Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods


Abstract
1. Introduction
2. Materials and Methods
2.1. Welding Samples
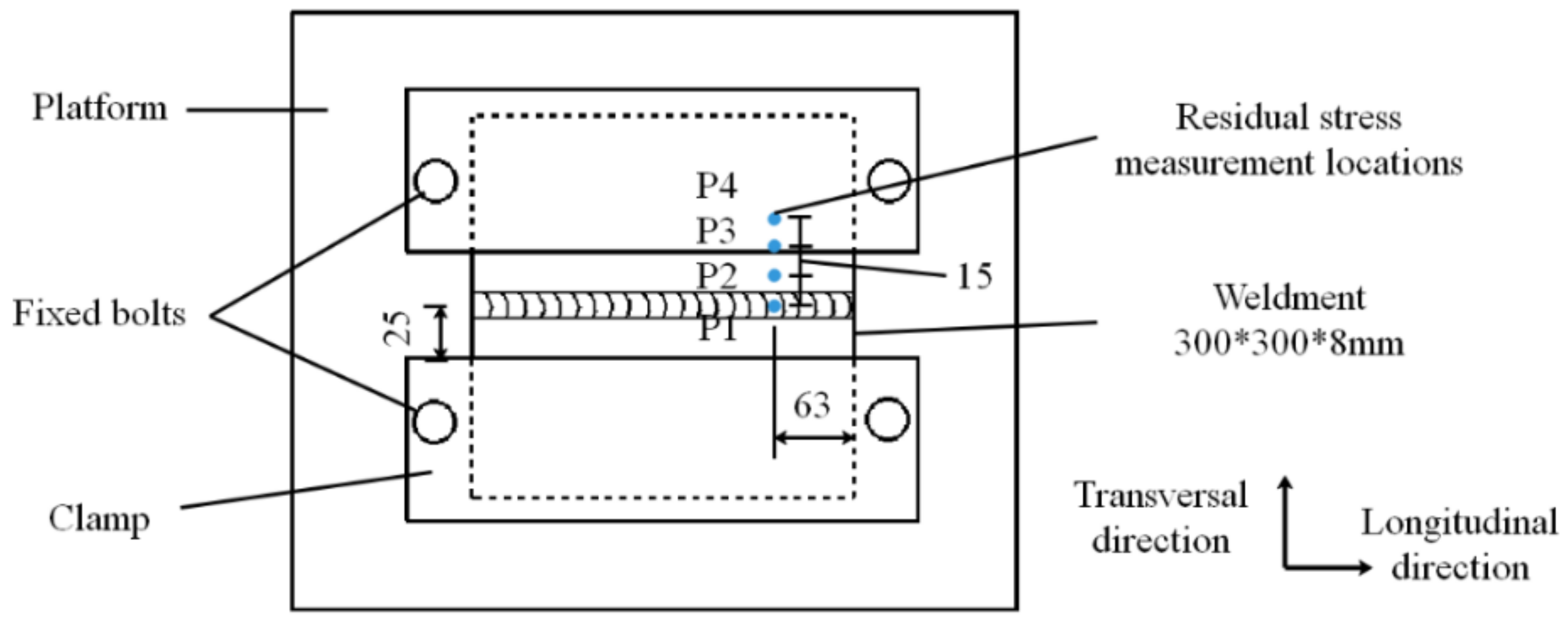
2.2. Experiment Scheme
2.3. Experimental Equipments
3. Results and Discussion
3.1. TSR Treatment with Different Temperatures
3.2. VSR Treatment with Different Excitation Frequency
3.3. TVSR Treatment with Different Excitation Frequencies and Temperatures
4. Conclusions
- Small and uniform stresses are observed in the 2219 aluminum alloy welding samples after TSR, VSR, and TVSR treatment.
- TSR treatment decreased the peak residual stress much more than VSR and TVSR treatment. The maximum reduction of the peak residual stress was 50.8% (210 °C) in the transversal direction and 42.02% (185 °C) in the longitudinal direction after TSR treatment with the temperature ranging from 140 to 210 °C.
- The larger frequency indicates a small peak stress when the excitation frequency is in the range of 40–72 Hz. The peak residual stress changes at each stress measuring point also show this pattern.
- A moderate temperature at the resonant frequency (185 °C-56 Hz) is more advantageous in the release of residual stresses in both transversal and longitudinal directions by TSVR treatment.
- In terms of residual stress homogenization, although the TSR treatment has an advantage perpendicular to the weld direction, the effect parallel to the weld direction is not ideal. The TVSR has a good effect in both directions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Muraca, R.F.; Whittick, J.S. Materials Data Handbook: 2219 Aluminum Alloy; NASA Marshall Space Flight Center: Washington, DC, USA, 1972. [Google Scholar]
- Qureshi, E.M.; Malik, A.M.; Dar, N.U. Residual stress fields due to varying tack welds orientation in circumferentially welded thin-walled cylinders. Adv. Mech. Eng. 2009, 1, 588–593. [Google Scholar] [CrossRef]
- Kim, H.J.; Kim, Y.D.; Lee, D.H. Scheduling for an arc-welding robot considering heat-caused distortion. J. Oper. Res. Soc. 2005, 56, 39–50. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Scardi, P.; Ricardo, C.L.A.; Bandini, M. Reverse bending fatigue of shot peened 7075-T651 aluminium alloy: The role of residual stress relaxation. Inter. J. Fatigue 2009, 31, 1225–1236. [Google Scholar] [CrossRef]
- Hadidi-Moud, S.; Mahmoudi, A.H.; Truman, C.E.; Smith, D.J. Combined effect of residual stress and loading history on brittle fracture. Mod. Phys. Lett. A 2003, 18, 1273–1285. [Google Scholar]
- Yu, J.; Yu, J.; Gou, G.; Zhang, L.; Zhang, W.; Chen, H.; Yang, Y.P. Ultrasonic impact treatment to improve stress corrosion cracking resistance of welded joints of aluminum alloy. J. Mater. Eng. Perform. 2016, 25, 3046–3056. [Google Scholar] [CrossRef]
- Bruno, G.; Fernández, R.; González-Doncel, G. Relaxation of the residual stress in 6061Al-15 vol.% SiCw composites by isothermal annealing. Mater. Sci. Eng. A 2004, 382, 188–197. [Google Scholar] [CrossRef]
- Younger, M.S.; Eckelmeyer, K.H. Overcoming Residual Stresses and Machining Distortion in the Production of Aluminum Alloy Satellite Boxes. No. SAND2007-6811; Sandia National Laboratories: Albuquerque, NM, USA, 2007.
- Tanner, D.A.; Robinson, J.S. Reducing residual stress in 2014 aluminium alloy die forgings. Mater. Des. 2008, 29, 1489–1496. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Surface residual stresses in Ti-6Al-4V friction stir welds: pre- and post-thermal stress relief. J. Mater. Eng. Perform. 2015, 24, 1–8. [Google Scholar] [CrossRef]
- Hebel, A.G. Subresonant vibrations relieve residual stress. Metal Progr. 1985, 128, 51–55. [Google Scholar]
- Rao, D.; Wang, D.; Chen, L.; Ni, C. The effectiveness evaluation of 314L stainless steel vibratory stress relief by dynamic stress. Inter. J. Fatigue 2007, 29, 192–196. [Google Scholar] [CrossRef]
- Kwofie, S. Plasticity model for simulation, description and evaluation of vibratory stress relief. Mater. Sci. Eng. A 2009, 516, 154–161. [Google Scholar] [CrossRef]
- Djuric, D.I.D.; Kerschbaumer, D.I.K. Vibration stress relief treatment of welded high-strength martensitic steel. Weld. World 2011, 55, 86–93. [Google Scholar] [CrossRef]
- Li, S.Q.; Fang, H.Y.; Liu, X. Influence of vibration stress relief (VSR) on the residual stress and microstructure in welded plate of DH36 low alloy high strength steel. Adv. Mater. Res. 2014, 887, 924–928. [Google Scholar] [CrossRef]
- Sonsino, C.M.; Müller, F.; Back, J.; de Back, J.; Gresnigt, A.M. Influence of stress relieving by vibration on the fatigue behaviour of welded joints in comparison to post-weld heat treatment. Fatigue Fract. Eng. Mater. Struct. 2010, 19, 703–708. [Google Scholar] [CrossRef]
- Lv, T.; Zhang, Y. A combined method of thermal and vibratory stress relief. J. Vibroeng. 2015, 17, 2837–2845. [Google Scholar]
- Li, S.Q.; Fang, H.Y.; Liu, X.S.; Wang, P.; Ma, R.; Cui, W. Inter-Pass Thermal-Vibration Stress Relief on Multi-Pass Welded Joints of DH 36 Steel. In Proceedings of the International Conference on Advanced Material Science and Engineering, Chiang Mai, Thailand, 26–27 June 2016. [Google Scholar]
- Zhang, D.; Li, Q.; Zhao, Y.; Liu, X.; Song, J.; Wang, G.; Wu, A. Microstructure and mechanical properties of three-layer TIG-welded 2219 aluminum alloys with dissimilar heat treatments. J. Mater. Eng. Perform. 2018, 27, 2938–2948. [Google Scholar] [CrossRef]
- Ding, J.K.; Wang, D.; Ying, W.; Du, H. Effect of post weld heat treatment on properties of variable polarity TIG welded AA2219 aluminium alloy joints. Trans. Nonferrous Met. Soc. China 2014, 24, 1307–1316. [Google Scholar] [CrossRef]
- Gao, H.J.; Zhang, Y.D.; Wu, Q.; Song, J. Experimental investigation on the fatigue life of Ti-6Al-4V treated by vibratory stress relief. Metals 2017, 7, 158. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Zr | V | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.3 | 5.6–6.8 | 0.2–0.4 | 0.02 | 0.1 | 0.02–0.10 | 0.10–0.25 | 0.05–0.15 | Other |
| Processing | Current Intensity /A | Voltage /V | Welding Speed mm/s | Protective Gas Flow L/min | Wire Feed Speed mm/min |
|---|---|---|---|---|---|
| Location processing | 190 | 16 | 13 | 1Ar + 11He | - |
| Bottoming processing | 265 | 17 | 8.9 | 12He | - |
| Cover surface processing | 310 | 18 | 3.925 | 11Ar + 0.5He | 1300 |
| Direction | Original State | 140 °C | 185 °C | 210 °C | ||||
|---|---|---|---|---|---|---|---|---|
| Mean Value | Standard Deviation | Mean Value | Standard Deviation | Mean Value | Standard Deviation | Mean Value | Standard Deviation | |
| In transversal direction | −42.75 | 19.09 | −26.90 | 4.14 | −24.99 | 10.44 | −23.38 | 8.02 |
| In longitudinal direction | 4.37 | 15.33 | 8.06 | 13.46 | 9.57 | 11.94 | 9.13 | 13.76 |
| Direction | Original State | 40 Hz | 56 Hz | 72 Hz | ||||
|---|---|---|---|---|---|---|---|---|
| Mean Value | Standard Deviation | Mean Value | Standard Deviation | Mean Value | Standard Deviation | Mean Value | Standard Deviation | |
| In transversal direction | −42.75 | 19.09 | −36.94 | 12.78 | −28.43 | 9.96 | −26.41 | 12.99 |
| In longitudinal direction | 4.37 | 15.33 | 3.66 | 14.25 | 11.87 | 13.77 | 5.56 | 10.02 |
| Direction | Original State | 185 °C-40 Hz | 185 °C-56 Hz | 185 °C-72 Hz | 210 °C-56 Hz | 140 °C-56 Hz |
|---|---|---|---|---|---|---|
| In transversal direction | 19.09 MPa | 10.06 MPa | 6.48 MPa | 9.52 MPa | 11.33 MPa | 5.89 MPa |
| In longitudinal direction | 15.33 MPa | 8 MPa | 7.38 MPa | 8.19 MPa | 11.1 MPa | 10.57 MPa |
| Direction | Original State | 185 °C-40 Hz | 185 °C-56 Hz | 185 °C-72 Hz | 210 °C-56 Hz | 140 °C-56 Hz |
|---|---|---|---|---|---|---|
| In transversal direction | −42.75 | −33.65 | −27.54 | −31.98 | −22.37 | −32.06 |
| In longitudinal direction | 4.37 | 2.71 | 1.14 | 1.61 | 4.02 | 6.52 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.-G.; Zhang, Y.-D.; Wu, Q.; Gao, H.-J.; Yan, D.-Y. Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods. Metals 2019, 9, 419. https://doi.org/10.3390/met9040419
Chen S-G, Zhang Y-D, Wu Q, Gao H-J, Yan D-Y. Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods. Metals. 2019; 9(4):419. https://doi.org/10.3390/met9040419
Chicago/Turabian StyleChen, Shu-Guang, Yi-Du Zhang, Qiong Wu, Han-Jun Gao, and Dong-Yang Yan. 2019. "Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods" Metals 9, no. 4: 419. https://doi.org/10.3390/met9040419
APA StyleChen, S.-G., Zhang, Y.-D., Wu, Q., Gao, H.-J., & Yan, D.-Y. (2019). Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods. Metals, 9(4), 419. https://doi.org/10.3390/met9040419