Effect of Frictional Conditions on the Generation of Fine Grain Layers in Drawing of Thin Steel Wires


 ,
, 
Abstract
1. Introduction
2. Conceptual Approach
3. Experimental
3.1. Material
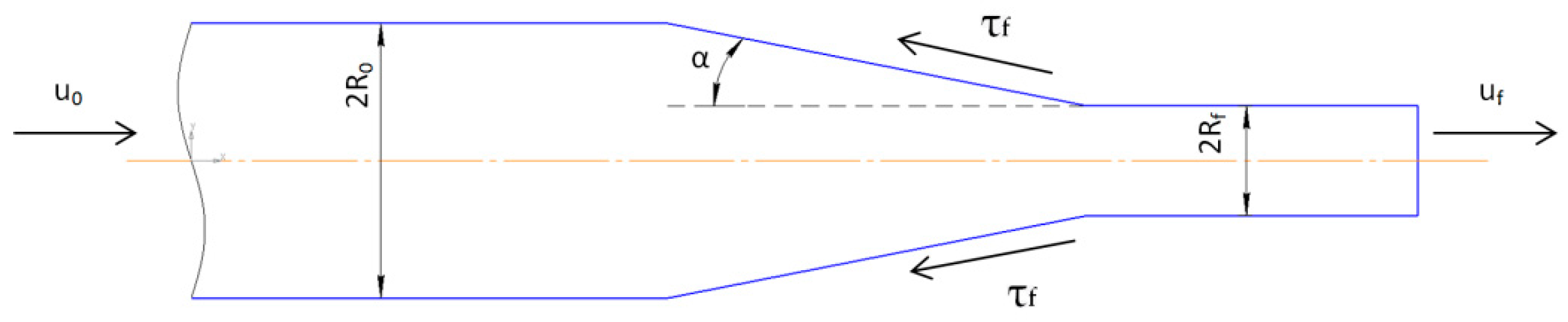
3.2. Process of Deformation
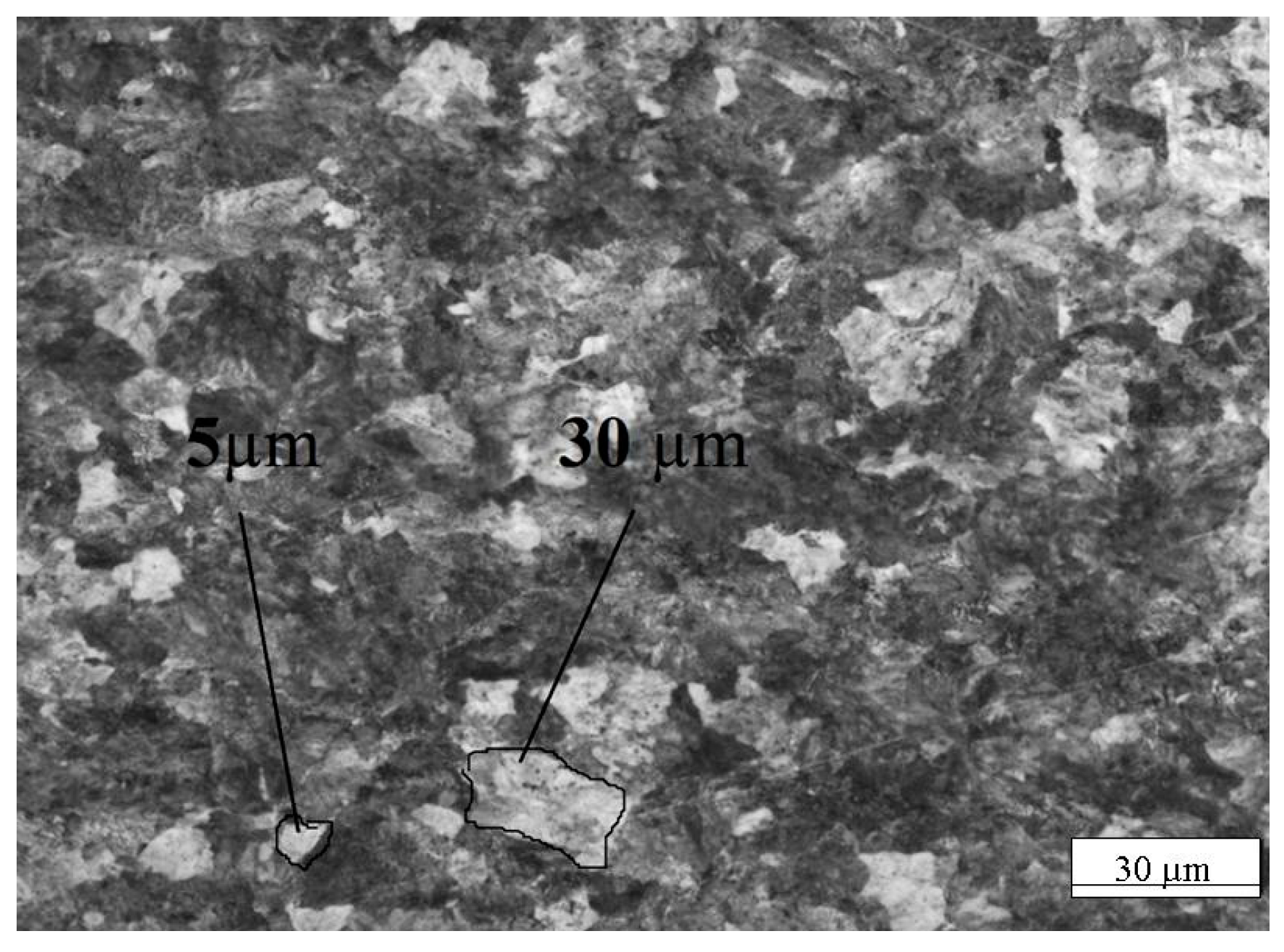
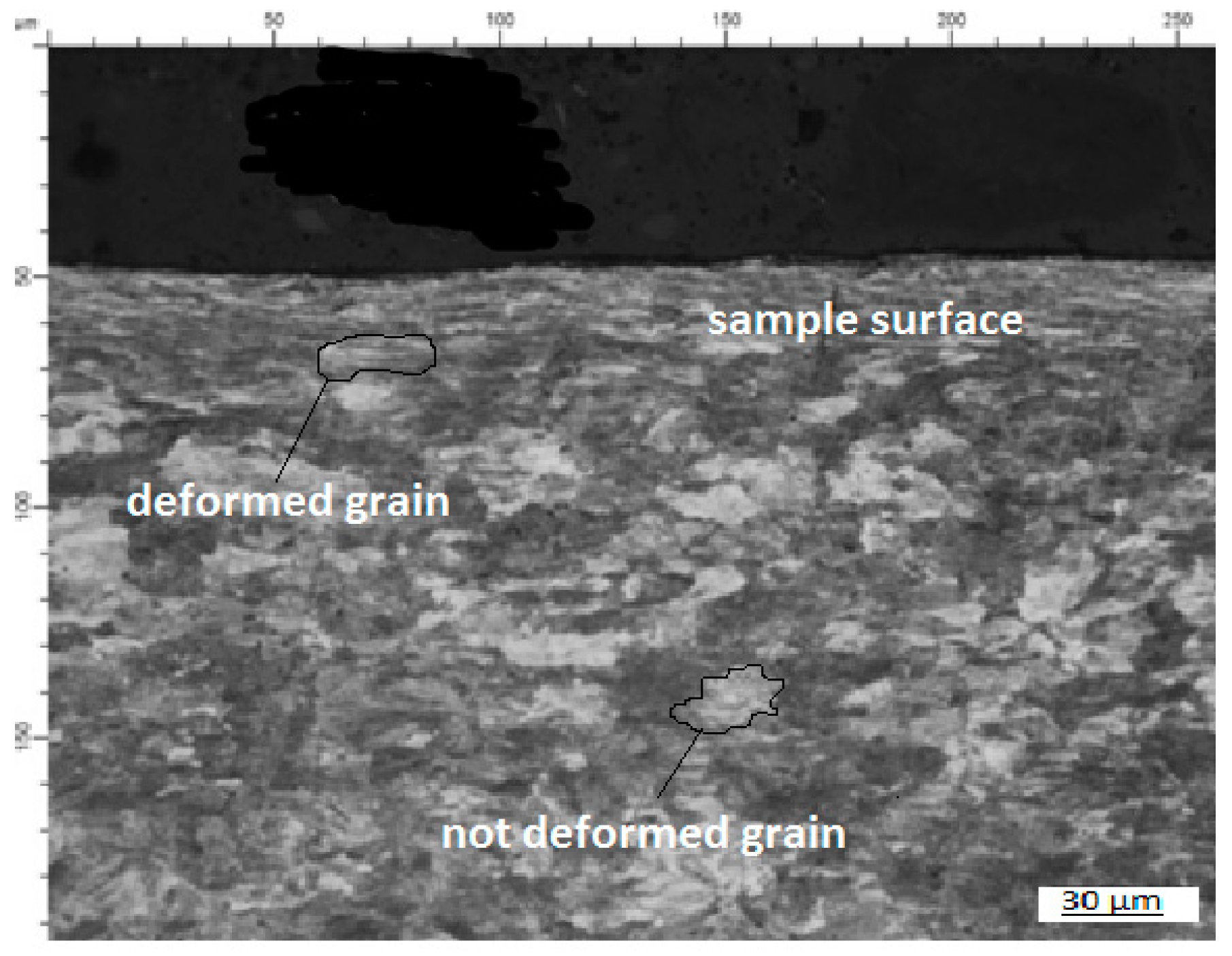
3.3. Material Characterization
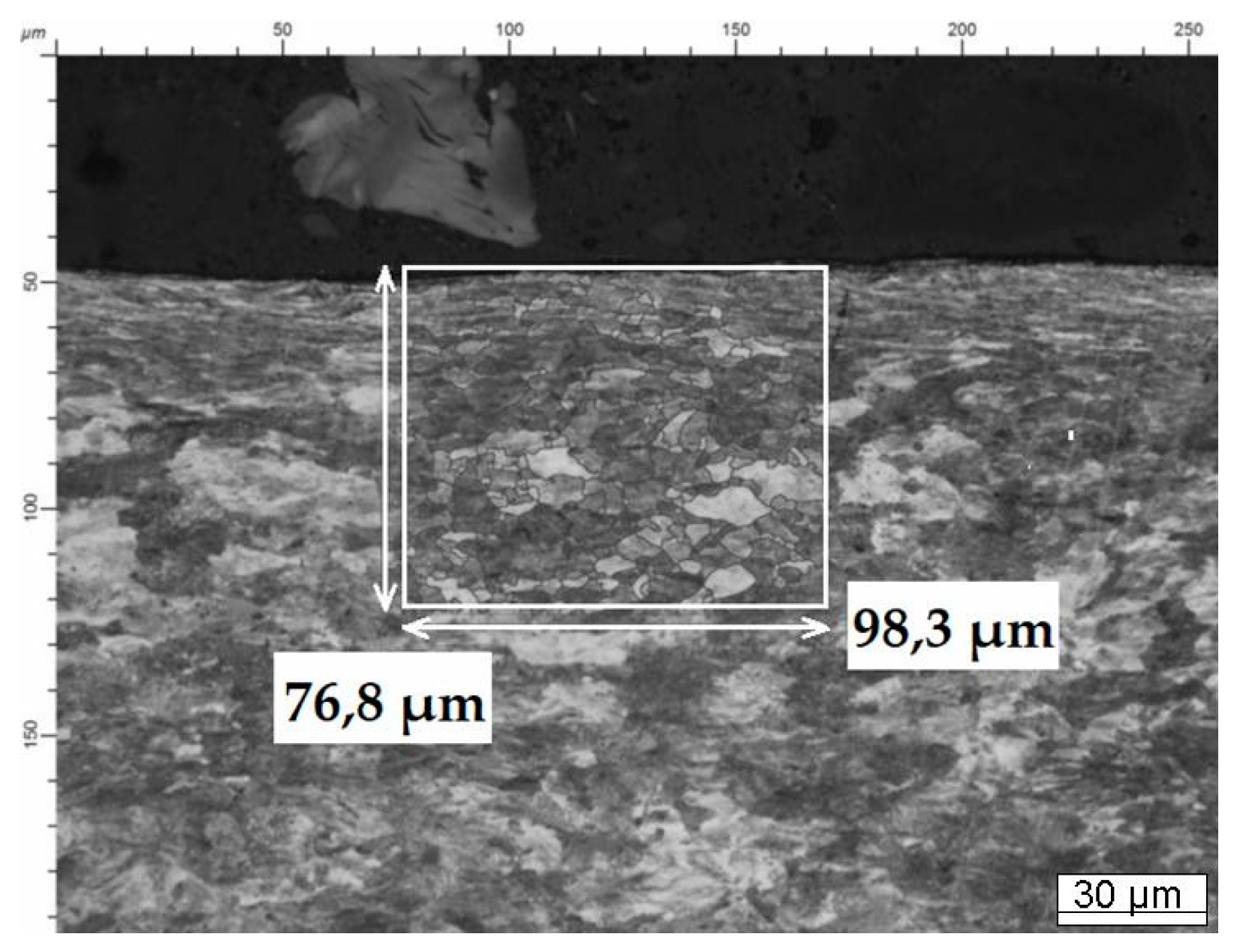
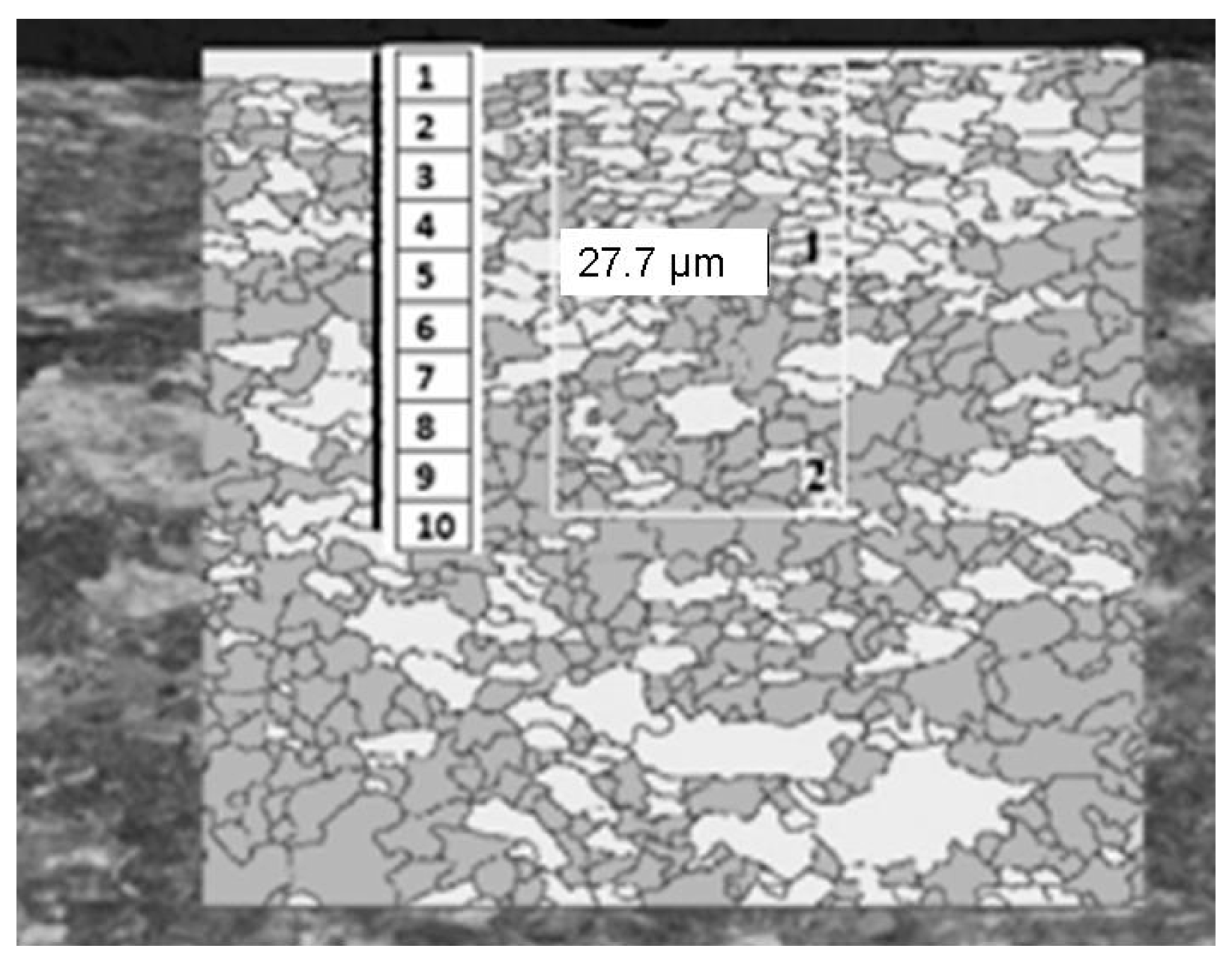
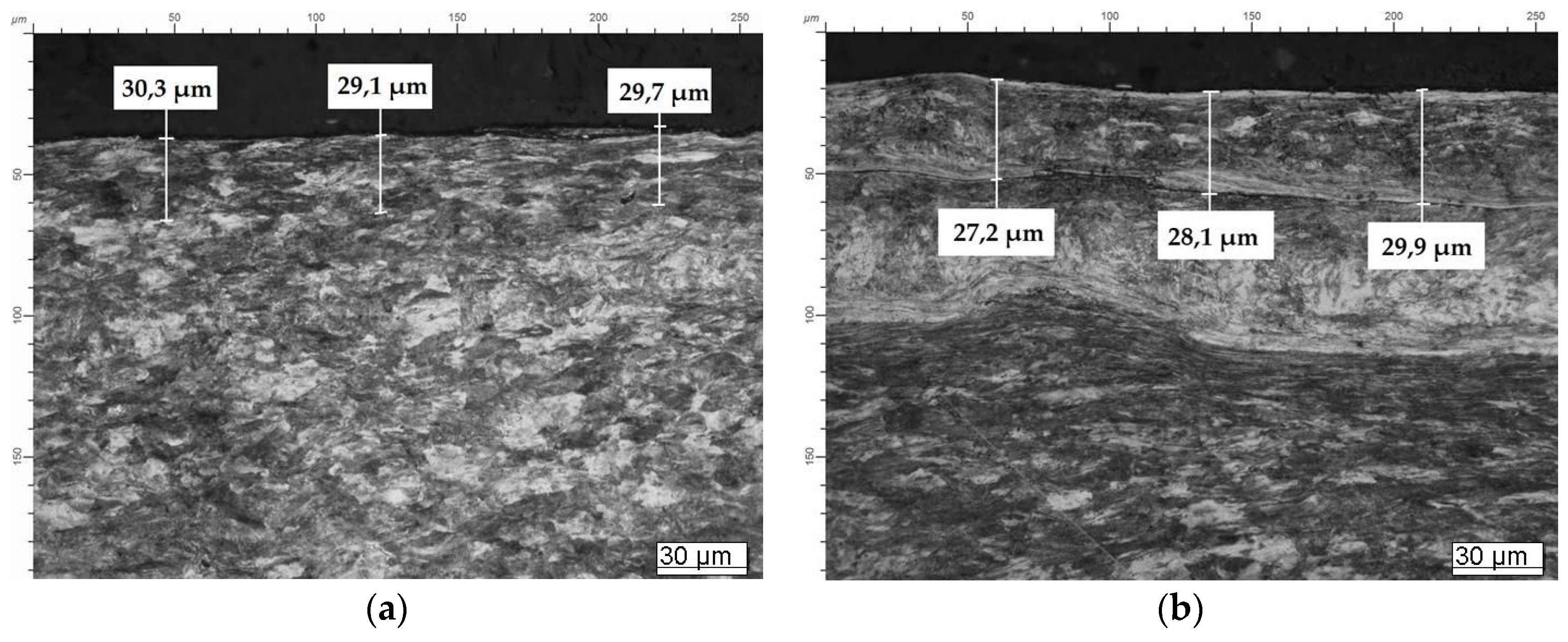
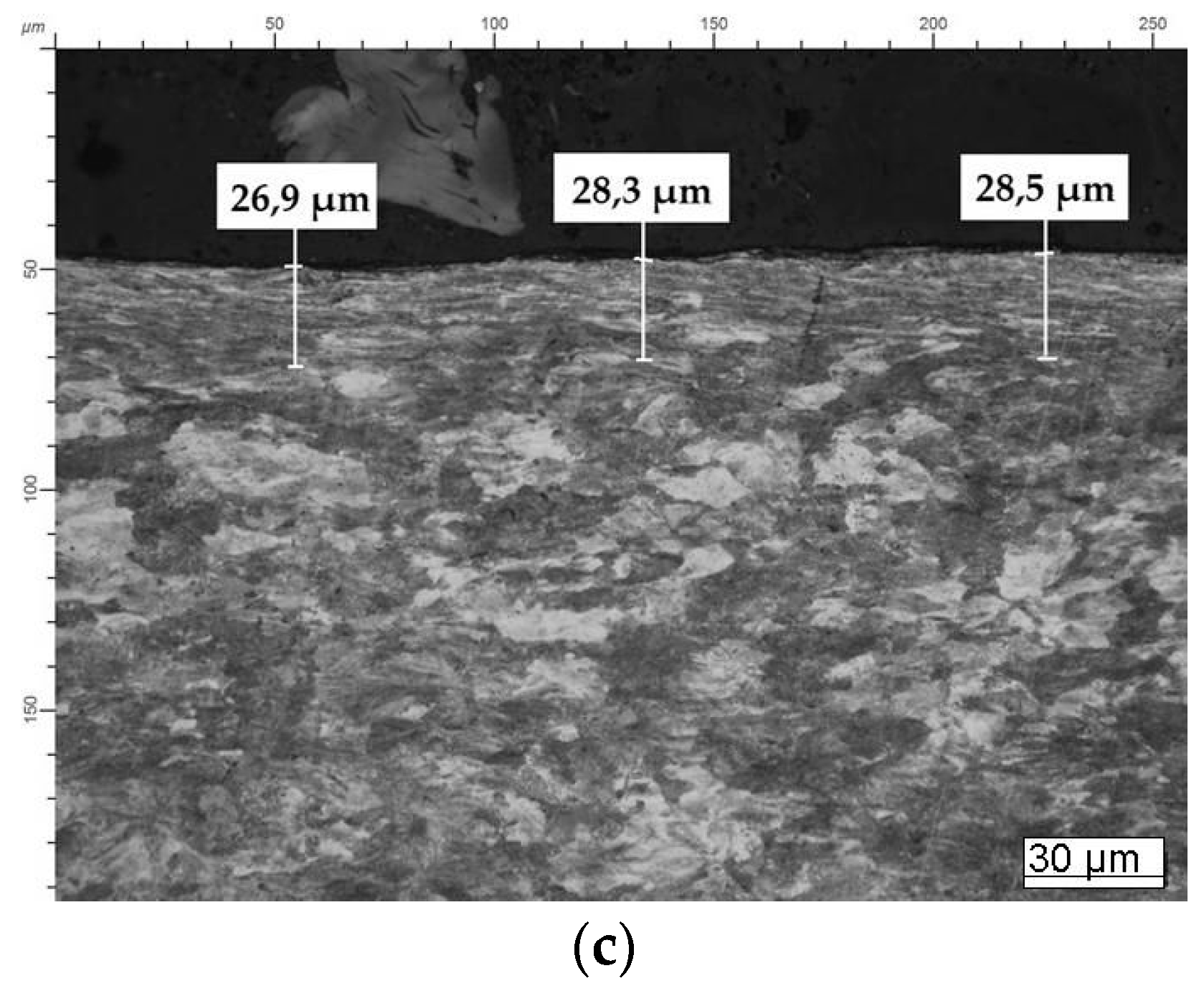
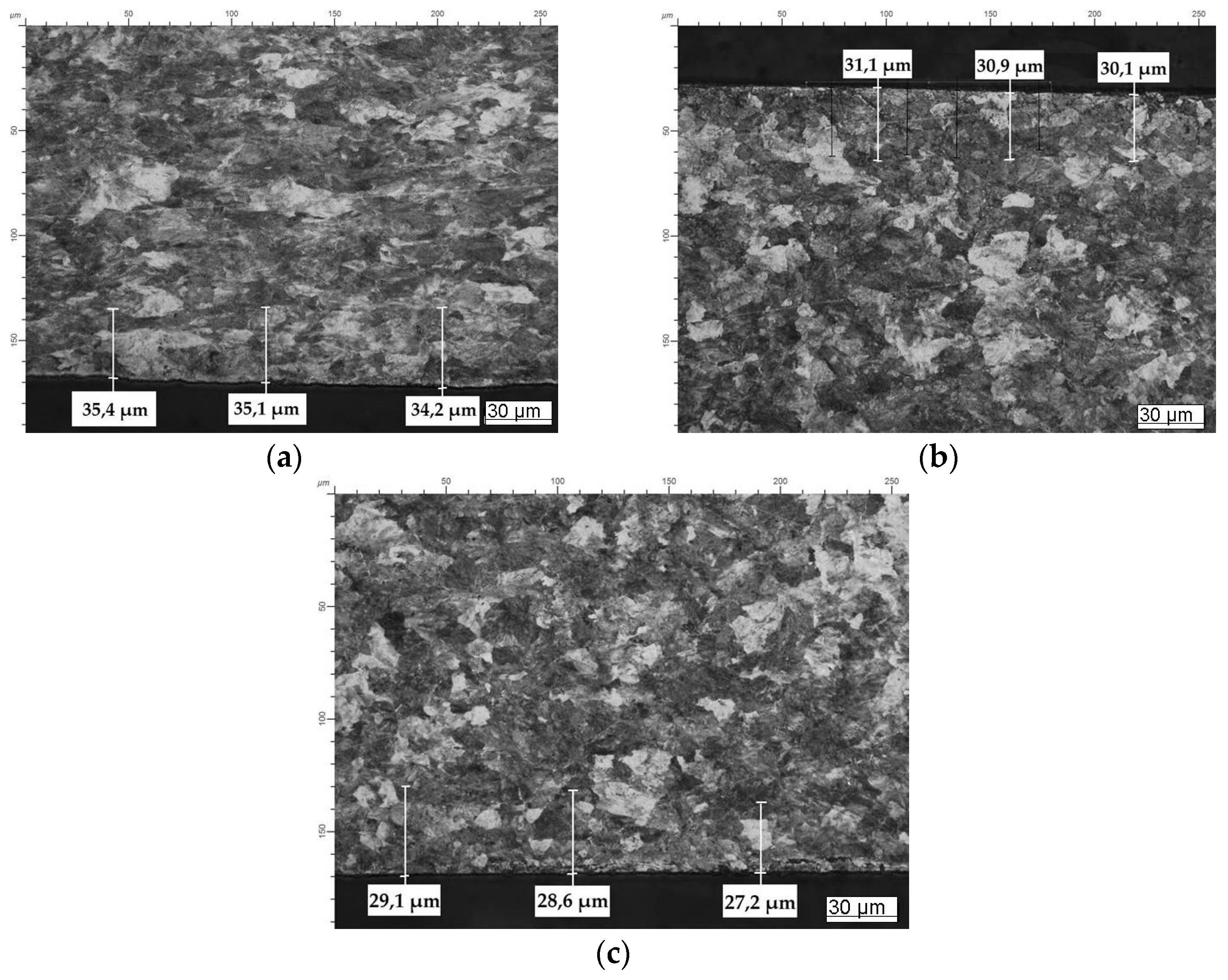
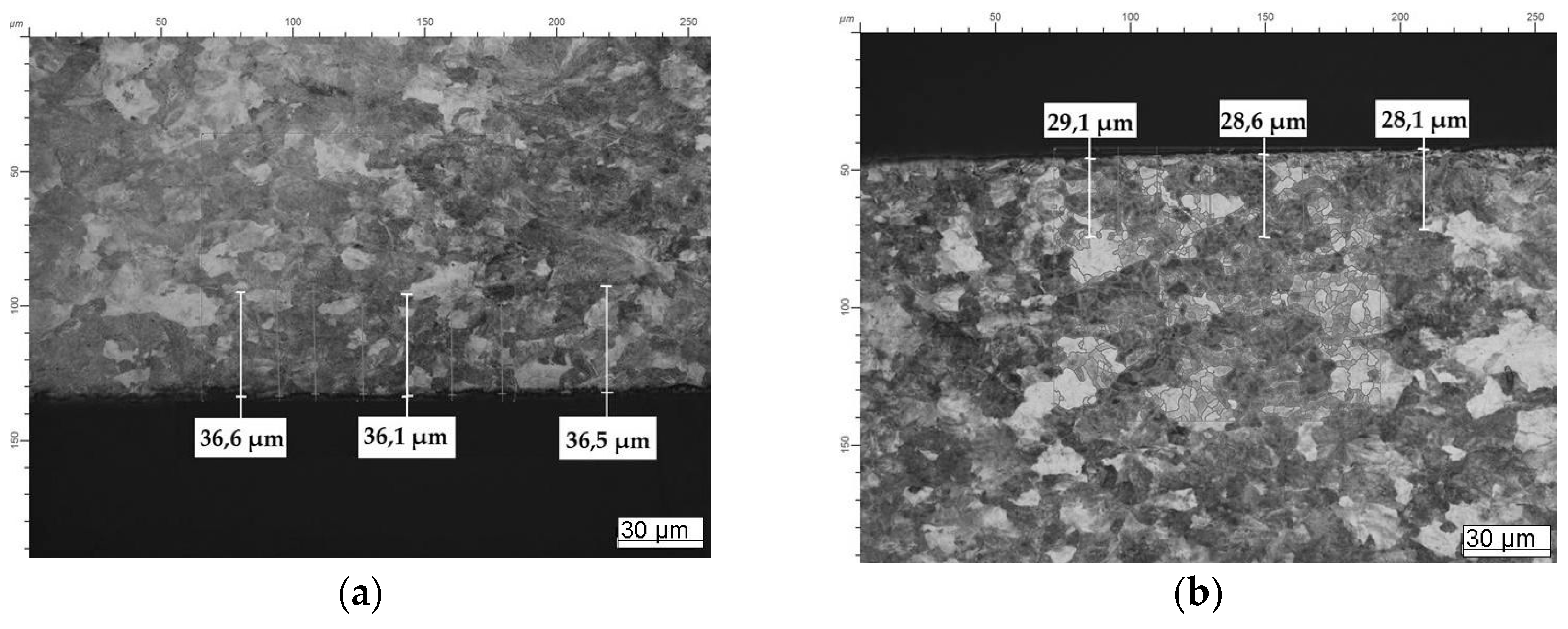
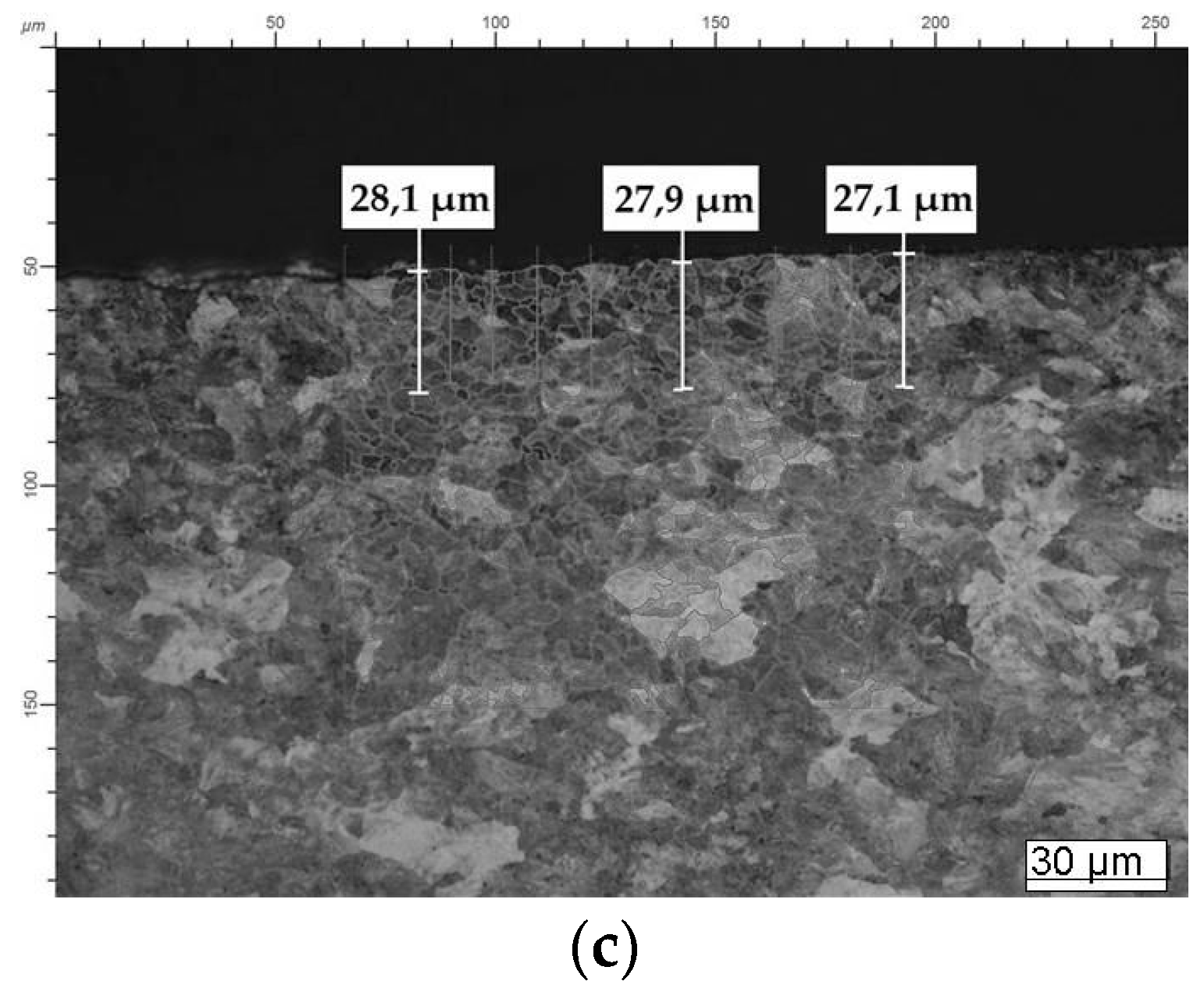
3.4. Thickness of the Layer
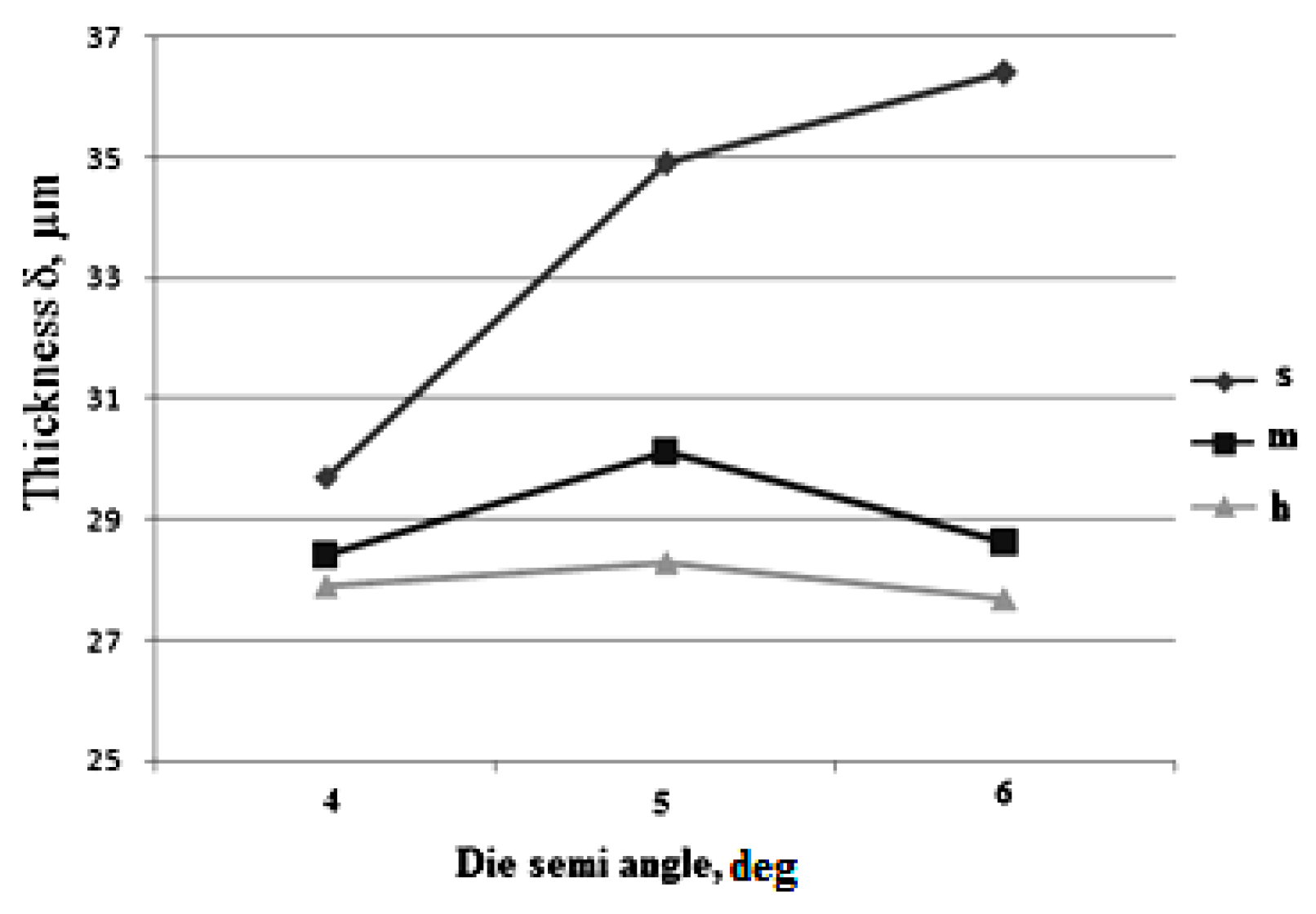
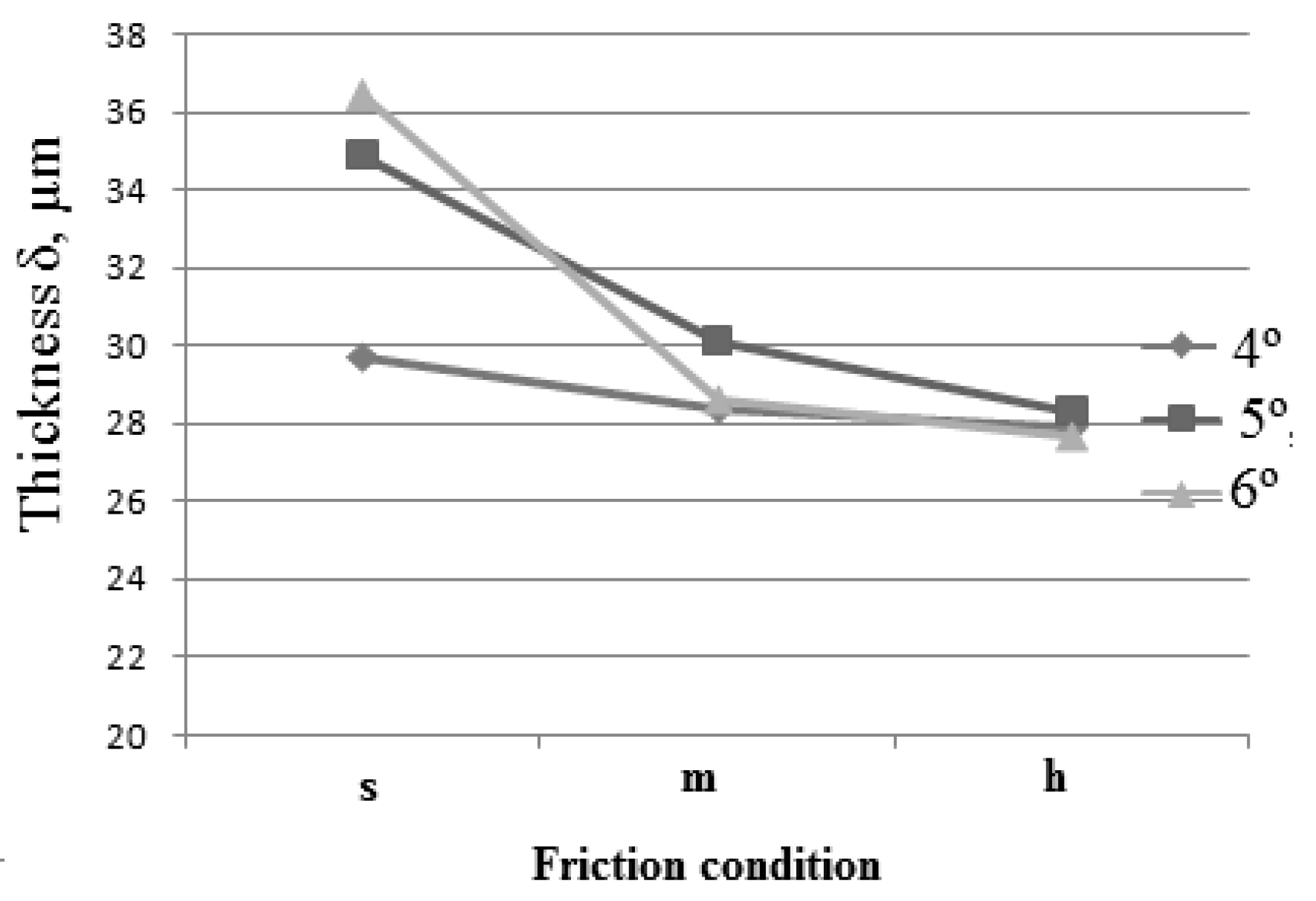
3.5. Effect of Frictional Conditions and Die Angle on the Thickness of the Layer
4. Conclusions
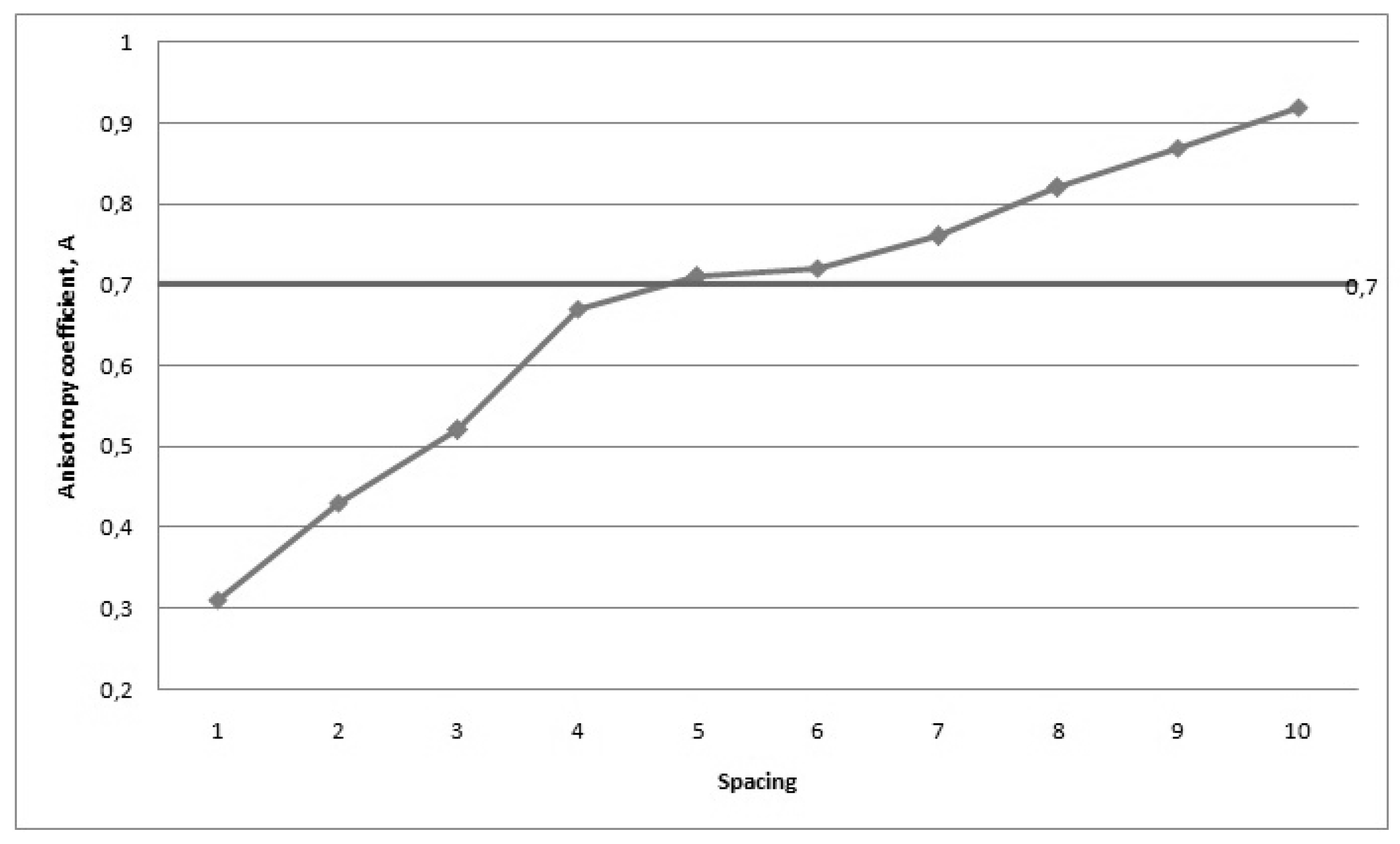
- It is possible to study the pearlite grains’ deformation by metallographic method using the coefficient of anisotropy, which characterizes the deviation of grain linear dimension in the drawing direction and perpendicular to the drawing axis. The quantitative criteria which defines that a material grain belongs to the surface layer can be estimated as A < 0.7.
- The increase of the die semi-angle working zone from 4° to 6° results in the increase of the depth of the layer of severe plastic deformation for soft friction conditions. As for medium and hard friction conditions the affect of die semi-angle size is negligible.
- Independently of the die semi-angle, the deterioration in friction conditions leads to the decrease of the layer of severe plastic deformation depth. Wherein, the higher the die semi-angle size is, the more intense is the decrease of the layer depth at which friction conditions worsen.
Author Contributions
Funding
Conflicts of Interest
References
- Griffiths, B.J. Mechanisms of white layer generation with reference to machining and deformation processes. ASME J. Tribol. 1987, 109, 525–530. [Google Scholar] [CrossRef]
- Griffiths, B.J.; Furze, D.C. Tribological advantages of white layers produced by machining. ASME J. Tribol. 1987, 109, 338–342. [Google Scholar] [CrossRef]
- Cho, D.-H.; Lee, S.-A.; Lee, Y.-Z. Mechanical properties and wear behavior of the white layer. Tribol. Lett. 2012, 45, 123–129. [Google Scholar] [CrossRef]
- Kajino, S.; Asakawa, M. Effect of “additional shear strain layer” on tensile strength and microstructure of fine drawn wire. J. Mater. Process. Technol. 2006, 177, 704–708. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.-T.; Ikeda, K. Flow behavior of the billet surface layer in porthole die extrusion of aluminum. Metall. Mater. Trans. 2000, 31, 1635–1643. [Google Scholar] [CrossRef]
- Sanabria, V.; Müller, S.; Gall, S.; Reimers, W. Investigation of Friction Boundary Conditions during Extrusion of Aluminium and Magnesium Alloys. Key Eng. Mater. 2014, 611, 997–1004. [Google Scholar] [CrossRef]
- Sanabria, V.; Mueller, S.; Reimers, W. Microstructure Evolution of Friction Boundary Layer during Extrusion of AA 6060. Procedia Eng. 2014, 81, 586–591. [Google Scholar] [CrossRef]
- Murai, T.; Matsuoka, S.; Miyamoto, S.; Oki, Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions. J. Mater. Process. Technol. 2003, 141, 207–212. [Google Scholar] [CrossRef]
- Milenin, A.A.; Berski, S.; Banaszek, G.; Dyja, H. Theoretical analysis and optimisation of parameters in extrusion process of explosive cladded bimetallic rods. J. Mater. Process. Technol. 2004, 157, 208–212. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Morris, R.A.; Thompson, G.B.; Syarif, Y.; Fox, D. Formation of ultra-fine copper grains in copper-clad aluminum wire. Scr. Mater. 2010, 63, 488–491. [Google Scholar] [CrossRef]
- Thirumurugan, M.; Rao, S.A.; Kumaran, S.; Rao, T.S. Improved ductility in ZM21 magnesium–aluminium macrocomposite produced by co-extrusion. J. Mater. Process. Technol. 2011, 211, 1637–1642. [Google Scholar] [CrossRef]
- Li, X.; Zu, G.; Ding, M.; Mu, Y.; Wang, P. Interfacial microstructure and mechanical properties of Cu/Al clad sheet fabricated by asymmetrical roll bonding and annealing. Mater. Sci. Technol. 2011, 529, 485–491. [Google Scholar] [CrossRef]
- Alexandrov, S.; Jeng, Y.-R.; Hwang, Y.-M. Generation of a fine grain layer in the vicinity of frictional interfaces in direct extrusion of AZ31 alloy. ASME J. Manuf. Sci. Eng. 2015, 137, 051003. [Google Scholar] [CrossRef]
- Alexandrov, S.; Sidjanin, L.; Vilotic, D.; Movrin, D.; Lang, L. Generation of a layer of severe plastic deformation near friction surfaces in upsetting of steel specimens. Metals 2018, 8, 71. [Google Scholar] [CrossRef]
- Goldstein, R.V.; Alexandrov, S.E. An approach to prediction of microstructure formation near friction surfaces at large plastic strains. Phys. Mesomech. 2015, 18, 223–227. [Google Scholar] [CrossRef]
- Alexandrov, S.; Richmond, O. Singular plastic flow fields near surfaces of maximum friction stress. Int. J. Non-Linear Mech. 2001, 36, 1–11. [Google Scholar] [CrossRef]
- Stolyarov, A.; Kamalova, G.; Polyakova, M. Investigation of grain anisotropy on surface area between carbon steel wire at drawing. In Mater Science Forum; Trans Tech Publications: Zurich, Switzerland, 2019. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | S | P | Cr | Cu |
|---|---|---|---|---|---|---|---|
| 0.80 | 0.22 | 0.54 | 0.25 | 0.035 | 0.035 | 0.25 | 0.2 |
| Series of Experiments | Die Semi-Angle α, Deg | Friction Condition |
|---|---|---|
| 1.1 | 4 | s |
| 1.2 | m | |
| 1.3 | h | |
| 2.1 | 5 | s |
| 2.2 | m | |
| 2.3 | h | |
| 3.1 | 6 | s |
| 3.2 | m | |
| 3.3 | h |
| Series of Experiments | Die semi-Angle α, Deg | Friction Condition | Thickness of the Fine Grain Layer, µm | Sample Range, µm |
|---|---|---|---|---|
| 1.1 | 4 | s | 29.7 | 1.0 |
| 1.2 | m | 28.4 | 1.8 | |
| 1.3 | h | 27.9 | 1.6 | |
| 2.1 | 5 | s | 34.9 | 1.2 |
| 2.2 | m | 30.7 | 1.0 | |
| 2.3 | h | 28.3 | 1.9 | |
| 3.1 | 6 | s | 36.4 | 1.2 |
| 3.2 | m | 28.6 | 1.0 | |
| 3.3 | h | 27.7 | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stolyarov, A.; Polyakova, M.; Atangulova, G.; Alexandrov, S.; Lang, L. Effect of Frictional Conditions on the Generation of Fine Grain Layers in Drawing of Thin Steel Wires. Metals 2019, 9, 819. https://doi.org/10.3390/met9080819
Stolyarov A, Polyakova M, Atangulova G, Alexandrov S, Lang L. Effect of Frictional Conditions on the Generation of Fine Grain Layers in Drawing of Thin Steel Wires. Metals. 2019; 9(8):819. https://doi.org/10.3390/met9080819
Chicago/Turabian StyleStolyarov, Alexey, Marina Polyakova, Guzel Atangulova, Sergei Alexandrov, and Lihui Lang. 2019. "Effect of Frictional Conditions on the Generation of Fine Grain Layers in Drawing of Thin Steel Wires" Metals 9, no. 8: 819. https://doi.org/10.3390/met9080819
APA StyleStolyarov, A., Polyakova, M., Atangulova, G., Alexandrov, S., & Lang, L. (2019). Effect of Frictional Conditions on the Generation of Fine Grain Layers in Drawing of Thin Steel Wires. Metals, 9(8), 819. https://doi.org/10.3390/met9080819