Microstructure-Based Constitutive Modelling of Low-Alloy Multiphase TRIP Steels


 ,
, 
Abstract
:1. Introduction
2. Materials and Experimental Results
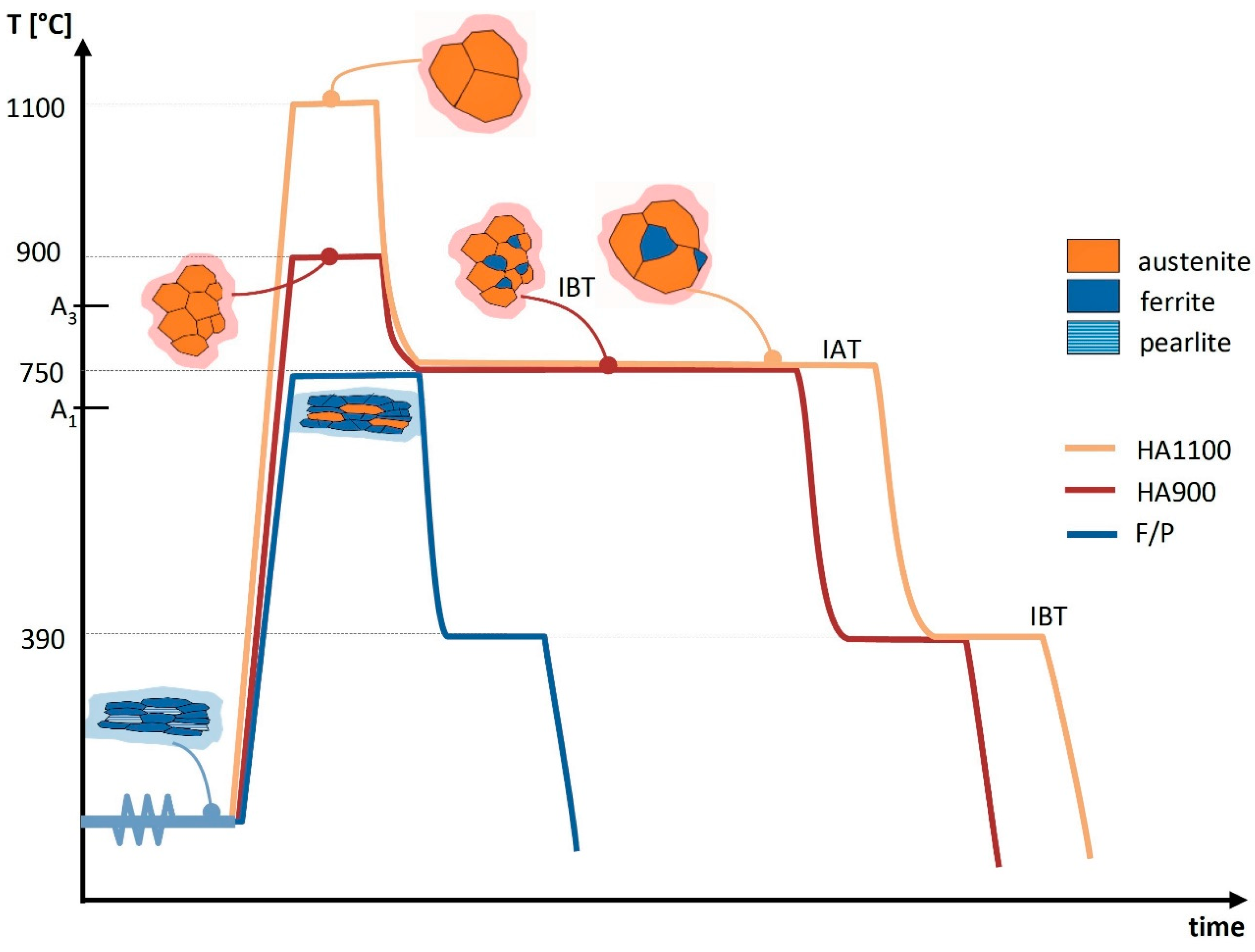
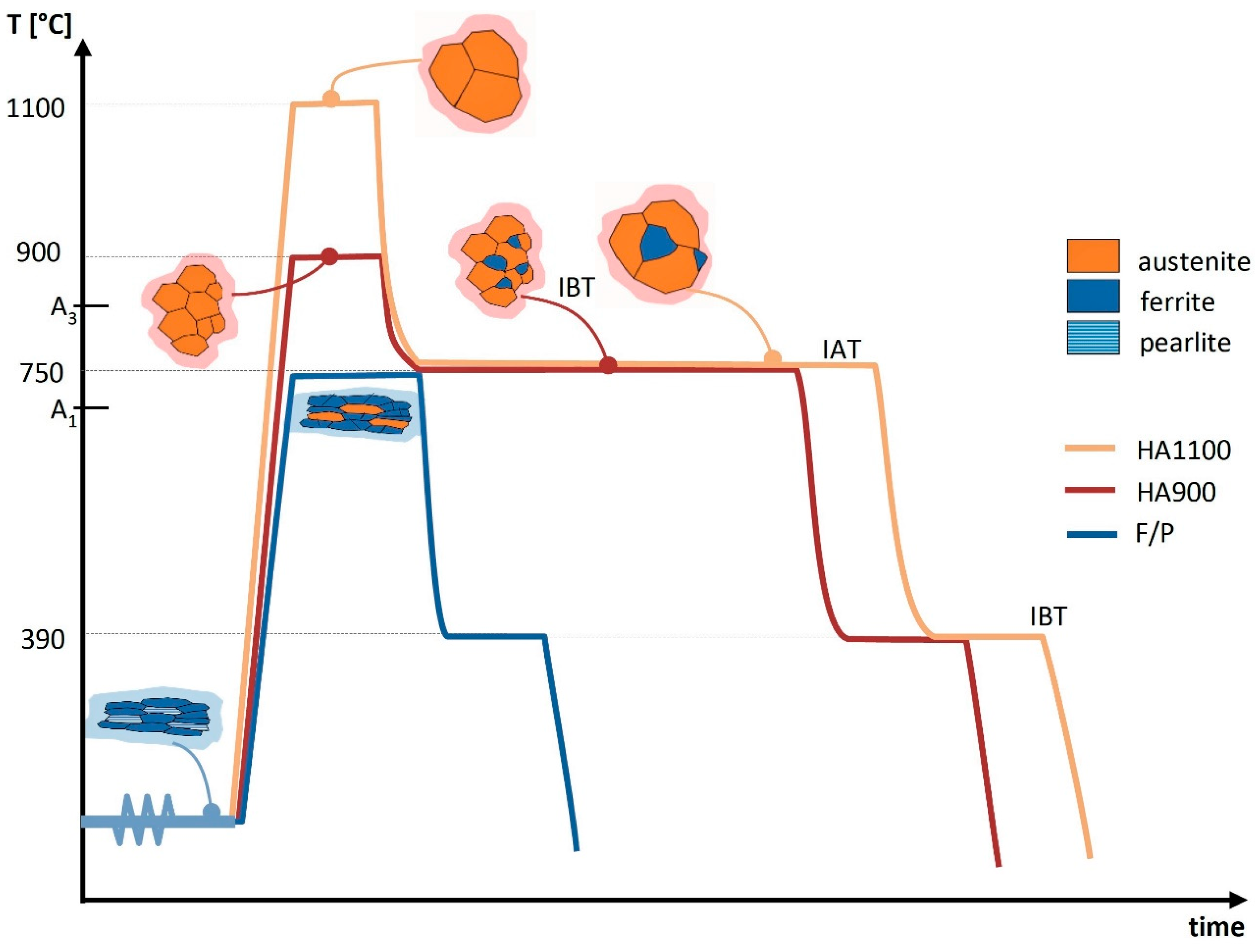
2.1. Steel Manufacturing and Heat Treatments
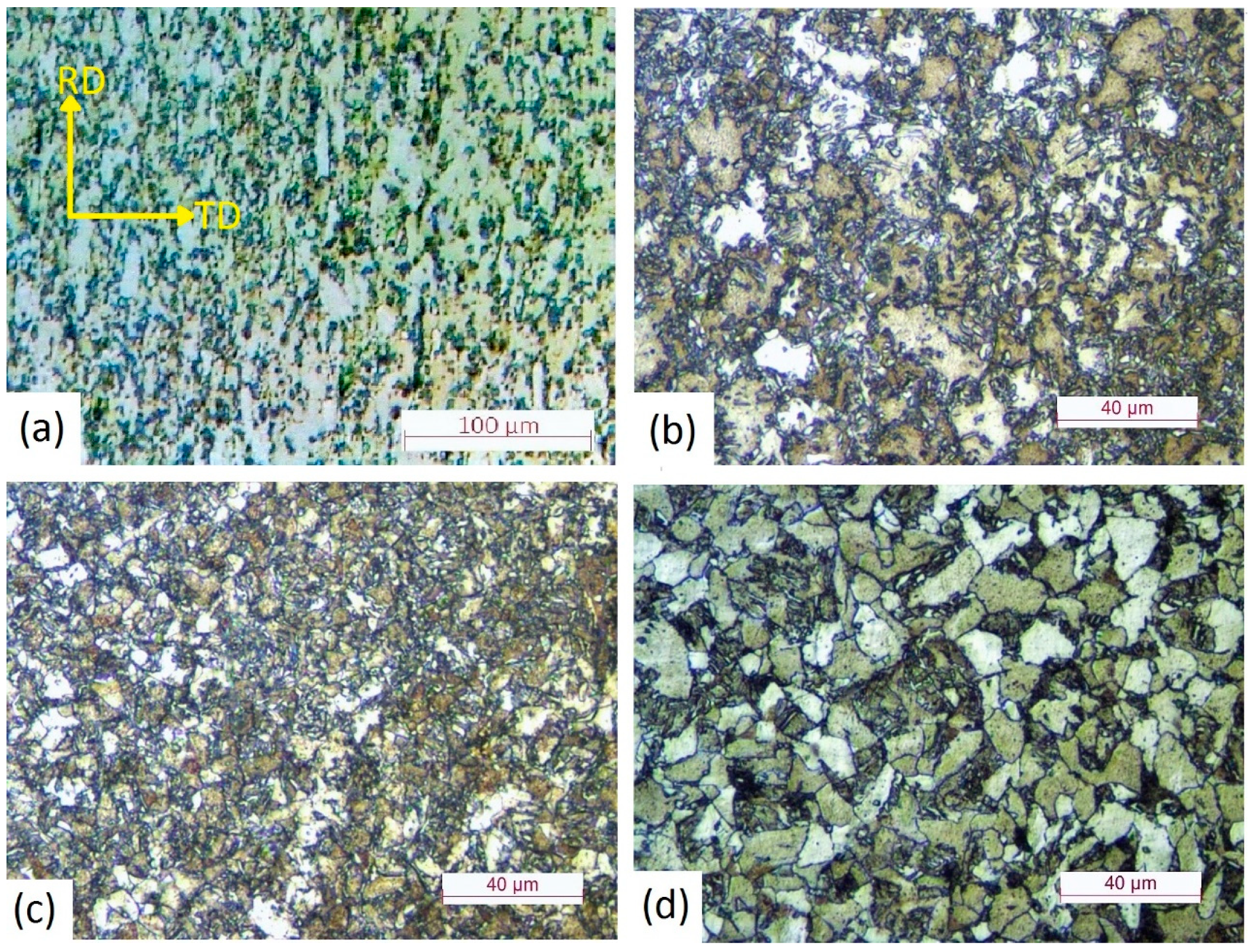
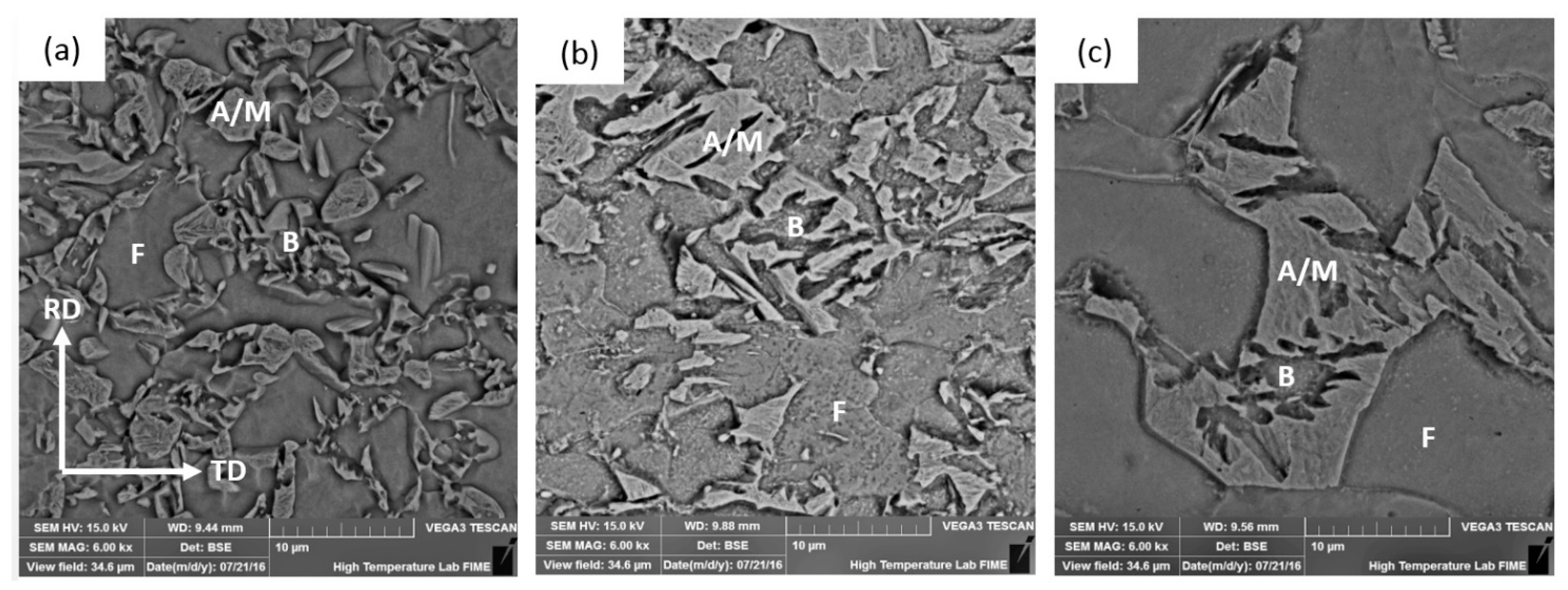
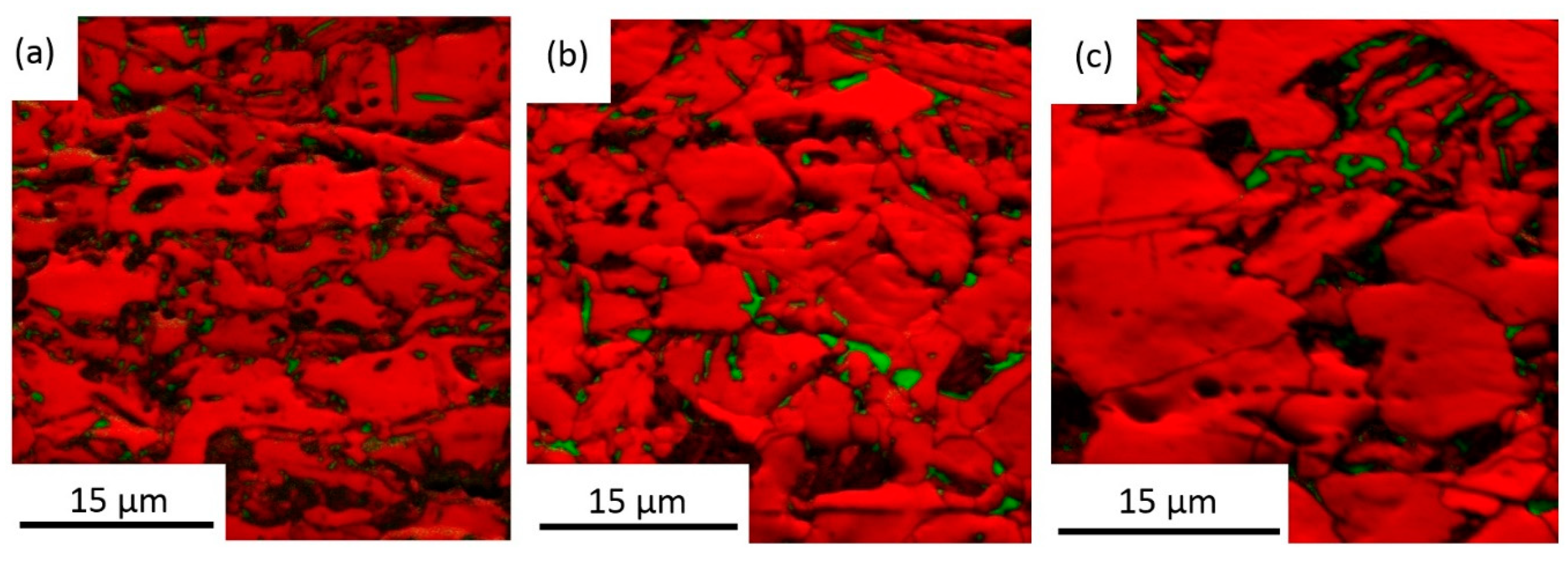
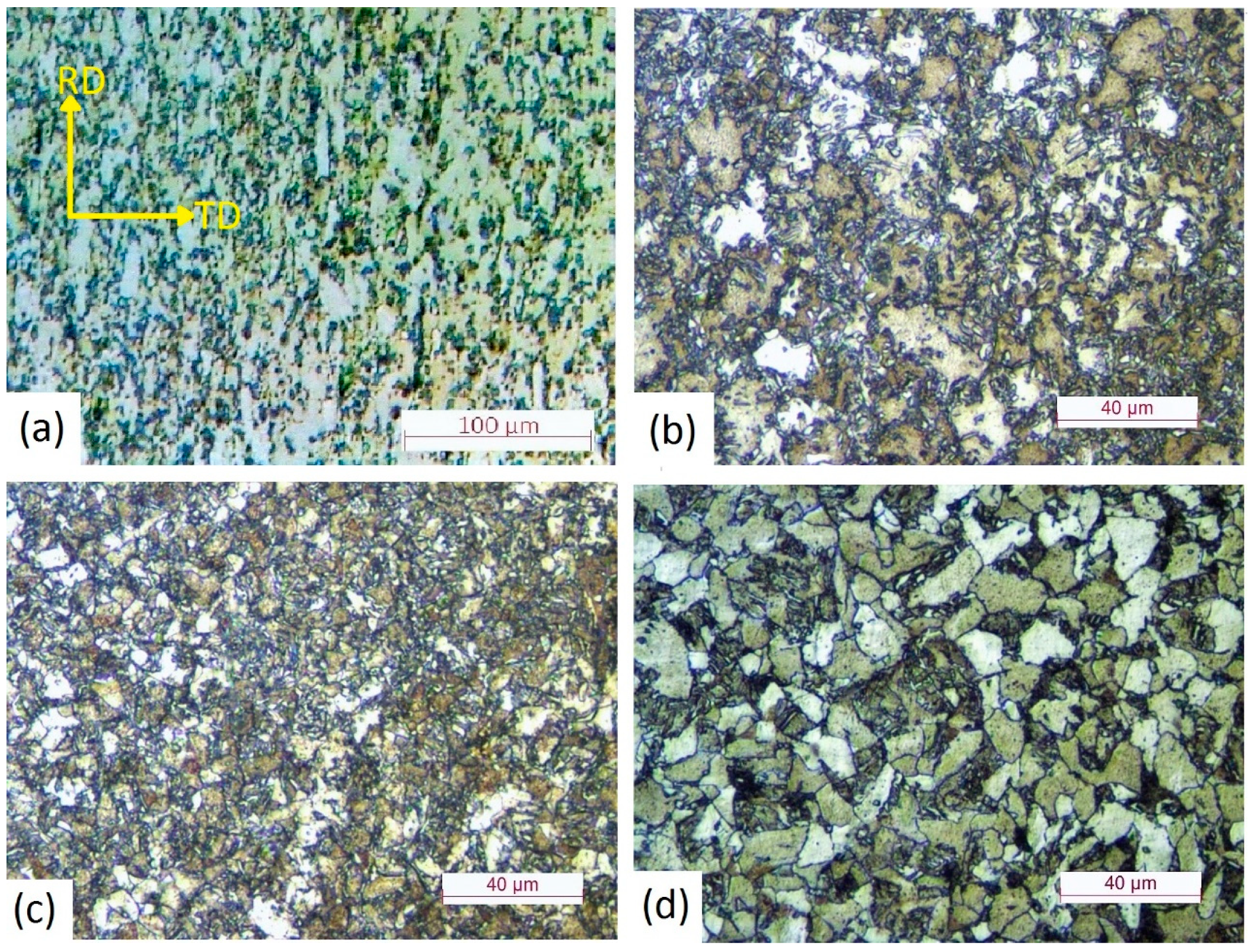
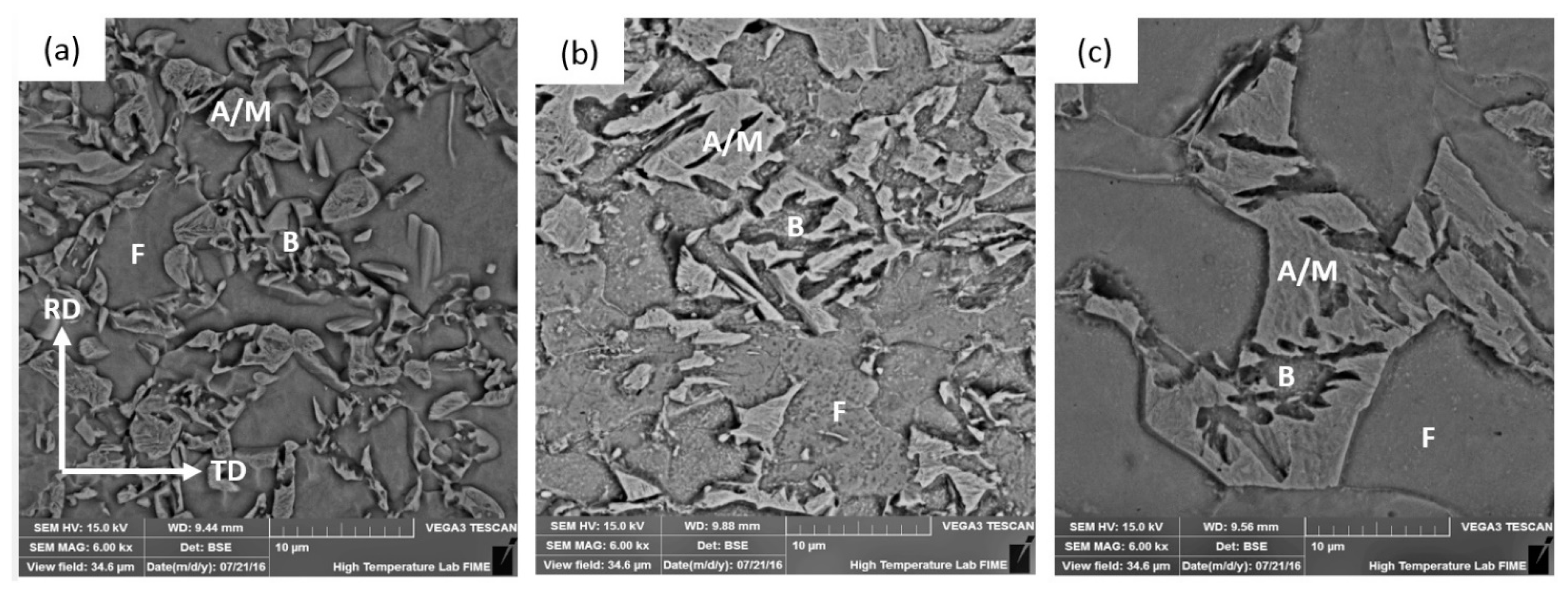
2.2. Microstructural Characterization
- The austenite volume fraction before the tensile test obtained by EBSD is similar to the results obtained by X-Ray in all three cases. It confirms that the space analysed for microstructural characterization by EBSD is representative of the material;
- Characteristical dimensions for austenite and martensite obtained by EBSD analysis are representative of the steels;
- Another microstructural feature which can be obtained from EBSD is the martensite/austenite volume fraction before the tensile test (Vm/Va). This ratio is linked to austenite stability;
- Due to the greater representativeness of X-Ray analysis, a better approach of the martensite volume fraction before the tensile test can be obtained as follows: the austenite volume fraction obtained by X-Ray is multiplied with the Vm/Va ratio. The martensite volume fraction was obtained in this way.
2.3. Austenite Stability
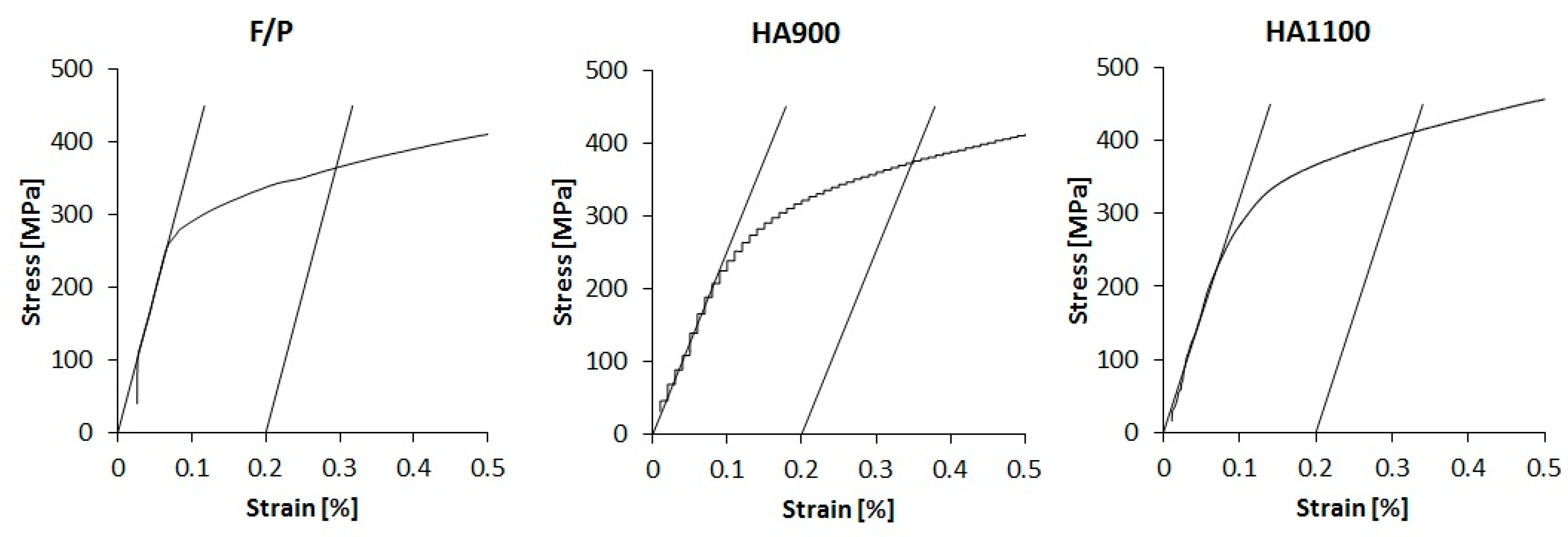
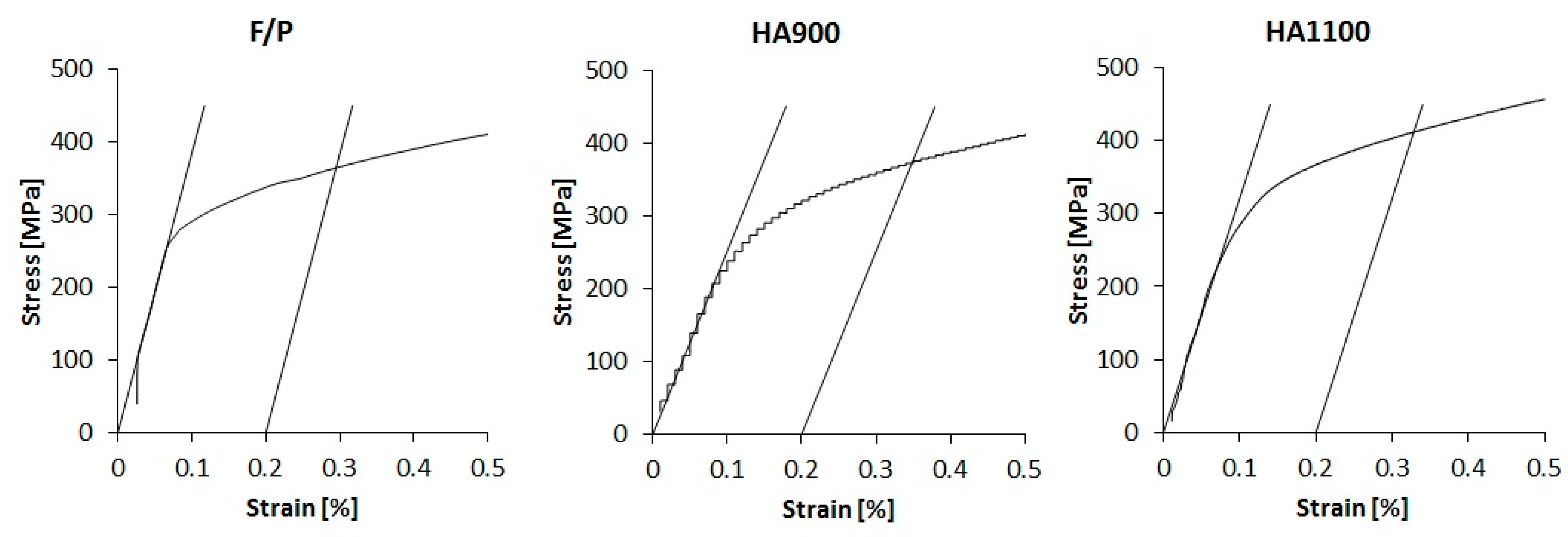
2.4. Stress-Strain Curves
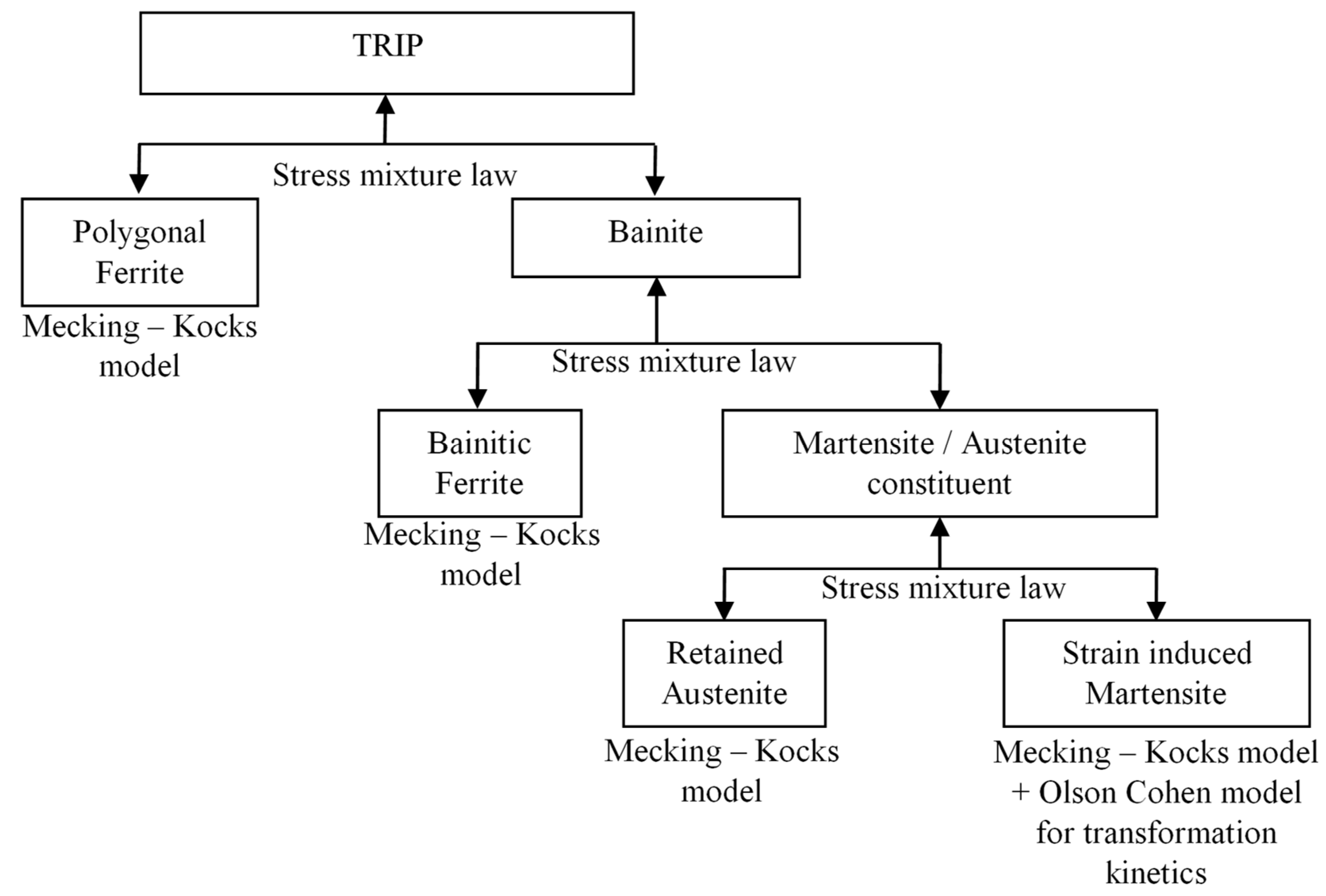
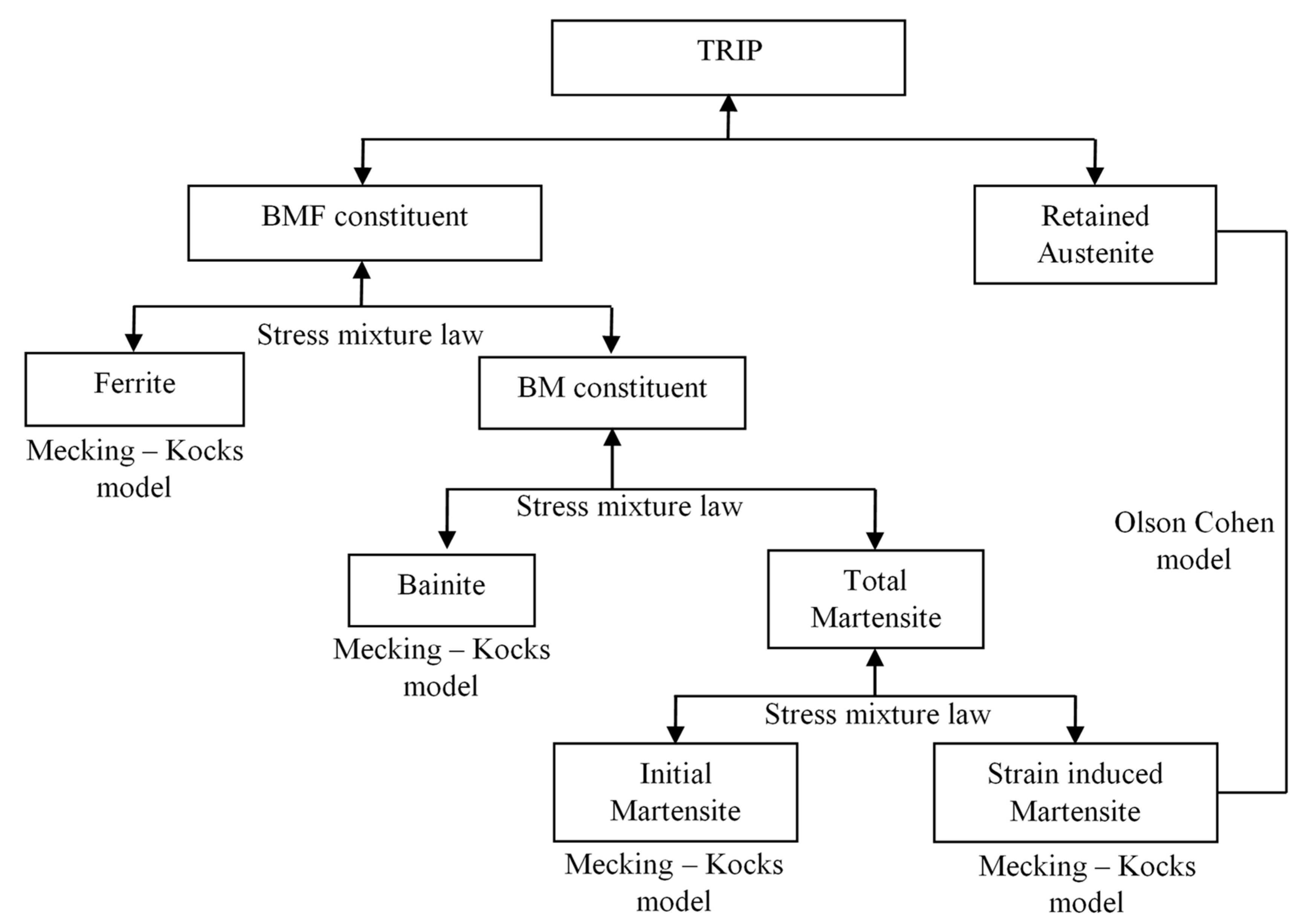
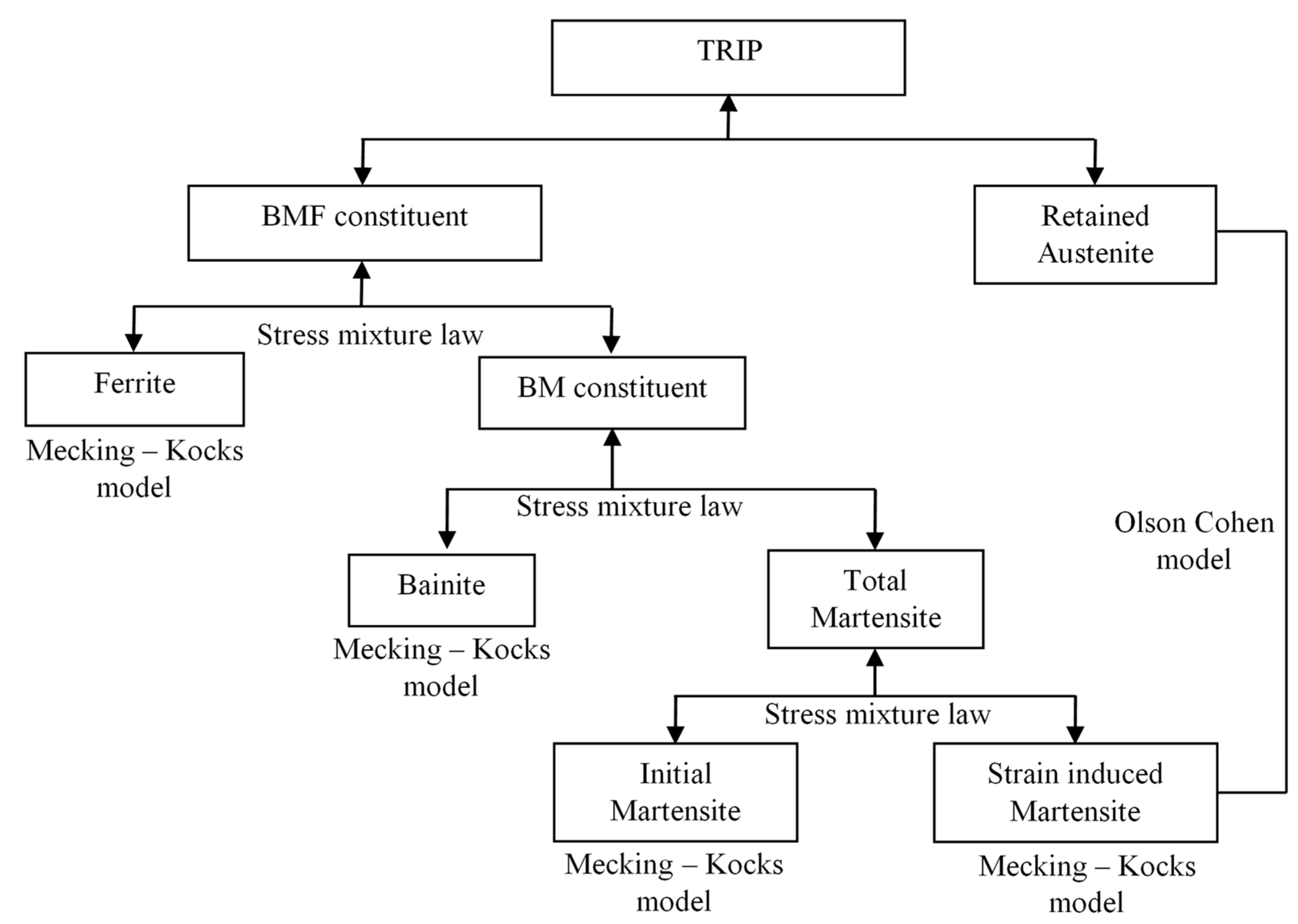
3. Model Description
3.1. Austenite Transformation
3.2. Individual Flow Laws
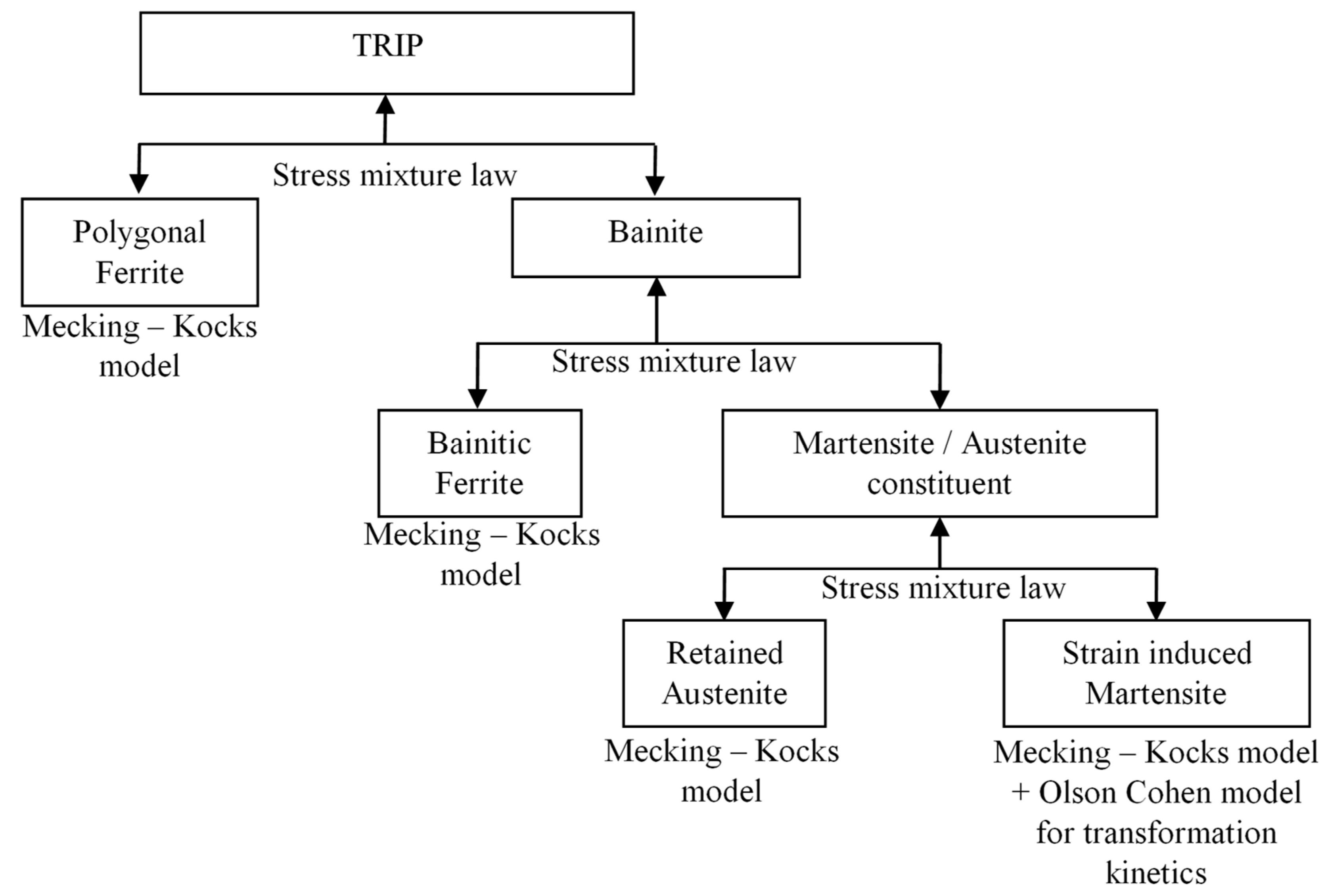
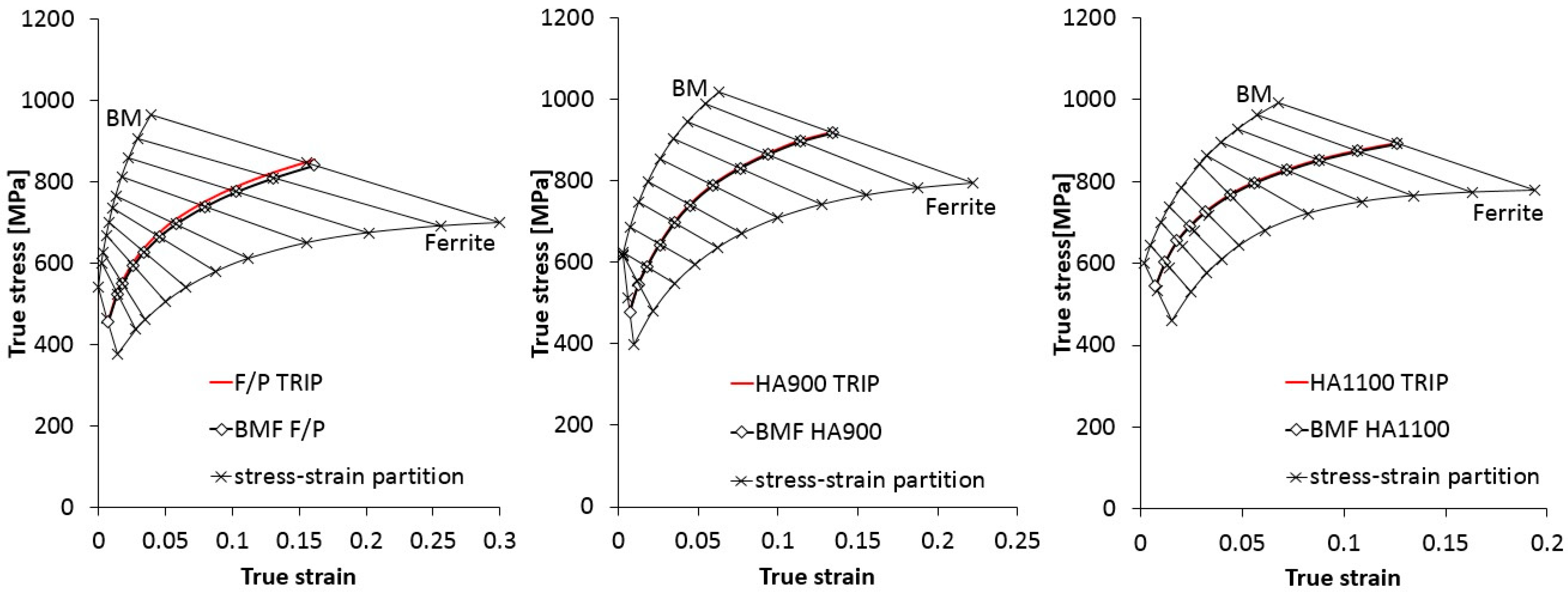
3.3. Mixture Law
4. Implementation of Constitutive Model
4.1. Parameters
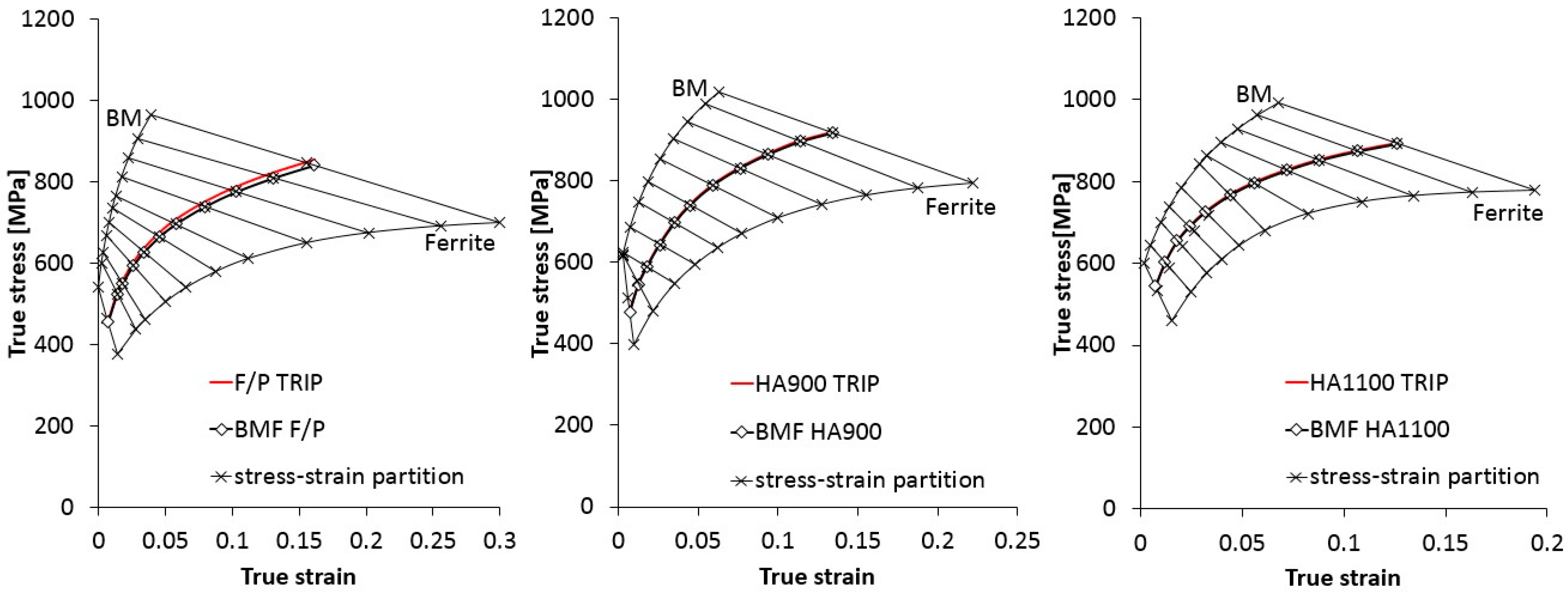
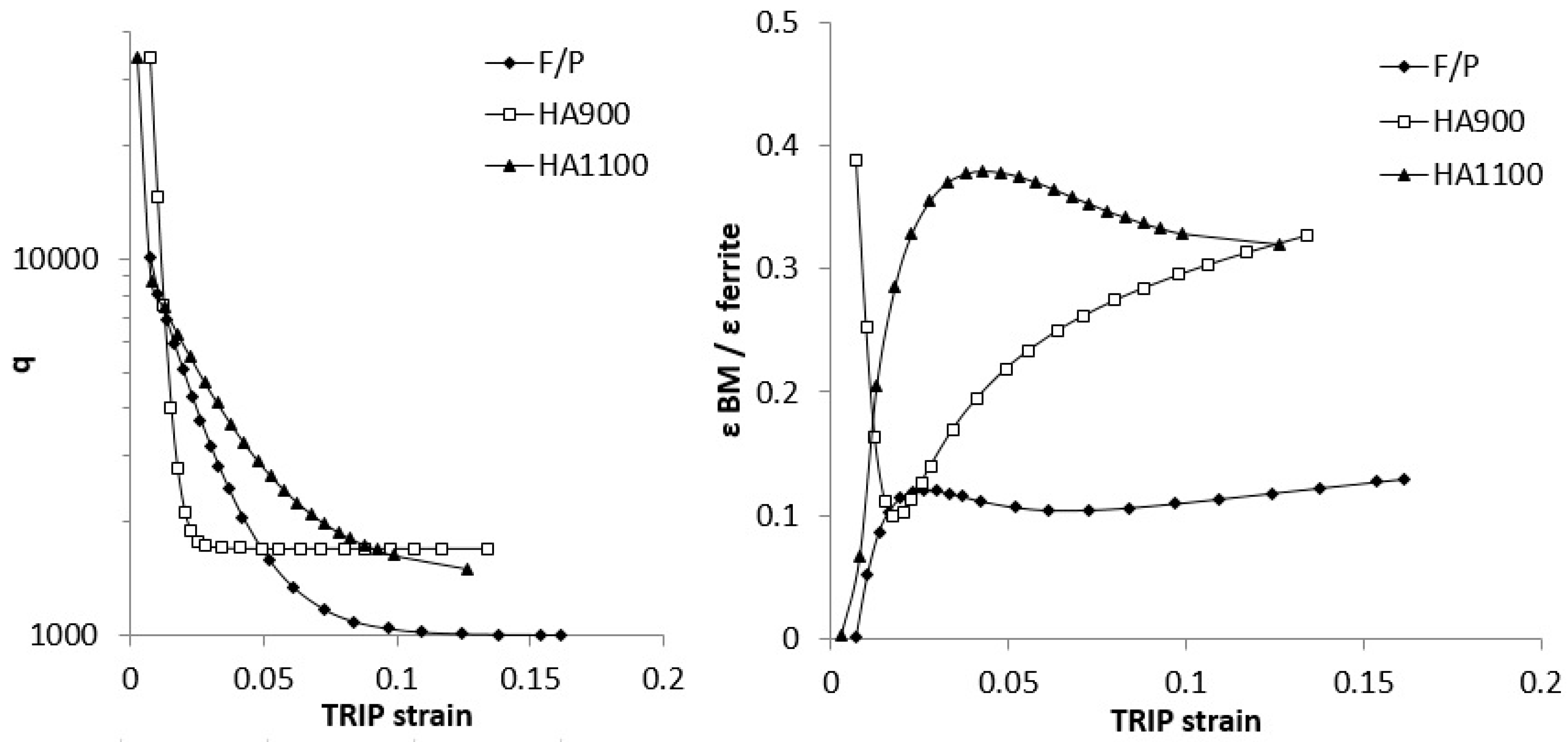
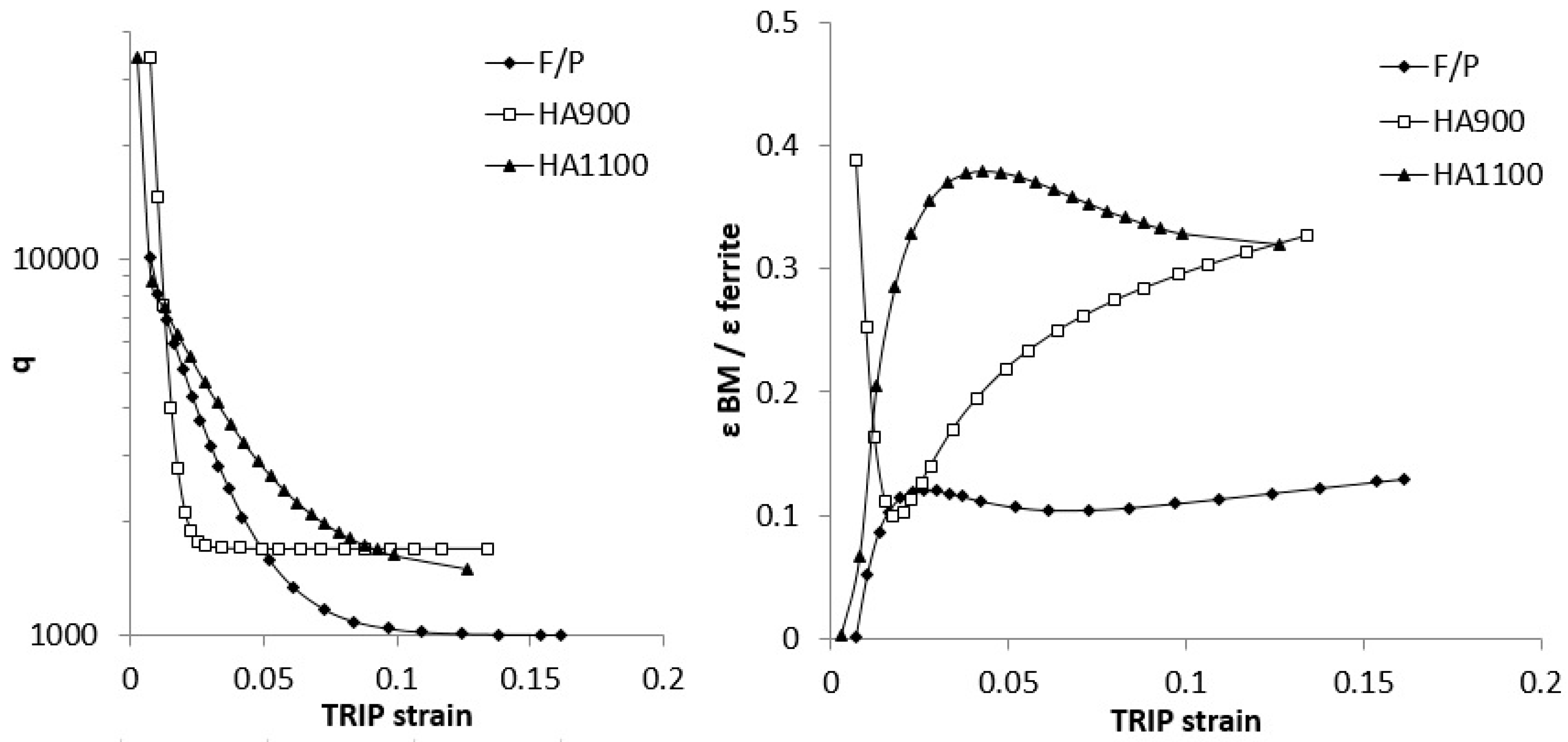
4.2. Stress Strain Partitioning and q Coefficient
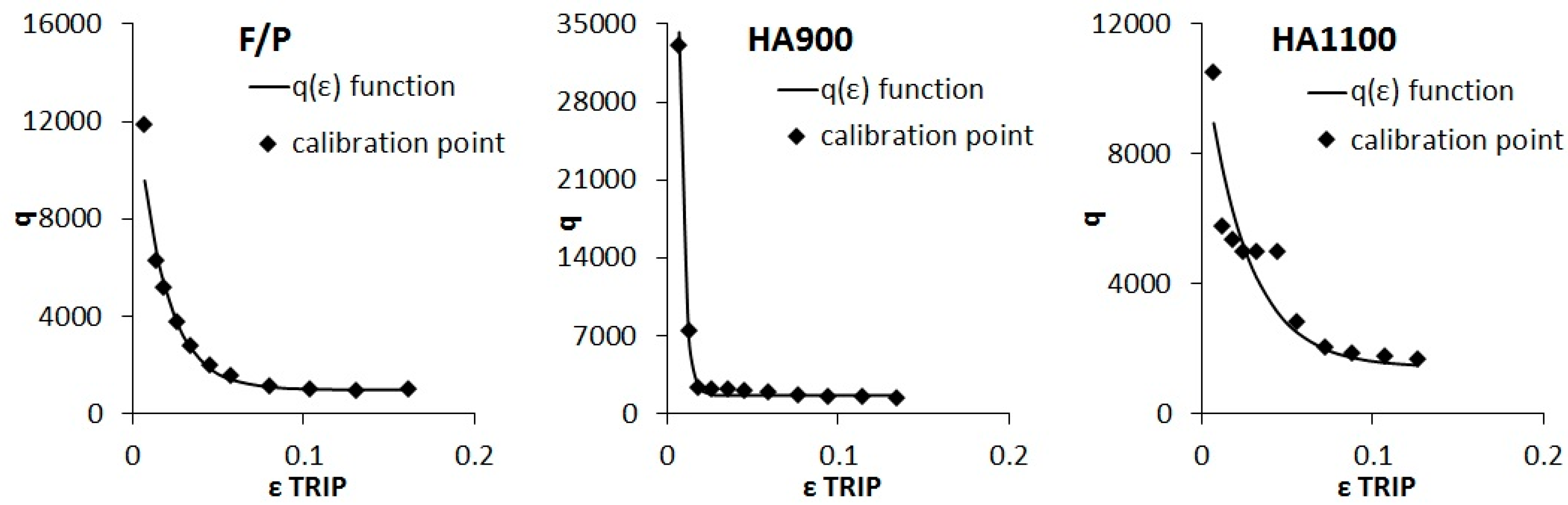
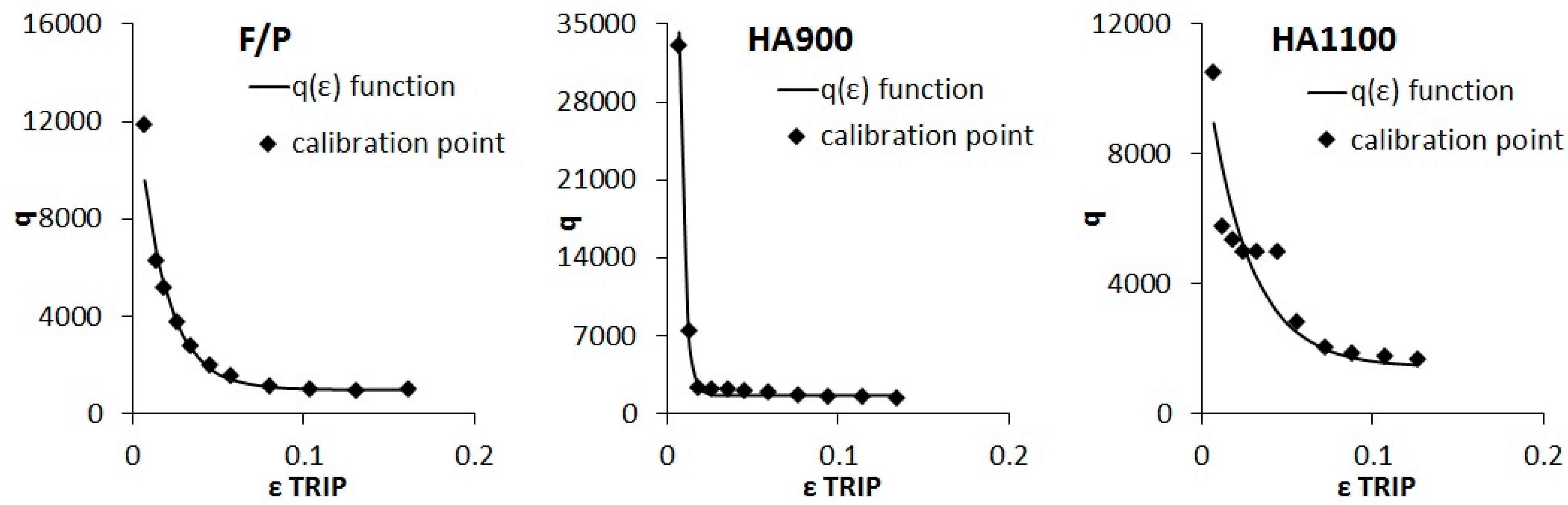
4.3. q(ε) Function
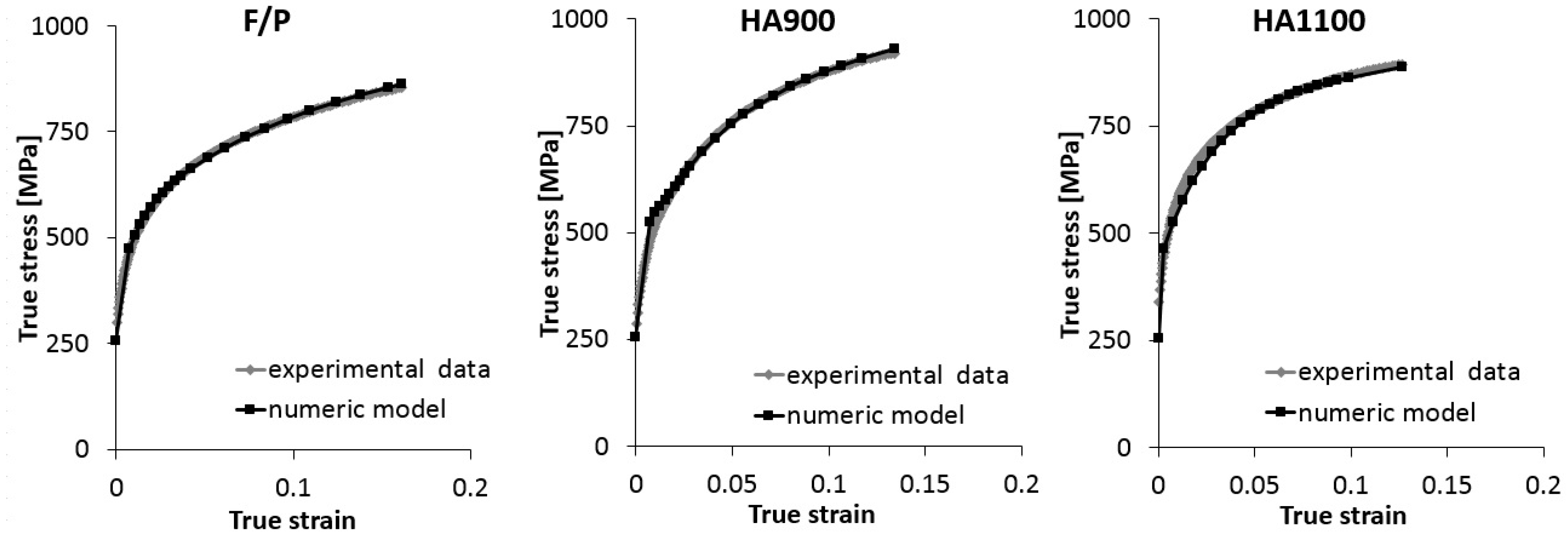
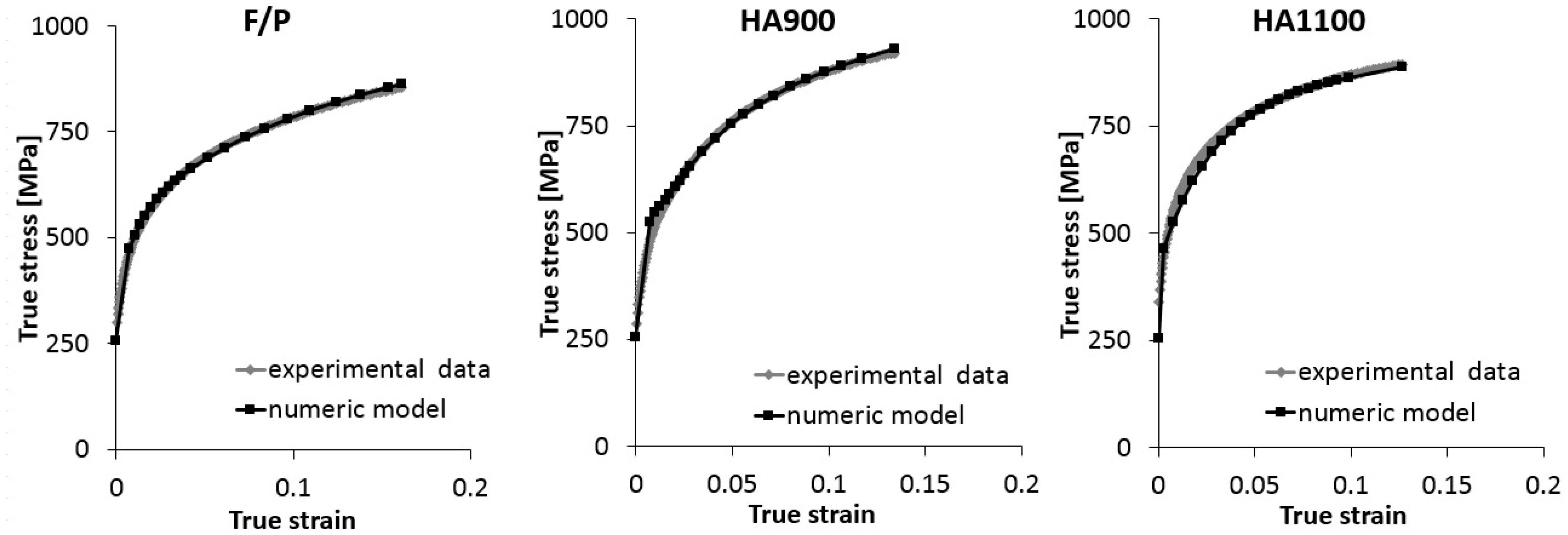
4.4. Integrated Numerical Model and Evaluation
5. Conclusions
- A model based on Bouquerel’s work to describe stress strain flow on three different TRIP steels was used. In the current case, similar parameters were employed. Based on this fact, this work represents a validation of Bouquerel’s work;
- In order to improve the accuracy, some parameters were calibrated. This calibration was justified by the dislocation density increment associated with austenite stability;
- Due to the phenomenological nature of the current model, it is possible to gain a better understanding of the mechanical behavior and the stress strain flow law for each TRIP steel;
- The strain partition between the soft ferrite and the hard bainite/martensite constituents was estimated. The partition is mainly related to the ferrite hardening rate and this is linked to austenite stability and the ferrite grain size.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Petrov, R.; Kestens, L.; Houbaert, Y. Recrystallization of a cold rolled trip-assisted steel during reheating for intercritical annealing. ISIJ Int. 2001, 41, 883–890. [Google Scholar] [CrossRef]
- Jacques, P.J.; Furnémont, Q.; Lani, F.; Pardoen, T.; Delannay, F. Multiscale mechanics of TRIP-assisted multiphase steels: I. Characterization and mechanical testing. Acta Mater. 2007, 55, 3684–3693. [Google Scholar] [CrossRef]
- Matsumara, O.; Sakuma, Y.; Takechi, H. Enhancement of elongation by retained austenite in intercritical annealed 0.4C-1.5Si-0.8Mn steel. Trans. ISIJ 1987, 27, 570–579. [Google Scholar] [CrossRef]
- Takahashi, M.; Development of High Strength Steels for Automobiles. Nippon Steel Technical Report. 2003. Available online: http://www.nssmc.com/en/tech/report/nsc/pdf/n8802.pdf (accessed on 21 September 2018).
- Van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; Van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-Ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6A, 791–795. [Google Scholar] [CrossRef]
- Baik, S.C.; Kim, S.; Jin, Y.S.; Kwon, O. Effects of alloying elements on mechanical properties and phase transformation of cold rolled TRIP steel sheets. ISIJ Int. 2001, 41, 290–297. [Google Scholar] [CrossRef]
- Samek, L.; De Moor, E.; Penning, J.; De Cooman, B.C. Influence of alloying elements on the kinetics of strain-induced martensitic nucleation in low-alloy, multiphase high-strength steels. Metall. Mater. Trans. A 2006, 37A, 109–124. [Google Scholar] [CrossRef]
- Basuki, A.; Aernoudt, E. Influence of rolling of TRIP steel in the intercritical region on the stability of retained austenite. J. Mater. Process. Technol. 1999, 89–90, 37–43. [Google Scholar] [CrossRef]
- Wang, J.; Van der Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32A, 1527–1539. [Google Scholar] [CrossRef]
- Iwamoto, T.; Tsuta, T. Computational simulation of the dependence of the austenitic grain size on the deformation behavior of TRIP steels. Int. J. Plast. 2000, 16, 791–804. [Google Scholar] [CrossRef]
- Iwamoto, T. Multiscale computational simulation of deformation behavior of TRIP steel with growth of martensitic particles in unit cell by asymptotic homogenization method. Int. J. Plast. 2004, 20, 841–869. [Google Scholar] [CrossRef]
- Jacques, P.J.; Girault, E.; Mertens, A.; Verlinden, B.; van Humbeeck, J.; Delannay, F. The developments of cold-rolled TRIP-assisted multiphase steels. Al-alloyed TRIP-assisted multiphase steels. ISIJ Int. 2001, 41, 1068–1074. [Google Scholar] [CrossRef]
- Zhang, M.; Li, L.; Ding, J.; Wu, Q.; Wang, Y.-D.; Almer, J.; Guo, F.; Ren, Y. Temperature-dependent micromechanical behavior of medium-Mn transformation-induced-plasticity steel studied by in situ synchrotron X-ray diffraction. Acta Mater. 2017, 141, 294–303. [Google Scholar] [CrossRef]
- Kim, H.; Lee, J.; Barlat, F.; Kim, D.; Lee, M.-G. Experiment and modeling to investigate the effect of stress state, strain and temperature on martensitic phase transformation in TRIP-assisted steel. Acta Mater. 2015, 97, 435–444. [Google Scholar] [CrossRef]
- Grzegorczyk, B.; Kozlowska, A.; Morawiec, M.; Muszynski, R.; Grajcar, A. Effect of deformation temperature on the Portevin-Le Chatelier effect in medium-Mn steel. Metals 2019, 9, 2. [Google Scholar] [CrossRef]
- Hecker, S.S.; Stout, M.G.; Staudhammer, K.P.; Smith, J.L. Effects of strain state and strain rate on deformation- induced transformation in 304 stainless steel part I. magnetic measurements and mechanical behavior. Metall. Mater. Trans. A 1982, 13, 619–626. [Google Scholar] [CrossRef]
- Grajcar, A.; Kwasny, W.; Zalecki, W. Microstructure-property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel. Proc. Phys. Soc. 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Airod, A.; Petrov, R.; Colás, R.; Houbaert, Y. Analysis of the trip effect by means of axisymmetric compressive test on a Si-Mn bearing steel. ISIJ Int. 2004, 44, 179–186. [Google Scholar] [CrossRef]
- Van Slycken, J.; Verleysen, P.; Degrieck, J.; Bouquerel, J.; De Cooman, B.C. Dynamic response of aluminium containing TRIP steel and its constituent phases. Mater. Sci. Eng. A 2007, 460–461, 516–524. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Xue, X.; Jiang, J.; Xin, Q.B.; Misra, R.D.K. Significance of control of austenite stability and three-stage work-hardening behavior of an ultrahigh strength-high ductility combination transformation-induced plasticity steel. Scripta Mater. 2013, 68, 865–968. [Google Scholar] [CrossRef]
- Panich, S.; Barlat, F.; Uthaisangsuk, V.; Suranuntchai, S.; Jirathearanat, S. Experimental and theoretical formability analysis using strain and stress based forming limit diagram for advanced high strength steels. Mater. Des. 2013, 51, 756–766. [Google Scholar] [CrossRef]
- Bouquerel, J.; Verbeken, K.; De Cooman, B.C. Microstructure-based model for the static mechanical behaviour of multiphase steels. Acta Mater. 2006, 54, 1443–1456. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Estrin, Y.; Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Metall. 1984, 32, 57–70. [Google Scholar] [CrossRef]
- Salinas, A.; Artigas, A.; Perez-Ipiña, J.; Castro-Cerda, F.; Garza-Montes de Oca, N.; Colás, R.; Petrov, R.; Monsalve, A. Effects of heat treatment on morphology, texture and mechanical properties of a MnSiAl multiphase steel with TRIP behavior. Metals 2018, 8, 1021. [Google Scholar] [CrossRef]
- Monsalve, A.; Guzmán, A.; De Barbieri, F.; Artigas, A.; Carvajal, L.; Bustos, O.; Garza-Montes de Oca, N.; Colás, R. Mechanical and Microstructural characterization of an aluminum bearing TRIP Steel. Metall. Mater. Trans. A 2016, 47A, 3088–3094. [Google Scholar] [CrossRef]
- Rodriguez, R.; Gutierrez, I. Unified formulation to predict the tensile curves of steels with different microstructures. Mater. Sci. Forum 2003, 246–432, 4525–4530. [Google Scholar] [CrossRef]
- Lian, J.; Jiang, Z.; Liu, J. Theoretical model for the tensile work hardening behaviour of dual-phase steel. Mater. Sci. Eng. A 1991, A147, 55–65. [Google Scholar] [CrossRef]
- Greenwood, G.W.; Johnson, R.H. The deformation of metals under small stresses during phase transformations. Proc. R. Soc. Lond. A 1965, 283, 403–422. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Id. Steel | Aust. * | IAT ** | IBT *** | PAGS **** | |||
|---|---|---|---|---|---|---|---|
| [°C] | [min] | [°C] | [min] | [°C] | [min] | [µm] | |
| F/P | -- | -- | 750 | 10 | 390 | 7 | -- |
| HA900 | 900 | 10 | 750 | 90 | 390 | 7 | 10.3 ± 0.8 |
| HA1100 | 1100 | 10 | 750 | 135 | 390 | 7 | 18.9 ± 3.5 |
| Steel | % Austenite BTT (X-Ray) | % Austenite ATT (X-Ray) | AV Transformed | % Austenite BTT (EBSD) | % Martensite BTT (EBSD) |
|---|---|---|---|---|---|
| F/P | 5.7 | 2.2 | 3,5 | 5.9 | 2.5 |
| HA900 | 5.0 | 0.5 | 4,4 | 5.3 | 4.1 |
| HA1100 | 3.7 | 0.4 | 3,4 | 3.5 | 4.8 |
| Steel | Ferrite | Bainite | Austenite | Martensite |
|---|---|---|---|---|
| F/P | 11 ± 3 | 2.9 ± 0.6 | 0.7 ± 0.3 | 0.5 ± 0.3 |
| HA900 | 5 ± 1 | 4.1 ± 1.9 | 1.0 ± 0.6 | 0.7 ± 0.4 |
| HA1100 | 11 ± 2 | 5.4 ± 1.5 | 1.0 ± 0.5 | 1.0 ± 0.7 |
| Steel | Ferrite | Bainite | Austenite | Martensite |
|---|---|---|---|---|
| F/P | 43.8 ± 3.1 | 48.1 | 5.7 | 2.4 |
| HA900 | 44.3 ± 0.7 | 46.9 | 5.0 | 3.9 |
| HA1100 | 46.2 ± 0.5 | 45.0 | 3.7 | 5.1 |
| Austenite volume fraction [%] | F/P | HA900 | HA1100 |
|---|---|---|---|
| Prior to cooling from austempering | 8.1 | 8.9 | 8.8 |
| Retained after austempering | 5.7 | 5.0 | 3.7 |
| Retained after tensile test | 2.2 | 0.5 | 0.4 |
| Austenite transformed to Martensite [%] | |||
| By cooling | 30 | 4.4 | 5.8 |
| By strain (tensile test), fα’ | 61 | 90 | 89 |
| OC-Parameter | F/P | HA900 | HA1100 |
|---|---|---|---|
| 22.5 | 22.0 | 22.3 | |
| 2.4 | 2.4 | 2.4 |
| Constant | Units | Ferrite | Bainite | Austenite | Martensite | Ref. |
|---|---|---|---|---|---|---|
| m−2 | 3 × 1012 | 1012 | 1013 | -- | [25] | |
| MPa | 220 [ref. Figure 7] | 200 | 420 | 900 | [25] | |
| α | -- | 0.55 | 0.55 | 0.55 | 0.55 | [26] |
| M | -- | 3 | 3 | 3 | 3 | [25] |
| G | MPa | 78,500 | 72,500 | 78,500 | 78,500 | [25] |
| b | m | 2.48 × 10−10 | 2.48 × 10−10 | 2.58 × 10−10 | 2.48 × 10−10 | [25] |
| k | -- | -- | 0.022 | 0.01 | -- | [25] |
| f | -- | -- | 5 | 4 | 12.5 | [25] |
| Parameter | F/P | HA900 | HA1100 |
|---|---|---|---|
| Mecking-Kocks ferrite k constant | 0.015 | 0.020 | 0.060 |
| Mecking-Kocks ferrite f constant | 5.5 | 6.5 | 15 |
| 24 | 24 | 26 | |
| 1.0 | 2.2 | 2.2 |
| Constant | F/P | HA900 | HA1100 |
|---|---|---|---|
| A | 13,200 | 350,000 | 10,000 |
| B | 60 | 330 | 40 |
| C | 1,000 | 1700 | 1440 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salinas, Á.; Celentano, D.; Carvajal, L.; Artigas, A.; Monsalve, A. Microstructure-Based Constitutive Modelling of Low-Alloy Multiphase TRIP Steels. Metals 2019, 9, 250. https://doi.org/10.3390/met9020250
Salinas Á, Celentano D, Carvajal L, Artigas A, Monsalve A. Microstructure-Based Constitutive Modelling of Low-Alloy Multiphase TRIP Steels. Metals. 2019; 9(2):250. https://doi.org/10.3390/met9020250
Chicago/Turabian StyleSalinas, Álvaro, Diego Celentano, Linton Carvajal, Alfredo Artigas, and Alberto Monsalve. 2019. "Microstructure-Based Constitutive Modelling of Low-Alloy Multiphase TRIP Steels" Metals 9, no. 2: 250. https://doi.org/10.3390/met9020250
APA StyleSalinas, Á., Celentano, D., Carvajal, L., Artigas, A., & Monsalve, A. (2019). Microstructure-Based Constitutive Modelling of Low-Alloy Multiphase TRIP Steels. Metals, 9(2), 250. https://doi.org/10.3390/met9020250