Performance of Plunge Depth Control Methods During Friction Stir Welding



Abstract
1. Introduction
2. Experimental Setup
3. Results and Discussion
3.1. Conventional Position Control
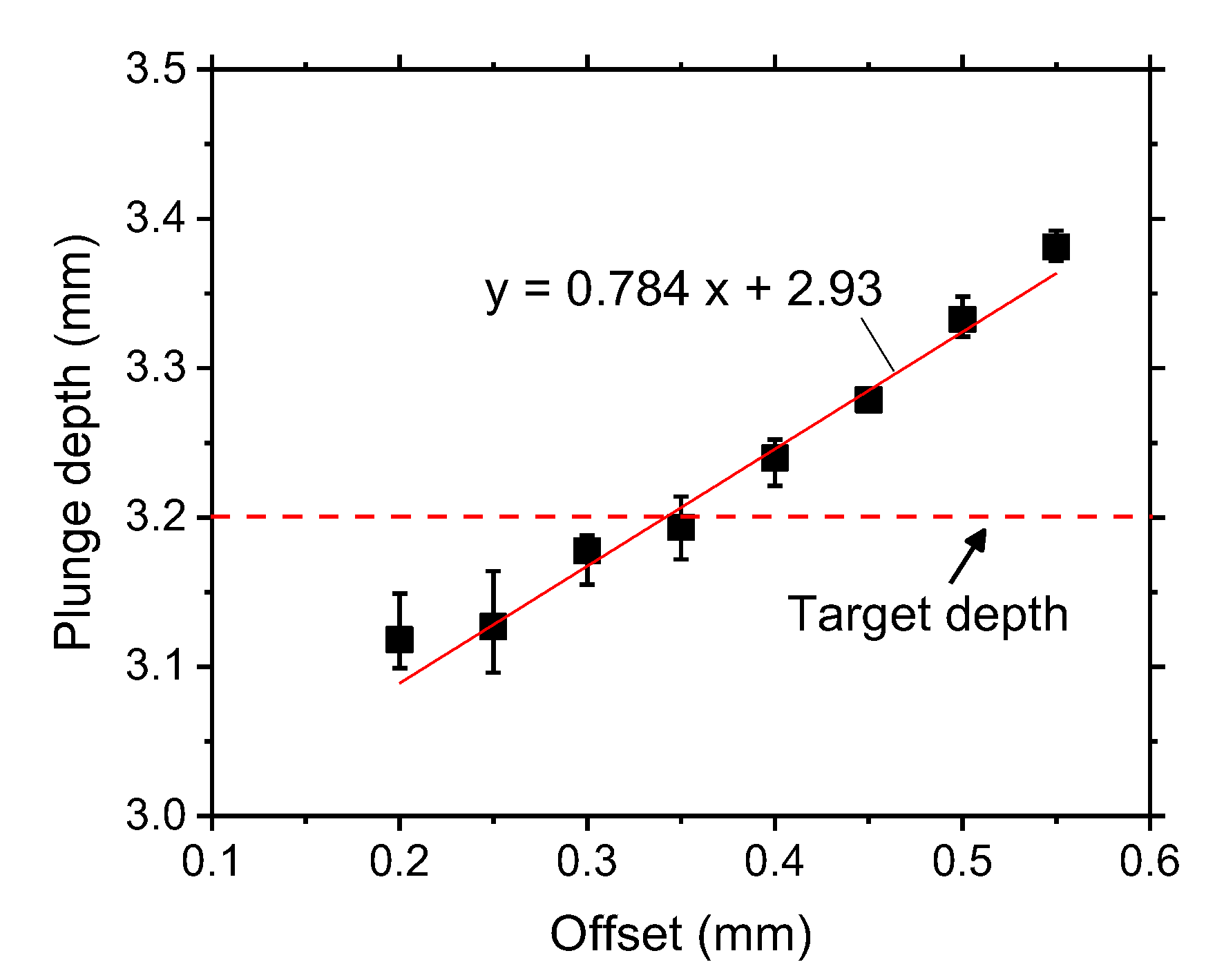
3.2. Offset Position Control
3.3. Deflection Compensation Control
4. Conclusions
- (1)
- When using the conventional position control, the actual plunge depth was below 3.0 mm. The pin could not reach the upper surface of the steel sheet due to system deflection, and proper welds were not established.
- (2)
- In the offset position control experiments, the desired plunge depth was most accurately achieved by applying an addition offset of 0.35 mm, when the welding speed and tool rotation speeds were at 150 mm/min and 700 rpm, respectively. However, the plunge depth continuously increased by 42 μm during the tool traverse phase, and the corresponding fracture load in the tensile test decreased from 4.2 to 3.3 kN due to increased heat input during the welding.
- (3)
- When the deflection compensation control was applied, precise control of the plunge depth was accomplished with a 3.3-µm standard deviation of error during the tool traverse phase. A bias of 32 μm into the DP steel was observed due to the resolution of the load sensor. This bias did not vary with the process parameters and could be easily removed to improve the control accuracy.
- (4)
- Temperature changes in the base materials causes in-situ variation of the system deflection during the tool traverse phase. The deflection compensation control method can adequately compensate for this variation, which is not compensated for by the offset position control, force control, or torque control.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and highly productive joining technologies for multi-material lightweight car body structures. J. Mater. Eng. Perform. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. Cirp Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Sakayama, T.; Naito, Y.; Miyazakki, Y.; Nose, T.; Murayma, G.; Saita, K.; Oikawa, H. Dissimilar metal joining technologies for steel sheet and aluminum alloy sheet in auto body. Nippon Steel Tech. Rep. 2013, 103, 91–98. [Google Scholar]
- Kang, M.J.; Kim, C.H. Cold-Metal-Transfer Arc Joining of Al 6K32 Alloy to Steel Sheets. In Defect and Diffusion Forum; Trans Tech Publications: Zurich, Switzerland, 2013; pp. 247–251. [Google Scholar]
- Kang, M.; Kim, C.; Kim, J.; Kim, D.; Kim, J.H. Corrosion assessment of Al/Fe dissimilar metal joint. J. Weld. Join. 2014, 32, 55–62. [Google Scholar] [CrossRef]
- Kang, M.; Kim, C. Joining Al 5052 alloy to aluminized steel sheet using cold metal transfer process. Mater. Des. 2015, 81, 95–103. [Google Scholar] [CrossRef]
- Groche, P.; Wohletz, S.; Brenneis, M.; Pabst, C.; Resch, F. Joining by forming—A review on joint mechanisms, applications and future trends. J. Mater. Process. Technol. 2014, 214, 1972–1994. [Google Scholar] [CrossRef]
- Kusuda, Y. Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass-production vehicle. Ind. Robot Int. J. 2013, 40, 208–212. [Google Scholar] [CrossRef]
- Hussein, S.A.; Tahir, A.S.M.; Hadzley, A. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Mishra, R.S.; De, P.S.; Kumar, N. Friction Stir Welding and Processing: Science and Engineering; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Kimapong, K.; Watanabe, T. Friction stir welding of aluminum alloy to steel. Weld J. 2004, 83, 277s–282s. [Google Scholar]
- Elrefaey, A.; Gouda, M.; Takahashi, M.; Ikeuchi, K. Characterization of aluminum/steel lap joint by friction stir welding. J. Mater. Eng. Perform. 2005, 14, 10–17. [Google Scholar] [CrossRef]
- Coelho, R.S.; Kostka, A.; Sheikhi, S.; Dos Santos, J.; Pyzalla, A.R. Microstructure and Mechanical Properties of an AA6181-T4 Aluminium Alloy to HC340LA High Strength Steel Friction Stir Overlap Weld. Adv. Eng. Mater. 2008, 10, 961–972. [Google Scholar] [CrossRef]
- Wei, Y.; Li, J.; Xiong, J.; Zhang, F. Effect of tool pin insertion depth on friction stir lap welding of aluminum to stainless steel. J. Mater. Eng. Perform. 2013, 22, 3005–3013. [Google Scholar] [CrossRef]
- Badarinarayan, H.; Shi, Y.; Li, X.; Okamoto, K. Effect of tool geometry on hook formation and static strength of friction stir spot welded aluminum 5754-O sheets. Int. J. Mach. Tools Manuf. 2009, 49, 814–823. [Google Scholar] [CrossRef]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Criqui, B.; Kerbiguet, J.G. Intermetallic compounds in Al 6016/IF-steel friction stir spot welds. Mater. Sci. Eng. A 2010, 527, 4505–4509. [Google Scholar] [CrossRef]
- Mendes, N.; Neto, P.; Loureiro, A.; Moreira, A.P. Machines and control systems for friction stir welding: A review. Mater. Des. 2016, 90, 256–265. [Google Scholar] [CrossRef]
- Smith, C.B. Robotic friction stir welding using a standard industrial robot. In Proceedings of the Second Friction Stir Welding International Symposium, Gothenburg, Sweden, 27–29 June 2000. [Google Scholar]
- Cook, G.E.; Crawford, R.; Clark, D.E.; Strauss, A.M. Robotic friction stir welding. Ind. Robot Int. J. 2004, 31, 55–63. [Google Scholar] [CrossRef]
- Longhurst, W.R.; Strauss, A.M.; Cook, G.E.; Cox, C.D.; Hendricks, C.E.; Gibson, B.T.; Dawant, Y.S. Investigation of force-controlled friction stir welding for manufacturing and automation. Proc. Inst. Mech. Eng. Pt. B J. Eng. Manuf. 2009, 224, 937–949. [Google Scholar] [CrossRef]
- Fehrenbacher, A.; Smith, C.B.; Duffie, N.A.; Ferrier, N.J.; Pfefferkorn, F.E.; Zinn, M.R. Combined Temperature and Force Control for Robotic Friction Stir Welding. J. Manuf. Sci. Eng. 2014, 136. [Google Scholar] [CrossRef]
- Yoon, J.; Kim, C.; Rhee, S. Compensation of Vertical Position Error Using a Force–Deflection Model in Friction Stir Spot Welding. Metals 2018, 8, 1049. [Google Scholar] [CrossRef]
- Movahedi, M.; Kokabi, A.H.; Seyed Reihani, S.M.; Cheng, W.J.; Wang, C.J. Effect of annealing treatment on joint strength of aluminum/steel friction stir lap weld. Mater. Des. 2013, 44, 487–492. [Google Scholar] [CrossRef]
- Chen, Z.; Yazdanian, S. Friction Stir Lap Welding: Material flow, joint structure and strength. J. Achiev. Mater. Manuf. Eng. 2012, 55, 629–637. [Google Scholar]
- Das, A.; Shome, M.; Das, C.R.; Goecke, S.-F.; De, A. Joining of galvannealed steel and aluminium alloy using controlled short circuiting gas metal arc welding process. Sci. Technol. Weld. Join. 2015, 20, 402–408. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al 5083-O | |||||||||||
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | |||
| 0.14 | 0.26 | 0.04 | 0.69 | 4.54 | 0.11 | 0.01 | 0.02 | Bal. | |||
| DP 590 | |||||||||||
| C | Si | Mn | P | S | Fe | ||||||
| 0.078 | 0.362 | 1.809 | 0.0172 | 0.0014 | Bal. | ||||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoon, J.; Kim, C.; Rhee, S. Performance of Plunge Depth Control Methods During Friction Stir Welding. Metals 2019, 9, 283. https://doi.org/10.3390/met9030283
Yoon J, Kim C, Rhee S. Performance of Plunge Depth Control Methods During Friction Stir Welding. Metals. 2019; 9(3):283. https://doi.org/10.3390/met9030283
Chicago/Turabian StyleYoon, Jinyoung, Cheolhee Kim, and Sehun Rhee. 2019. "Performance of Plunge Depth Control Methods During Friction Stir Welding" Metals 9, no. 3: 283. https://doi.org/10.3390/met9030283
APA StyleYoon, J., Kim, C., & Rhee, S. (2019). Performance of Plunge Depth Control Methods During Friction Stir Welding. Metals, 9(3), 283. https://doi.org/10.3390/met9030283