Figure 1.
Flow curve illustrating the characteristic points; peak stress/strain (), critical stress/strain () and steady state stress/strain (). The thin line represents the modelled flow curve due to strain hardening (SH) and dynamic recovery (DRV). The thick line represents the modelled flow curve with dynamic recrystallization (DRX) kinetics included.
Figure 2.
(a) ANN schematic with one hidden layer, (b) artificial neuron schematic.
Figure 3.
Schematic of the hybrid model (HM). ANNs was trained to predict the characteristic points (critical, peak, steady state stress and strain) as functions of temperature (T) and strain rate (). These predictions are used as input for the phenomenological model, which outputs the final flow curves.
Figure 4.
SEM image of undeformed HIPed TNM-B1 and hot formed TNM-B1 at 1150 °C and 0.005 s−1, consisting of the ordered phases -TiAl (dark contrast), -Ti3Al (gray contrast) and /-TiAl (bright contrast). The loading direction is along the y-axis.
Figure 5.
Experimental flow curves and the PM predictions for TNM-B1 at the temperatures 1150, 1175 and 1200 °C and the strain rates 0.0013, 0.005, 0.01 and 0.05 s−1.
Figure 6.
Error histogram for the PM with 30 bins and a bin width of around 2.2 MPa. The results displayed are the difference between the experimental and predicted stress values.
Figure 7.
Example accuracy evolution of the training, validation and test datasets.
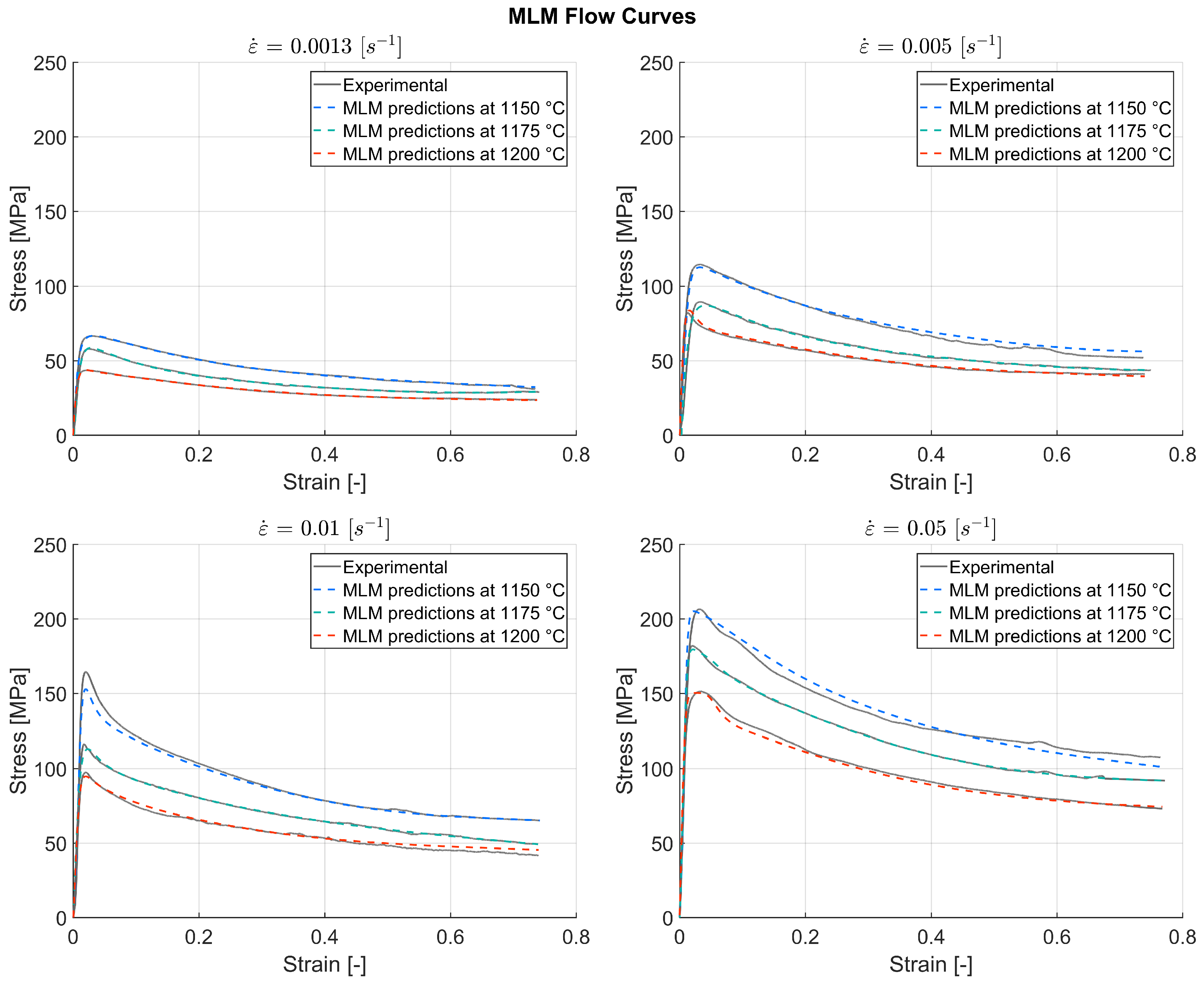
Figure 8.
Experimental flow curves and the MLM predictions for TNM-B1 at the temperatures 1150, 1175 and 1200 °C and the strain rates 0.0013, 0.005, 0.01 and 0.05 s−1.
Figure 9.
Error histogram for the MLM with 30 bins and a bin width of around 1.8 MPa. The results displayed are the difference between the experimental and predicted stress values.
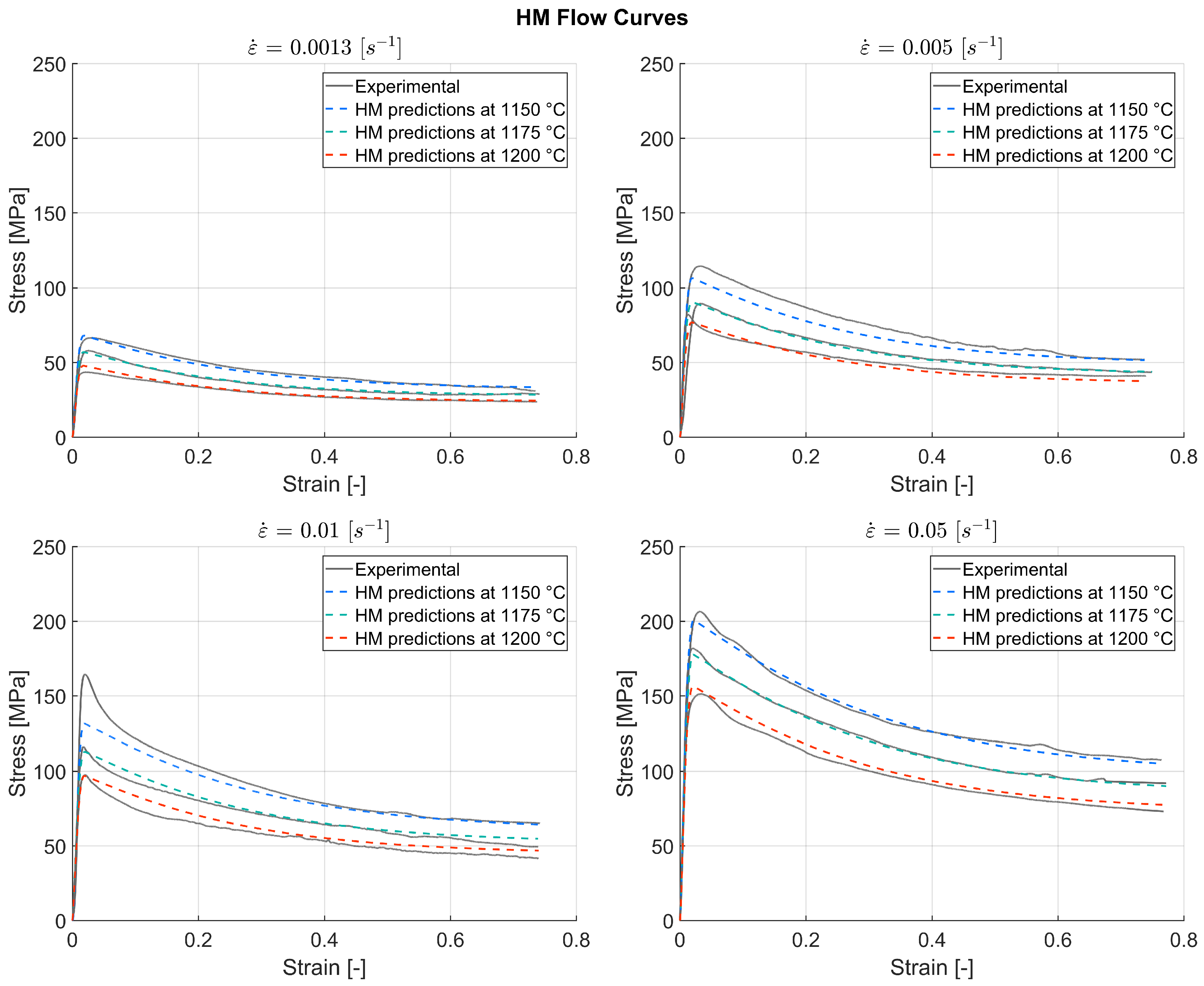
Figure 10.
Experimental flow curves and the HM predictions for TNM-B1 at the temperatures 1150, 1175 and 1200 °C and the strain rates 0.0013, 0.005, 0.01 and 0.05 s−1.
Figure 11.
Error histogram for the HM with 30 bins and a bin width of around 2.2 MPa. The results displayed are the difference between the experimental and predicted stress values.
Figure 12.
Surface plots of stress values predicted by the PM for interpolated and extrapolated inputs; (a) temperatures between 1125 and 1225 °C with an increment of 5 °C; (b) strain rates between 0.0005 and 0.1 s−1 with 10 increments between each power.
Figure 13.
Surface plots of stress values predicted by the MLM for interpolated and extrapolated inputs; (a) temperatures between 1125 and 1225 °C with an increment of 5 °C, (b) strain rates between 0.0005 and 0.1 s−1 with 10 increments between each power.
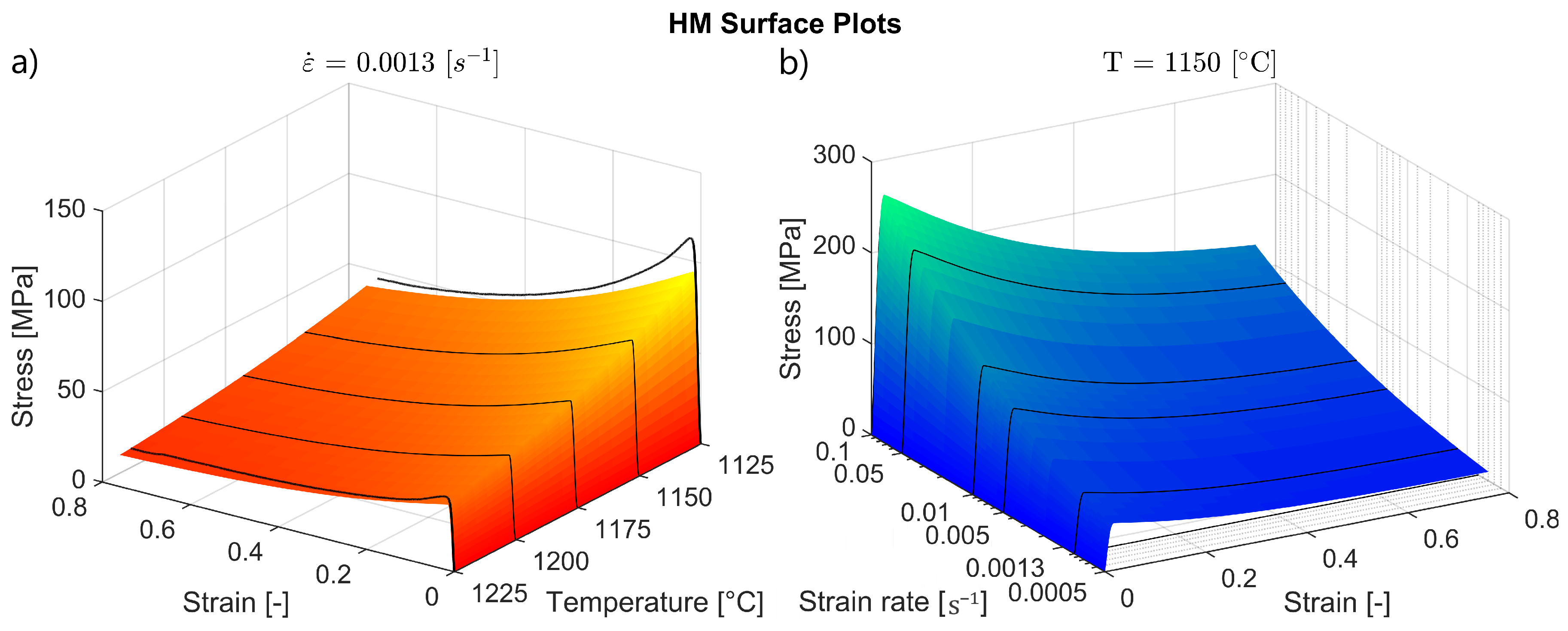
Figure 14.
Surface plots of stress values predicted by the HM for interpolated and extrapolated inputs; (a) temperatures between 1125 and 1225 °C with an increment of 5 °C, (b) strain rates between 0.0005 and 0.1 s−1 with 10 increments between each power.
Figure 15.
Cross section of interpolated and extrapolated surface plots from 20 tests at 0.5 strain.
Table 1.
Composition of the TNM-B1 ingots as specified by GfE.
| Al | Nb | Mo | B | O | Fe | Ni | C |
|---|
| at% | 43.7 | 4 | 1 | 0.1 | 0.161 | 0.027 | 0.008 | 0.038 |
| wt% | 28.65 | 9.15 | 2.36 | 0.026 | 0.063 | 0.037 | 0.012 | 0.011 |
Table 2.
Overview of the model equations used in the phenomenological model.
| Zener-Hollomon parameter | |
| Strain hardening | |
| Critical strain | |
| Peak strain | |
| steady state strain | |
| Peak stress | |
| steady state stress | |
| DRX grain size | |
| DRX kinetics | |
| Flow stress | |
Table 3.
Dataset used for training the ANNs to predict the entire course of the flow curves for TNM-B1, with the first three rows and the last row shown. Training inputs; temperature, strain rate and strain. Target output; flow stress.
| Row | Temp. [°C] | Strain rate [s−1] | Strain [-] | Stress [MPa] |
|---|
| 1 | 1150 | 0.0013 | 0 | 0 |
| 2 | 1150 | 0.0013 | 0.000357 | 0.954 |
| 3 | 1150 | 0.0013 | 0.000439 | 1.067 |
| ... | ... | ... | ... | ... |
| 103,296 | 1200 | 0.05 | 0.771 | 74.739 |
Table 4.
Performance of a selection of tested ANN architectures showing the number of hidden layers (HL), number of neurons (N), average achieved MSE (mean squared error), equivalent error in MPa and training time. 10 tests were conducted for each architecture.
| HL | N | MSE | STD | Eq. Stress [MPa] | Training Time [s] | STD |
|---|
| 1 | 5 | 172.3 | 43.3 | 13.0 | 47.0 | 20.45 |
| 1 | 10 | 98.0 | 70.8 | 7.5 | 228.6 | 98.0 |
| 1 | 20 | 14.1 | 1.5 | 3.8 | 254.6 | 137.6 |
| 2 | 10, 3 | 10.4 | 1.9 | 3.2 | 210.0 | 141.9 |
| 2 | 15, 3 | 11.6 | 1.4 | 3.4 | 383.4 | 135.6 |
| 2 | 15, 5 | 10.6 | 1.5 | 3.3 | 309.8 | 139.0 |
| 3 | 15, 5, 3 | 14.1 | 3.3 | 3.7 | 260.4 | 72.7 |
| 4 | 5, 5, 5, 5 | 12.1 | 0.8 | 3.5 | 400.8 | 161.2 |
Table 5.
Dataset used for training the ANNs to predict the position of the characteristic strains (peak, critical and steady state strain), with the first three rows and the last row shown. Training inputs; temperature, strain rate and parameter type. Target output; characteristic strain.
| Row | Temp. [°C] | Strain Rate [s−1] | Type | Ch. Strain [-] |
|---|
| 1 | 1150 | 0.0013 | Peak strain | 0.0328 |
| 2 | 1150 | 0.0013 | Peak strain | 0.0301 |
| 3 | 1150 | 0.005 | Peak strain | 0.0344 |
| ... | ... | ... | ... | ... |
| 72 | 1200 | 0.05 | steady state strain | 0.7708 |
Table 6.
Dataset used for training the ANNs to predict the position of the characteristic stresses (peak, critical and steady state stress), with the first three rows and the last row shown. Training inputs; temperature, strain rate and parameter type. Target output; characteristic stress.
| Row | Temp. [°C] | Strain Rate [s−1] | Type | Ch. Stress [MPa] |
|---|
| 1 | 1150 | 0.0013 | Peak stress | 66.555 |
| 2 | 1150 | 0.0013 | Peak stress | 63.494 |
| 3 | 1150 | 0.005 | Peak stress | 114.557 |
| ... | ... | ... | ... | ... |
| 72 | 1200 | 0.05 | steady state stress | 74.612 |



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}