
Microstructure and Mechanical Properties of Cost-Efficient 3D Printed Concrete Reinforced with Polypropylene Fibers



 ,
,
Abstract
:1. Introduction
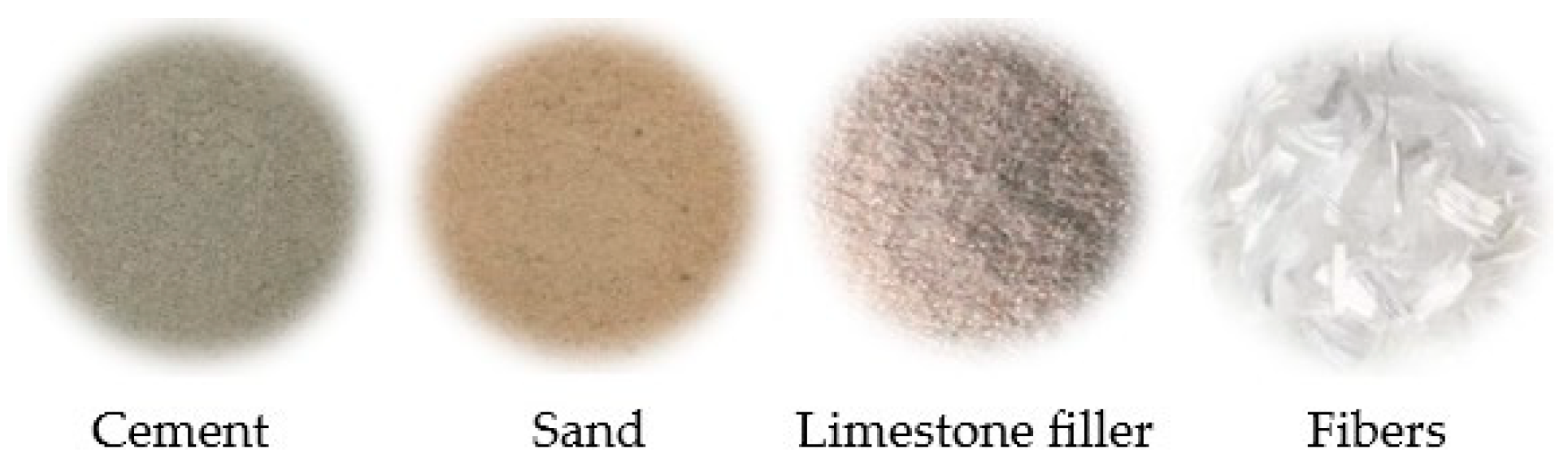
2. Materials and Mix Proportioning
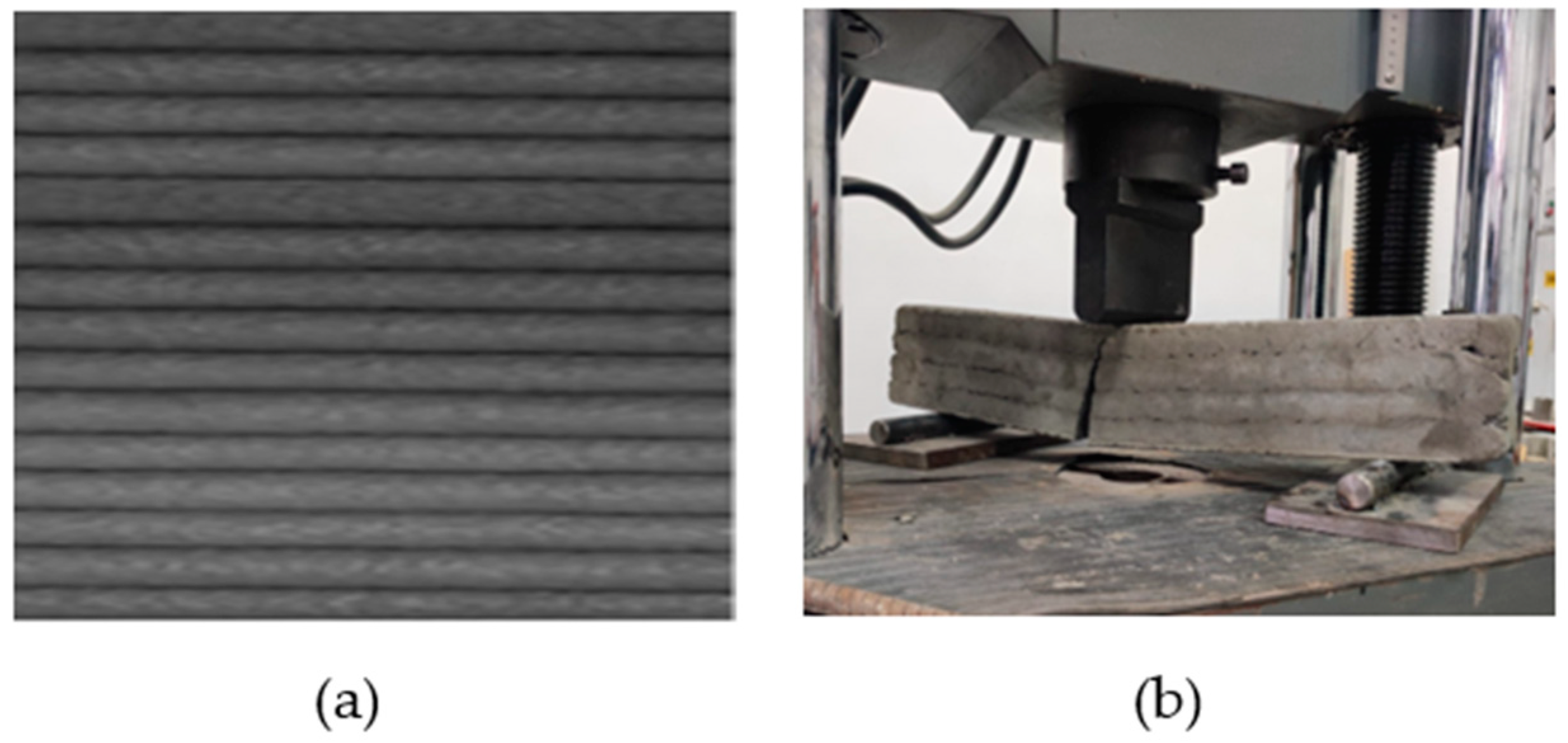
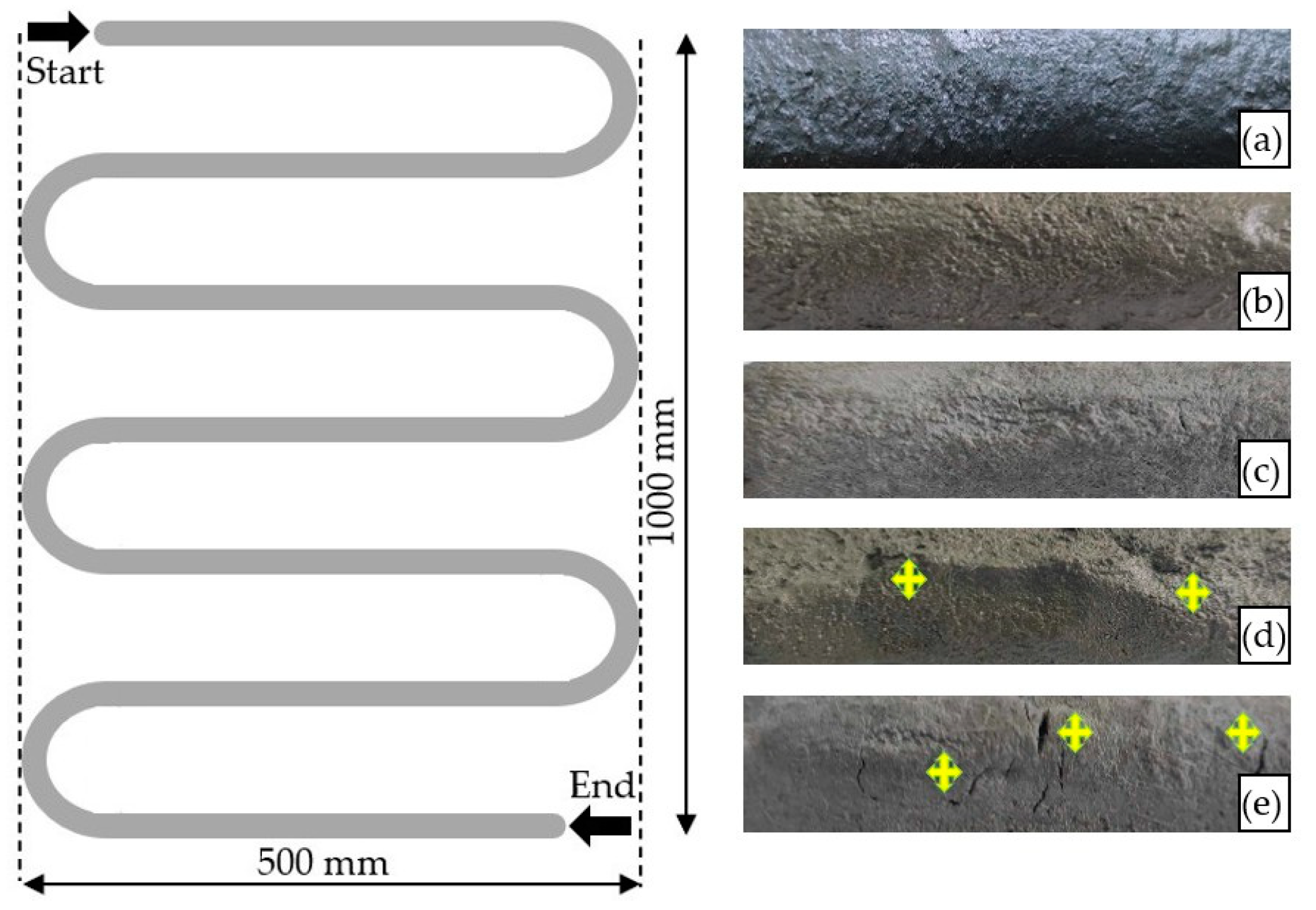
3. Printing Stage
4. Morphology and Microstructure
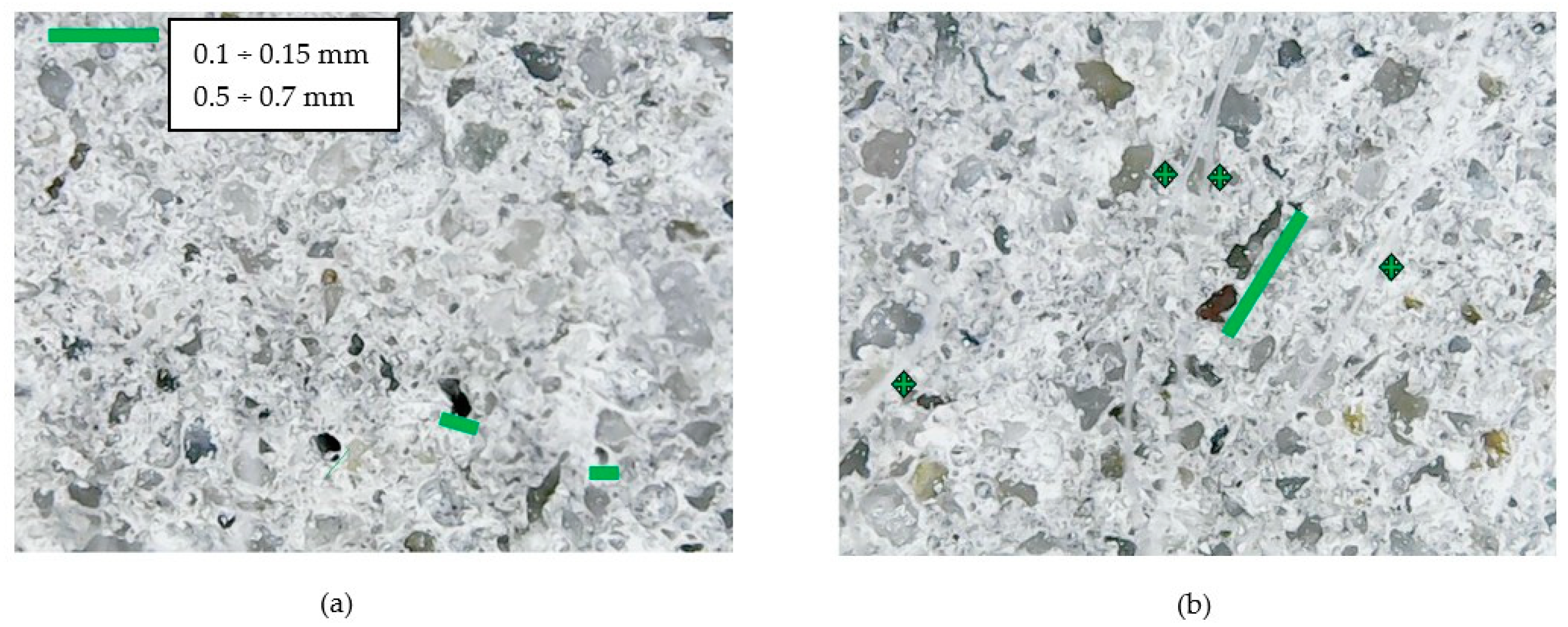
- The natural aggregate is polymictic, consisting of both grainclast and lithograins;
- Morphologically, it exhibits angular, subangular, and rounded shapes, with grain sizes ranging from approximately 0.1 to 1 mm;
- Grainclasts are predominant and comprise the following minerals: quartz (in abundance), feldspars, frequently perthitic microcline, biotite, and muscovite;
- Lithoclasts are rare.
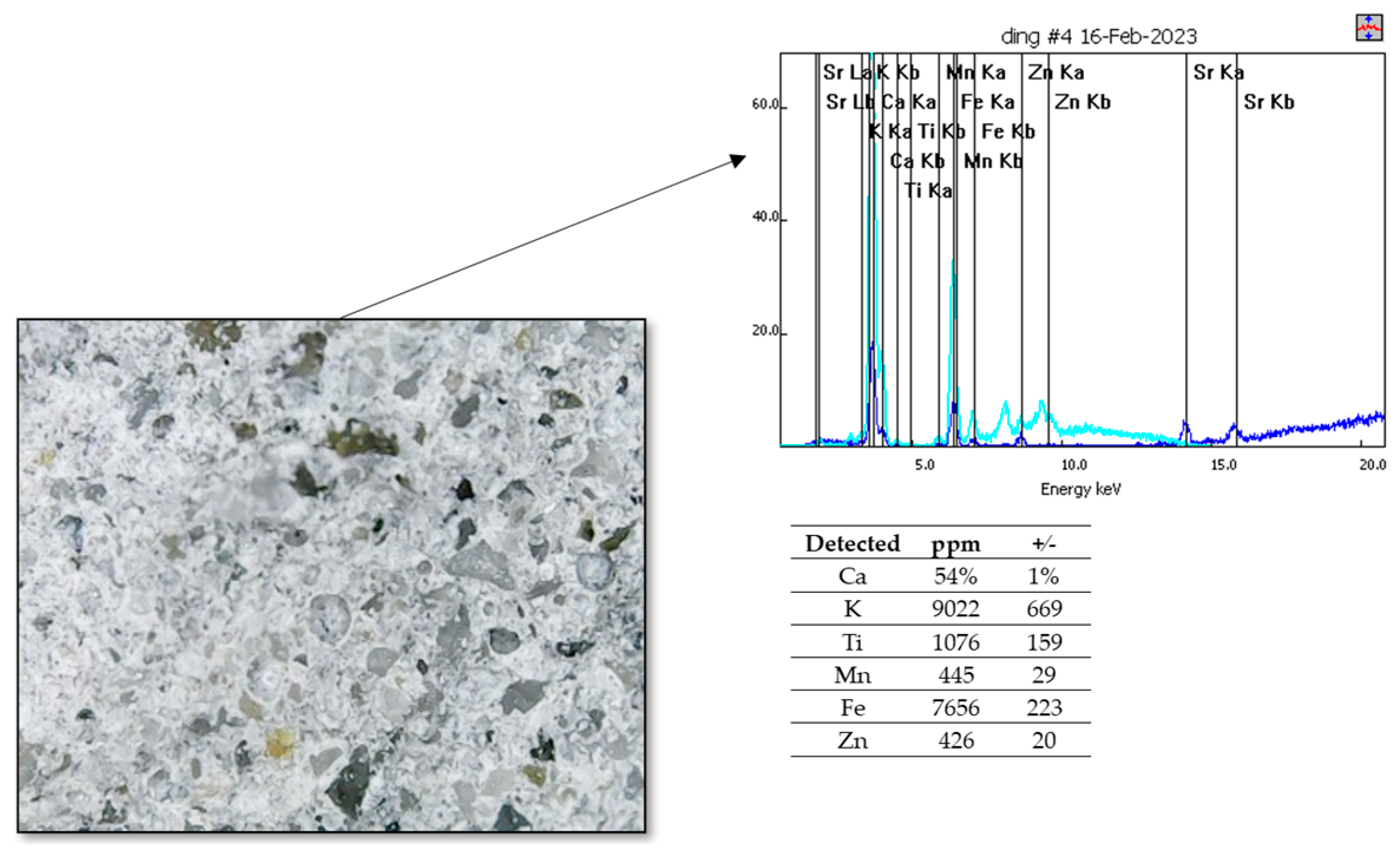
- The analysis identified a microcrystalline calcite binder, resulting from carbonation;
- The CaCO3 (calcite) and CaFe(CO3)2 carbonates were identified in the binder;
- Hydroxylated cryptocrystalline calcium silicates and minor un-hydrated remnants of Portland cement clinker are present.
- The pores exhibit both spheroidal and xenomorphic characteristics;
- Spherical pores come in varying sizes: very small pores (0.1 ÷ 0.18 mm) are the most common and can be found paired together, while larger pores (0.3 ÷ 0.5 mm) are isolated;
- Xenomorphic pores vary in size and are infrequent;
- All pores are finely lined with microcrystalline calcite.
5. Properties of Freshly Mixed 3D Concrete
6. Properties of Hardened 3D Concrete
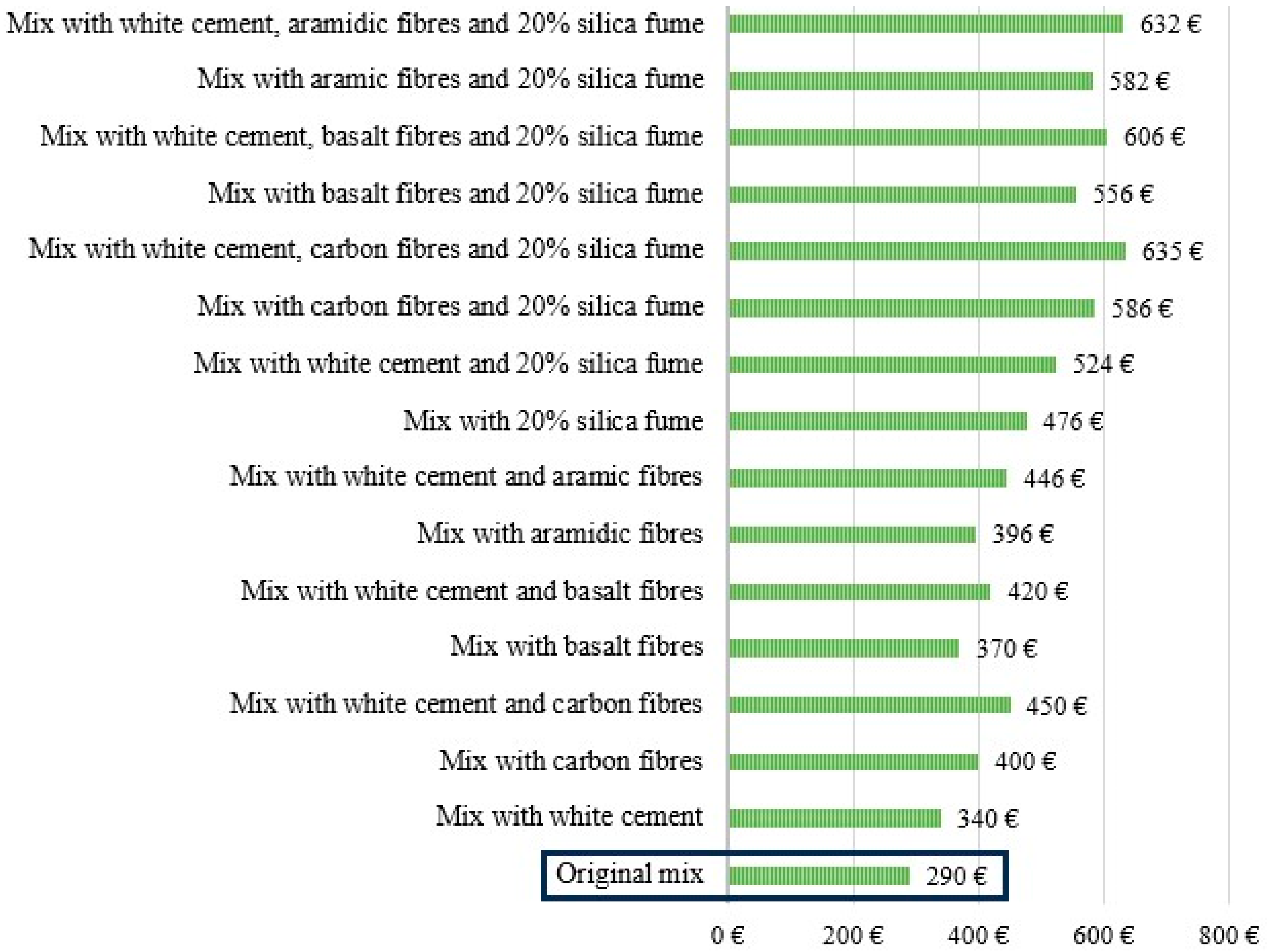
7. Cost Calculation Approach for 3D Concrete Printing in Conjunction with the Internet of Things
8. Future Research Directions
9. Conclusions
- In printed 3D concrete, which can have complex geometries, polypropylene fibers help control and mitigate cracks that may develop due to various factors, such as the layering process.
- In 3D concrete printing, where precise layering is critical, polypropylene fibers help reduce plastic shrinkage cracking during the printing process. This contributes to the quality and appearance of the 3D-printed concrete surface.
- Polypropylene fibers improved the workability of the 3D concrete mix, making it easier to extrude and shape during the printing process while maintaining its structural properties.
- The mechanical strengths continued to improve over time, with positive trends observed at 24 h, 7 days, 14 days, and 28 days for all nozzle sizes studied.
- The use of 3D printing nozzles of different diameters resulted in notable improvements in mechanical strength. The tensile strength at 28 days increased by 19.61% for the 5 mm nozzle and by 34.12% for the 3 mm nozzle compared to the 20 mm nozzle. Similarly, the compressive strength at 28 days exhibited a 20.66% increase for the 5 mm nozzle and a 25.26% increase for the 3 mm nozzle compared to the 20 mm nozzle.
- Microstructural analysis revealed exceptionally strong adhesion between aggregates and binders, with polypropylene fibers aligned in a parallel pattern, contributing to the material’s strength and durability.
- The study identified optimal fresh concrete properties, with a slump of 40 mm and a slump flow of 160 mm, values consistent with previous research in the field.
- Cost analysis demonstrated significant cost savings with the use of affordable materials. The cost per cubic meter of the original mix (290 EUR) was compared with various modified mixes. The highest cost was achieved with the addition of 20% silica fume, resulting in a 34.83% cost increase (476 EUR). Other cost increases include 29.31% for white cement (340 EUR), 21.38% for carbon fibers (400 EUR), 19.14% for basalt fibers (370 EUR), 22.07% for aramid fibers (396 EUR), and combinations thereof.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jindal, B.B.; Sharma, R. The effect of nanomaterials on properties of geopolymers derived from industrial by-products: A state-of-the-art review. Constr. Build. Mater. 2020, 252, 119028. [Google Scholar] [CrossRef]
- Jindal, B.B.; Jangra, P. 3D Printed Concrete: A comprehensive review of raw material’s properties, synthesis, performance, and potential field applications. Constr. Build. Mater. 2023, 387, 131614. [Google Scholar] [CrossRef]
- Ungureanu, D.; Onuțu, C.; Isopescu, D.N.; Țăranu, N.; Zghibarcea, Ș.V.; Spiridon, I.A.; Polcovnicu, R.A. A Novel Approach for 3D Printing Fiber-Reinforced Mortars. Materials 2023, 16, 4609. [Google Scholar] [CrossRef] [PubMed]
- Salah, H.A.; Mutalib, A.A.; Kaish, A.B.M.A.; Syamsir, A.; Algaifi, H.A. Development of Ultra-High-Performance Silica Fume-Based Mortar Incorporating Graphene Nanoplatelets for 3-Dimensional Concrete Printing Application. Buildings 2023, 13, 1949. [Google Scholar] [CrossRef]
- Singh, N.; Colangelo, F.; Farina, I. Sustainable Non-Conventional Concrete 3D Printing—A Review. Sustainability 2023, 15, 10121. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.; Martínez, F.; Vargas, A.; Mejía de Gutiérrez, R. 3D Printing of Hybrid Cements Based on High Contents of Powders from Concrete, Ceramic and Brick Waste Chemically Activated with Sodium Sulphate (Na2SO4). Sustainability 2023, 15, 9900. [Google Scholar] [CrossRef]
- Ma, G.; Ruhan, A.; Xie, P.; Pan, Z.; Wang, L.; Hower, J.C. 3D-printable aerogel-incorporated concrete: Anisotropy influence on physical, mechanical, and thermal insulation properties. Constr. Build. Mater. 2022, 323, 126551. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G.; Sanjayan, J.; Feng, D. Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Constr. Build. Mater. 2020, 264, 120196. [Google Scholar] [CrossRef]
- Hudisteanu, I.; Taranu, N.; Isopescu, D.N.; Entuc, I.S.; Oprisan, G.; Ungureanu, D. Numerical analysis of intralaminar damage evolution on various composite laminates. IOP Conf. Ser.-Mater. Sci. Eng. 2018, 400, 042031. [Google Scholar] [CrossRef]
- Hudisteanu, I.; Taranu, N.; Isopescu, D.N.; Bejan, L.; Axinte, A.; Ungureanu, D. Improving the mechanical properties of composite laminates through the suitable selection of the corresponding materials and configurations. Rom. J. Mater. 2017, 47, 252–266. [Google Scholar]
- Shahzad, Q.; Wang, X.; Wang, W.; Wan, Y.; Li, G.; Ren, C.; Mao, Y. Coordinated adjustment and optimization of setting time, flowability, and mechanical strength for construction 3D printing material derived from solid waste. Constr. Build. Mater. 2020, 259, 119854. [Google Scholar] [CrossRef]
- Rehman, A.U.; Lee, S.M.; Kim, J.H. Use of municipal solid waste incineration ash in 3D printable concrete. Process Saf. Environ. 2020, 142, 219–228. [Google Scholar] [CrossRef]
- Available online: https://romfracht.com/ro/fibers/?gclid=Cj0KCQjwuLShBhC_ARIsAFod4fLouQv6ihOaNCAF9iAex2c8Y6g90XyG4GRtyNW6kr4-UBAN7HQFLjsaAgUgEALw_wcB (accessed on 5 April 2023).
- Ibrahim, K.A.; van Zijl, G.P.A.G.; Babafemi, A.J. Influence of limestone calcined clay cement on properties of 3D printed concrete for sustainable construction. J. Build. Eng. 2023, 69, 106186. [Google Scholar] [CrossRef]
- Alami, A.H.; Olabi, A.G.; Ayoub, M.; Aljaghoub, H.; Alasad, S.; Abdelkareem, M.A. 3D Concrete Printing: Recent Progress, Applications, Challenges, and Role in Achieving Sustainable Development Goals. Buildings 2023, 13, 924. [Google Scholar] [CrossRef]
- 3D PotterBot 10 XL. Available online: https://3dpotter.com/printers/potterbot-10-xl (accessed on 25 October 2023).
- EN 12350-2:2019; Testing Fresh Concrete—Part 2: Slump Test. European Committee for Standardization: Brussels, Belgium, 2019.
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos.B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- ASTM C1437-15; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C230/C230M; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2008.
- SR EN 12390-3:2002; Încercare pe Beton Întărit. Partea 3: Rezistenţa la Compresiune a Epruvetelor. Organismul Național de Standardizare din România: Bucharest, Romania, 2002. (In Romanian)
- SR EN 12390-5:2019; Încercare pe Beton Întărit. Partea 5: REZISTENȚA la Încovoiere a Epruvetelor. Organismul Național de Standardizare din România: Bucharest, Romania, 2019. (In Romanian)
- Bouchabou, D.; Grosset, J.; Nguyen, S.M.; Lohr, C.; Puig, X. A Smart Home Digital Twin to Support the Recognition of Activities of Daily Living. Sensors 2023, 23, 7586. [Google Scholar] [CrossRef] [PubMed]
- Hassebo, A.; Tealab, M. Global Models of Smart Cities and Potential IoT Applications: A Review. IoT 2023, 4, 366–411. [Google Scholar] [CrossRef]
- Hammad, M.; Jillani, R.M.; Ullah, S.; Namoun, A.; Tufail, A.; Kim, K.-H.; Shah, H. Security Framework for Network-Based Manufacturing Systems with Personalized Customization: An Industry 4.0 Approach. Sensors 2023, 23, 7555. [Google Scholar] [CrossRef]
- Influencing Factors of Cost Calculation in C3DP. Available online: https://jwcn-eurasipjournals.springeropen.com/articles/10.1186/s13638-018-1163-9/tables/2 (accessed on 25 August 2023).
- Ungureanu, D.; Țăranu, N.; Ghiga, D.A.; Isopescu, D.N.; Mihai, P.; Cozmanciuc, R. Diagonal Tensile Test on Masonry Panels Strengthened with Textile-Reinforced Mortar. Materials 2021, 14, 7021. [Google Scholar] [CrossRef] [PubMed]
- Onuțu, C.; Ungureanu, D.; Isopescu, D.N.; Vornicu, N.; Spiridon, I.A. Sourcing Limestone Masonry for the Restoration of Heritage Buildings: Frumoasa Monastery Case Study. Materials 2022, 15, 7178. [Google Scholar] [CrossRef]
- Spiridon, I.A.; Ungureanu, D.; Țăranu, N.; Onuțu, C.; Isopescu, D.N.; Șerbănoiu, A.A. Structural Assessment and Strengthening of a Historic Masonry Orthodox Church. Buildings 2023, 13, 835. [Google Scholar] [CrossRef]
- Ungureanu, D.; Țăranu, N.; Hoha, D.; Zghibarcea, Ș.; Isopescu, D.N.; Boboc, V.; Oprișan, G.; Scutaru, M.C.; Boboc, A.; Hudișteanu, I. Accelerated testing of a recycled road structure made with reclaimed asphalt pavement material. Constr. Build. Mater. 2020, 262, 120658. [Google Scholar] [CrossRef]
- Wu, Y.; Bian, X.; Liu, J.; Chi, R.; Chen, X. Performance Improvement and Microstructure Characterization of Cement-Stabilized Roadbase Materials Containing Phosphogypsum/Recycled Concrete Aggregate. Materials 2023, 16, 6607. [Google Scholar] [CrossRef] [PubMed]
- Rudnicki, T.; Stałowski, P. Fast-Setting Concrete for Repairing Cement Concrete Pavement. Materials 2023, 16, 5909. [Google Scholar] [CrossRef]
- Deng, M.; Xie, X.; Zhuo, J.; He, Y.; Wang, K. Experimental Study on the Strength and Hydration Products of Cement Mortar with Hybrid Recycled Powders Based Industrial-Construction Residue Cement Stabilization of Crushed Aggregate. Materials 2023, 16, 4233. [Google Scholar] [CrossRef]
- Michałowska-Maziejuk, D.; Goszczyńska, B. Effectiveness of Strengthening RC Beams Using Composite Materials—An Accelerated Strengthening Method. Materials 2023, 16, 4847. [Google Scholar] [CrossRef]
- Khan, M.I.; Abbas, Y.M. Behavioral Evaluation of Strengthened Reinforced Concrete Beams with Ultra-Ductile Fiber-Reinforced Cementitious Composite Layers. Materials 2023, 16, 4695. [Google Scholar] [CrossRef] [PubMed]
- Shangguan, B.; Su, Q.; Casas, J.R.; Su, H.; Wang, S.; Zhao, R. Modeling and Testing of a Composite Steel–Concrete Joint for Hybrid Girder Bridges. Materials 2023, 16, 3265. [Google Scholar] [CrossRef] [PubMed]
- Benkhaled, M.; Ouldboukhitine, S.-E.; Bakkour, A.; Amziane, S. A 1D Model for Predicting Heat and Moisture Transfer through a Hemp-Concrete Wall Using the Finite-Element Method. Materials 2021, 14, 6903. [Google Scholar] [CrossRef] [PubMed]
- Marczyk, J.; Ziejewska, C.; Gądek, S.; Korniejenko, K.; Łach, M.; Góra, M.; Kurek, I.; Doğan-Sağlamtimur, N.; Hebda, M.; Szechyńska-Hebda, M. Hybrid Materials Based on Fly Ash, Metakaolin, and Cement for 3D Printing. Materials 2021, 14, 6874. [Google Scholar] [CrossRef] [PubMed]
- Feng, J.; Dong, C.; Chen, C.; Wang, X.; Qian, Z. Effect of Manufactured Sand with Different Quality on Chloride Penetration Resistance of High–Strength Recycled Concrete. Materials 2021, 14, 7101. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Egbe, K.-J.I.; Wang, H.; Matin Nazar, A.; Jiao, P.; Zhu, R. A Numerical Study on 3D Printed Cementitious Composites Mixes Subjected to Axial Compression. Materials 2021, 14, 6882. [Google Scholar] [CrossRef] [PubMed]
- Lauff, P.; Pugacheva, P.; Rutzen, M.; Weiß, U.; Fischer, O.; Volkmer, D.; Peter, M.A.; Grosse, C.U. Evaluation of the Behavior of Carbon Short Fiber Reinforced Concrete (CSFRC) Based on a Multi-Sensory Experimental Investigation and a Numerical Multiscale Approach. Materials 2021, 14, 7005. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filament Type | Length [mm] | Equivalent Diameter [μm] | Tensile Strength (According to the Manufacturer) [N/mm2] |
|---|---|---|---|
| mono | 12 | 21–34 | ≥300 |
| Mixing Sand, Limestone Filler, and Polypropylene Fibers (5 min) |
|
| Gradually Increasing Mixer Speed (Up to 350 RPM) |
|
| Adding Half of the Water (5 min at 500 RPM) |
|
| Incorporating Cement and the Remaining Water (5 min at 700 RPM) |
|
| Introducing Viscosity-Modifying Agent and Plasticizer (7 min at 700 RPM) |
|
| Cement [kg] | Water [L] | Sand [kg] | Limestone Filler [kg] | Fibers [kg] | Viscosity Modifying Agent [%] | Superplasticizer [%] |
|---|---|---|---|---|---|---|
| 580 | 265 | 1358 | 200 | 1 | 0.4 | 1.1 |
| Printing Speed [mm/s] | Layer Height [mm] | Nozzle [mm] |
|---|---|---|
| 60 | 15 | 20 |
| Cost Categories | Traditional/Conventional Constructions | Offsite Printing (Precast Members) | Onsite Printing | |
|---|---|---|---|---|
| Printing | Assembling | |||
| Labor | X | X | X | |
| Machine | X | X | ||
| Material | X | X | X | |
| Health and safety measurements | X | X | X | |
| Night shifts | X | X | ||
| Additional cost for the winter season | X | X | ||
| Equipment | X | X | X | |
| Equipment protection/maintenance | X | X | X | |
| Scaffolding | X | |||
| Formwork | X | |||
| Discharge (pollution fee) | X | X | ||
| Management | X | X | X | |
| Tax | X | X | X | |
| Profit | X | X | X | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ungureanu, D.; Onuțu, C.; Țăranu, N.; Vornicu, N.; Zghibarcea, Ș.V.; Ghiga, D.A.; Spiridon, I.A. Microstructure and Mechanical Properties of Cost-Efficient 3D Printed Concrete Reinforced with Polypropylene Fibers. Buildings 2023, 13, 2813. https://doi.org/10.3390/buildings13112813
Ungureanu D, Onuțu C, Țăranu N, Vornicu N, Zghibarcea ȘV, Ghiga DA, Spiridon IA. Microstructure and Mechanical Properties of Cost-Efficient 3D Printed Concrete Reinforced with Polypropylene Fibers. Buildings. 2023; 13(11):2813. https://doi.org/10.3390/buildings13112813
Chicago/Turabian StyleUngureanu, Dragoș, Cătălin Onuțu, Nicolae Țăranu, Nicoleta Vornicu, Ștefan Vladimir Zghibarcea, Dan Alexandru Ghiga, and Ionuț Alexandru Spiridon. 2023. "Microstructure and Mechanical Properties of Cost-Efficient 3D Printed Concrete Reinforced with Polypropylene Fibers" Buildings 13, no. 11: 2813. https://doi.org/10.3390/buildings13112813
APA StyleUngureanu, D., Onuțu, C., Țăranu, N., Vornicu, N., Zghibarcea, Ș. V., Ghiga, D. A., & Spiridon, I. A. (2023). Microstructure and Mechanical Properties of Cost-Efficient 3D Printed Concrete Reinforced with Polypropylene Fibers. Buildings, 13(11), 2813. https://doi.org/10.3390/buildings13112813