Evolution of Microstructure and Mechanical Properties in a Single-Stage Aged 7075 Aluminum Alloy Pulse Variable Polarity Plasma Arc Welded Joint

Abstract
:1. Introduction
2. Materials and Methods
3. Results
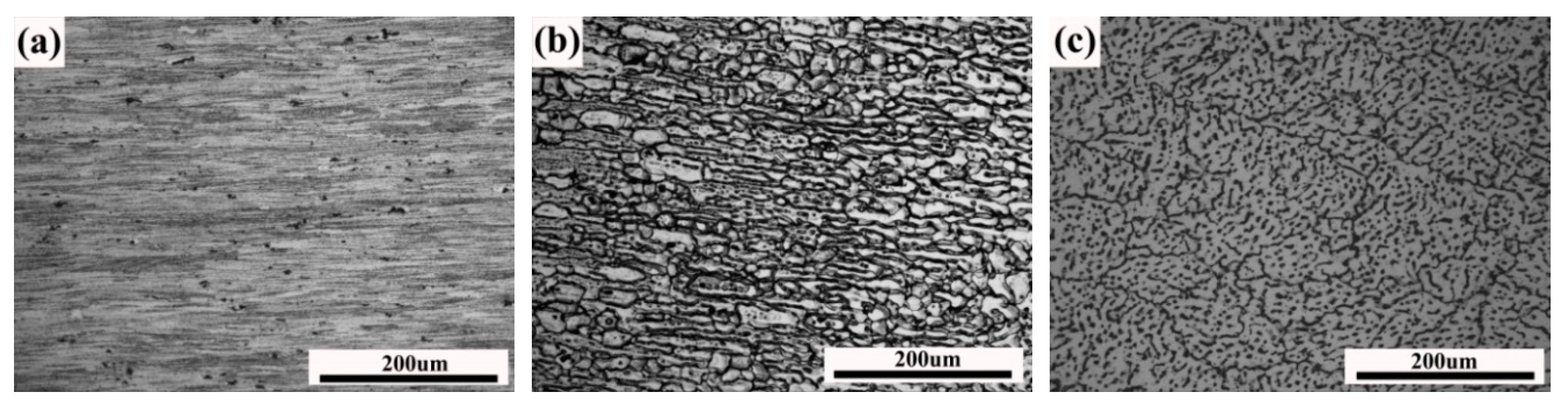
3.1. Microstructure of the 7075 Aluminum PVPPAW Joint
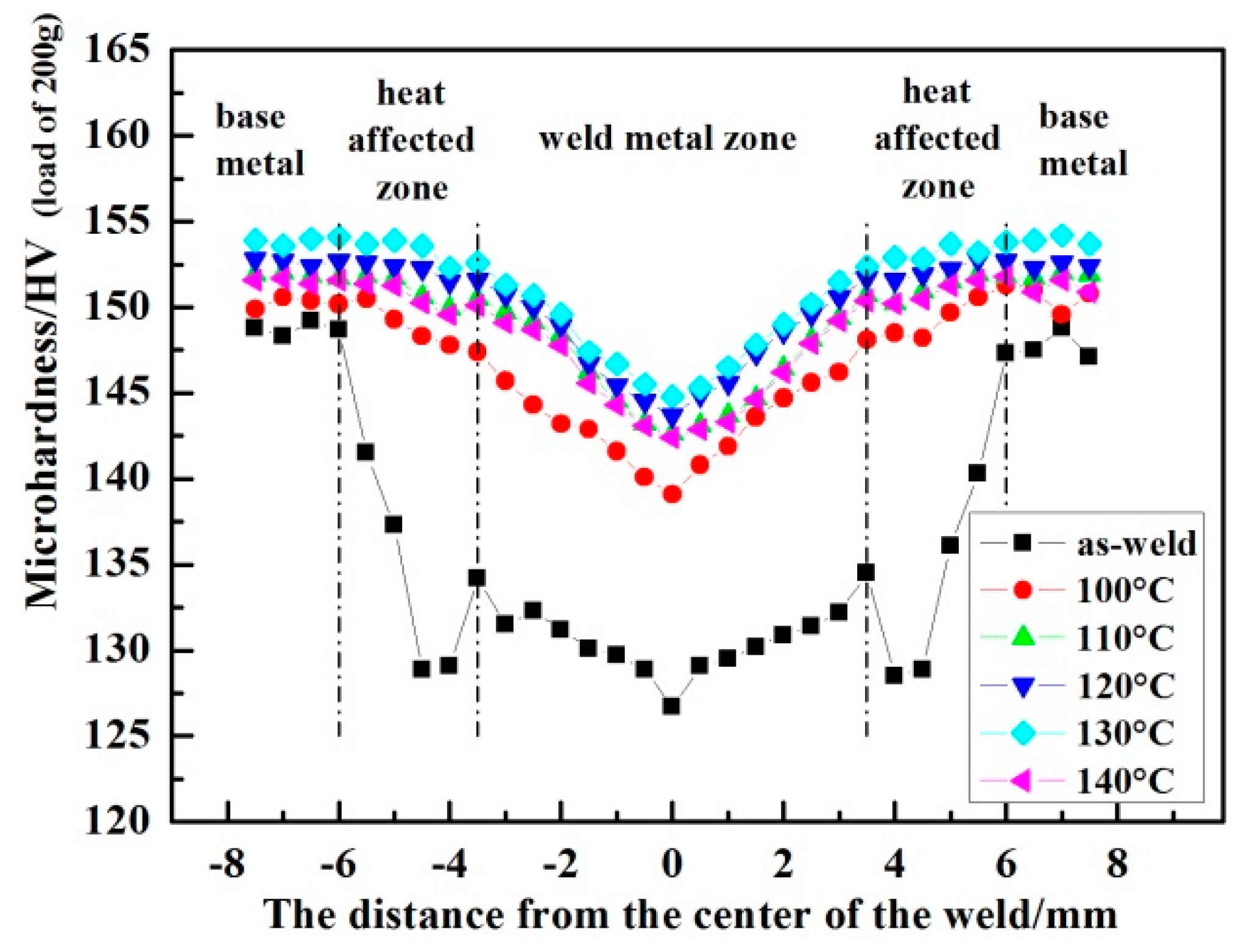
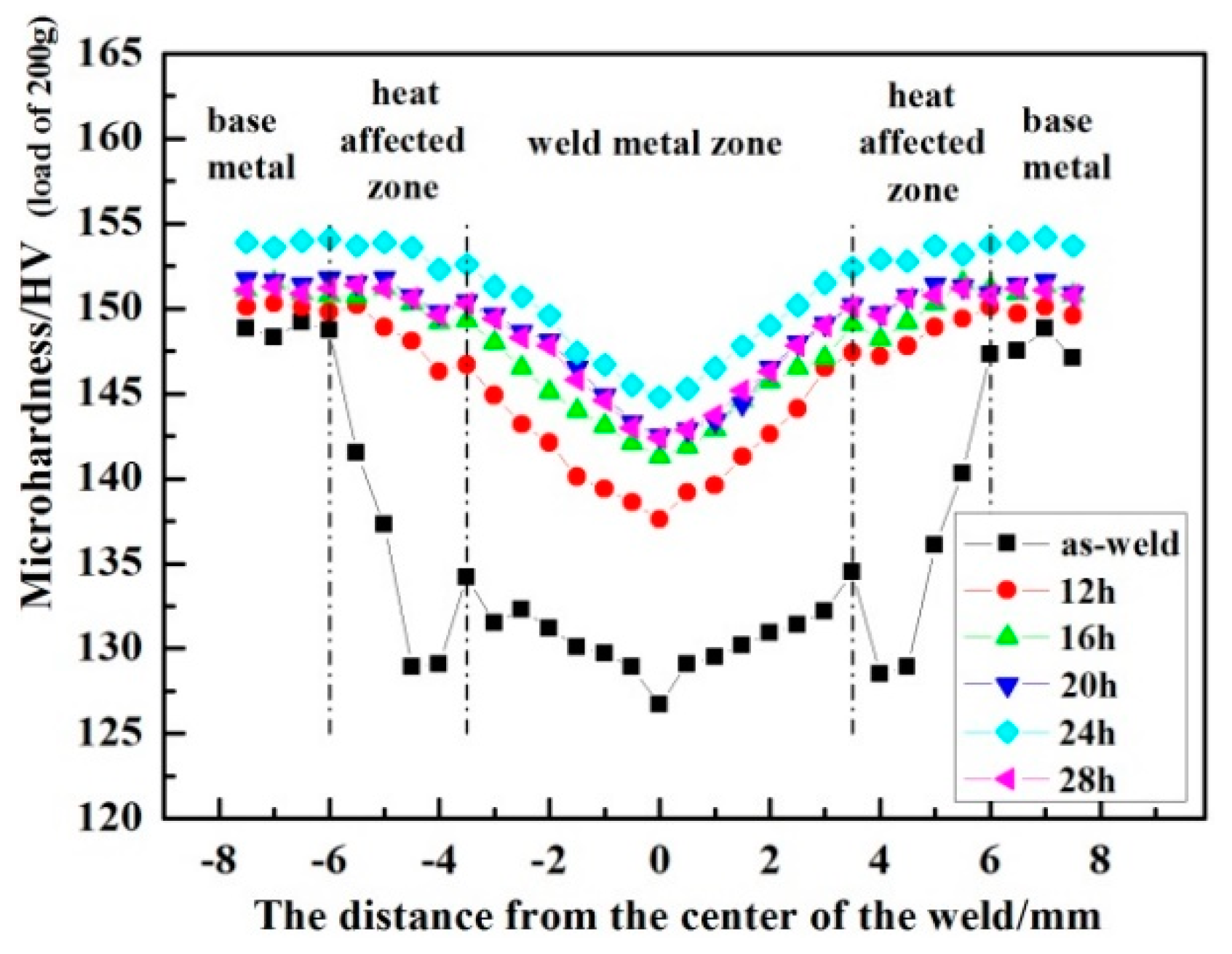
3.2. Effect of Single-Stage Aging Temperature on the Mechanical Properties
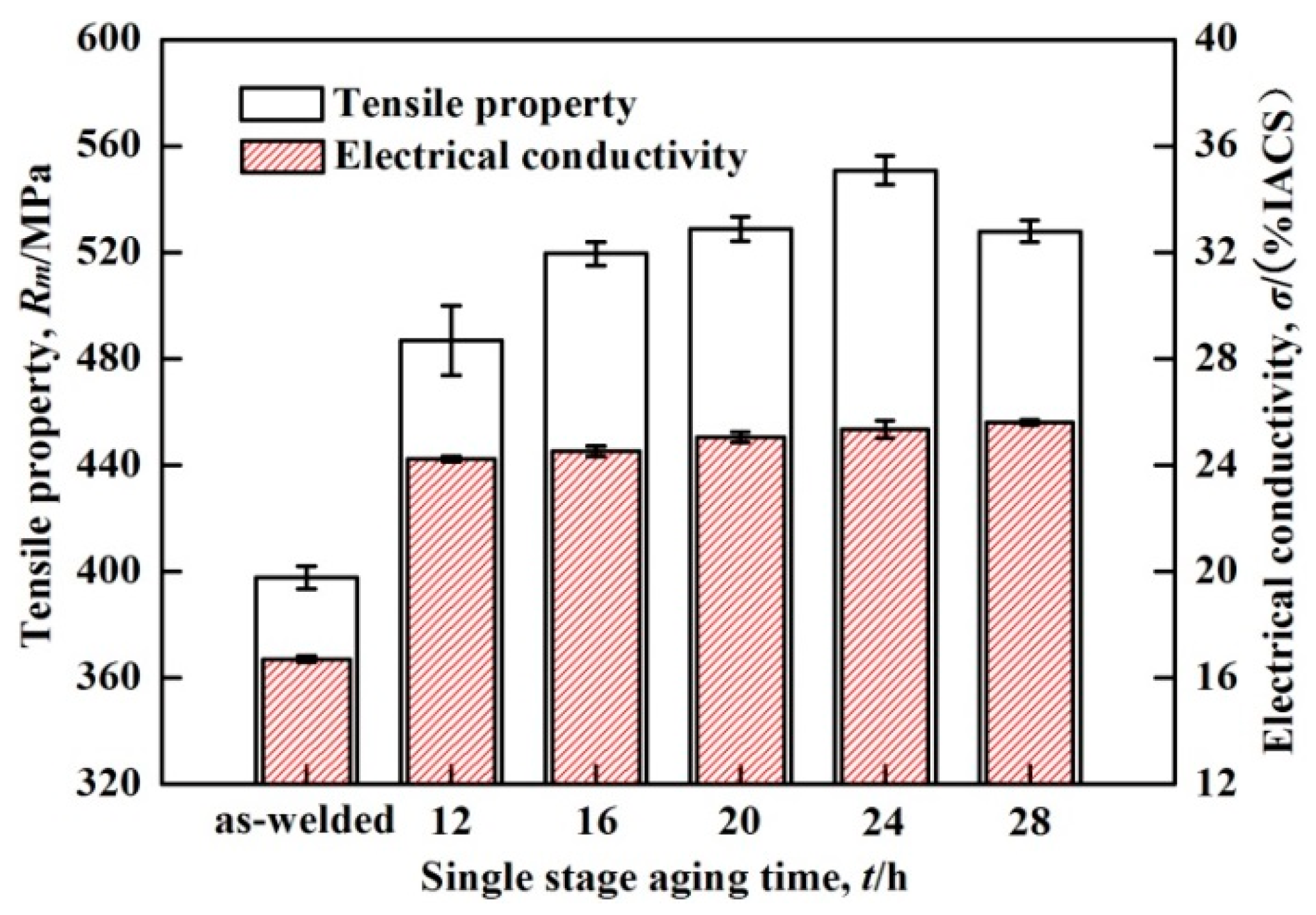
3.3. Effect of Single-Stage Aging Time on the Mechanical Properties
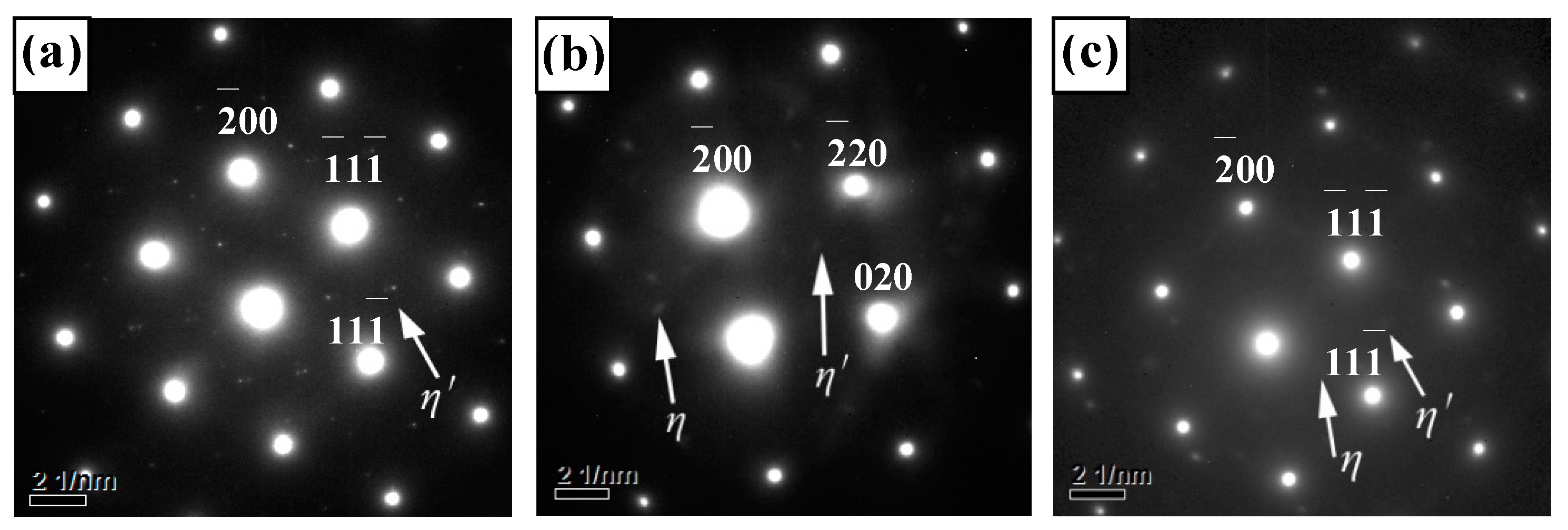
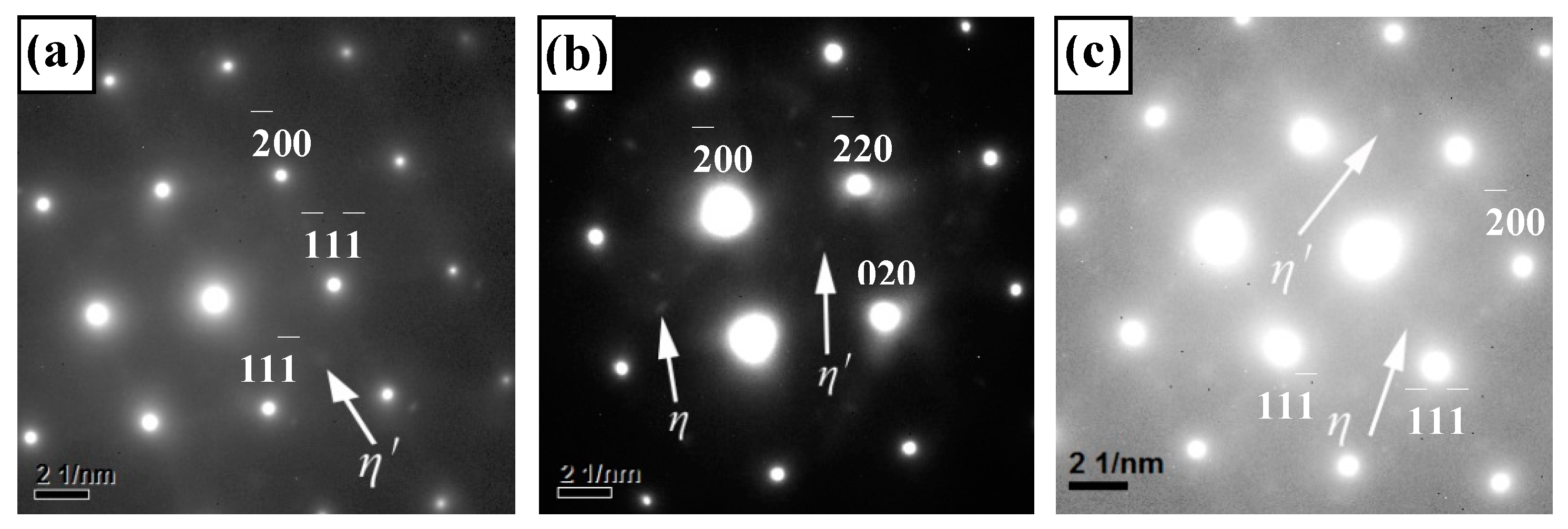
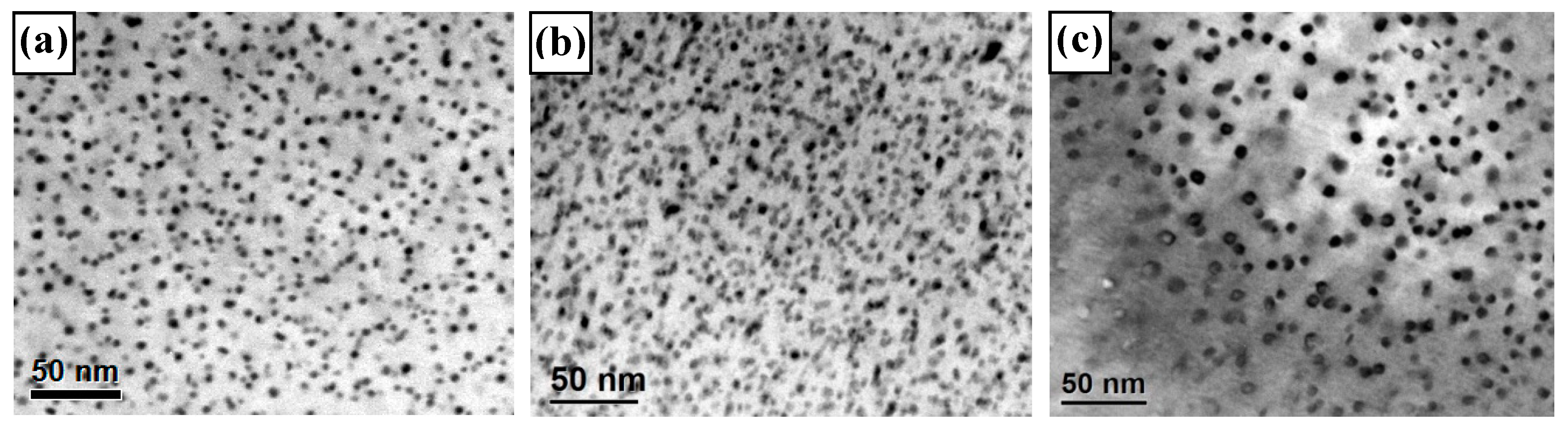
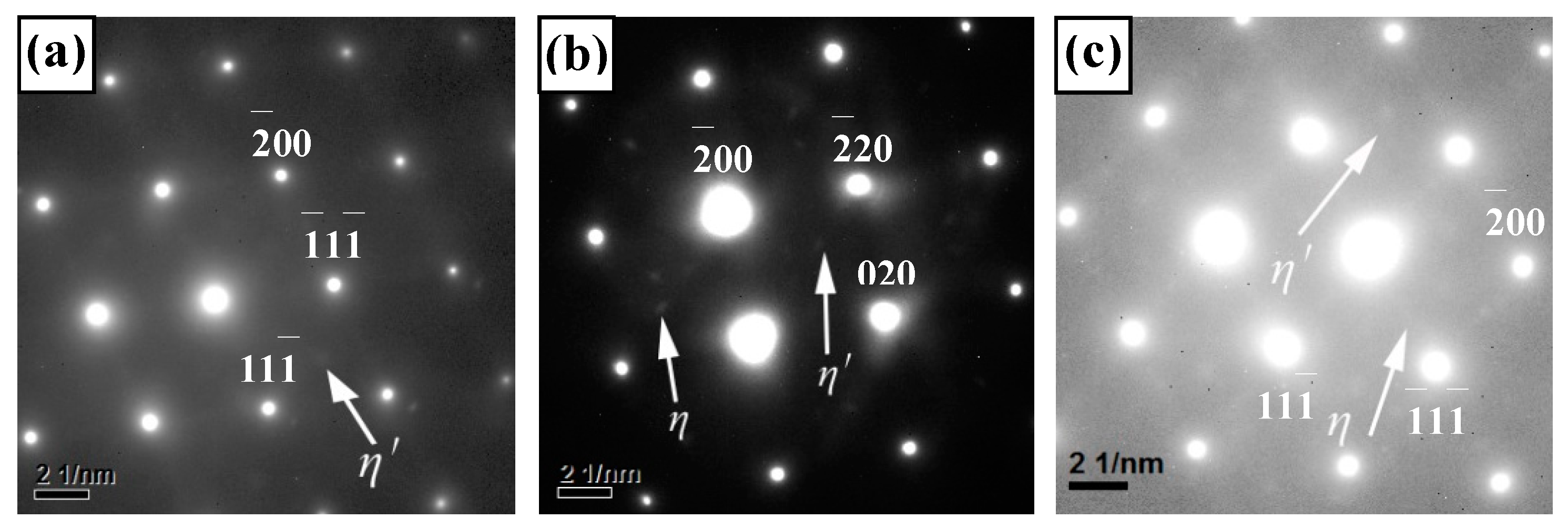
3.4. Effect of Single-Stage Aging Temperature on the Microstructure
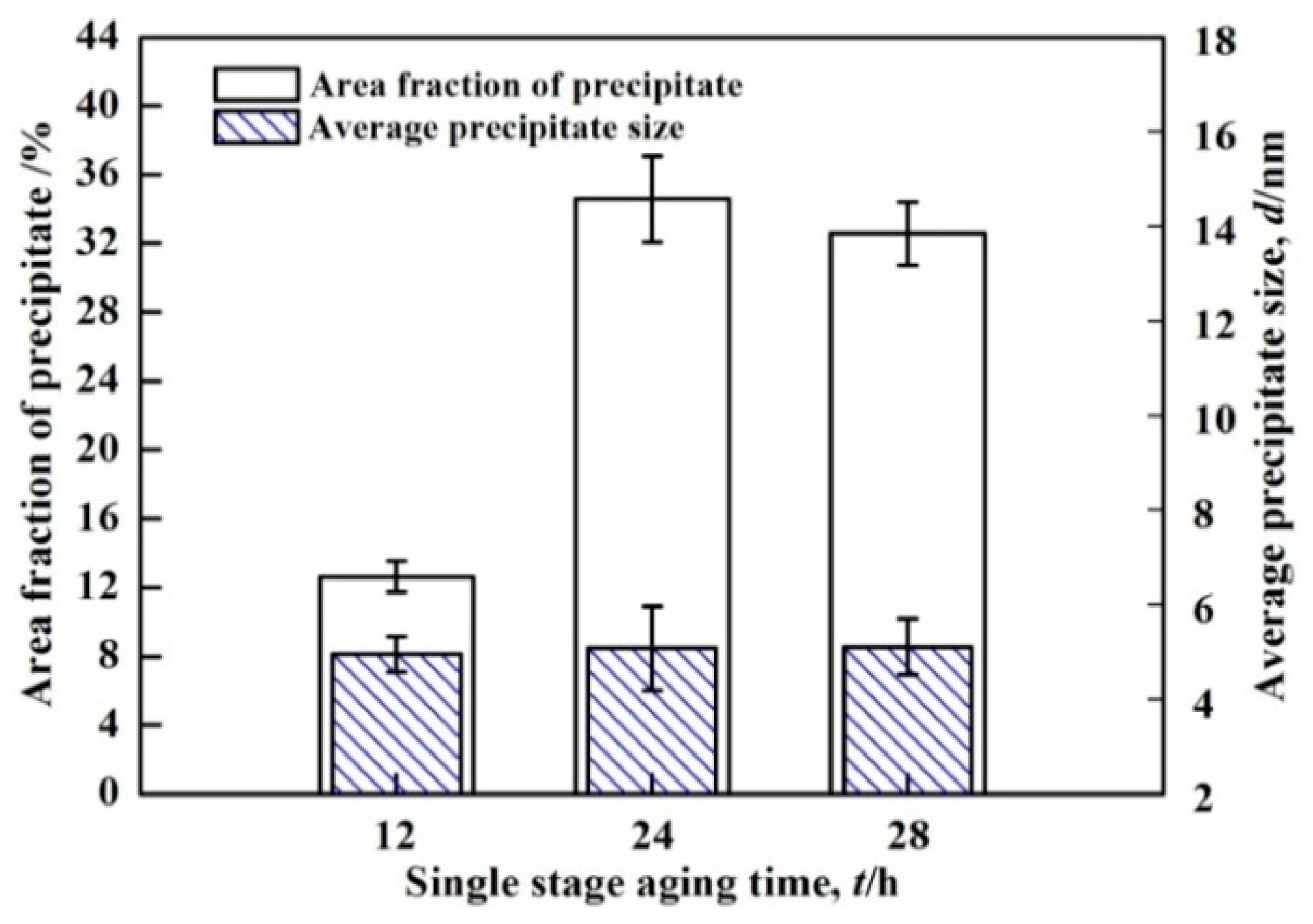
3.5. Effect of Single-Stage Aging Time on the Microstructure
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminum alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Clark, R.; Coughran, B.; Traina, I.; Hernandez, A.; Scheck, T.; Etuk, C.; Peters, J.; Lee, E.W.; Ogren, J.; Es-Said, O.S. On the correlation of mechanical and physical properties of 7075-T6 Al alloy. Eng. Fail. Anal. 2005, 12, 520–526. [Google Scholar] [CrossRef]
- Li, J.F.; Peng, Z.W.; Li, C.X.; Jia, Z.Q.; Chen, W.J.; Zheng, Z.Q. Mechanical properties, corrosion behaviors and microstructures of 7075 aluminum alloy with various aging treatments. Trans. Nonferrous Metals Soc. China 2008, 18, 755–762. [Google Scholar] [CrossRef]
- Tajally, M.; Emadoddin, E. Mechanical and anisotropic behaviors of 7075 aluminum alloy sheets. Mater. Des. 2011, 32, 1594–1599. [Google Scholar] [CrossRef]
- Lee, W.S.; Sue, W.C.; Lin, C.F.; Wu, C.J. The strain rate and temperature dependence of the dynamic impact properties of 7075 aluminum alloy. J. Mater. Process. Tech. 2000, 100, 116–122. [Google Scholar] [CrossRef]
- Chang, C.C.; Chen, C.L.; Wen, J.Y.; Cheng, C.M.; Chou, C.P. Characterization of hot cracking due to welding of high strength aluminum alloys. Mater. Manuf. Process. 2012, 27, 658–663. [Google Scholar] [CrossRef]
- Feng, A.H.; Chen, D.L.; Ma, Z.Y. Microstructure and cyclic deformation behaviour of a friction-stir-welded 7075 Al alloy. Metall. Mater. Trans. A 2010, 41, 957–971. [Google Scholar] [CrossRef]
- Nunes, A.C.; Bayless, E.O.; Jones, C.S.; Munafo, P.M.; Biddle, A.P.; Wilson, W.A. Variable polarity plasma arc welding on space shuttle external tank. Weld. J. 1984, 63, 27–35. [Google Scholar]
- Zheng, B.; Wang, H.J.; Wang, Q.L.; Kovacevic, R. Control for weld penetration in VPPAW of aluminum alloys using the front weld pool image signal. Weld. J. 2000, 12, 363–371. [Google Scholar]
- Han, Y.Q.; Du, M.H.; Chen, S.J.; Yu, Y.J.; Shi, Y. Process control of variable polarity keyhole plasma arc welding for aluminum alloy. Trans. China Weld. Inst. 2010, 31, 93–98. [Google Scholar]
- Zhang, L.; Li, X.Y.; Nie, Z.R.; Huang, H.; Sun, J.T. Softening behavior of a new Al-Zn-Mg-Cu alloy due to TIG welding. J. Mater. Eng. Perform. 2016, 25, 1870–1879. [Google Scholar] [CrossRef]
- Ma, T.; Ouden, G.D. Softening behavior of Al-Zn-Mg alloys due to welding. Mater. Sci. Eng. A 1999, 266, 198–204. [Google Scholar] [CrossRef]
- Mahathaninwong, N.; Plookphol, T.; Wannasin, J.; Wisutmethangoon, S. T6 heat treatment of rheocasting 7075 Al alloy. Mater. Sci. Eng. A 2012, 532, 91–99. [Google Scholar] [CrossRef]
- Aoba, T.; Kobayashi, M.; Miura, H. Effects of aging on mechanical properties and microstructure of multidirectionally forged 7075 aluminum alloy. Mater. Sci. Eng. A 2017, 700, 220–225. [Google Scholar] [CrossRef]
- Fribourg, G.; Deschamps, A.; Bréchet, Y. Precipitation strengthening in AA7449 aluminum alloy: understanding the relationship between microstructure, yield strength and strain hardening. Mater. Sci. Forum 2006, 519, 991–996. [Google Scholar] [CrossRef]
- Park, J.K. Influence of retrogression and re-ageing on the strength and stress corrosion resistance of aluminum alloy 7075-T6. Mater. Sci. Eng. A 1988, 103, 223–231. [Google Scholar] [CrossRef]
- Reda, Y.; Abdel-Karim, R.; Elmahallawi, I. Improvements in mechanical and stress corrosion cracking properties in Al-alloy 7075 via retrogression and reaging. Mater. Sci. Eng. A 2008, 485, 468–475. [Google Scholar] [CrossRef]
- Starink, M.J.; Wang, S.C. A model for the yield strength of overaged Al-Zn-Mg-Cu alloys. Acta Mater. 2003, 51, 5131–5150. [Google Scholar] [CrossRef]
- Song, M.; Chen, K.H. Effects of the enhanced heat treatment on the mechanical properties and stress corrosion behavior of an Al-Zn-Mg alloy. J. Mater. Sci. 2008, 43, 5265–5273. [Google Scholar] [CrossRef]
- Isadare, A.D.; Aremo, B.; Adeoye, M.O.; Olawale, O.J.; Shittu, M.D. Effect of heat treatment on some mechanical properties of 7075 Aluminum Alloy. Mater. Res. 2013, 16, 190–194. [Google Scholar] [CrossRef]
- Lavernia, E.; Rai, G.; Grant, N.J. Rapid solidification processing of 7××× aluminum alloys: a review. Mater. Sci. Eng. 1990, 79, 211–221. [Google Scholar] [CrossRef]
- Cam, G.I.S.E.G. Effects of temper condition and post weld heat treatment on the microstructure and mechanical properties of friction stir butt-welded AA7075 Al alloy plates. Int. J. Adv. Manuf. Technol. 2014, 70, 201–213. [Google Scholar]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminum alloy friction stir welds-Effect of post weld heat treatment. Defence Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef]
- Wang, X.J.; Sun, G.P.; Zhang, J.; Xu, C.; Li, S.W.; Niu, Y. Effects of heat treatment after welding on friction stir welding joints of high-strength aluminum alloy. Chin. J. Nonferrous Met. 2009, 19, 484–489. [Google Scholar]
- Chen, C.; Chen, F.R.; Zhang, H.J. One-step aging behavior of 7A52 aluminum alloy laser welded joint. Rare Metal Mater. Eng. 2018, 47, 1589–1595. [Google Scholar]
- Yan, K.; Shi, Z.Q.; Wang, X.L. Influence of heat treatment on microstructure and mechanical properties of spray formed 7××× series aluminum alloy TIG weld joint. Trans. China Weld. Inst. 2012, 33, 33–40. [Google Scholar]
- Li, G.W.; Chen, F.R.; Han, Y.Q.; Liang, Y.H. Improving mechanical properties of PVPPA welded joints of 7075 aluminum alloy by PWHT. Materials 2018, 11, 379. [Google Scholar]
- Zhang, Y.K.; Xu, X.J.; Luo, Y.; Song, T.; Wang, H.Y.; Wu, G.C.; Zhang, Z.Q. Tensile property and exfoliation corrosion of 7075 aluminum alloy after enhanced-solid-solution and T76 aging treatment. Rare Metal Mater. Eng. 2012, 41, 612–615. [Google Scholar]
- Li, X.Z.; Hansen, V.; Gjønnes, J.; Wallenberg, L.R. HREM study and structure modeling of the η′ phase, the hardening precipitates in commercial A1-Zn-Mg alloys. Acta Mater. 1999, 47, 2651–2659. [Google Scholar] [CrossRef]
- Gao, M.; Feng, C.R.; Wei, R.P. An analytical electron microscopy study of constituent particles in commercial 7075-T6 and 2024-T3 alloys. Metall. Mater. Trans. A 1998, 29, 1145–1151. [Google Scholar] [CrossRef]
- Löffler, H.; Kovács, I.; Lendvai, J. Decomposition processes in Al-Zn-Mg alloys. J. Mater. Sci. 1983, 18, 2215–2240. [Google Scholar] [CrossRef]
- Svoboda, M.; Janovec, J.; Jenko, M.; Vrankovic, A. The characterisation of intermetallic compound particles in an annealed Al-Mg-Cr-Fe alloy. Mater Technol. 2004, 38, 289–294. [Google Scholar]
- Viana, F.; Pinto, A.M.P.; Santos, H.M.C.; Lopes, A.B. Retrogression and re-ageing of 7075 aluminum alloy: microstructural characterization. J. Mater. Process Technol. 1999, 92, 54–59. [Google Scholar] [CrossRef]
- Zou, X.L.; Yan, H.; Chen, X.H. Evolution of second phases and mechanical properties of 7075 Al alloy processed by solution heat treatment. Trans. Nonferrous Metals Soc. China 2017, 27, 2146–2155. [Google Scholar] [CrossRef]
- Emani, S.V.; Benedyk, J.; Nash, P.; Chen, D. Double aging and thermomechanical heat treatment of AA7075 aluminum alloy extrusions. J. Mater. Sci. 2009, 44, 6384–6391. [Google Scholar] [CrossRef]
- Verhecen, J.D.; Lu, G.X.; Hao, Z.W. Translation. The Basis of Physical Metallurgy; Shanghai Scientific & Technical Publishers: Shanghai, China, 1980. [Google Scholar]
- Shercliff, H.R.; Ashby, M.F. A process model for age hardening of aluminum alloys—I. The model. Acta Metall. Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Chen, J.Z.; Zhen, L.; Yang, S.J.; Shao, W.Z.; Dai, S.L. Investigation of precipitation behavior and related hardening in AA 7055 aluminum alloy. Mater. Sci. Eng. A 2009, 500, 34–42. [Google Scholar] [CrossRef]
- Guyot, P.; Cottignies, L. Precipitation kinetics, mechanical strength and electrical conductivity of AlZnMgCu alloys. Acta Mater. 1996, 44, 4161–4167. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| 7075 | 589 | 535 | 12 | 150 |
| 5183 | 310 | 180 | 12 | 68 |
| Welding Parameters | Positive Polarity Current (A) | Reversed Polarity Current (A) | Welding Speed (mm·min−1) | Wire Feeding Speed (mm·min−1) | Plasma Gas Flow Rate (dm3·min−1) |
| Value | 240–260 | 280–300 | 150 | 220 | 2.0 |
| Welding Parameters | Protection Gas Flow Rate (dm3·min−1) | Tungsten Electrode Neck-in (mm) | Time Ratio | High Frequency (Hz) | Low Frequency (Hz) |
| Value | 15 | 3 | 21:4 | 50 | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Liang, Y.; Chen, F.; Han, Y.; Sun, L. Evolution of Microstructure and Mechanical Properties in a Single-Stage Aged 7075 Aluminum Alloy Pulse Variable Polarity Plasma Arc Welded Joint. Metals 2019, 9, 428. https://doi.org/10.3390/met9040428
Li G, Liang Y, Chen F, Han Y, Sun L. Evolution of Microstructure and Mechanical Properties in a Single-Stage Aged 7075 Aluminum Alloy Pulse Variable Polarity Plasma Arc Welded Joint. Metals. 2019; 9(4):428. https://doi.org/10.3390/met9040428
Chicago/Turabian StyleLi, Guowei, Yahong Liang, Furong Chen, Yongquan Han, and Li Sun. 2019. "Evolution of Microstructure and Mechanical Properties in a Single-Stage Aged 7075 Aluminum Alloy Pulse Variable Polarity Plasma Arc Welded Joint" Metals 9, no. 4: 428. https://doi.org/10.3390/met9040428
APA StyleLi, G., Liang, Y., Chen, F., Han, Y., & Sun, L. (2019). Evolution of Microstructure and Mechanical Properties in a Single-Stage Aged 7075 Aluminum Alloy Pulse Variable Polarity Plasma Arc Welded Joint. Metals, 9(4), 428. https://doi.org/10.3390/met9040428