Control of Upstream Austenite Grain Coarsening during the Thin-Slab Cast Direct-Rolling (TSCDR) Process

 , ,
, ,
Abstract
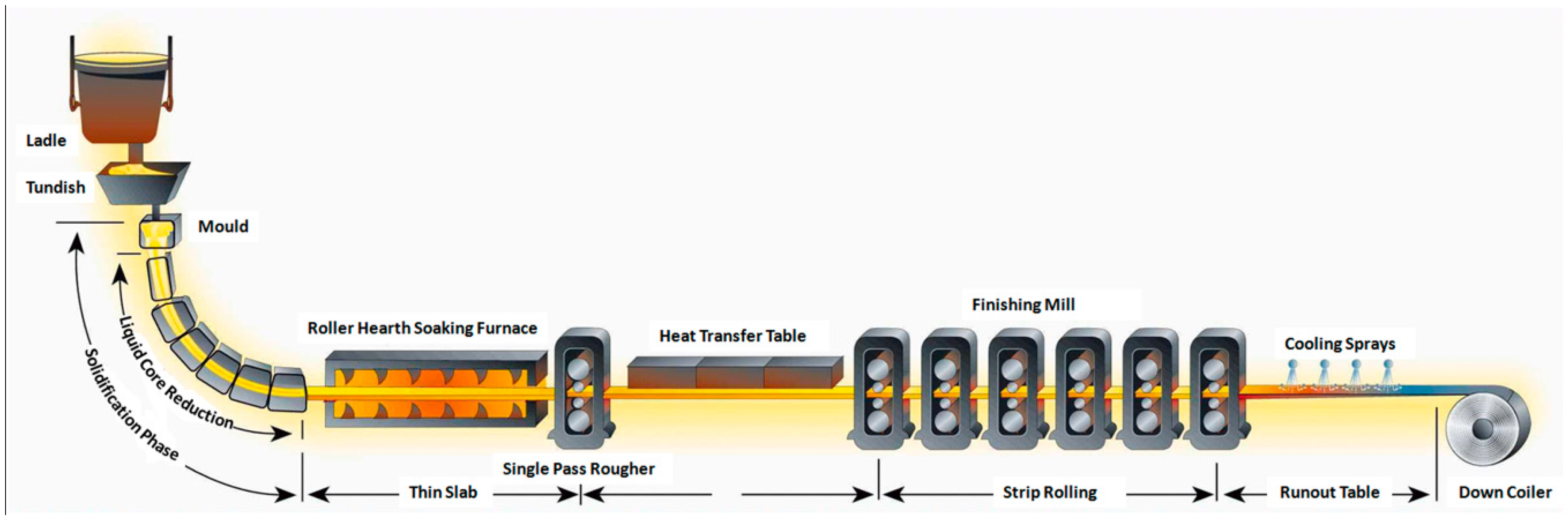
1. Introduction
2. Materials, Experimental Procedure, and Model Setup
3. Results and Discussions
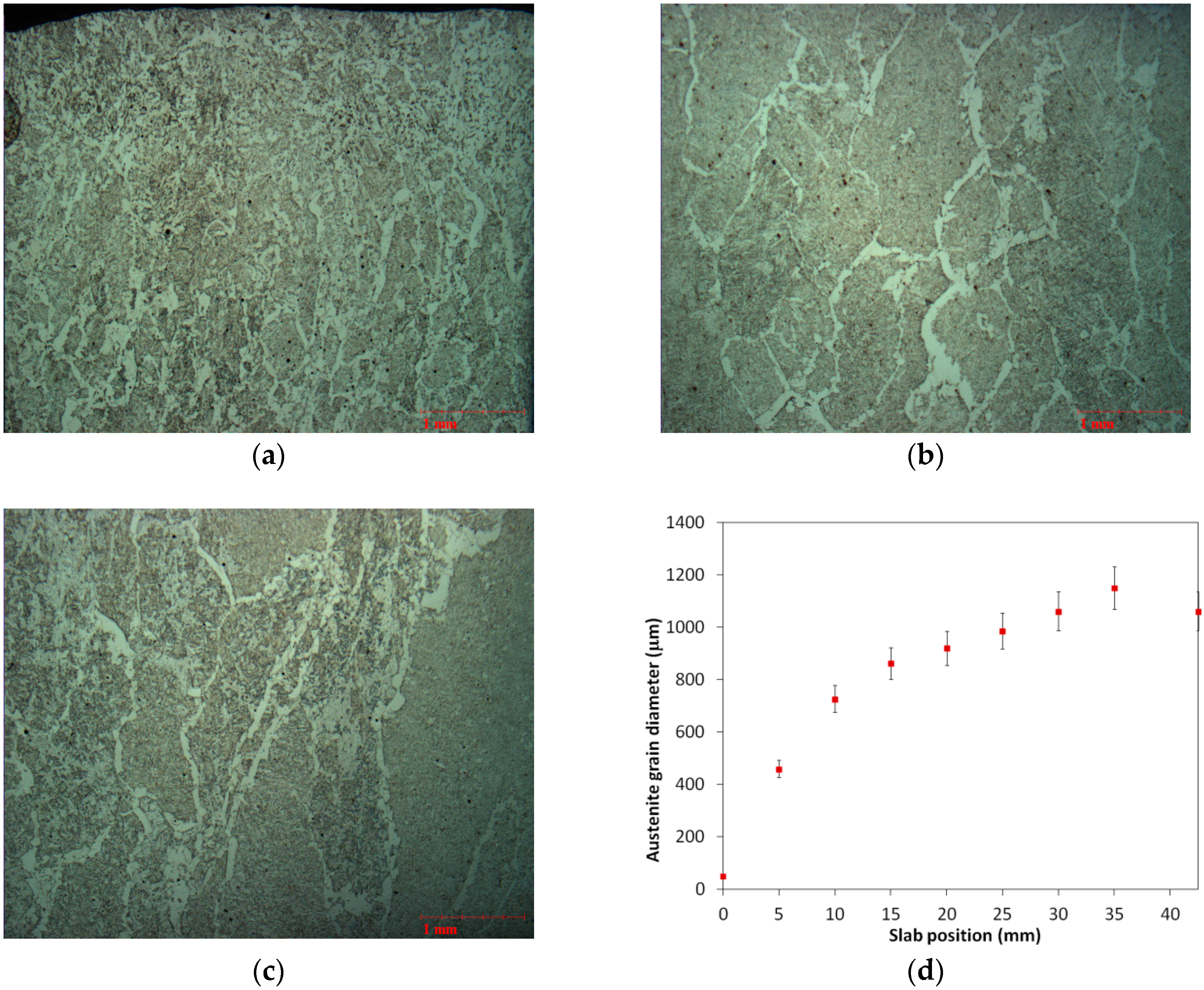
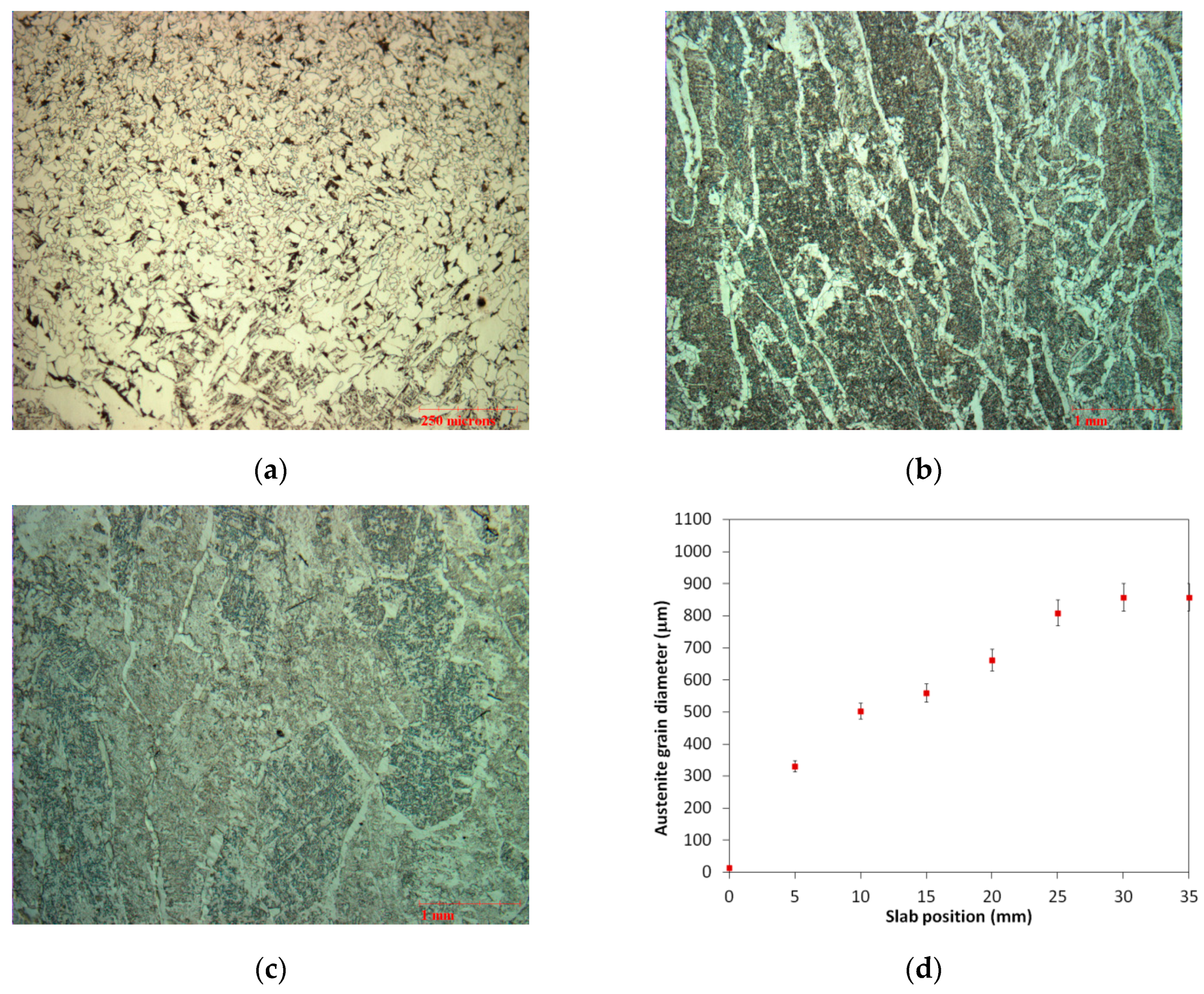
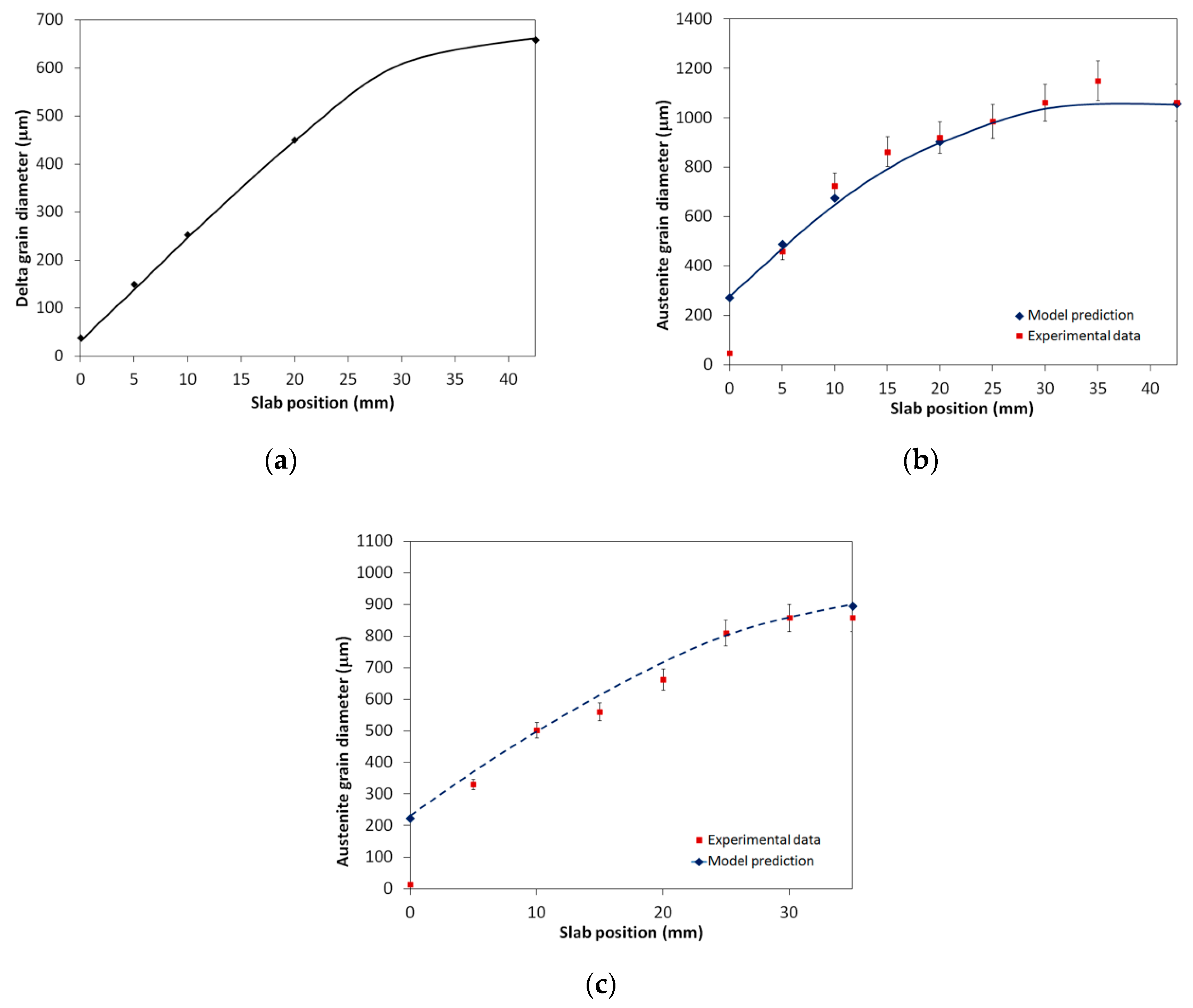
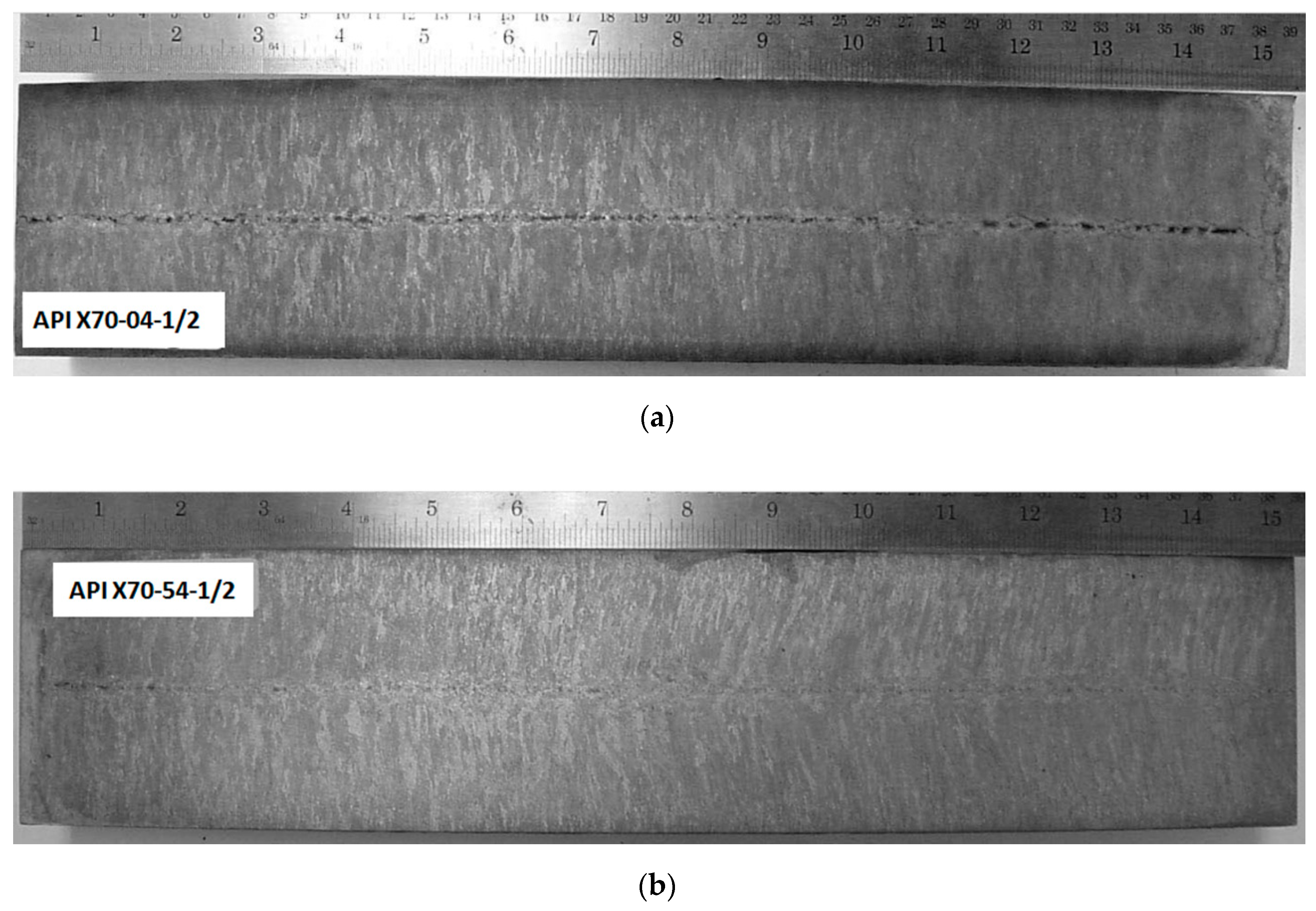
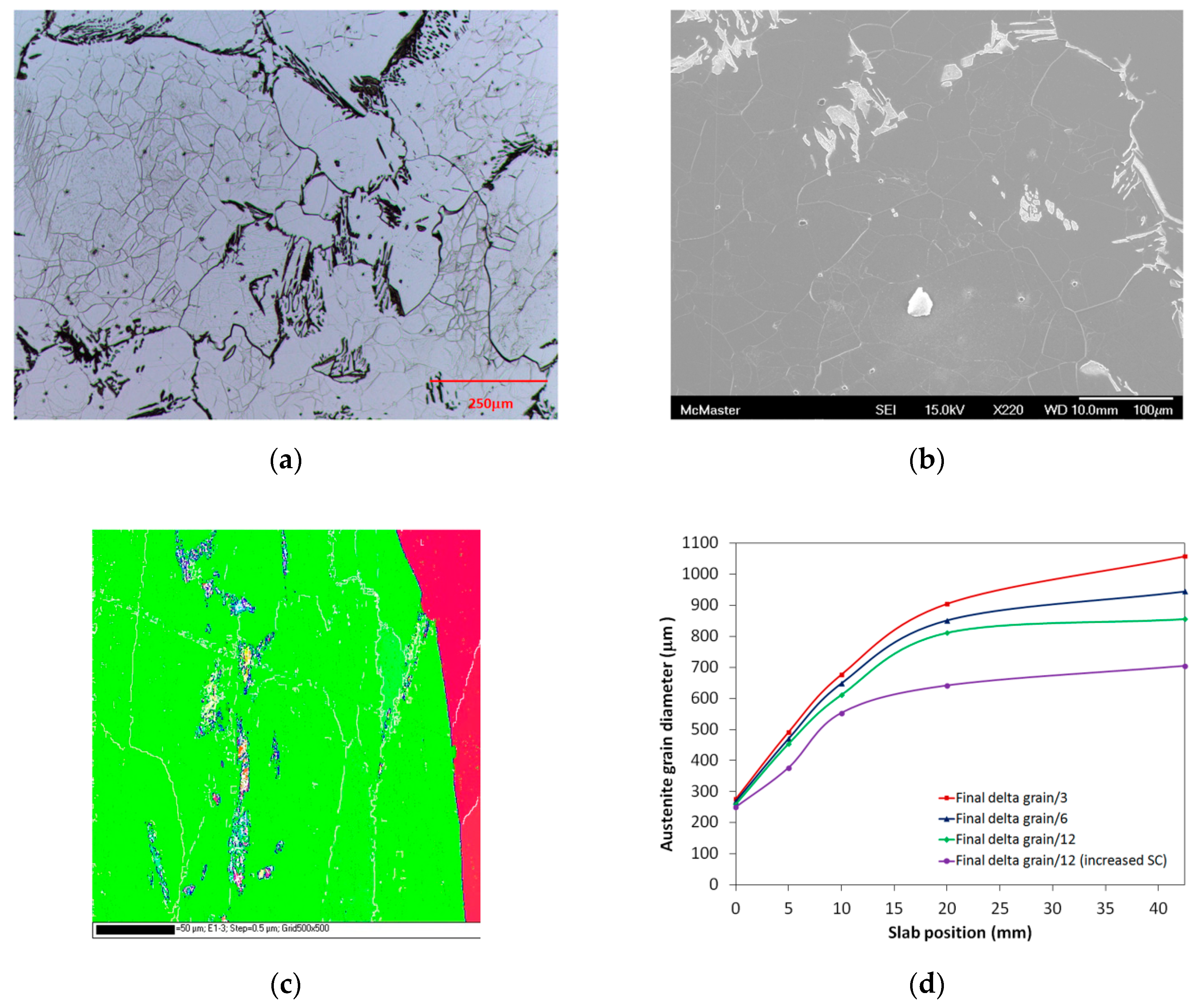
3.1. Microstructure and Model Validation
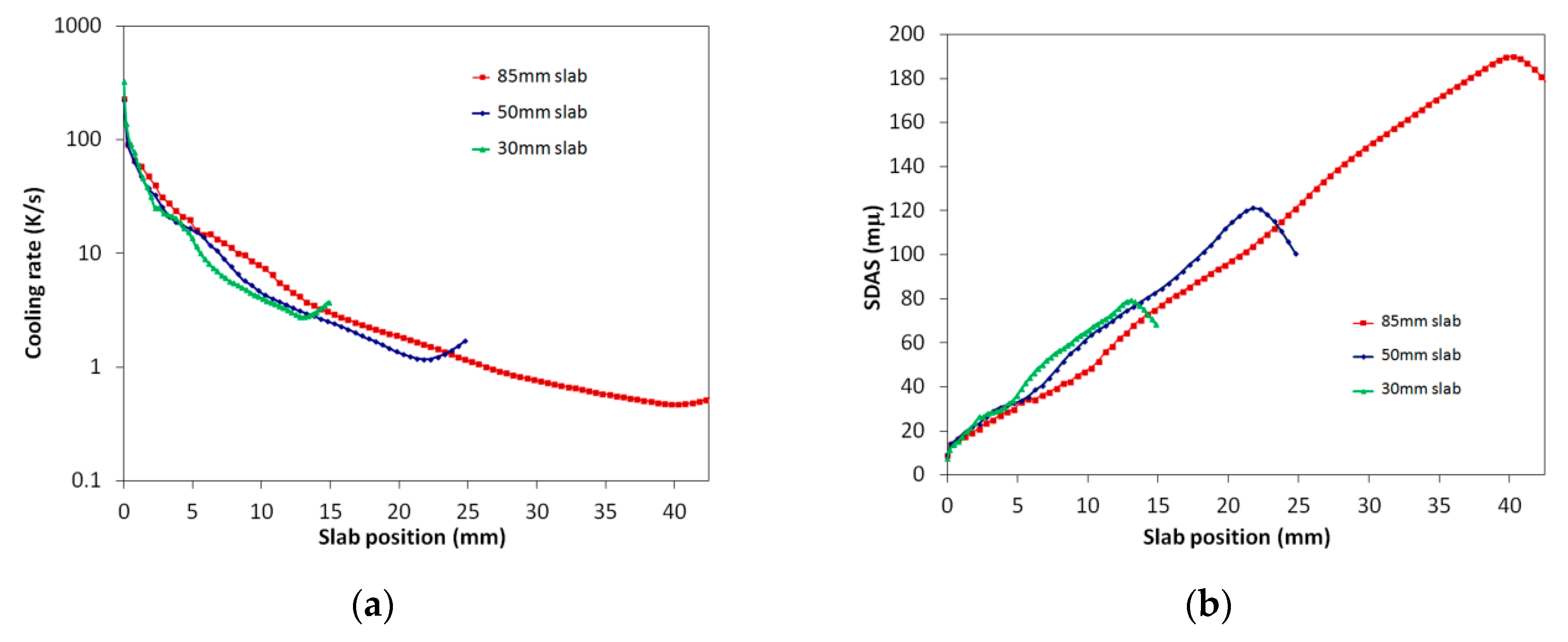
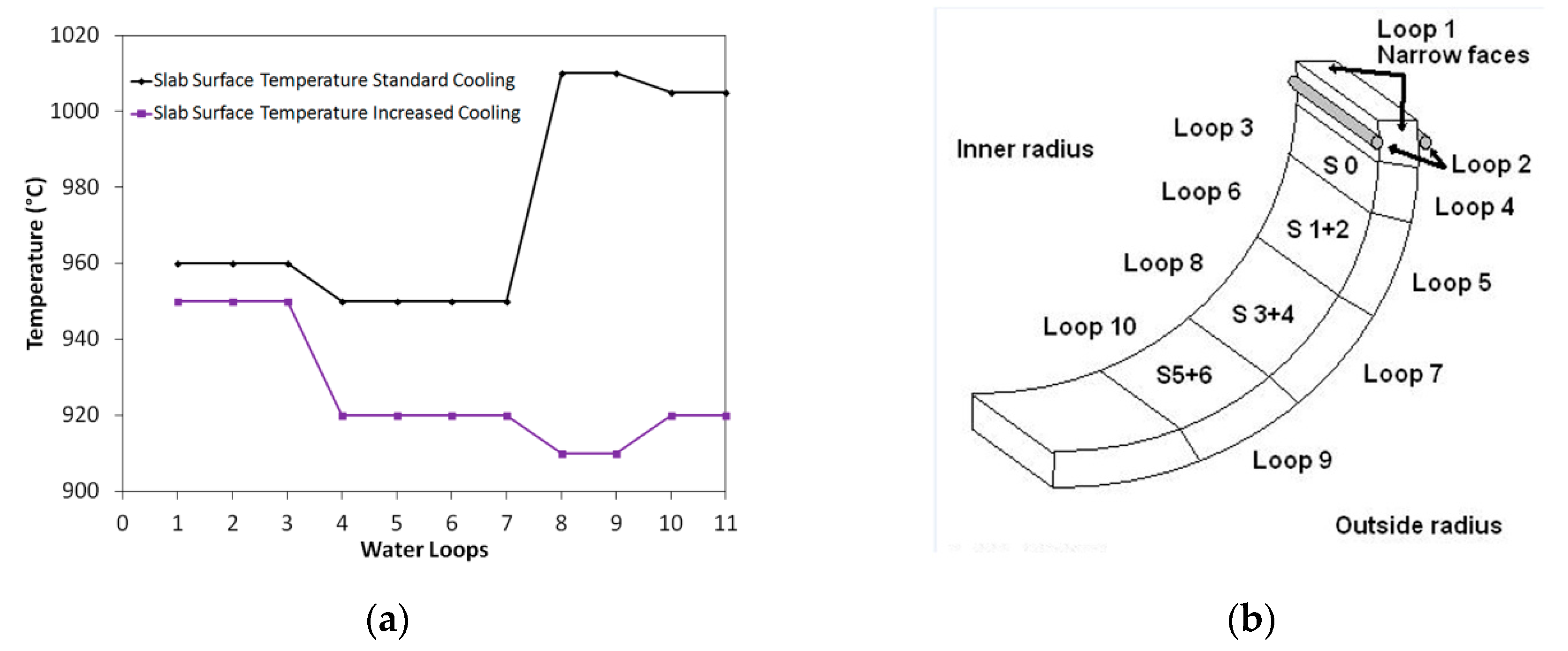
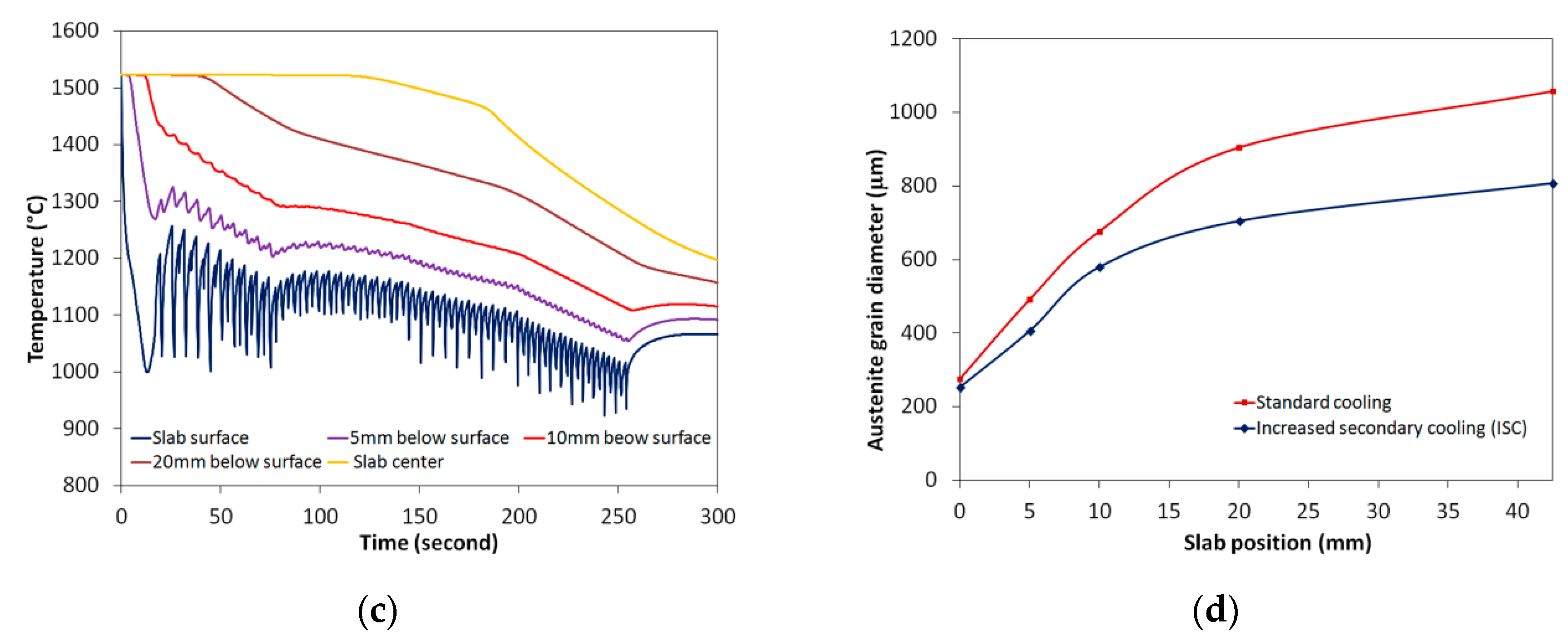
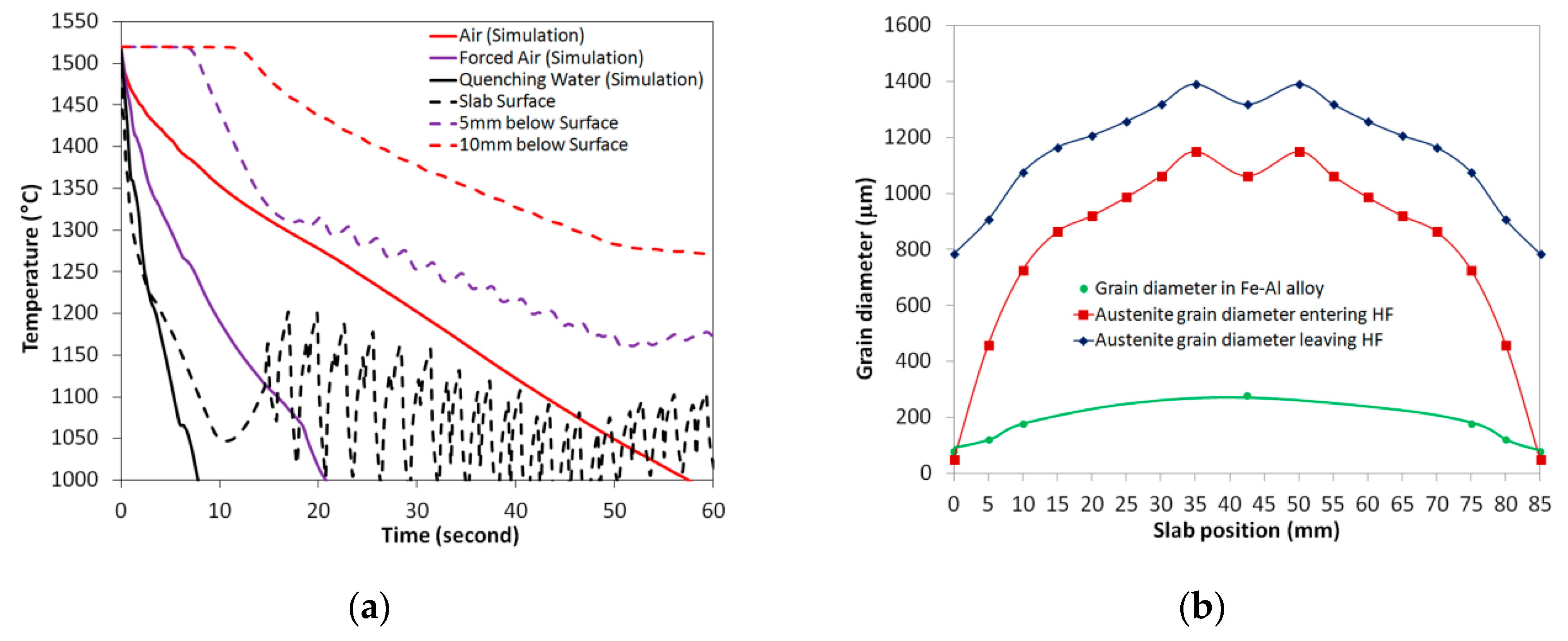
3.2. Increasing Cooling Rate to Refine As-Cast Microstructure
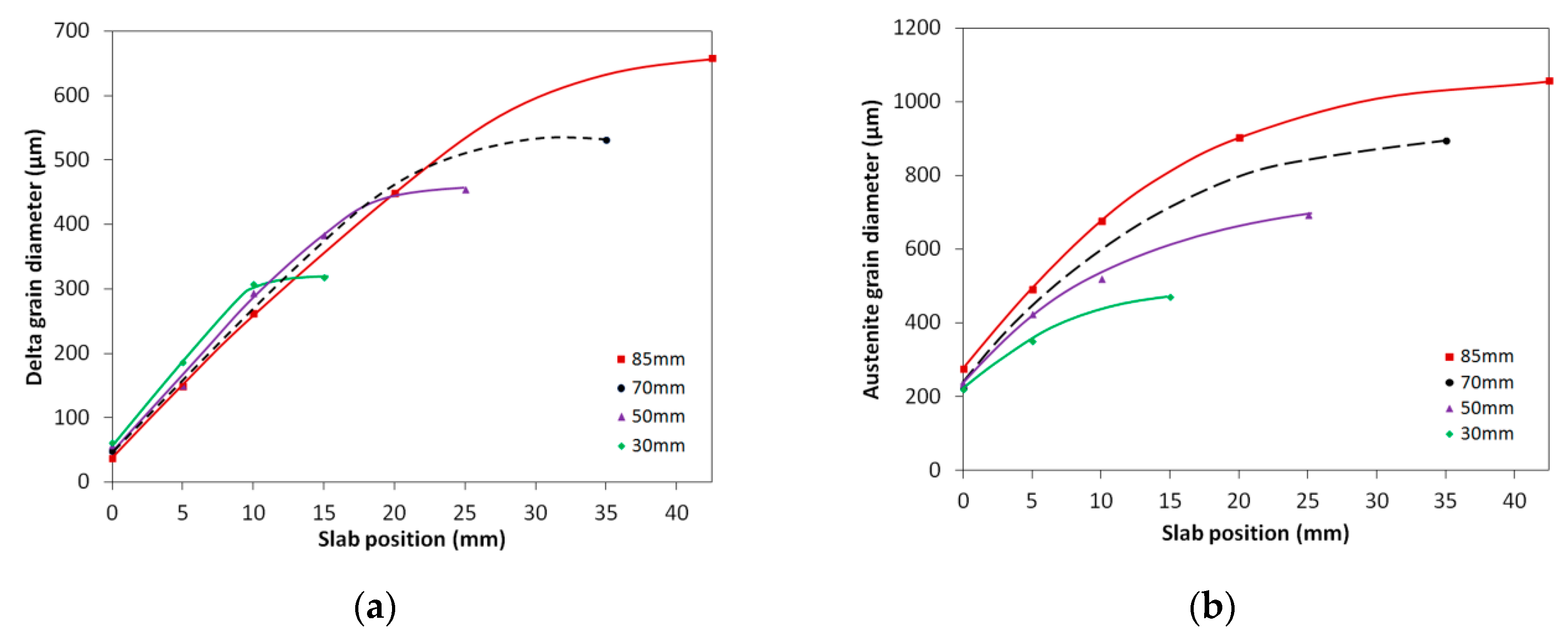
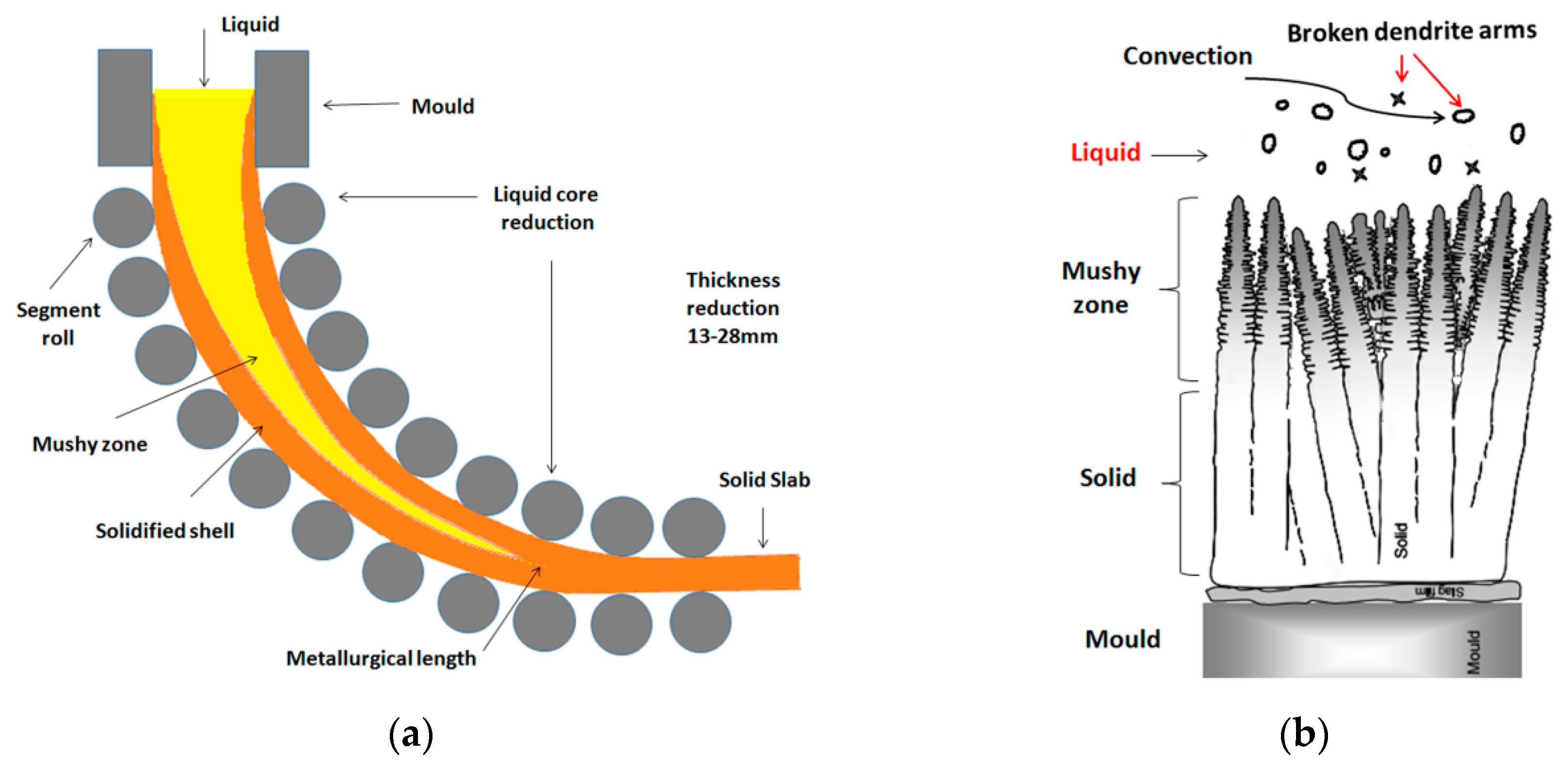
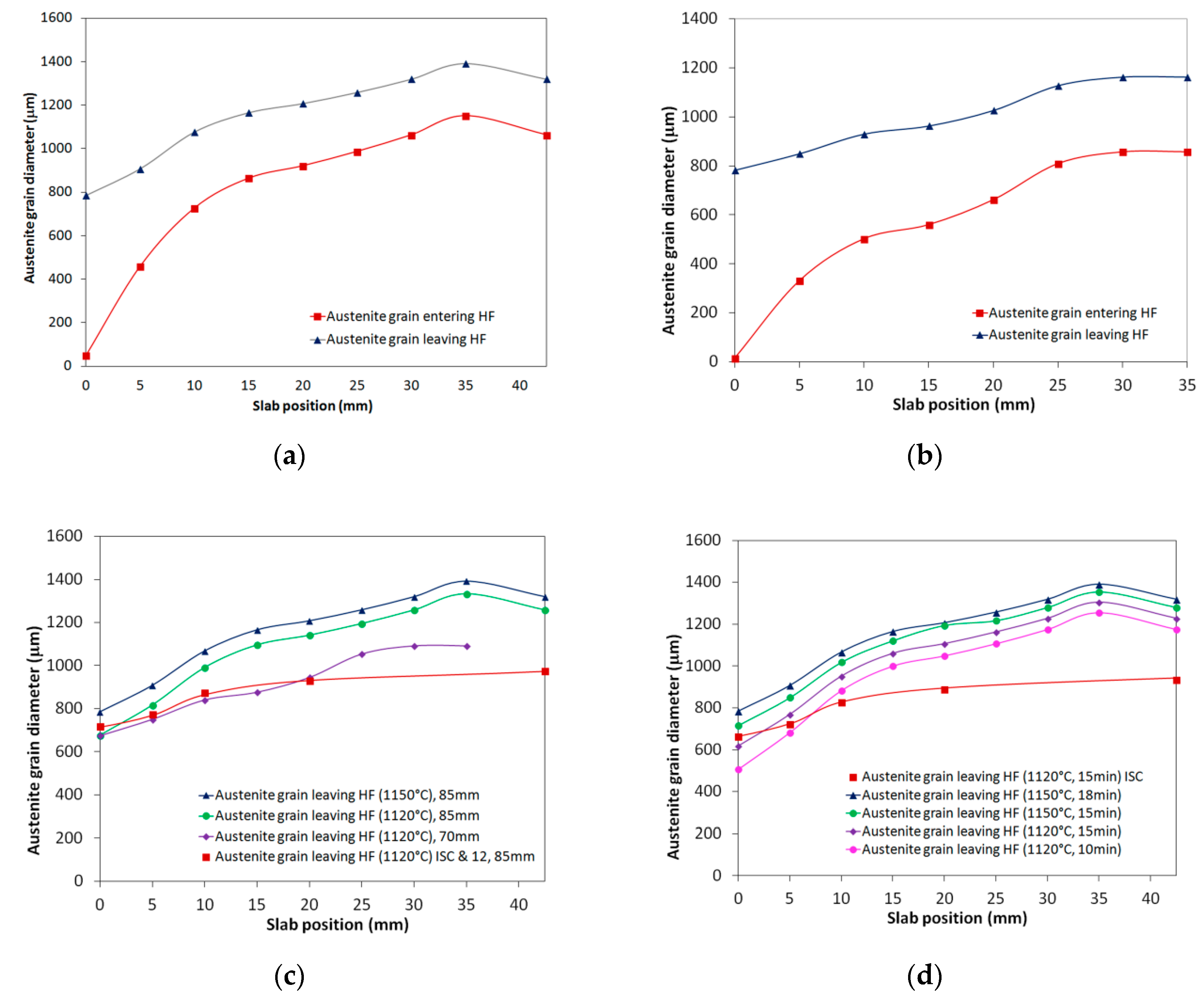
3.3. Liquid Core Reduction
3.4. Increasing the Number of Austenite Nucleation Sites during Delta-Ferrite to Austenite Phase Transformation
3.5. Control of Holding Furnace Temperature and Holding Time
3.6. The Possibility of Producing a New Alloy with Two-Phase Pinning
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
- (1)
- 85 mm slab, casting speed 3.0–3.4 m/min;
- (2)
- 70 mm slab, casting speed 3.4–4.0 m/min;
- (3)
- 50 mm slab, casting speed 4.5–5.5 m/min;
- (4)
- 30 mm slab, casting speed 4.5–6.5 m/min.
References
- Klinkenberg, C.; Kintscher, B.; Hoen, K.; Reifferscheid, M. More than 25 years of experience in thin slab casting and rolling current state of the art and future developments. Steel Res. Int. 2017, 88, 1700272. [Google Scholar] [CrossRef]
- Arvedi, G.; Mazzolari, F.; Siegl, J.; Hohenbichler, G.; Holleis, G. Arvedi ESP first thin slab endless casting and rolling results. Ironmak. Steelmak. 2010, 37, 271–275. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, P.; Kuuskman, K.; Cerilli, E.; Cho, S.H.; Burella, D.; Zurob, H.S. Development of medium-high carbon hot rolled steel strip on a thin slab casting direct strip production complex. Ironmak. Steelmak. 2018, 45, 603–610. [Google Scholar] [CrossRef]
- Bhattacharya, D.; Misra, S. Development of microalloyed steels through thin slab casting and rolling (TSCR) route. Trans. Indian Inst. Met. 2017, 70, 1647–1659. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Misra, R.D.K.; O’Malley, R.; Jansto, S.G. The Effect of Coiling Temperature on the Mechanical Properties of Ultrahigh-Strength 700 MPa Grade Processed via Thin-Slab Casting. In Proceedings of the AISTech 2014 Proceedings, Indianapolis, IN, USA, 5–8 May 2014; pp. 2987–2997. [Google Scholar]
- Nie, W.J.; Xin, W.F.; Xu, T.M.; Shi, P.J.; Zhang, X.B. Enhancing the toughness of heavy thick X80 pipeline steel plates by microstructure control. Adv. Mater. Res. 2011, 194–196, 1183–1191. [Google Scholar] [CrossRef]
- Reip, C.P.; Hennig, W.; Kempken, J.; Hagmann, R. Development of CSP processed high strength pipe steels. Mater. Sci. Forum. 2005, 500–501, 287–294. [Google Scholar] [CrossRef]
- Wang, R.; Garcia, C.I.; Hua, M.; Zhang, H.; DeArdo, A.J. The Microstructure Evolution of Nb,Ti Complex Microalloyed Steel During the CSP Process. Mater. Sci. Forum. 2005, 500–501, 229–236. [Google Scholar] [CrossRef]
- Zhou, T.; O’Malley, R.J.; Zurob, H.S. Study of grain-growth kinetics in delta-ferrite and austenite with application to thin-slab cast direct-rolling microalloyed steels. Metall. Mater. Trans. A 2010, 41, 2112–2120. [Google Scholar] [CrossRef]
- Martin, J.W.; Doherty, R.D.; Cantor, B. Stability of Microstructure in Metallic Systems; Cambridge University Press: Cambridge, UK, 1997; pp. 219–231. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; pp. 11–25. [Google Scholar]
- Turnbull, D. Theory of grain boundary motion. Trans. AIME 1951, 191, 661–665. [Google Scholar]
- Köthe, A.; Kunze, J.; Backmann, G.; Mickel, C. Precipitation of TiN and (Ti,Nb)(C,N) during solidification, cooling and hot direct deformation. Mater. Sci. Forum. 1998, 284–286, 493–500. [Google Scholar] [CrossRef]
- Nagata, M.T.; Speer, J.G.; Matlock, D.K. Titanium nitride precipitation behavior in thin-slab cast high-strength low-alloy steels. Metall. Mater. Trans. A 2002, 33, 3099–3109. [Google Scholar] [CrossRef]
- Smith, C.S. Grains, Phases, and interfaces: An interpretation of microstructure. Trans. Metall. Soc. AIME 1948, 175, 15–51. [Google Scholar]
- Kwon, O.; DeArdo, A.J. Interactions between recrystallization and precipitation in hot-deformed microalloyed steels. Acta Metall. 1991, 39, 529–538. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; DeArdo, A.J. Compositional and microstructural changes which attend reheating and grain coarsening in steels containing niobium. Metall. Mater. Trans. A 1994, 25, 277–286. [Google Scholar] [CrossRef]
- Poths, R.M.; Rainforth, W.M.; Palmiere, E.J. Strain Induced precipitation in model and conventional microalloyed steels during thermomechanical processing. Mater. Sci. Forum. 2005, 500–501, 139–145. [Google Scholar] [CrossRef]
- Zurob, H.S.; Hutchinson, C.R.; Brechet, Y.; Purdy, G. Modeling recrystallization of microalloyed austenite: Effect of coupling recovery, precipitation and recrystallization. Acta Mater. 2002, 50, 3075–3092. [Google Scholar] [CrossRef]
- Gladman, T. The Physical Metallurgy of Microalloyed Steel; Institute of Metals: London, UK, 1997. [Google Scholar]
- Thermo-Calc Software. Available online: www.thermocalc.com (accessed on 2 November 2018).
- Meng, Y.; Thomas, B.G. Heat-transfer and solidification model of continuous slab casting: CON1D. Metall. Mater. Trans. B 2003, 34, 685–705. [Google Scholar] [CrossRef]
- Yin, H.; Emi, T.; Shibara, H. Morphological Instability of δ-ferrite/γ-austenite interphase boundary in low carbon steel. Acta Mater. 1999, 47, 1523–1535. [Google Scholar] [CrossRef]
- Kim, H.S.; Kobayashi, Y.; Nagai, K. Prediction of prior austenite grain size of high-phosphorous steels through phase transformation simulation. ISIJ Int. 2006, 46, 854–858. [Google Scholar] [CrossRef]
- Holzhauser, J.F.; Spitzer, K.H.; Schwerdtfeger, K. Study of heat transfer through layers of casting flux: experiments with a laboratory set-up simulating the conditions in continuous casting. Steel Res. 1999, 70, 252–257. [Google Scholar] [CrossRef]
- Gonzalez, M.; Goldschmit, M.B.; Assanelli, A.P.; Berdaguer, E.F.; Dvorkin, E. Modeling of the solidification process in a continuous casting installation for steel slabs. Metall. Mater. Trans. B 2003, 34, 455–473. [Google Scholar] [CrossRef]
- Louhenkilpi, S.; Makinen, M.; Vapalahti, S.; Raisanen, T.; Laine, J. 3D steady state and transient simulation tools for heat transfer and solidification in continuous casting. Mater. Sci. Eng. A 2005, 413–414, 135–138. [Google Scholar] [CrossRef]
- McCarrney, D.G.; Hunt, J.D. Measurements of cell and primary dendrite arm spacing in directionally solidified aluminum alloys. Acta Metall. 1981, 29, 1851–1863. [Google Scholar] [CrossRef]
- Bouchard, D.; Kirkaldy, J.S. Prediction of dendrite arm spacings in unsteady and steady-state heat flow of unidirectionally solidified binary alloys. Metall. Mater. Trans. B. 1997, 28, 651–663. [Google Scholar] [CrossRef]
- Taha, M.A. Influence of solidification parameters on dendrite arm spacings in low carbon steels. J. Mater. Sci. Lett. 1986, 5, 307–310. [Google Scholar] [CrossRef]
- Cahn, R.W.; Haasen, P. Physical Metallurgy, 4th ed.; North-Holland Physics Publishing: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Sobral, M.D.C.; Mei, P.R.; Santos, R.G.; Gentile, F.C.; Bellon, J.C. Laboratory simulation of thin slab casting. Ironmak. Steelmak. 2003, 30, 412–416. [Google Scholar] [CrossRef]
- Zhou, T.H.; Gheribi, A.E.; Zurob, H.S. Austenite particle coarsening and delta-ferrite grain growth in model Fe-Al alloy. Can. Metall. Q. 2013, 52, 90–97. [Google Scholar] [CrossRef]
- Zhou, T.; Overby, D.; Badgley, P.; Martin-Root, C.; Wang, X.; Liang, S.L.; Zurob, S.H. Study of processing, microstructure and mechanical properties of hot rolled ultra high strength steel. Ironmak. Steelmak. 2018. [Google Scholar] [CrossRef]
- Hillert, M. Inhibition of grain growth by second-phase particles. Acta Metall. 1988, 36, 3177–3181. [Google Scholar] [CrossRef]
- Zhou, T.; Zurob, H.S.; O’Malley, R.J.; Rehman, K. Model Fe-Al steel with exceptional resistance to high temperature coarsening. Part I: Coarsening mechanism and particle pinning effects. Metall. Mater. Trans. A 2015, 41, 178–189. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, P.; O’Malley, R.J.; Zurob, H.S.; Subramanian, M. Model Fe-Al steel with exceptional resistance to high temperature coarsening. Part II: Experimental validation and applications. Metall. Mater. Trans. A 2015, 41, 190–198. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt % | C | Mn | Si | Al | Ti | Nb | N |
|---|---|---|---|---|---|---|---|
| API X70 | 0.05 | 1.60 | 0.30 | 0.0037 | 0.0012 | 0.07 | 0.0060 |
| Fe-Al model alloy | 0.051 | 1.00 | 0.36 | 1.5 | 0 | 0 | 0 |
| Phase | Liquid | Liquid + Delta | Delta | Delta + Austenite | Austenite |
|---|---|---|---|---|---|
| API X 70 (°C) | >1524 | 1524–1496 | 1496–1477 | 1477–1448 | 1448–852 |
| Fe-Al alloy (°C) | >1530 | 1530–1500 | 1500–1412 | 1412–734 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, T.; O’Malley, R.J.; Zurob, H.S.; Subramanian, M.; Cho, S.-H.; Zhang, P. Control of Upstream Austenite Grain Coarsening during the Thin-Slab Cast Direct-Rolling (TSCDR) Process. Metals 2019, 9, 158. https://doi.org/10.3390/met9020158
Zhou T, O’Malley RJ, Zurob HS, Subramanian M, Cho S-H, Zhang P. Control of Upstream Austenite Grain Coarsening during the Thin-Slab Cast Direct-Rolling (TSCDR) Process. Metals. 2019; 9(2):158. https://doi.org/10.3390/met9020158
Chicago/Turabian StyleZhou, Tihe, Ronald J. O’Malley, Hatem S. Zurob, Mani Subramanian, Sang-Hyun Cho, and Peng Zhang. 2019. "Control of Upstream Austenite Grain Coarsening during the Thin-Slab Cast Direct-Rolling (TSCDR) Process" Metals 9, no. 2: 158. https://doi.org/10.3390/met9020158
APA StyleZhou, T., O’Malley, R. J., Zurob, H. S., Subramanian, M., Cho, S.-H., & Zhang, P. (2019). Control of Upstream Austenite Grain Coarsening during the Thin-Slab Cast Direct-Rolling (TSCDR) Process. Metals, 9(2), 158. https://doi.org/10.3390/met9020158