Formation of Large Size Precipitate-Free Zones in β Annealing of the Near-β Ti-55531 Titanium Alloy


Abstract
:
1. Introduction
2. Material and Procedures
2.1. Material
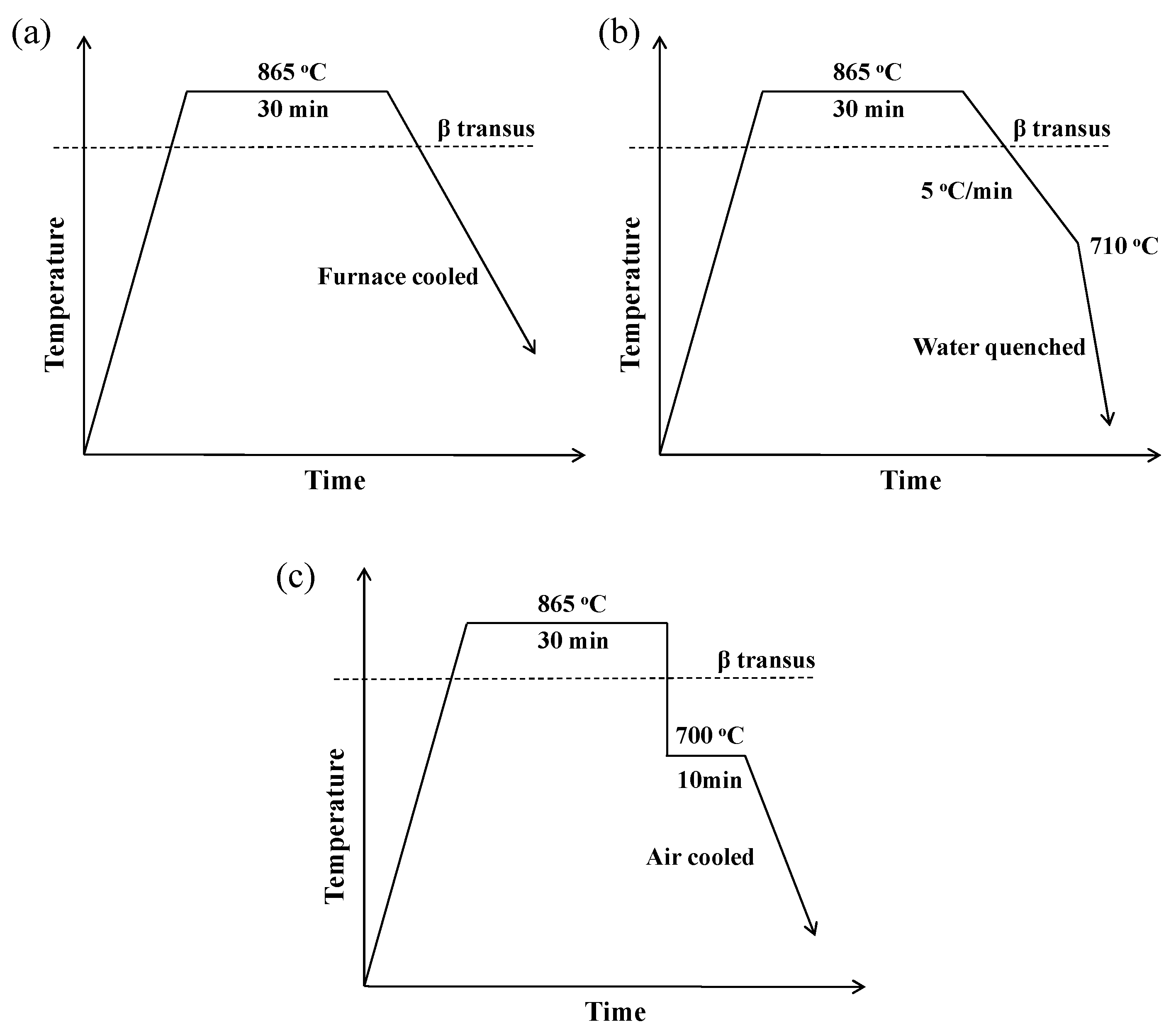
2.2. Experimental Procedures
3. Results
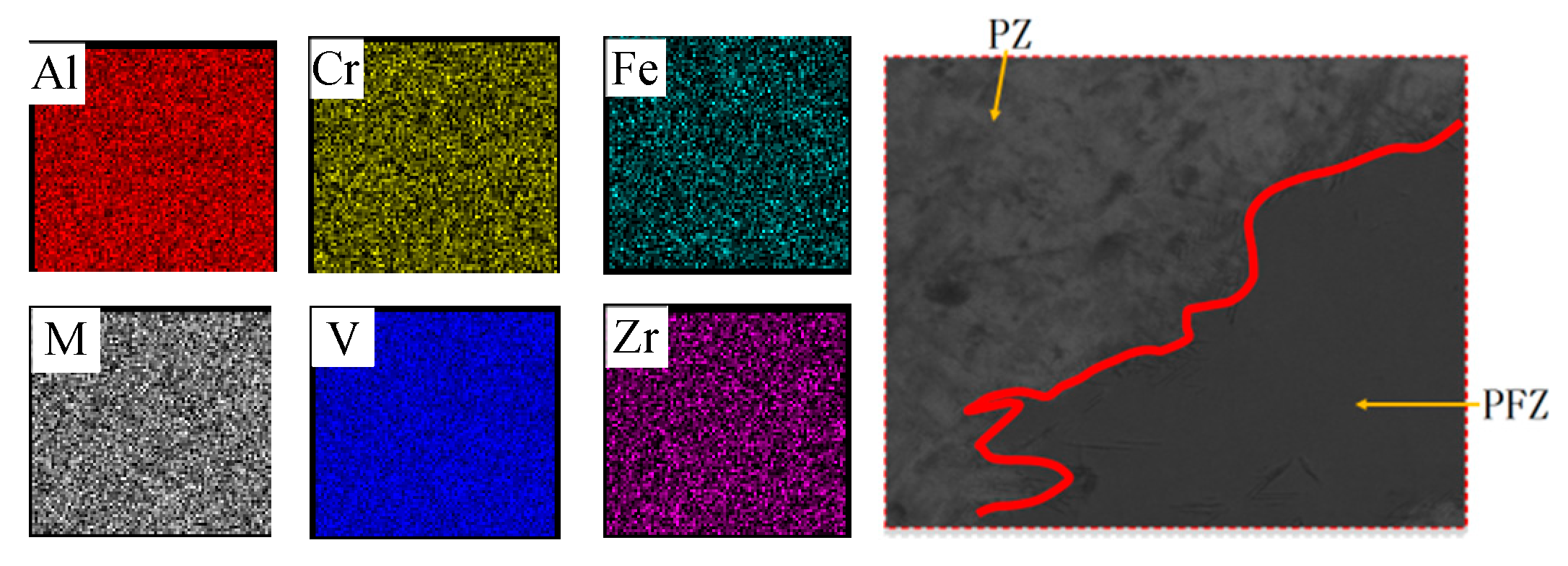
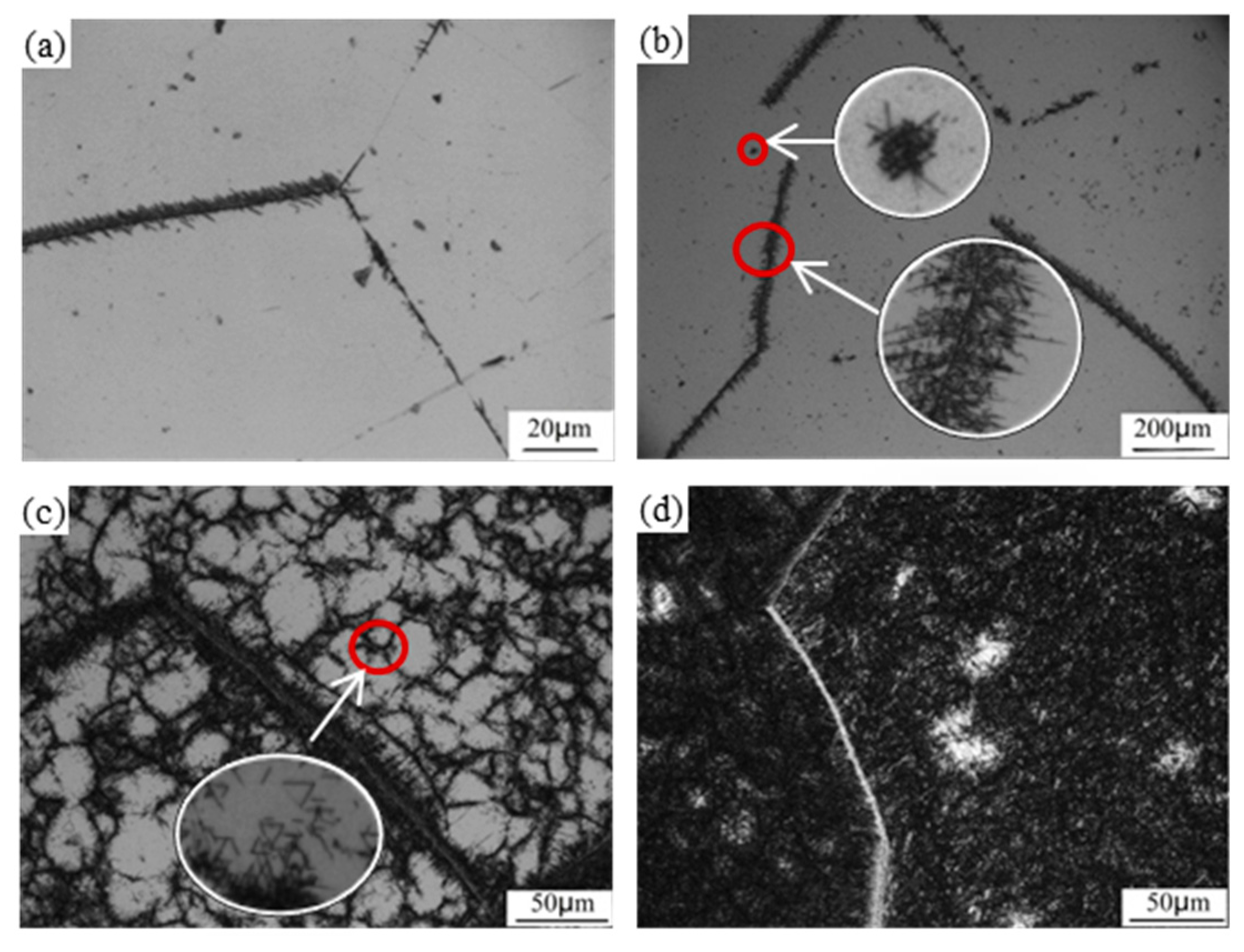
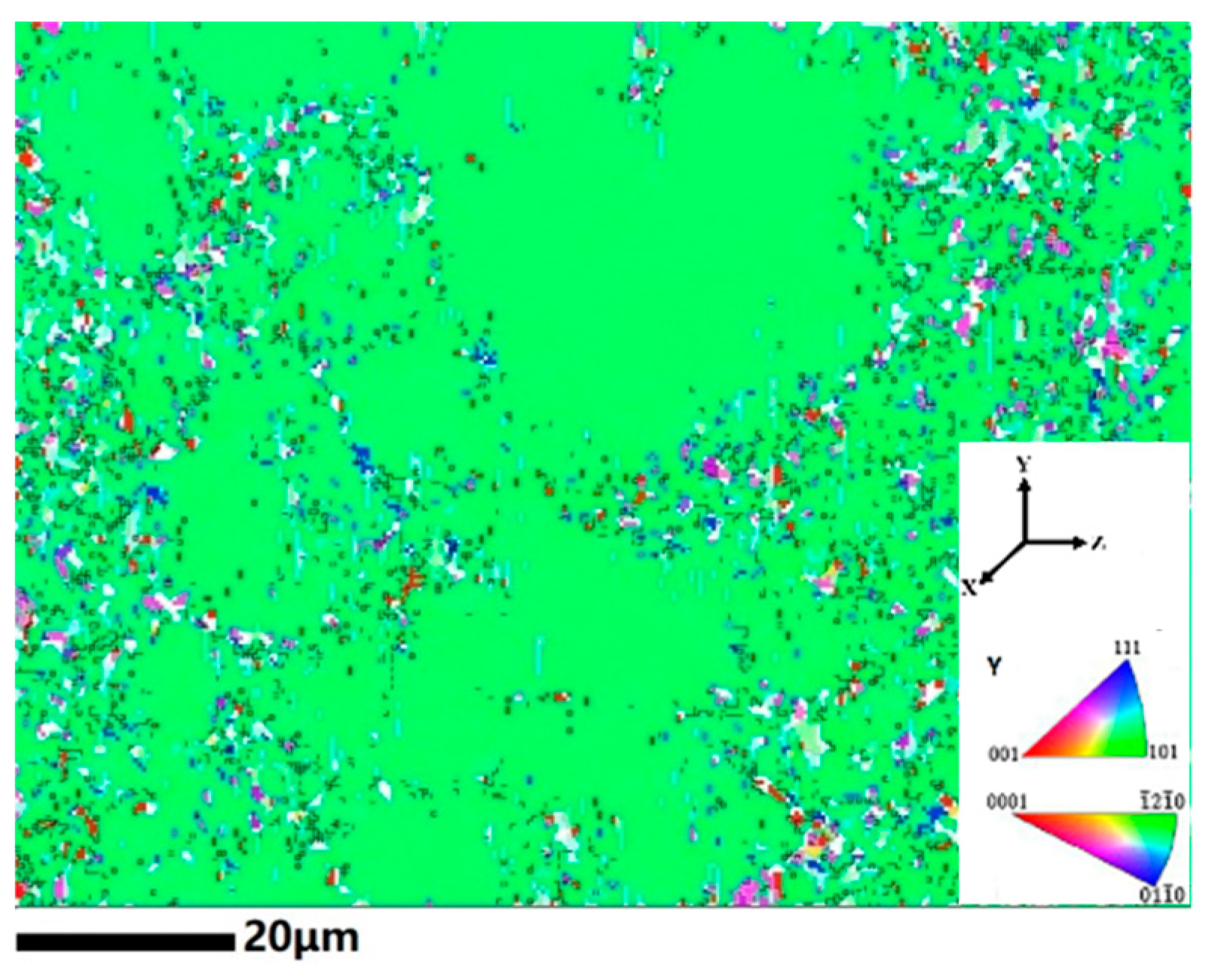
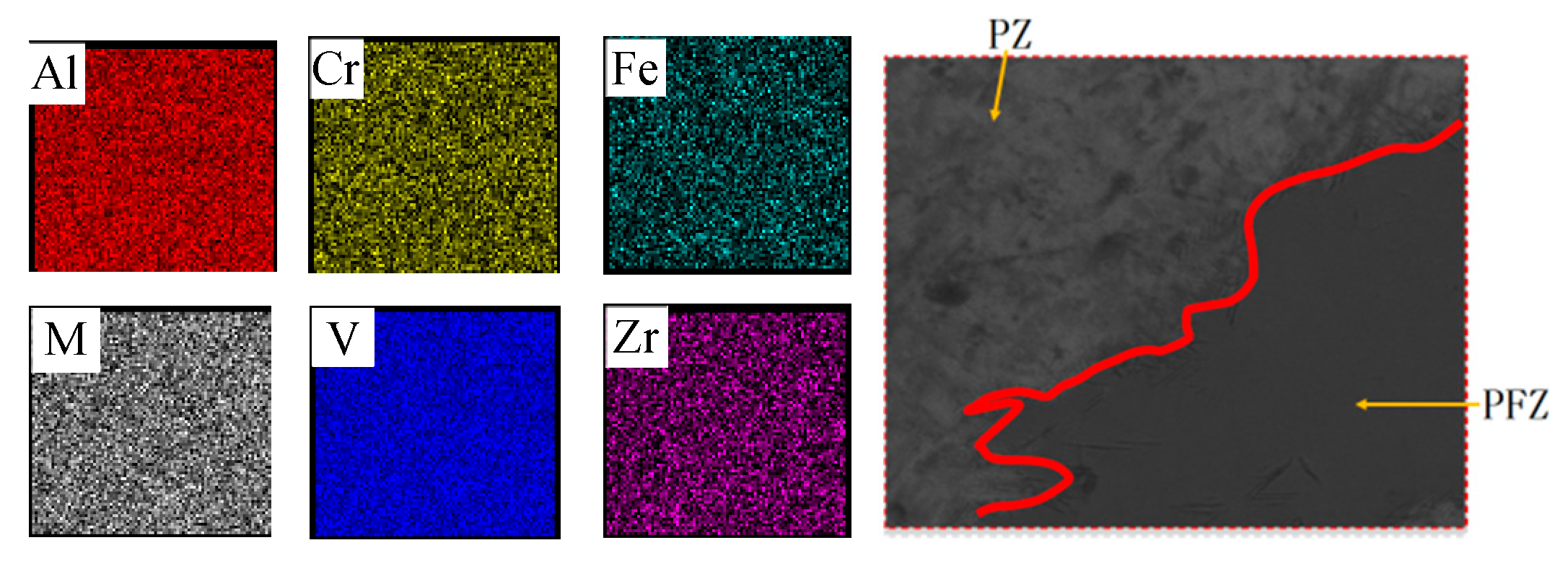
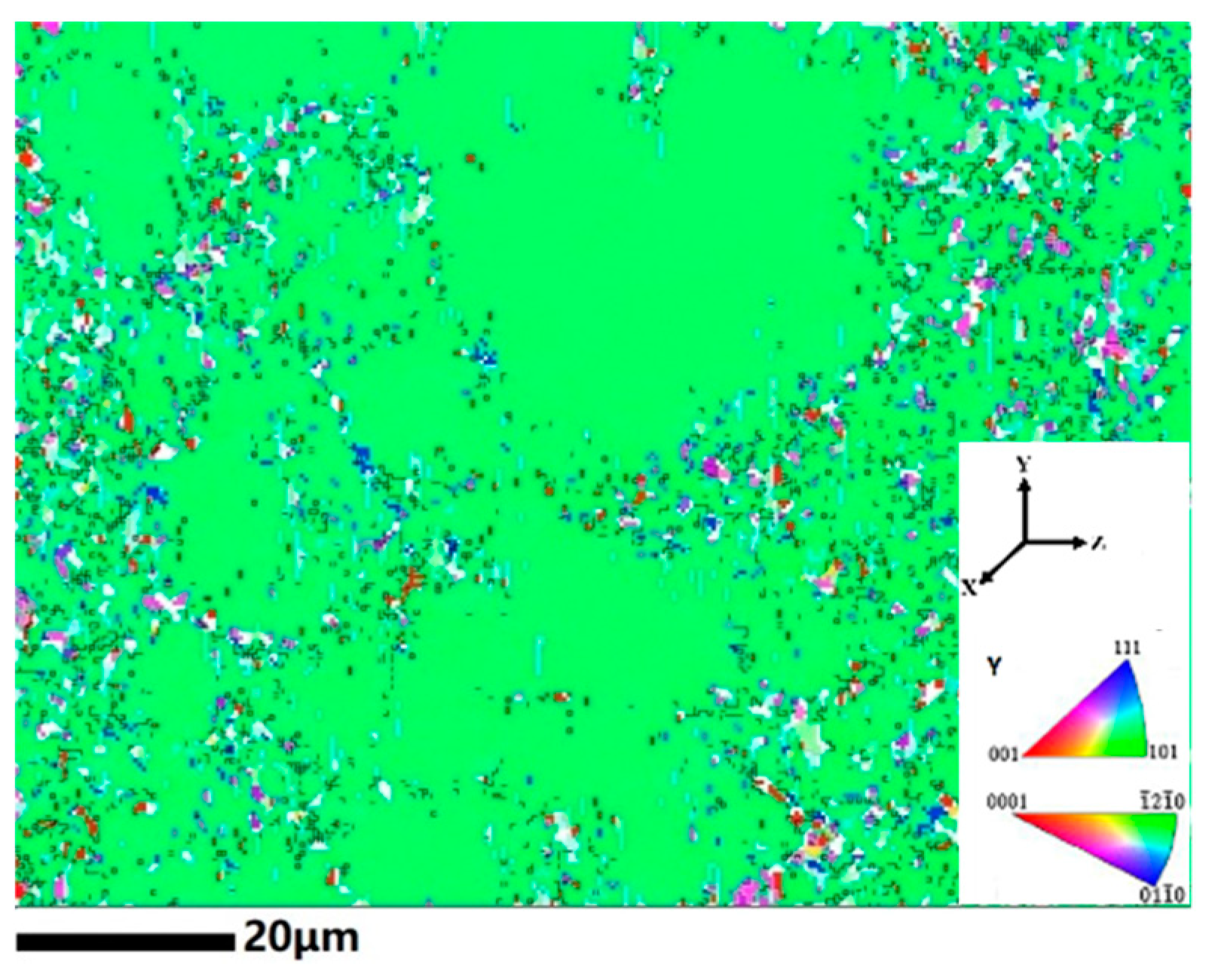
3.1. Characteristics of the Large Size PFZs
3.2. β-α Phase Transformation of Ti-55531 Alloy
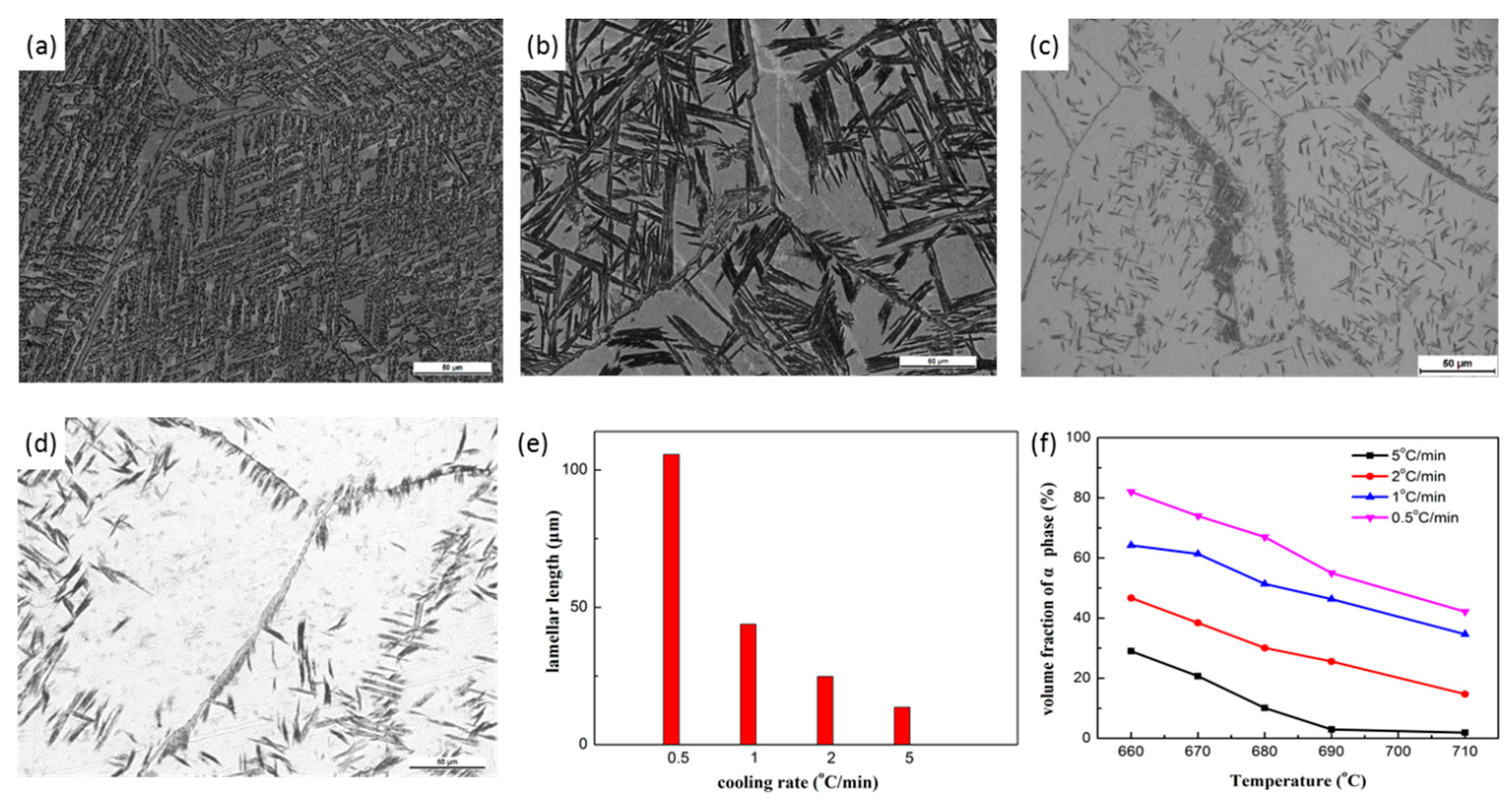
3.3. Effect of Processing Parameter on Phase Transformation
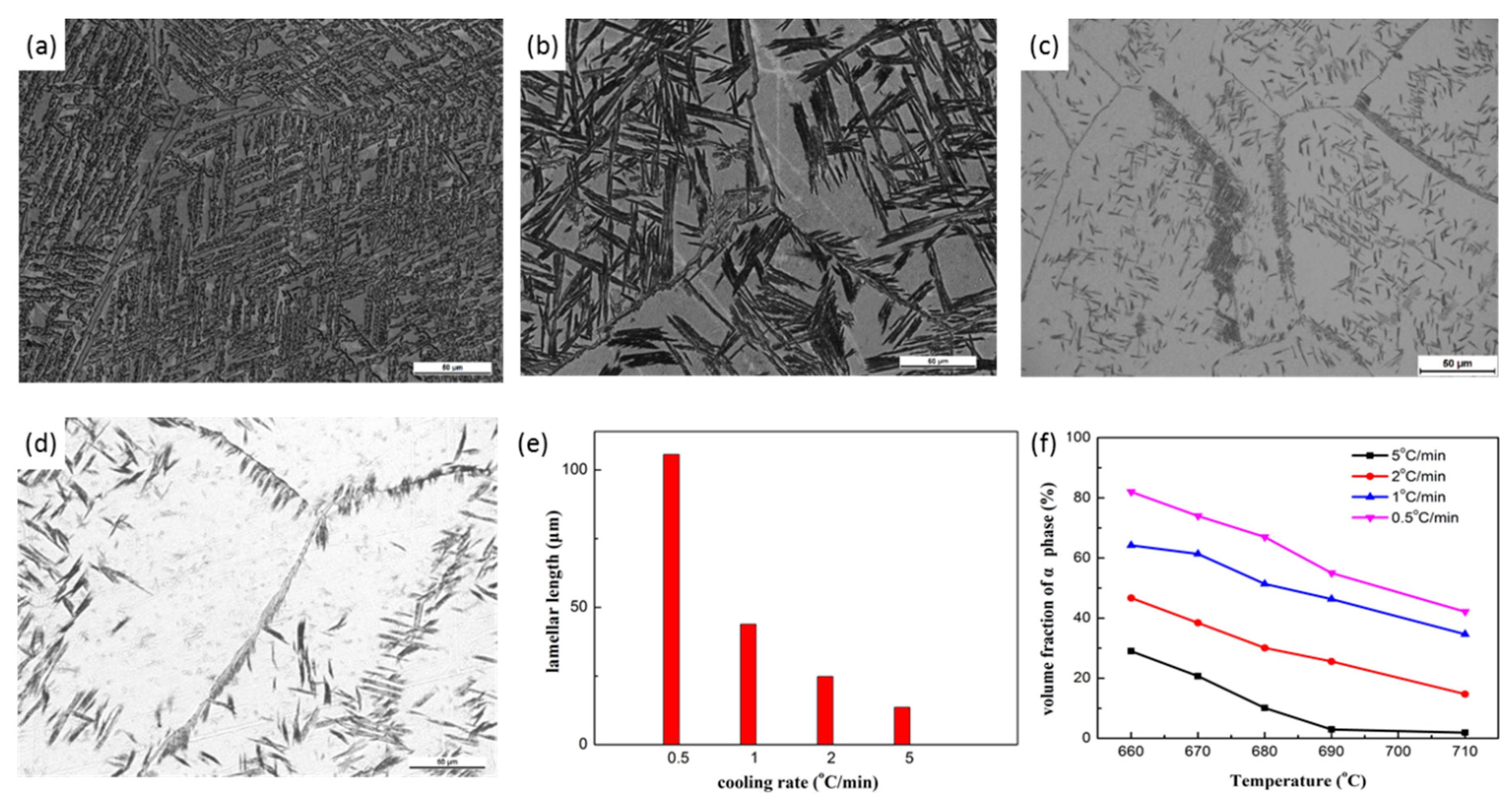
3.3.1. Continuous Cooling
3.3.2. Isothermal Treatment
4. Discussion
5. Conclusions
- (1)
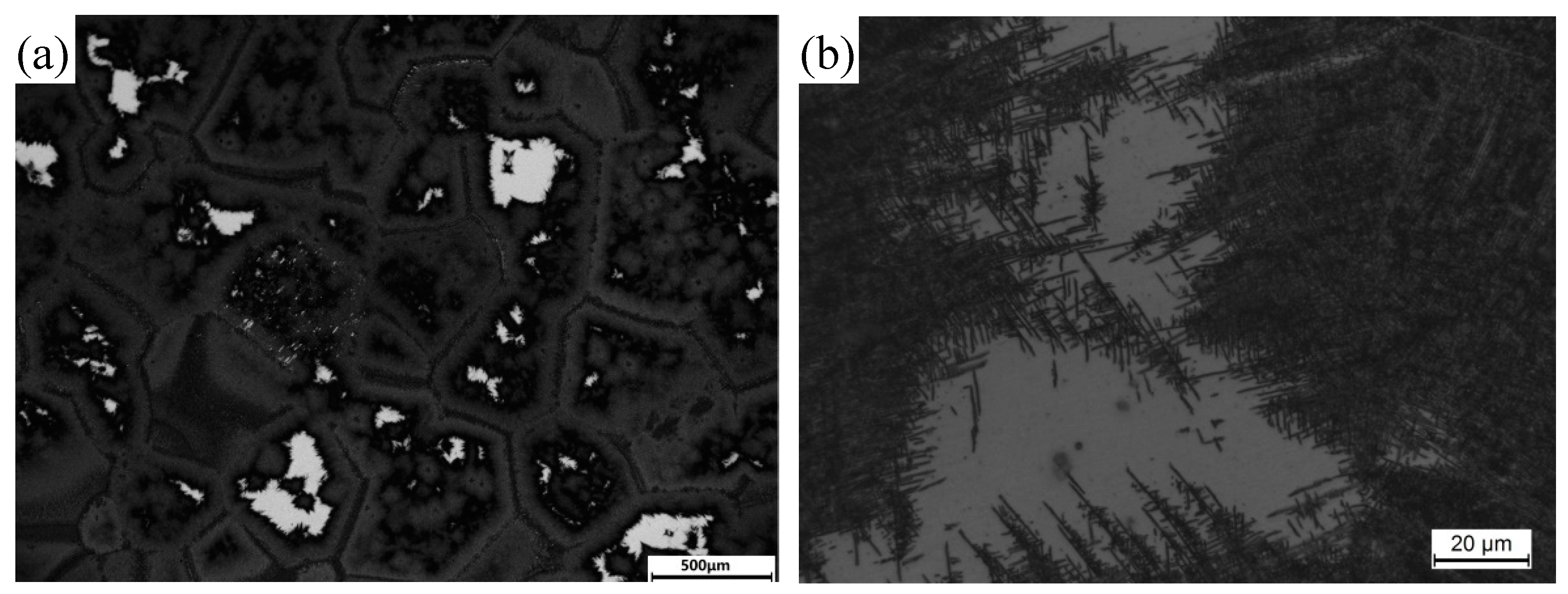
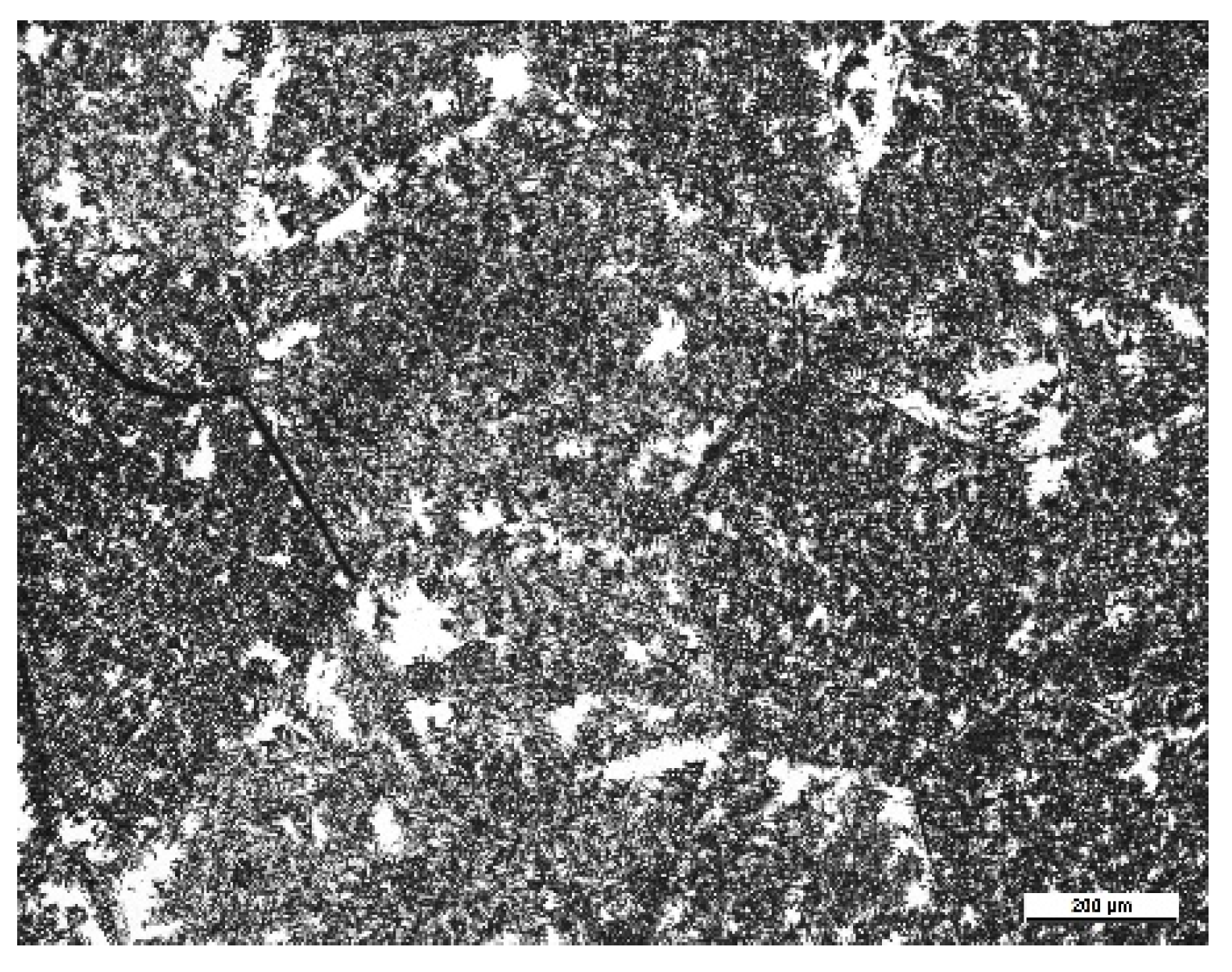
- Large size PFZs in the absence of micro segregation appeared only when the Ti-55531 titanium alloy was annealed at high temperature and furnace cooled. The formation of large size PFZs was not deterministic.
- (2)
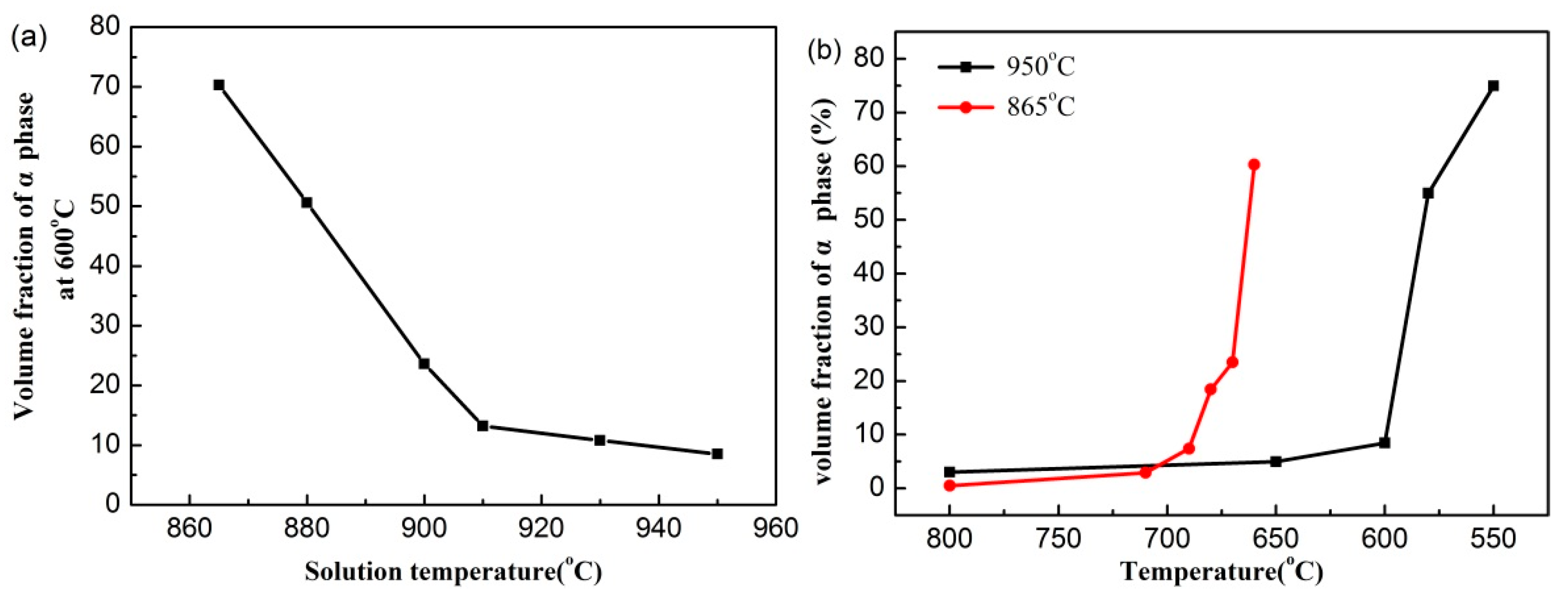
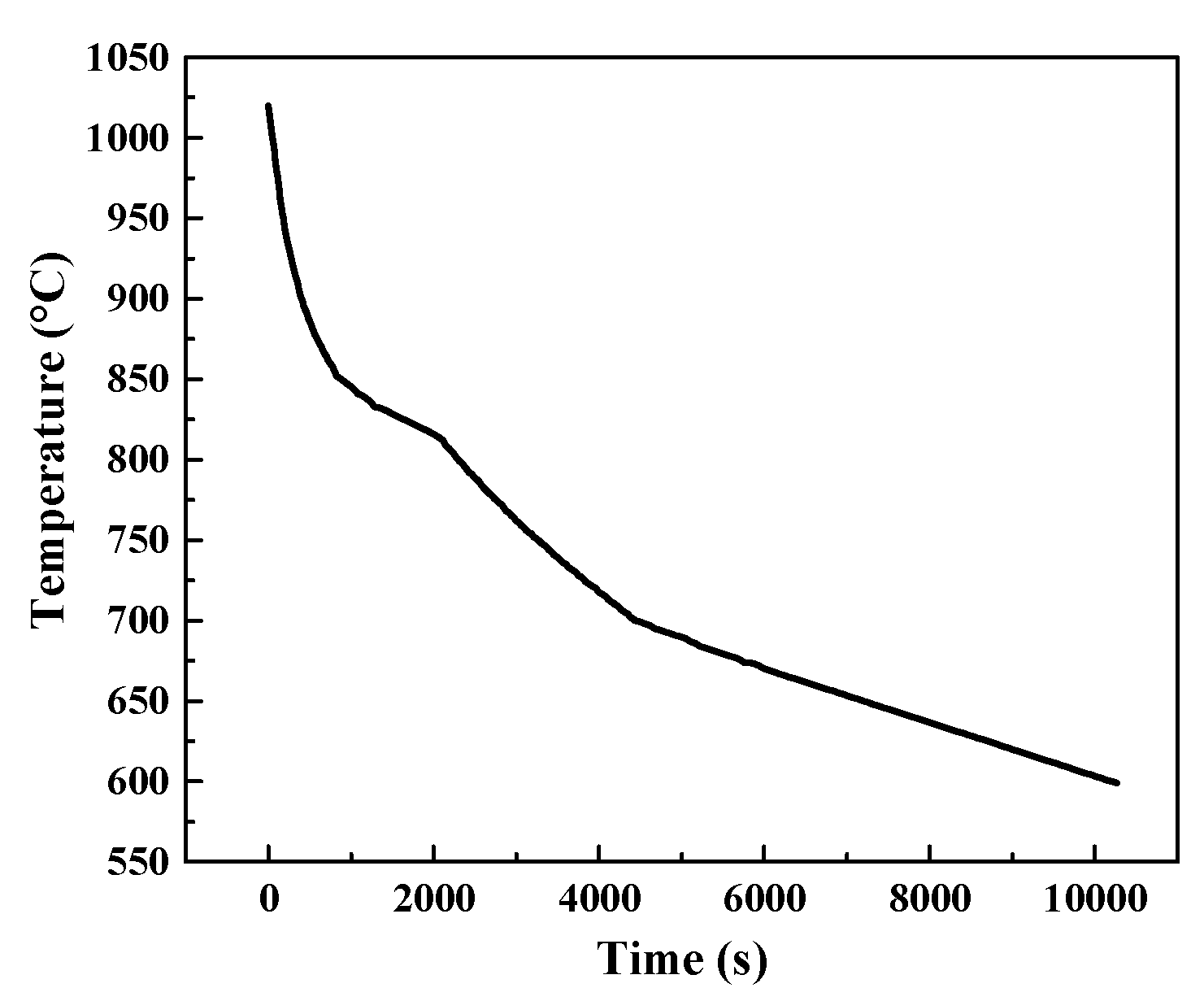
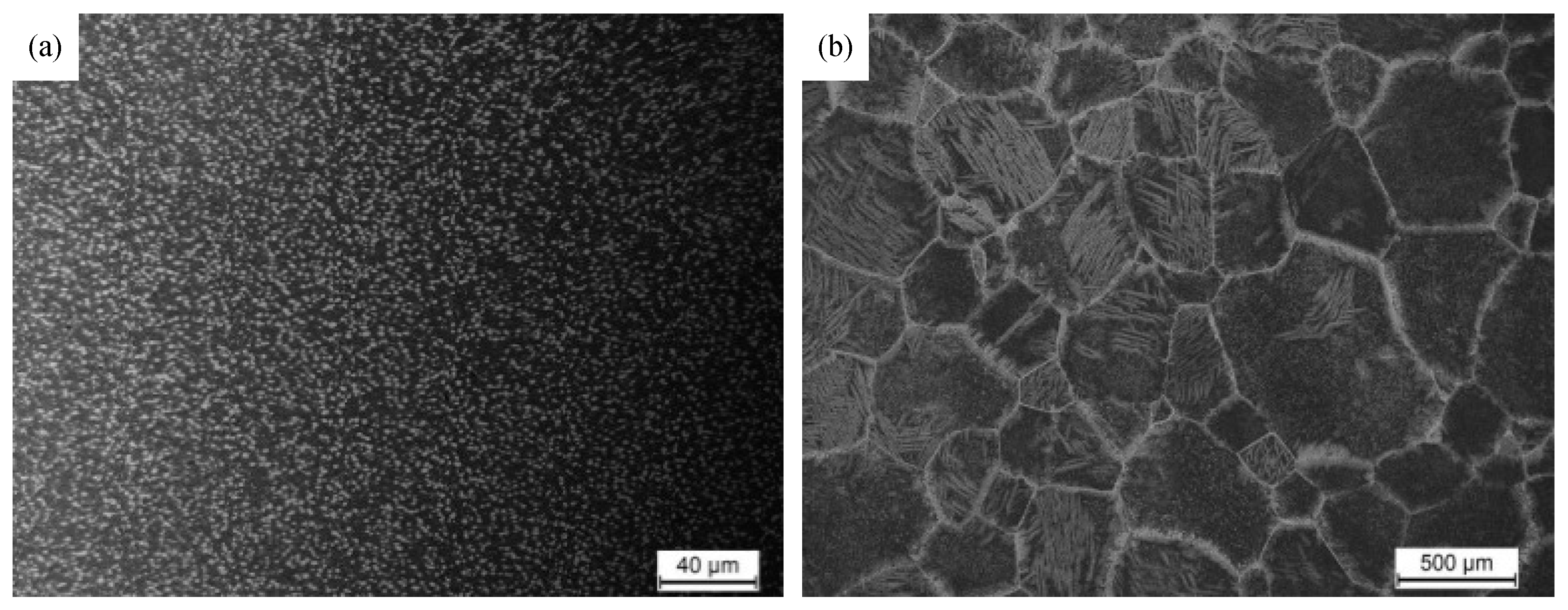
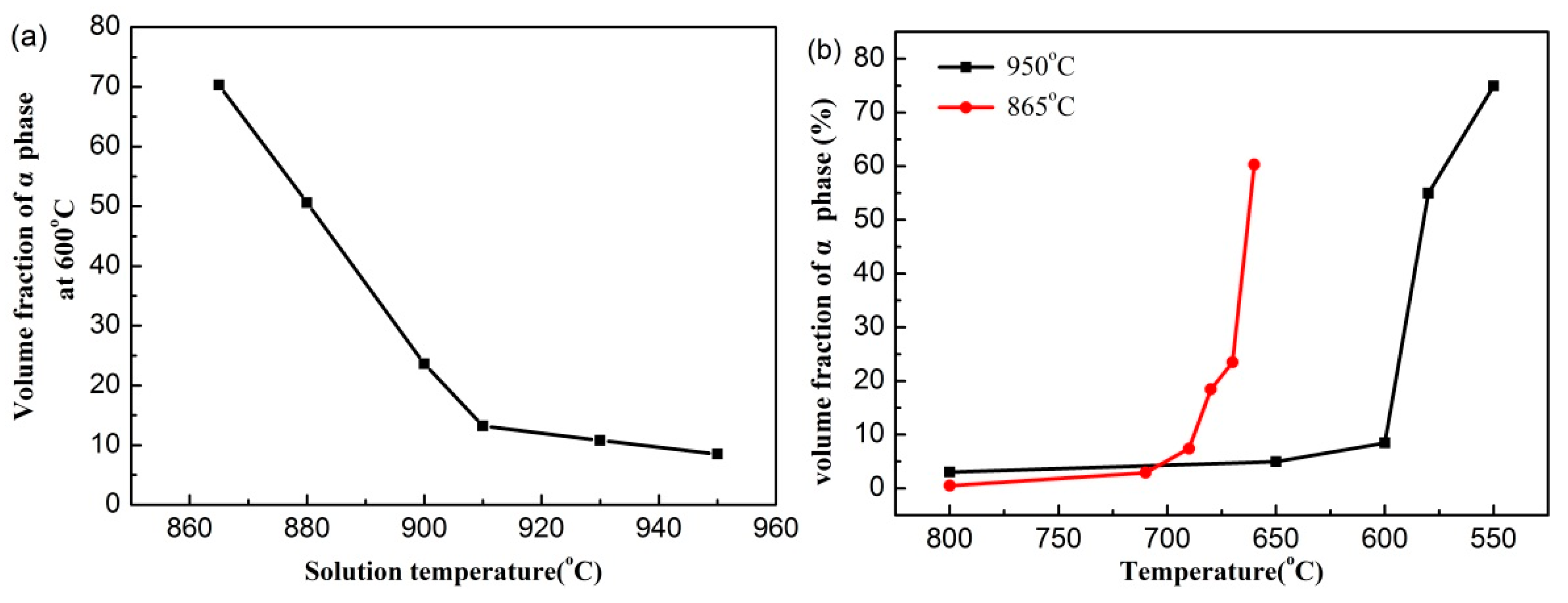
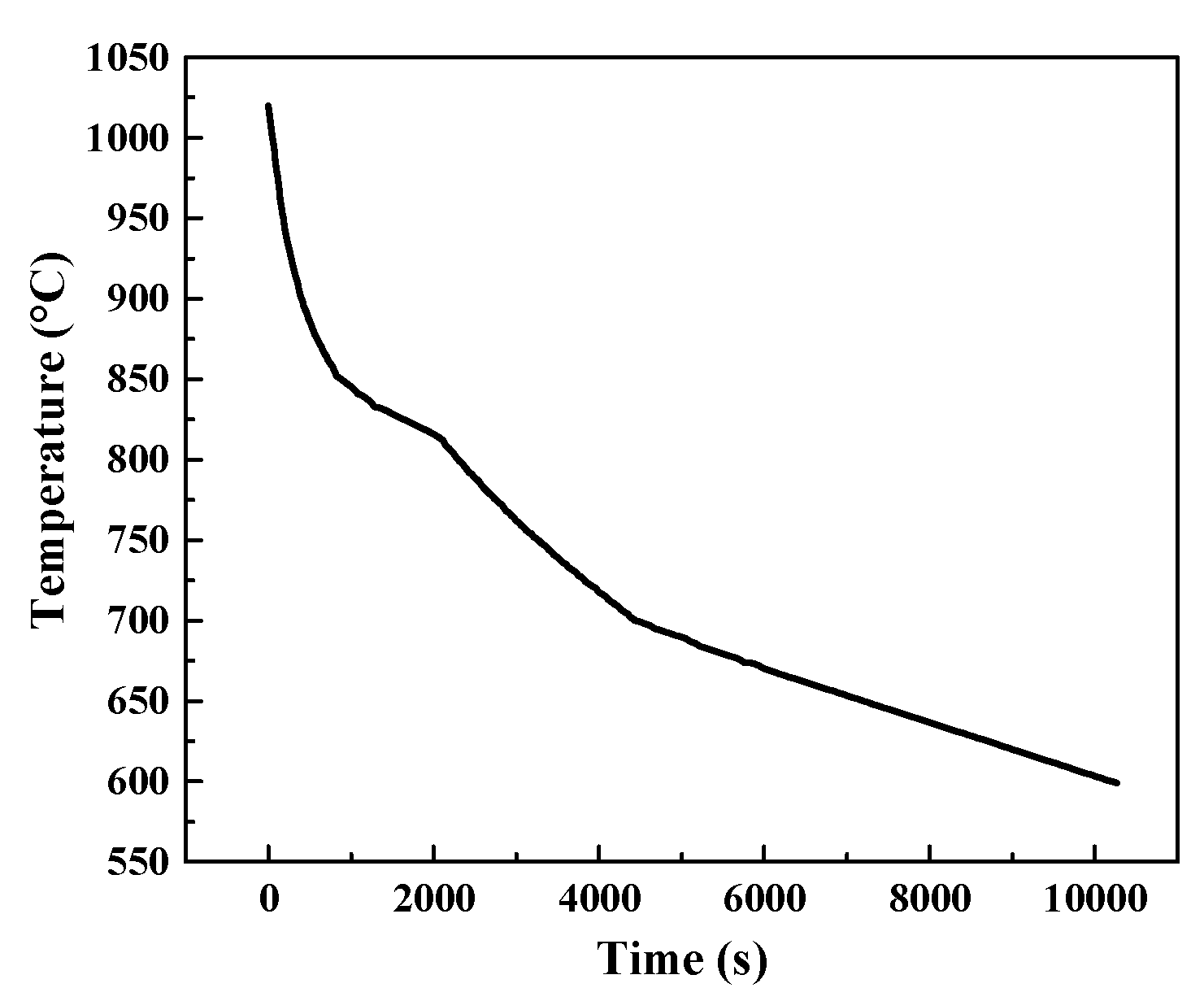
- A two-stage phase transition behavior was observed in slow cooling. The first stage involved the formation of grain boundary α and equiaxed α particles or thick α lamellae in the grain interior. The second stage referred to the nucleation and growth of lamellae α. The critical temperature for the onset of the second stage decreased with increasing annealing temperature and cooling rate.
- (3)
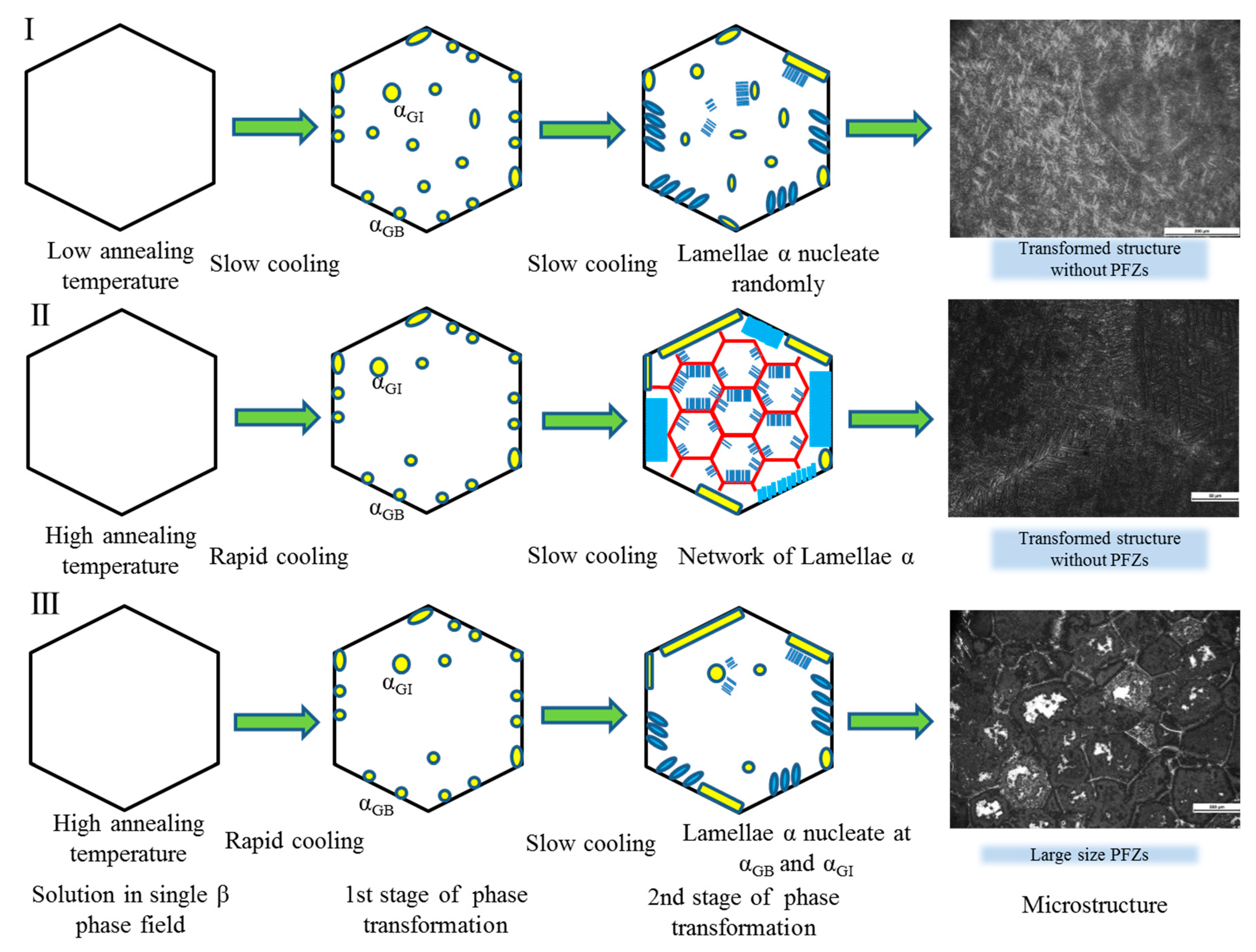
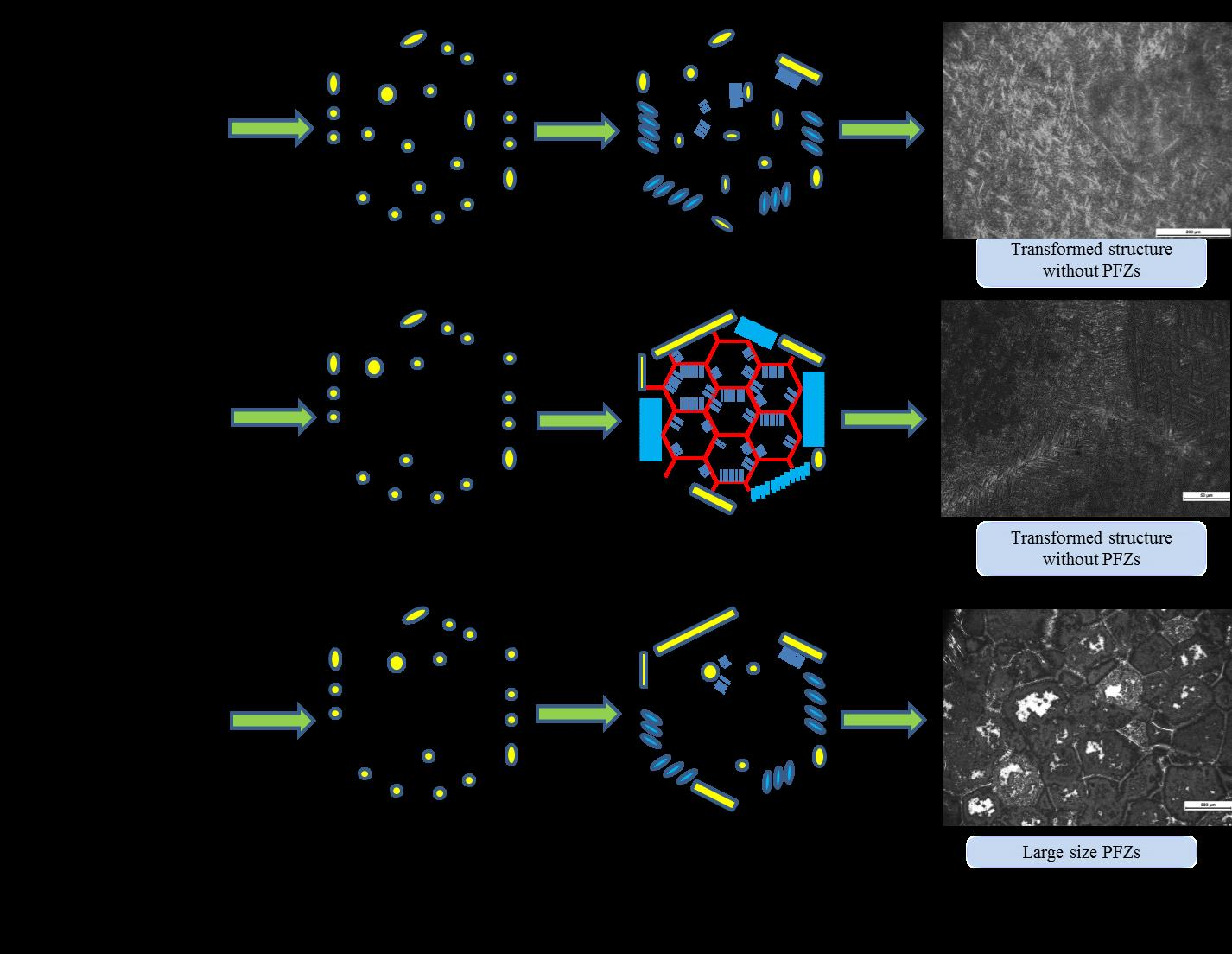
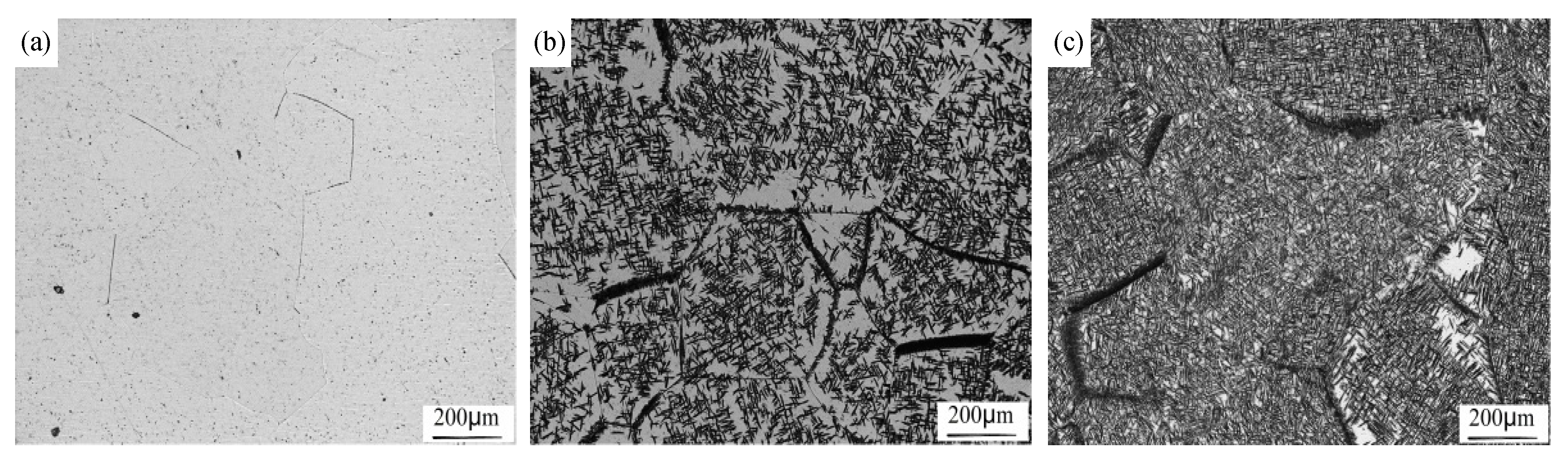
- The nucleation site evolves in three different modes during the second stage: I-random nucleation inside the β grains, II-network nucleation inside the β grains and, III-heterogeneous nucleation on the precipitated α phase. Both Mode II and Mode III were promoted at high annealing temperature, rapid cooling in the first stage and slow cooling in the second stage. Mode III resulted in the formation of large size PFZs while Mode II leads to a homogeneous transformed structure.
- (4)
- Network of lamellae α (Mode II) formed in the absence of substructure. Such nucleation mode can minimize the strain energy in phase transformation. The competition between Mode II and Mode III resulted in the uncertainty of the microstructure.
Author Contributions
Funding
Conflicts of Interest
References
- Meng, M.; Yang, H.; Fan, X.G.; Yan, S.L.; Zhao, A.M.; Zhu, S. On the modeling of diffusion-controlled growth of primary alpha in heat treatment of two-phase Ti-alloys. J. Alloys Compd. 2017, 691, 67–80. [Google Scholar] [CrossRef]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Clément, N.; Lenain, A.; Jacques, P.J. Mechanical property optimization via microstructural control of new metastable beta titanium alloys. JOM 2007, 59, 50–53. [Google Scholar] [CrossRef]
- Lenain, A.; Clément, N.; Jacques, P.J.; Véron, M. Characterization of the α phase nucleation in a two-phase metastable β titanium alloy. J. Mater. Eng. Perform. 2005, 14, 722–727. [Google Scholar] [CrossRef]
- Lütjering, G.; Albrecht, J.; Sauer, C.; Krull, T. The influence of soft, precipitate- free zones at grain boundaries in Ti and Al alloys on their fatigue and fracture behavior. Mater. Sci. Eng. A 2007, 468–470, 201–209. [Google Scholar] [CrossRef]
- Liu, C.M.; Wang, H.M.; Tian, X.J.; Tang, H.B. Subtransus triplex heat treatment of laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2014, 604, 176–182. [Google Scholar] [CrossRef]
- Narita, K.; Niinomi, M.; Nakai, M. Suyalatu Effect of heterogeneous precipitation caused by segregation of substitutional and interstitial elements on mechanical properties of a β-type Ti alloy. Mater. Sci. Eng. A 2015, 643, 109–118. [Google Scholar] [CrossRef]
- Ogura, T.; Hirose, A.; Sato, T. Effect of PFZ and Grain Boundary Precipitate On Mechanical Properties and Fracture Morphologies in Al-Zn-Mg(Ag) Alloys. Mater. Sci. Forum 2010, 638–642, 297–302. [Google Scholar] [CrossRef]
- Teixeira, J.D.; Héricher, L.; Appolaire, B. Prediction of the kinetics of the phase transformations and the associated microstructure during continuous cooling in the Ti17. J. Phys. 2004, 120, 93–101. [Google Scholar]
- Li, T.; Kent, D.; Sha, G.; Cairney, J.M.; Dargusch, M.S. The role of ω in the precipitation of α in near-β Ti alloys. Scr. Mater. 2016, 117, 92–95. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Straumal, B.B.; Nekrasov, A.N.; Kilmametov, A.; Afonikova, N.S. Grain Boundary Wetting by a Second Solid Phase in Ti-Fe Alloys. J. Mater. Eng. Perform. 2018, 27, 4989–4992. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Ivanisenko, Y.; Gornakova, A.S.; Mazilkin, A.A.; Kriegel, M.J.; Fabrichnaya, O.B.; Baretzky, B.; HahnPhase, H. Transformations in Ti–Fe Alloys Induced by High-Pressure Torsion. Adv. Eng. Mater. 2015, 17, 1835–1841. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2005; p. 401. [Google Scholar]
- Bohemen, S.M.C.V.; Kamp, A.; Petrov, R.H.; Kestens, L.A.I.; Sietsma, J. Nucleation and variant selection of secondary α plates in a β Ti alloy. Acta Mater. 2008, 56, 5907–5914. [Google Scholar] [CrossRef]
- Duerig, T.W.; Williams, J.C. Beta Titanium Alloys in the 80s: Proceedings of the Symposium; Metallurgical Society of AIME: New York, NY, USA, 1984; pp. 19–67. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Cr | Mo | ||||
|---|---|---|---|---|---|---|---|---|
| PZ | PFZ | PZ | PFZ | PZ | PFZ | PZ | PFZ | |
| wt.% | 5.34 | 5.38 | 4.96 | 4.91 | 2.85 | 2.74 | 5.90 | 5.77 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Shi, X.; Fan, X.; Li, Q. Formation of Large Size Precipitate-Free Zones in β Annealing of the Near-β Ti-55531 Titanium Alloy. Metals 2019, 9, 544. https://doi.org/10.3390/met9050544
Jiang X, Shi X, Fan X, Li Q. Formation of Large Size Precipitate-Free Zones in β Annealing of the Near-β Ti-55531 Titanium Alloy. Metals. 2019; 9(5):544. https://doi.org/10.3390/met9050544
Chicago/Turabian StyleJiang, Xueqi, Xiaoqiang Shi, Xiaoguang Fan, and Qi Li. 2019. "Formation of Large Size Precipitate-Free Zones in β Annealing of the Near-β Ti-55531 Titanium Alloy" Metals 9, no. 5: 544. https://doi.org/10.3390/met9050544
APA StyleJiang, X., Shi, X., Fan, X., & Li, Q. (2019). Formation of Large Size Precipitate-Free Zones in β Annealing of the Near-β Ti-55531 Titanium Alloy. Metals, 9(5), 544. https://doi.org/10.3390/met9050544