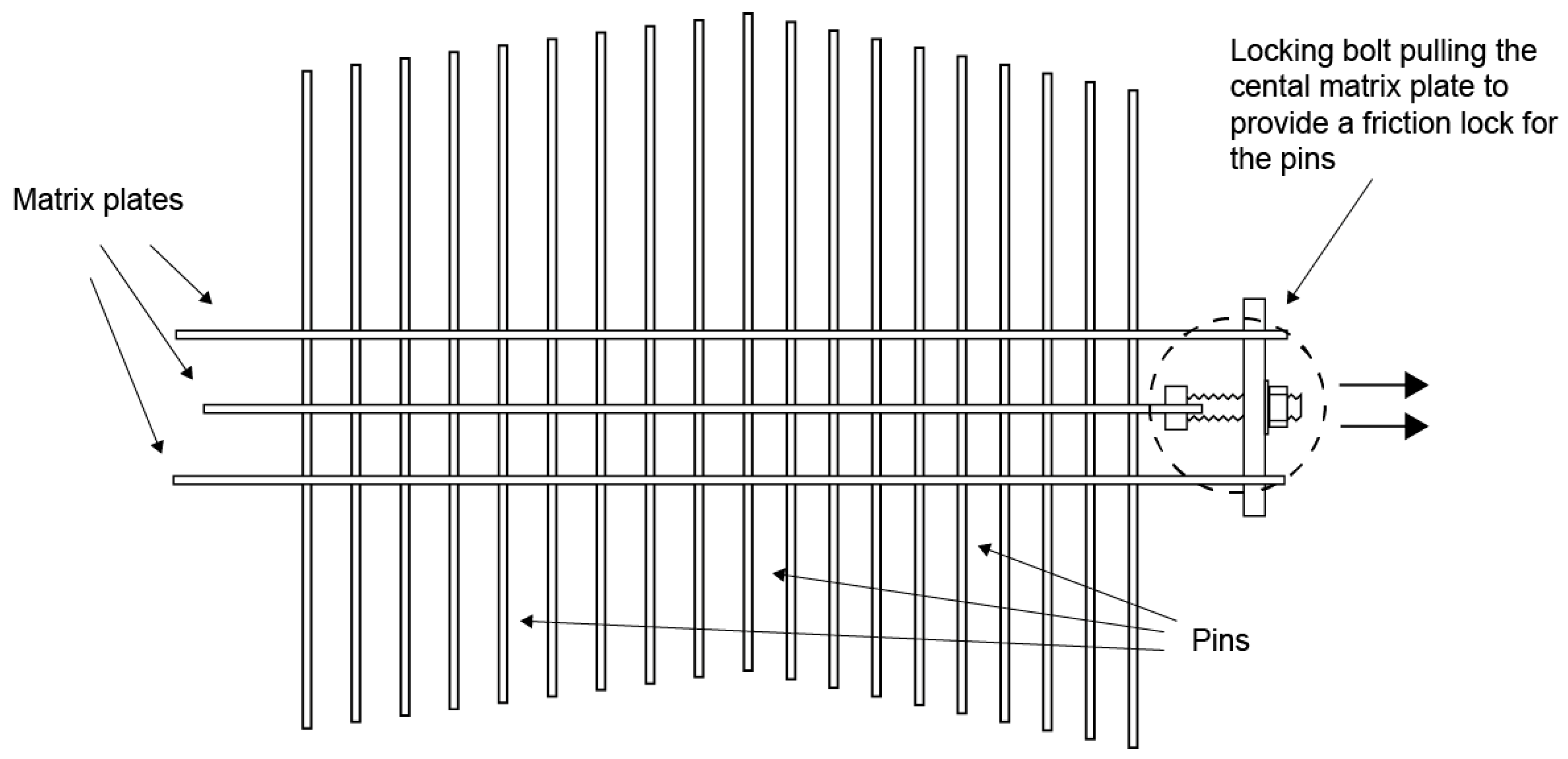
1.3. Technical Context: Reconfigurable Pin Tooling
2. Materials and Methods
2.1. Prepratary Exploration of the RPT Concept
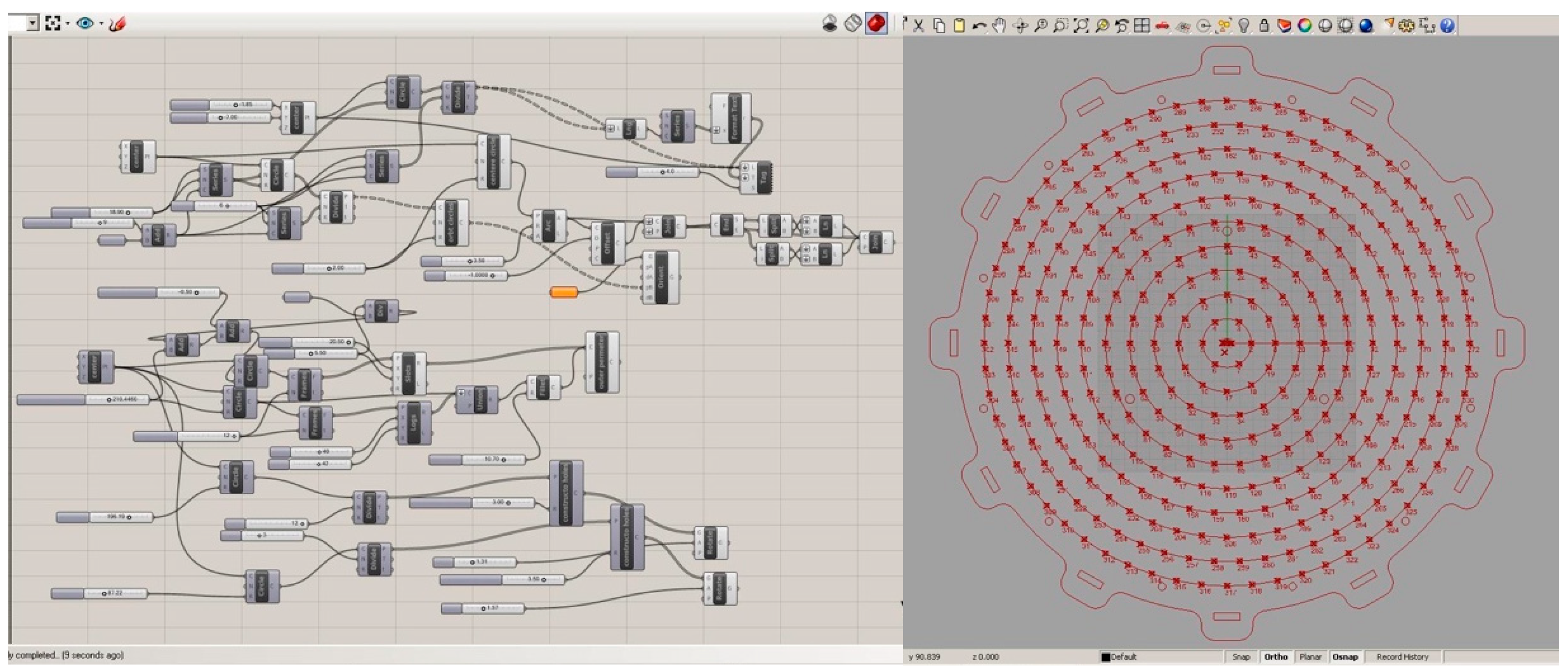
2.2. Development of the Round Glass RPT System
3. Results
Creative Explorations with the Tooling Systems
4. Discussion
4.1. Innovation Environment
4.2. Innovation Enabling Software Tools
4.3. Supporting Toolmaking
4.4. The Importance of Material Knowledge
Funding
Conflicts of Interest
References
- van Abel, Bas, Lucas Evers, Roel Klaassen, and Peter Troxler. 2011. Open Design Now: Why Design Cannot Remain Exclusive. Amsterdam: BIS Publishers. [Google Scholar]
- Amin, A. 1994. Post-Fordism: A Reader. Oxford: Wiley-Blackwell. [Google Scholar]
- Bowyer, Adrian. 2011. RepRapGPLLicence—RepRapWiki. Available online: http://reprap.org/wiki/RepRapGPLLicence (accessed on 26 July 2011).
- Cochrane, John. 1863. Improvement in Presses for Bending Metallic Plates. U.S. Patent 39,886, September. [Google Scholar]
- Cringely, Robert, X. 1996. Accidental Empires: How the Boys of Silicon Valley Make Their Millions, Battle Foreign Competition and Still Can’t Get a Date. 2nd Revised edition. London: Penguin Books Ltd. [Google Scholar]
- Cummings, Keith. 2001. Techniques of Kiln-Formed Glass. London: A & C Black. [Google Scholar]
- FabLab Io. 2018. Welcome|FabLabs. Available online: https://www.fablabs.io/ (accessed on 24 November 2018).
- Fleming, Ward. 1985. Pin Screen. Patent number: 4,536,980, August. [Google Scholar]
- Freeman, Christopher, and Francisco Louçã. 2002. As Time Goes by: From the Industrial Revolutions to the Information Revolution. Oxford: Oxford University Press. [Google Scholar]
- Freeman, Christopher, and Luc Soete. 1997. The Economics of Industrial Innovation. London: Routledge. [Google Scholar]
- Gershenfeld, Niel. 2005. Fab: The Coming Revolution on Your Desktop—From Personal Computers to Personal Fabrication. New York: Basic Books. [Google Scholar]
- Jones, Rhys, Patrick Haufe, Edward Sells, Pejman Iravani, Vik Olliver, Chirs Palmer, and Adrian Bowyer. 2011. RepRap—The Replicating Rapid Prototyper. Robotica 29: 177–91. [Google Scholar] [CrossRef]
- Jorgensen, Tavs. 2010a. The Digital Multi Tool. Brussel: International Committee of Design and Design Studies (ICDHS). [Google Scholar]
- Jorgensen, Tavs. 2010b. Universal Tooling for Kiln Forming Sheet Glass. Wolverhampton: University of Wolverhampton. [Google Scholar]
- Kumar, Krishan. 1995. From Post-Industrial to Post-Modern Society: New Theories of the Contemporary World. Hoboken: Blackwell Publishing. [Google Scholar]
- Leadbeater, Charles, and Paul Miller. 2004. The Pro-Am Revolution. London: Demos. [Google Scholar]
- McLuhan, Marshall, and Quentin Fiore. 1967. The Medium is the Massage: An Inventory of Effects. London: Penguin Classics. [Google Scholar]
- Munro, Chris, and Daniel F. Walczyk. 2007. Reconfigurable pin-type tooling: A survey of prior art and reduction to practice. Journal of Manufacturing Science and Engineering 129: 551–65. [Google Scholar] [CrossRef]
- Piore, Michael J., and Charles F. Sabel. 1984. The Second Industrial Divide: Possibilities for Prosperity. Reprint. New York: Basic Books. [Google Scholar]
- Pursell, Carroll. W. 1994. White Heat. California: University of California Press. [Google Scholar]
- Smith, David. 2005. Exploring Innovation. Maidenhead: McGraw-Hill Higher Education. [Google Scholar]
- Von Hippel, Eric. 2005. Democratizing Innovation. Cambridge: The MIT Press. [Google Scholar]









© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jorgensen, T. Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler. Arts 2019, 8, 9. https://doi.org/10.3390/arts8010009
Jorgensen T. Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler. Arts. 2019; 8(1):9. https://doi.org/10.3390/arts8010009
Chicago/Turabian StyleJorgensen, Tavs. 2019. "Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler" Arts 8, no. 1: 9. https://doi.org/10.3390/arts8010009
APA StyleJorgensen, T. (2019). Tools for Tooling: Digital Fabrication Technology as the Innovation Enabler. Arts, 8(1), 9. https://doi.org/10.3390/arts8010009