Effect of Substituting CaO with BaO and CaO/Al2O3 Ratio on the Viscosity of CaO–BaO–Al2O3–CaF2–Li2O Mold Flux System

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
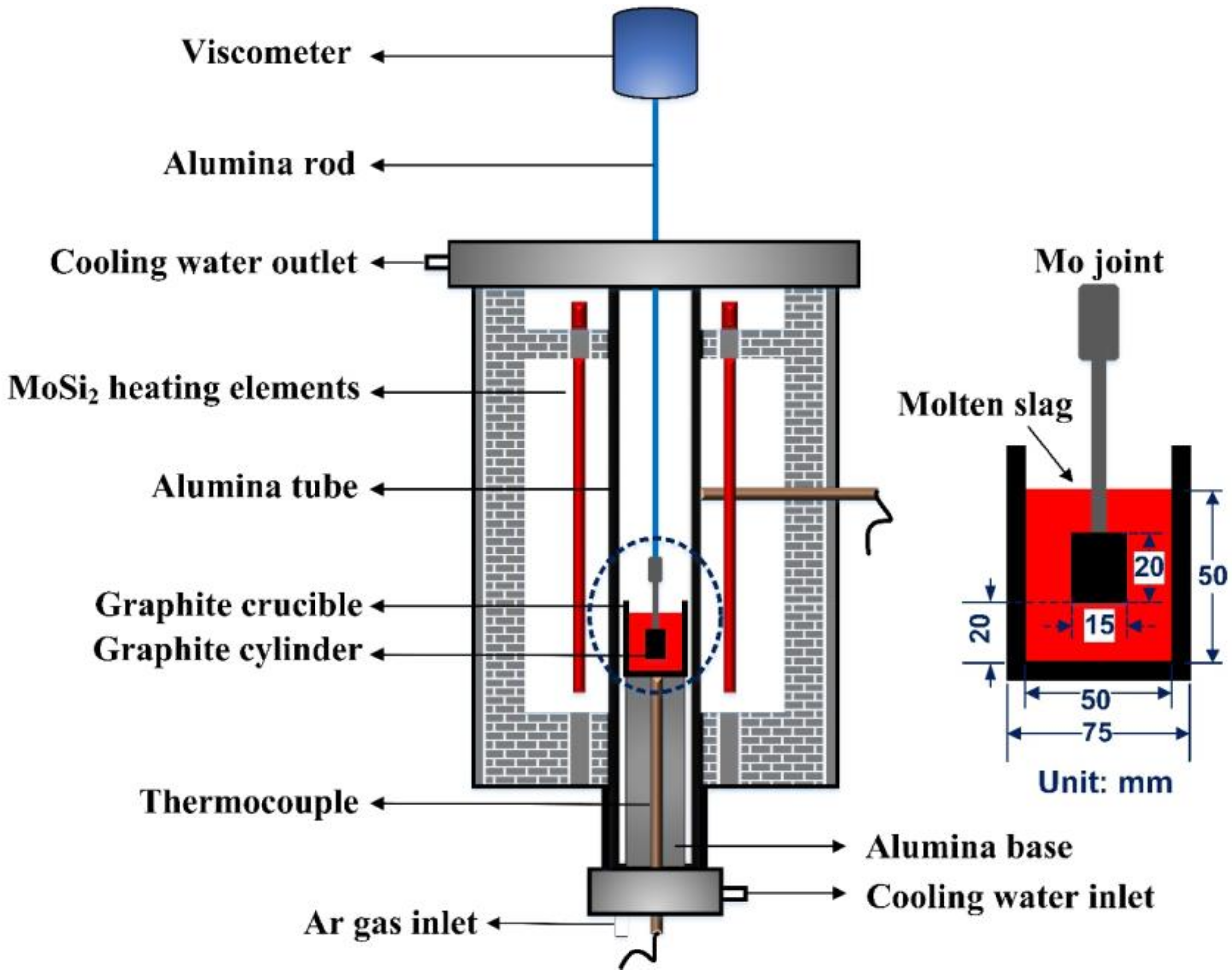
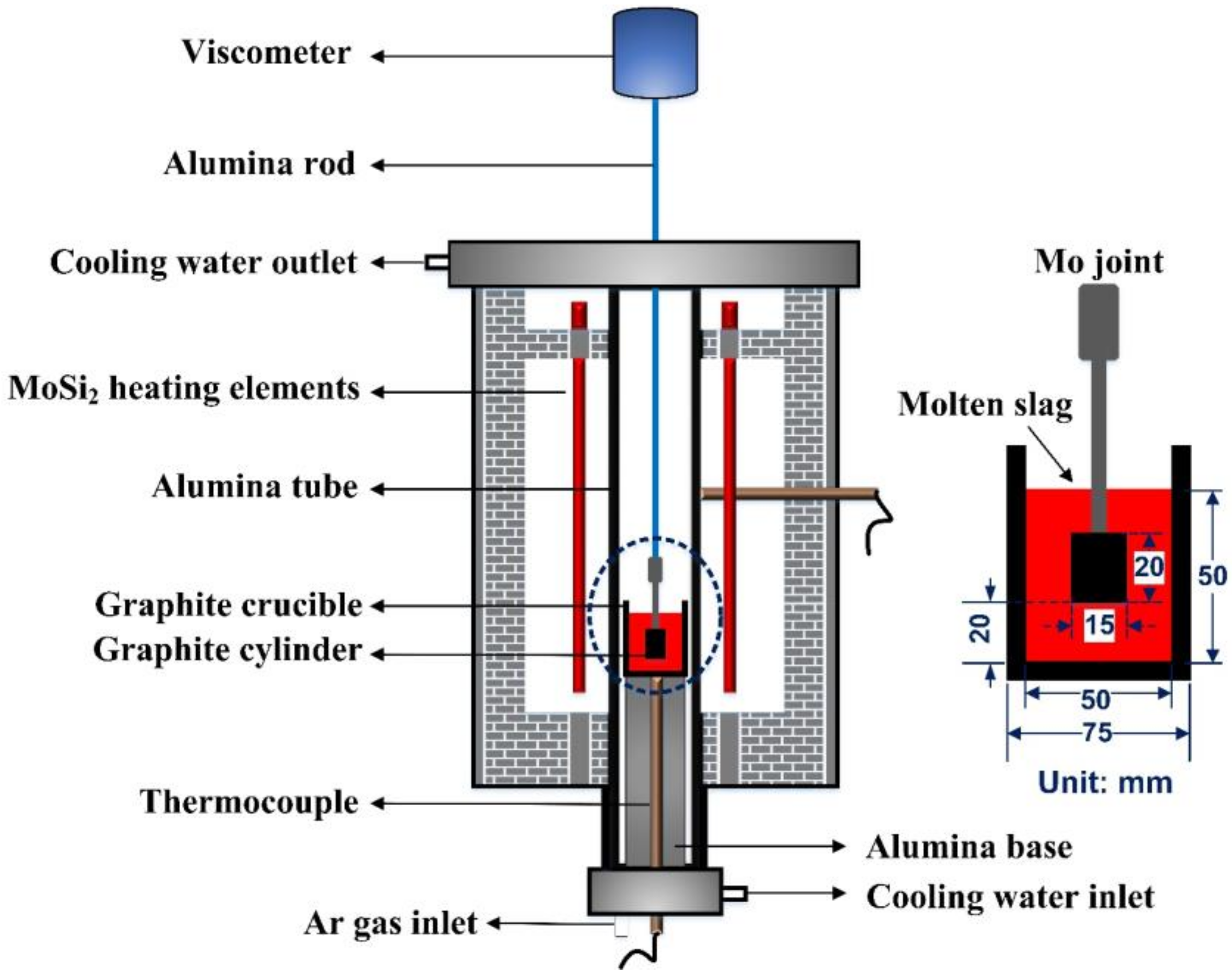
2.2. Viscosity Measurement
3. Results and Discussion
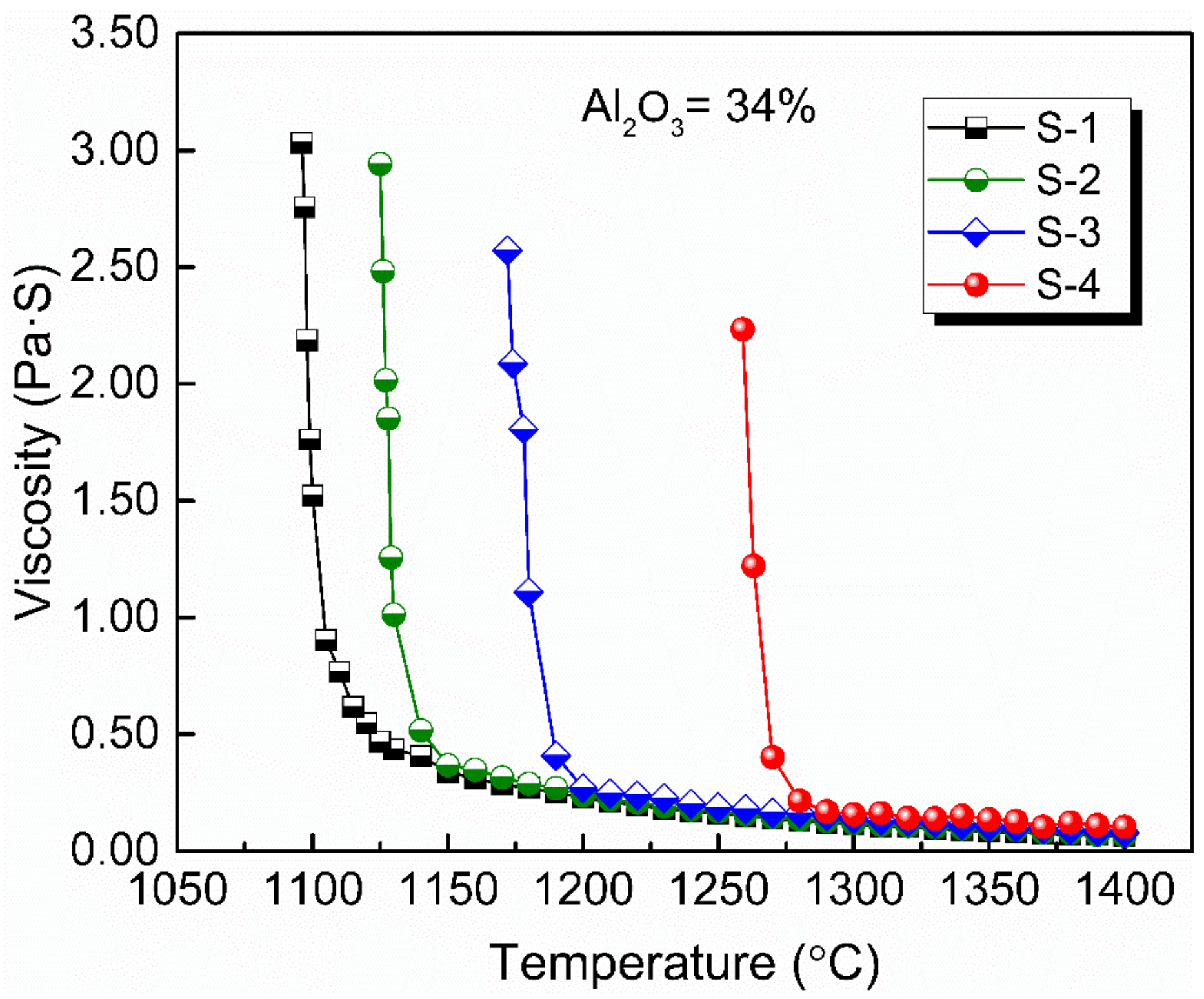
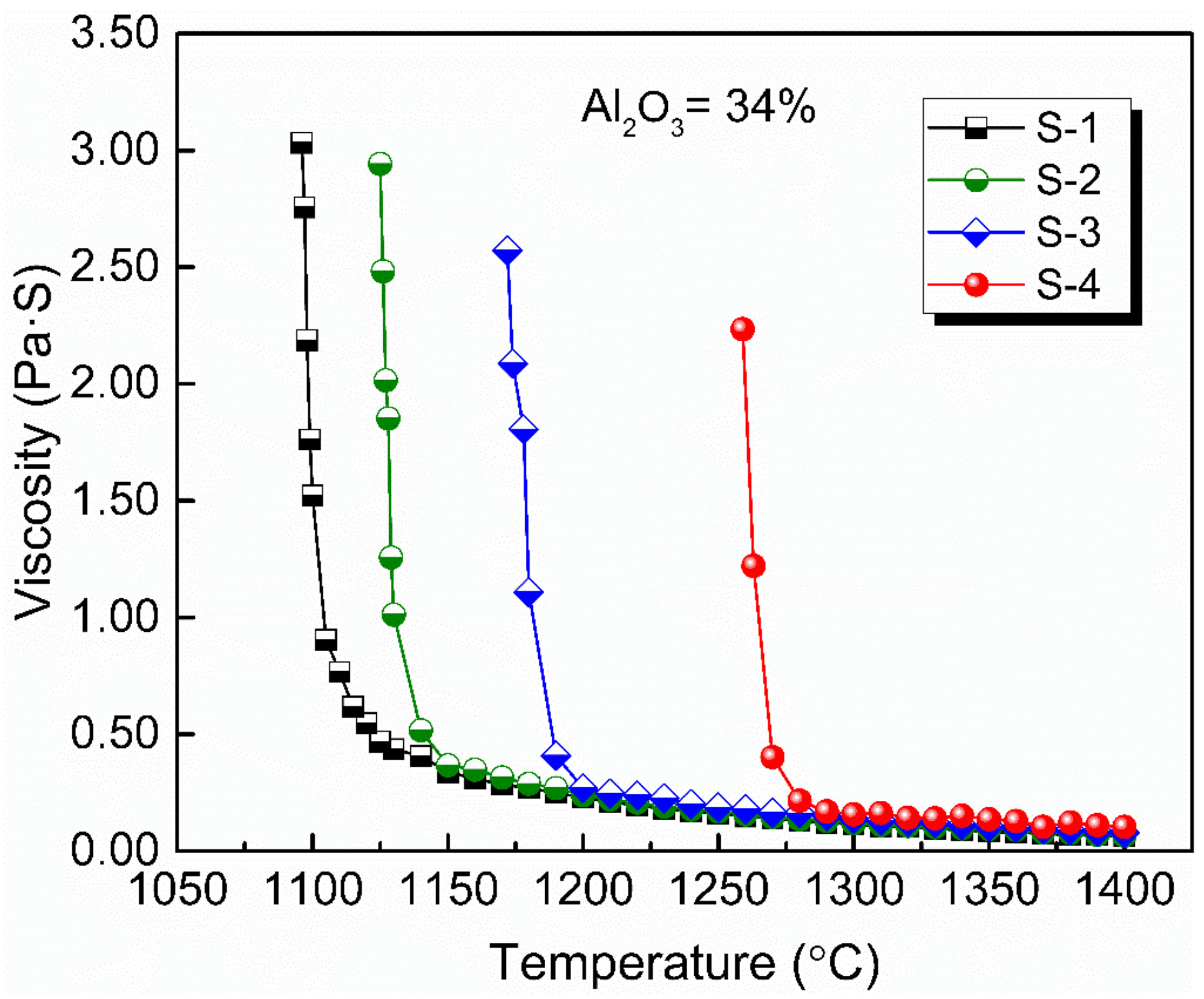
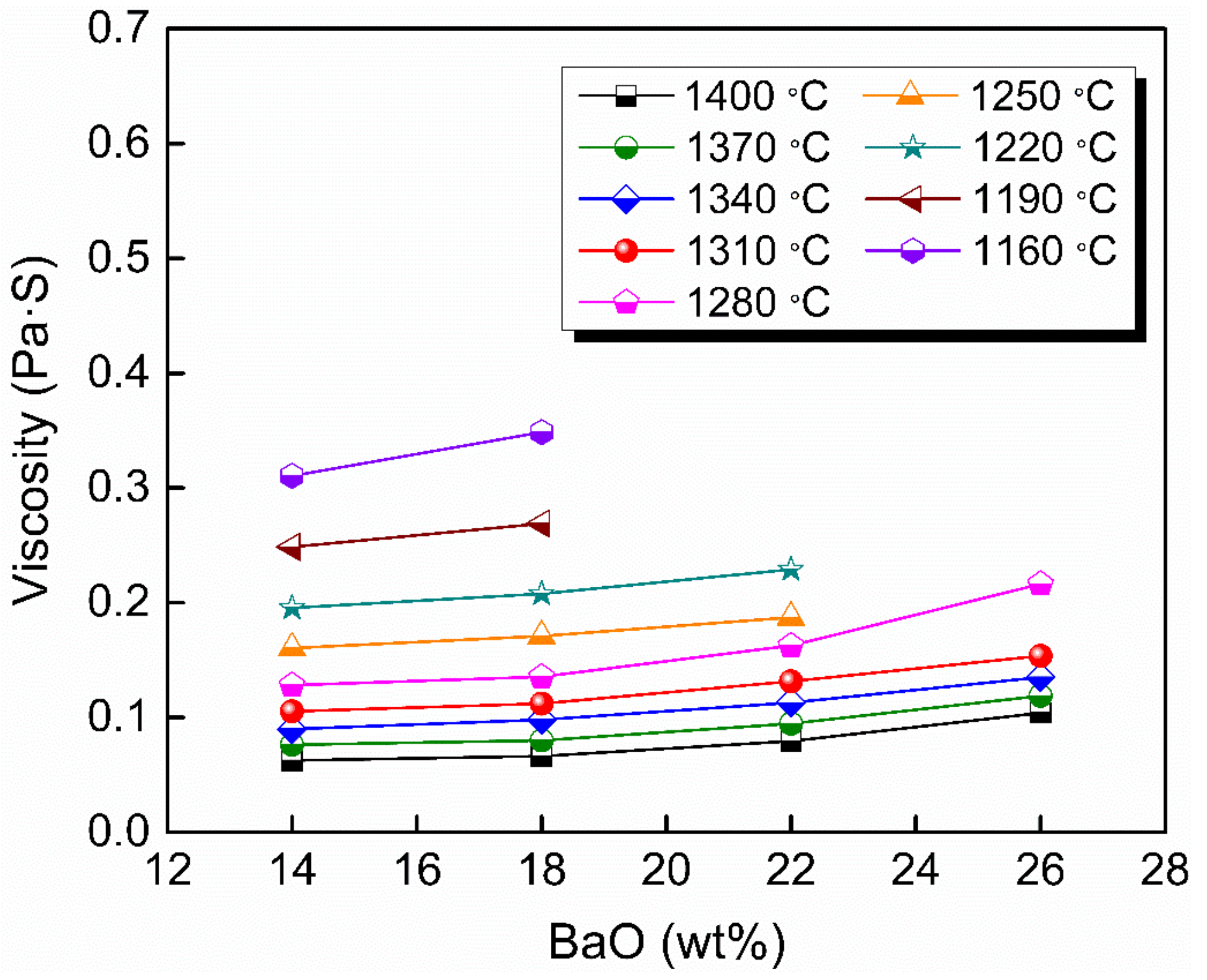
3.1. The Effect of Substituting CaO with BaO on the Viscosity
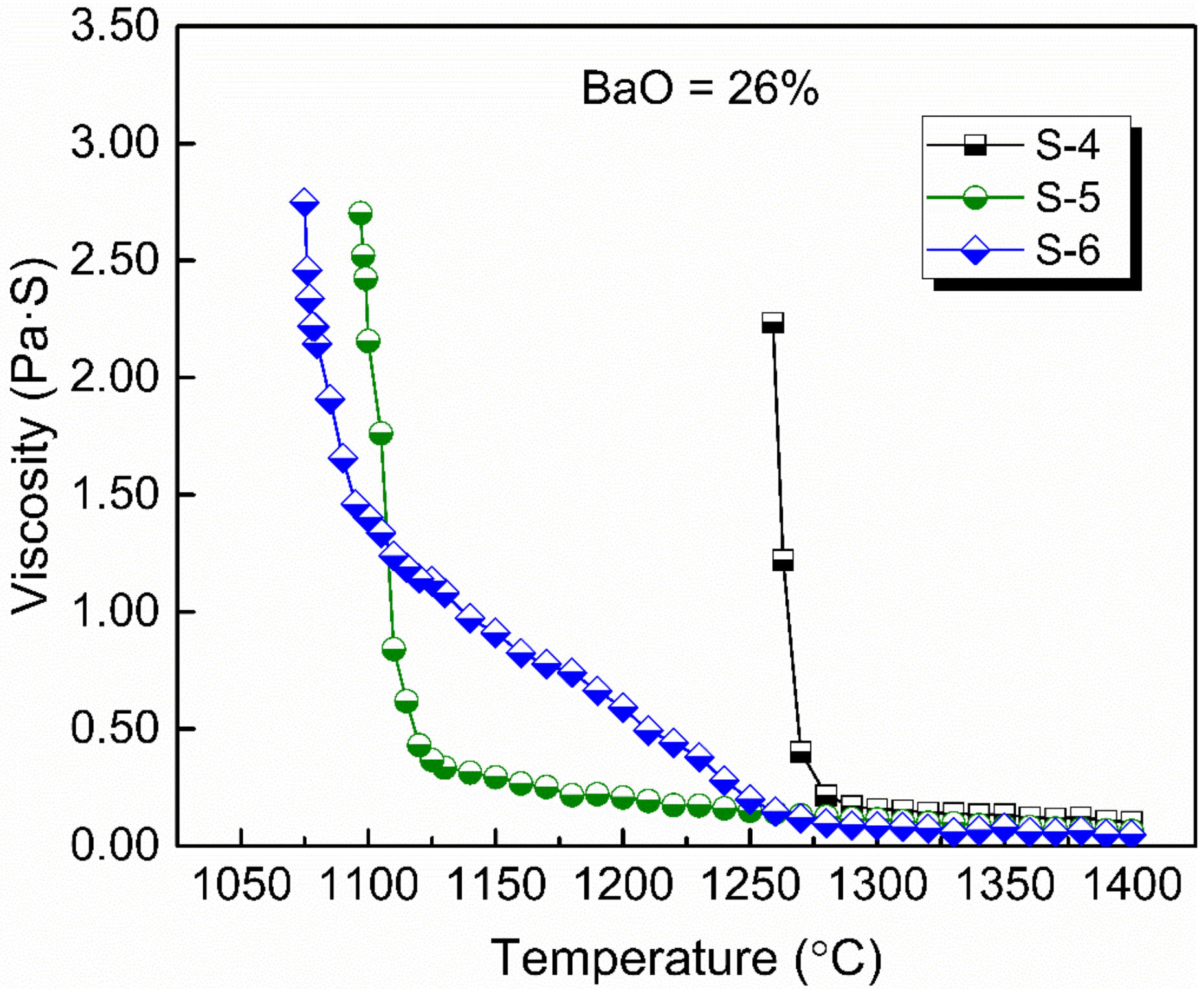
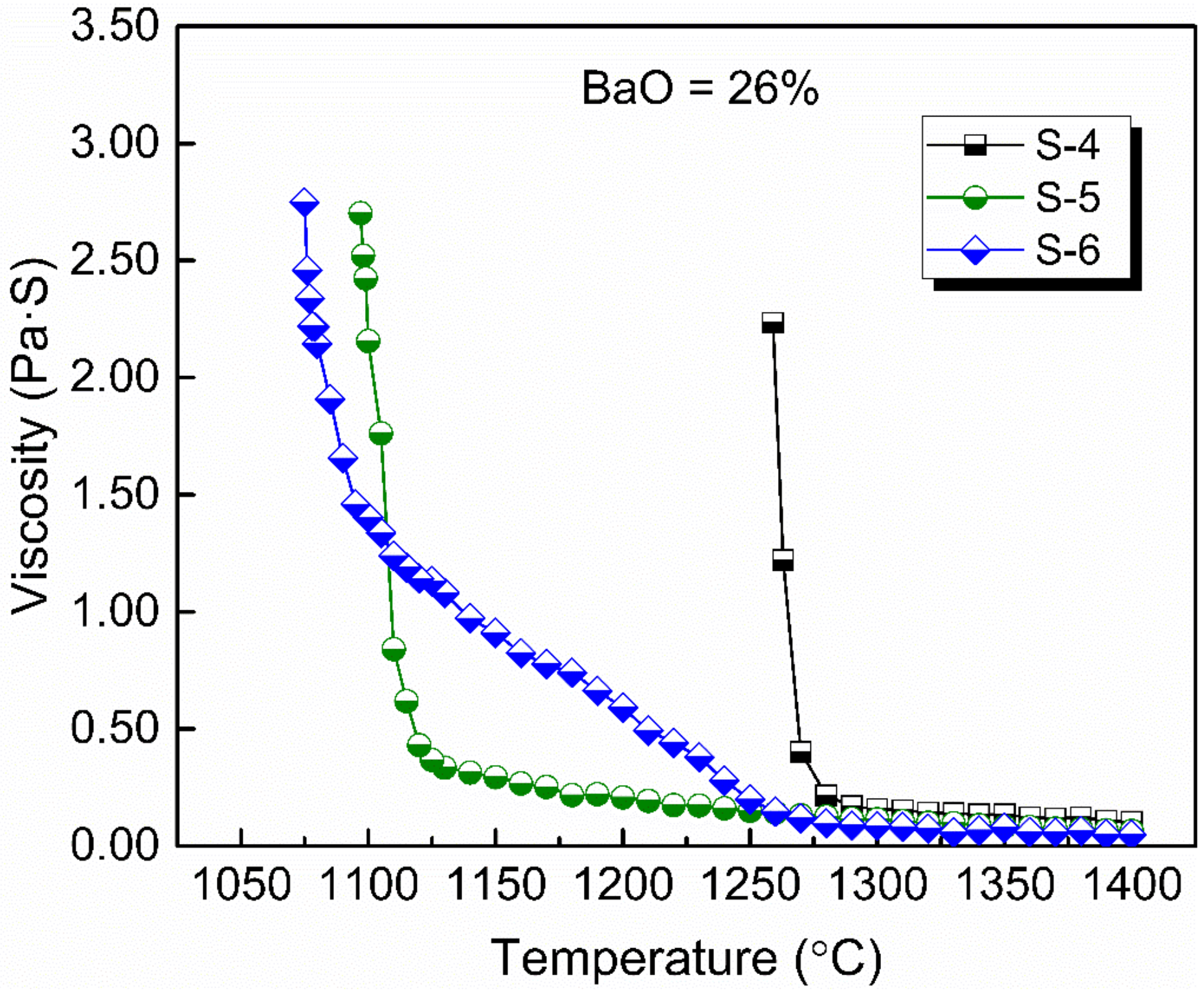
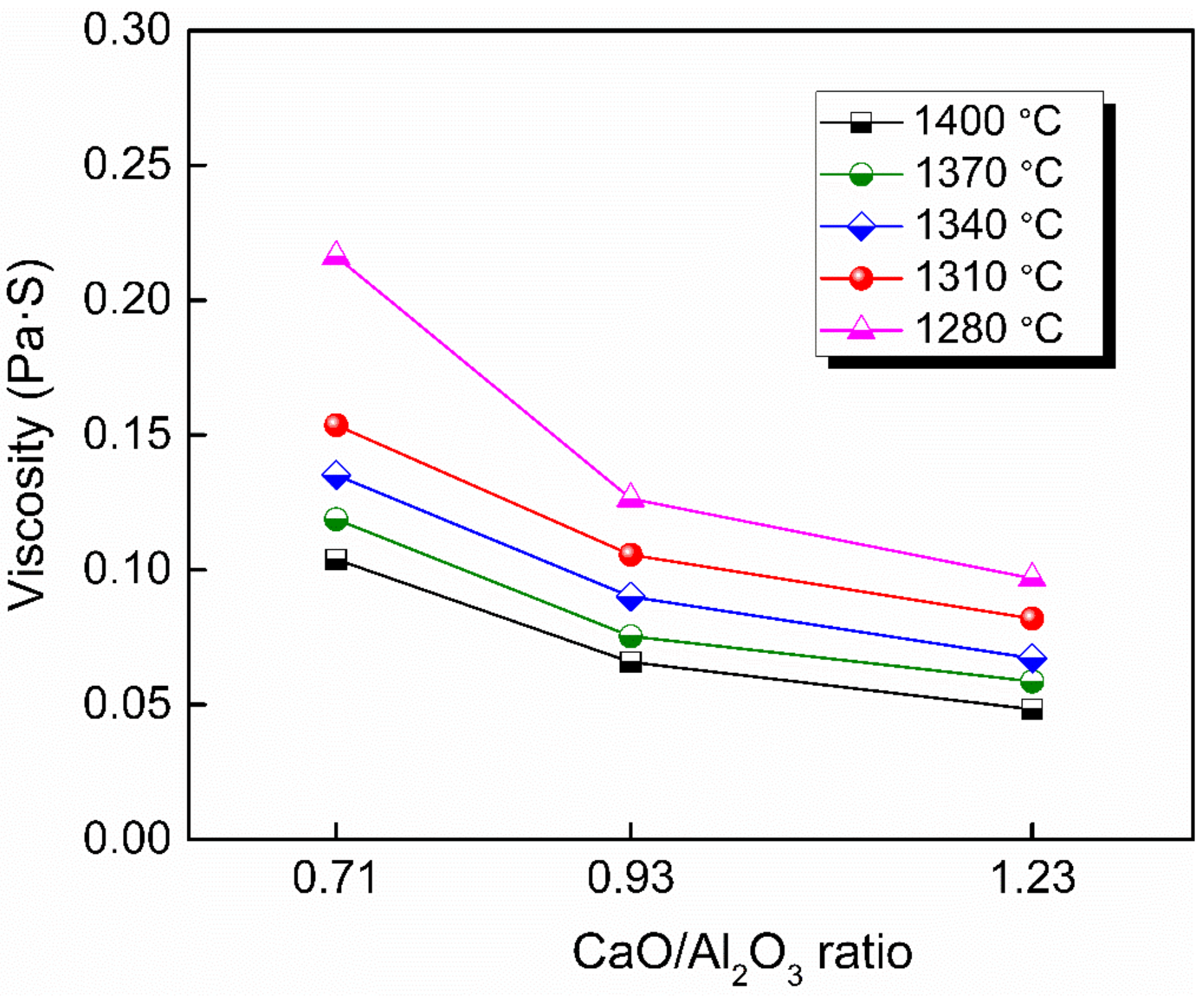
3.2. Effect of CaO/Al2O3 Ratio on the Viscosity
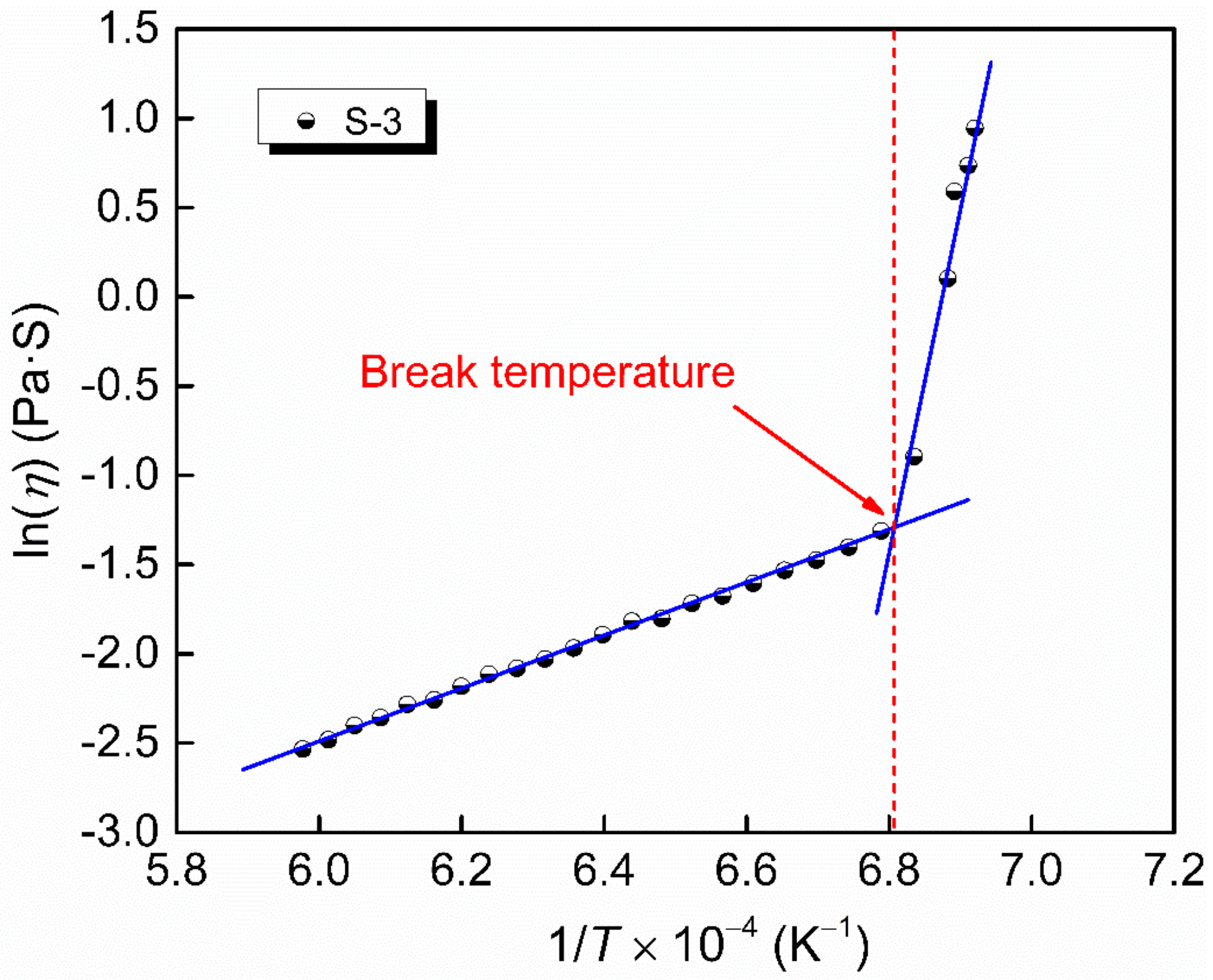
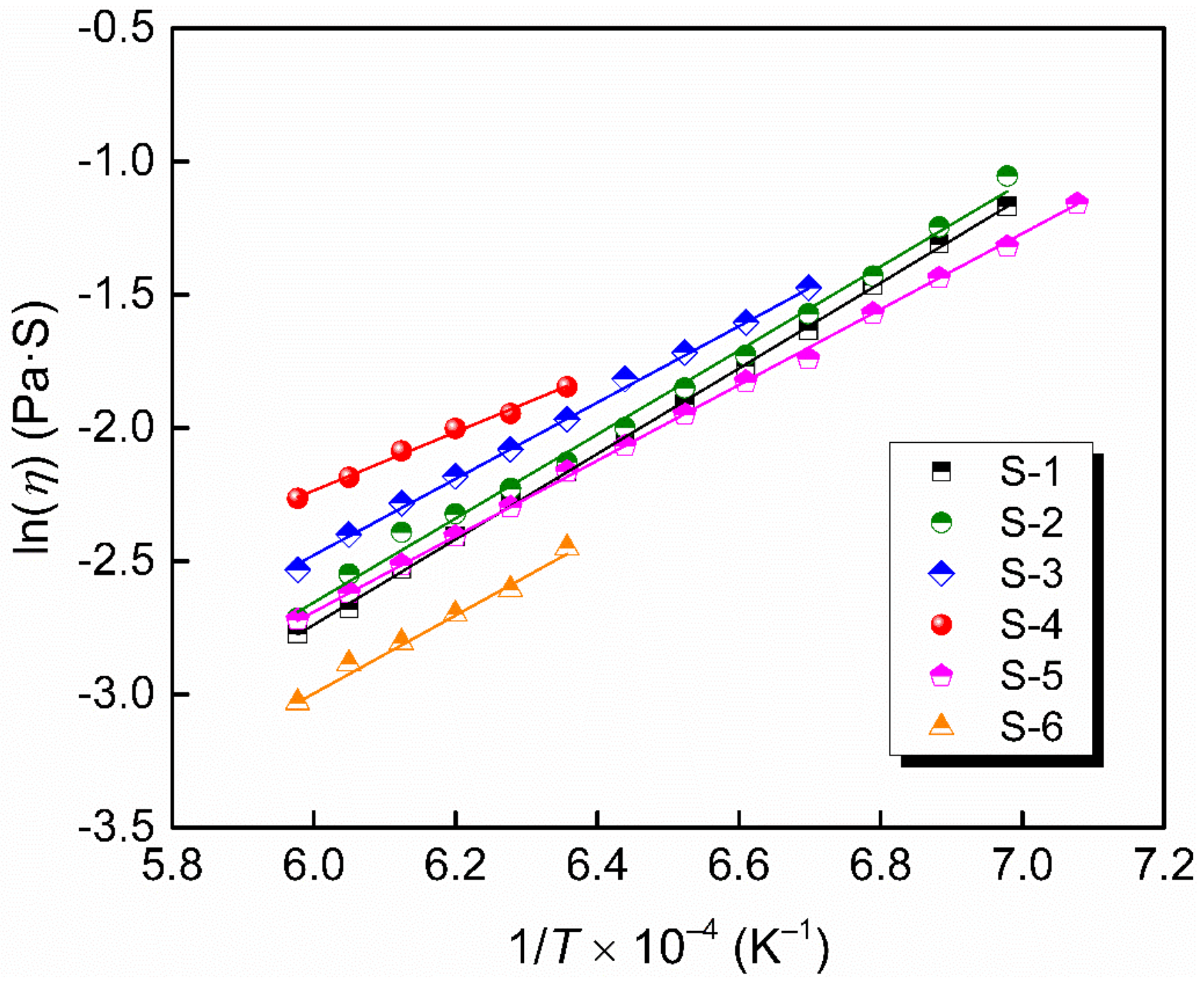
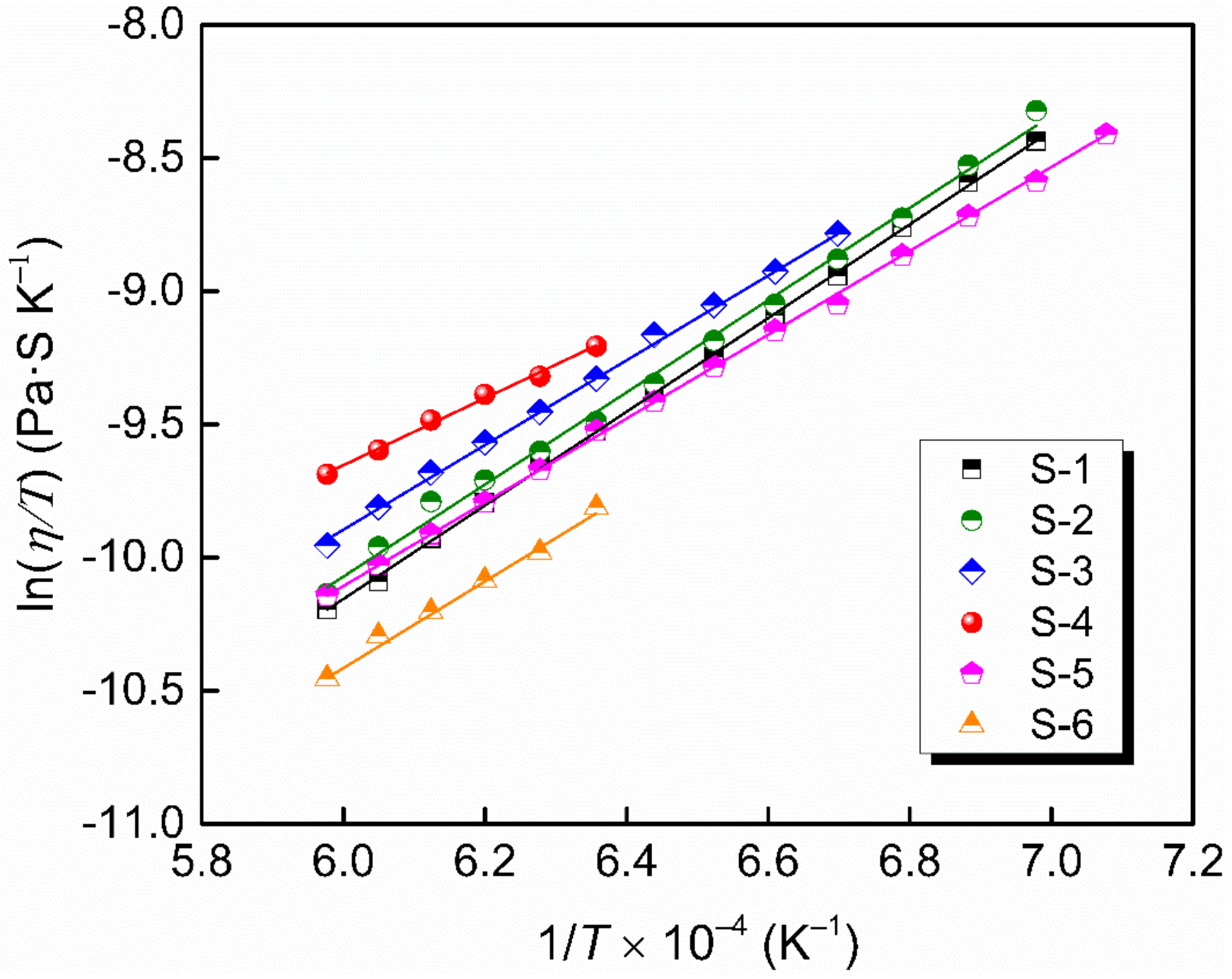
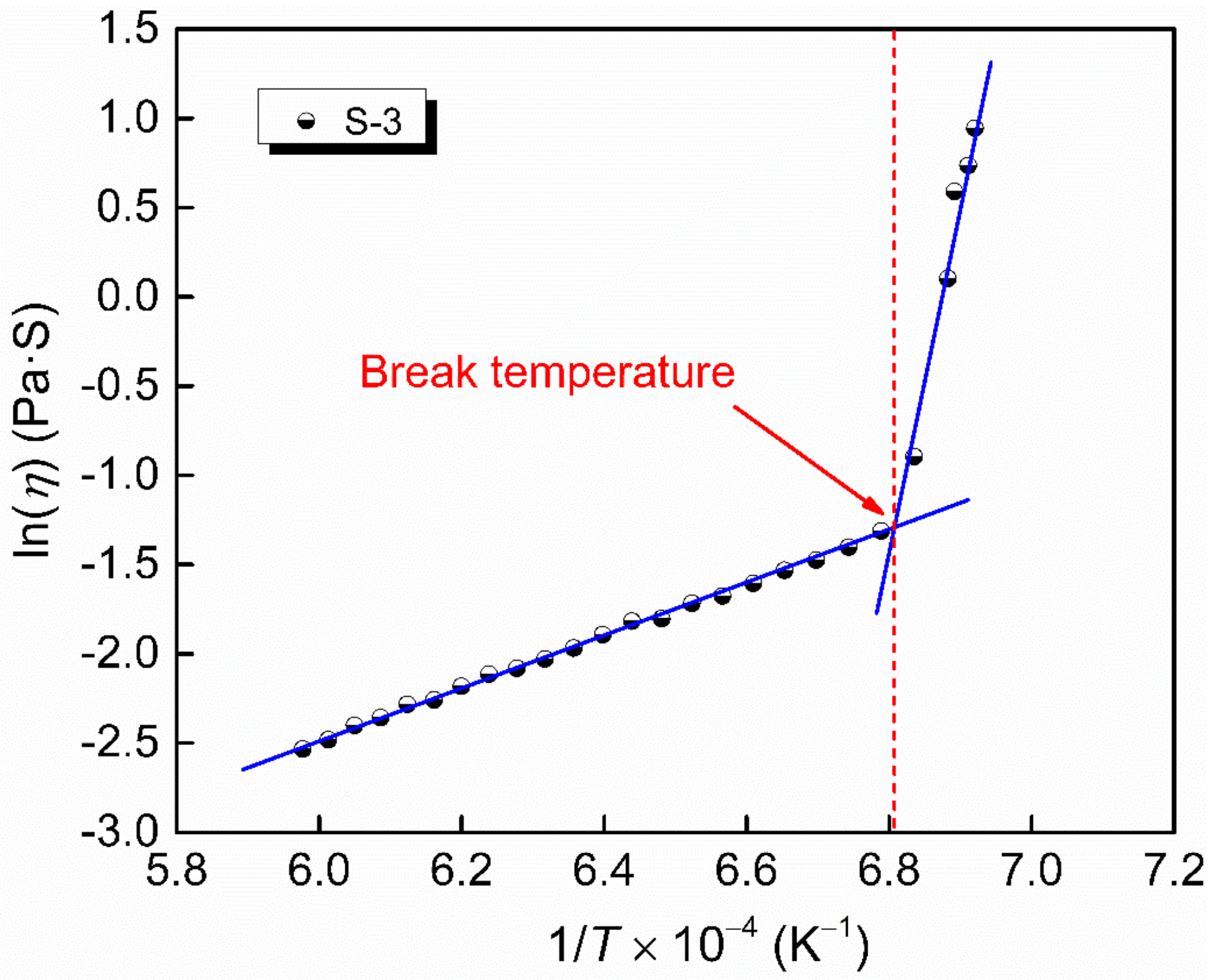
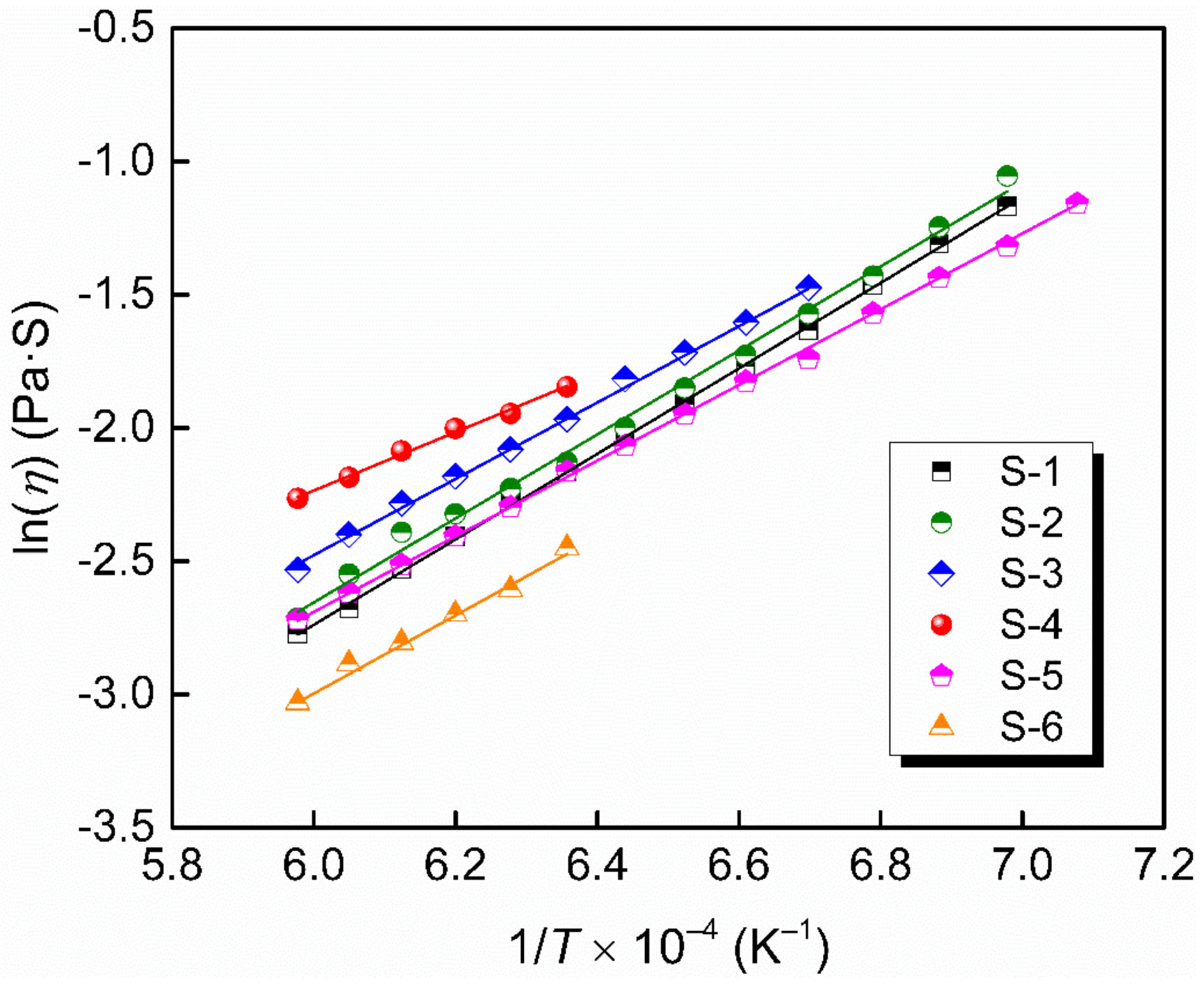
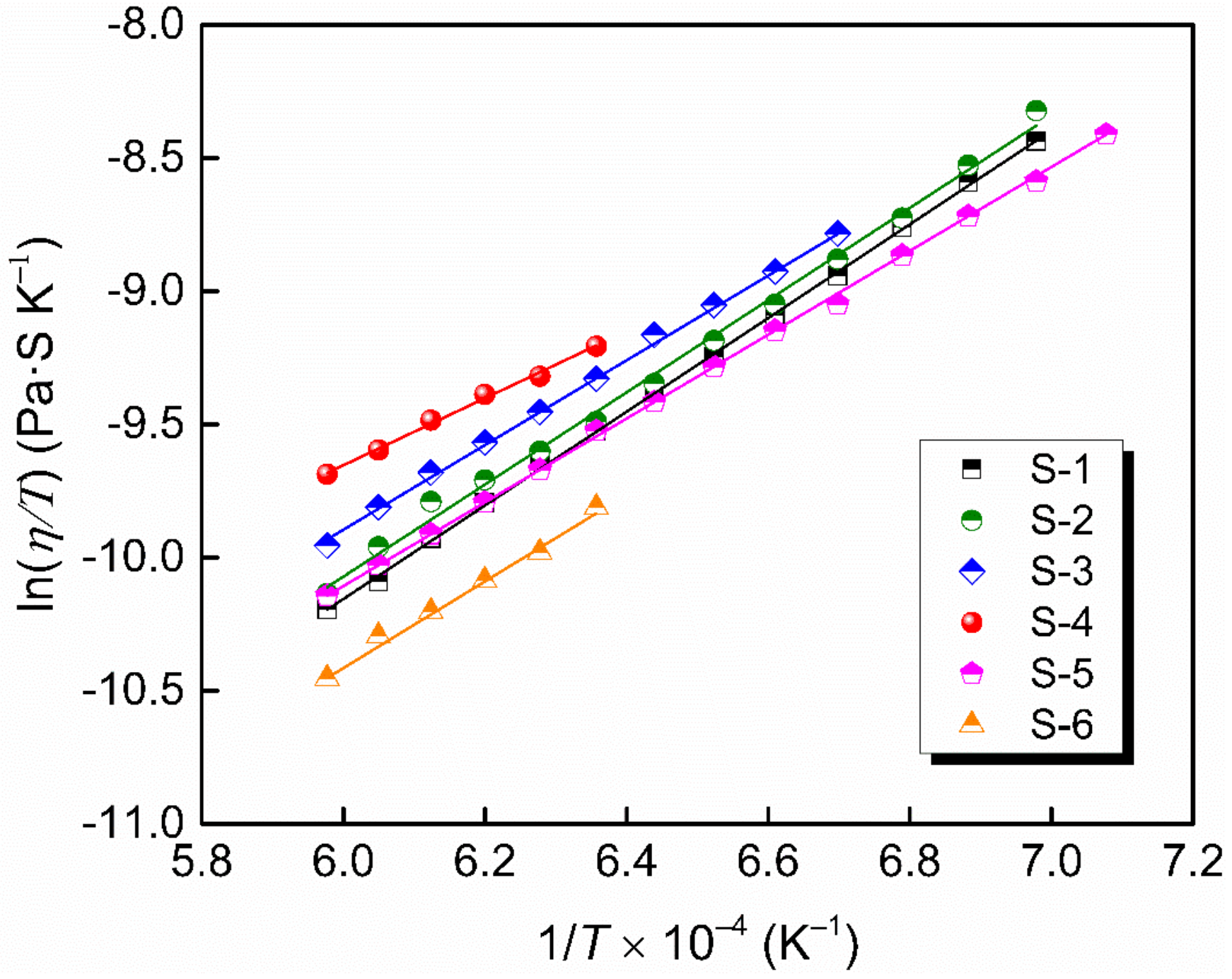
3.3. Viscous Flow Activation Energy
3.4. Industrial Application Prospect
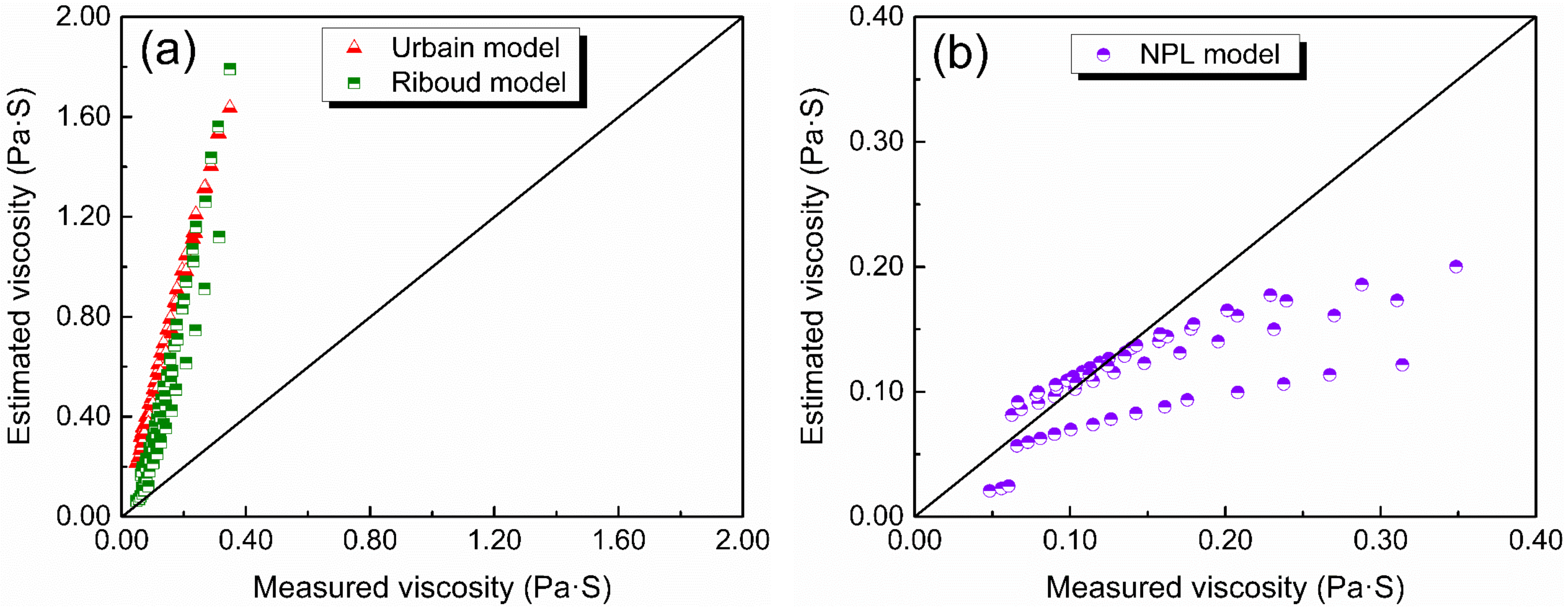
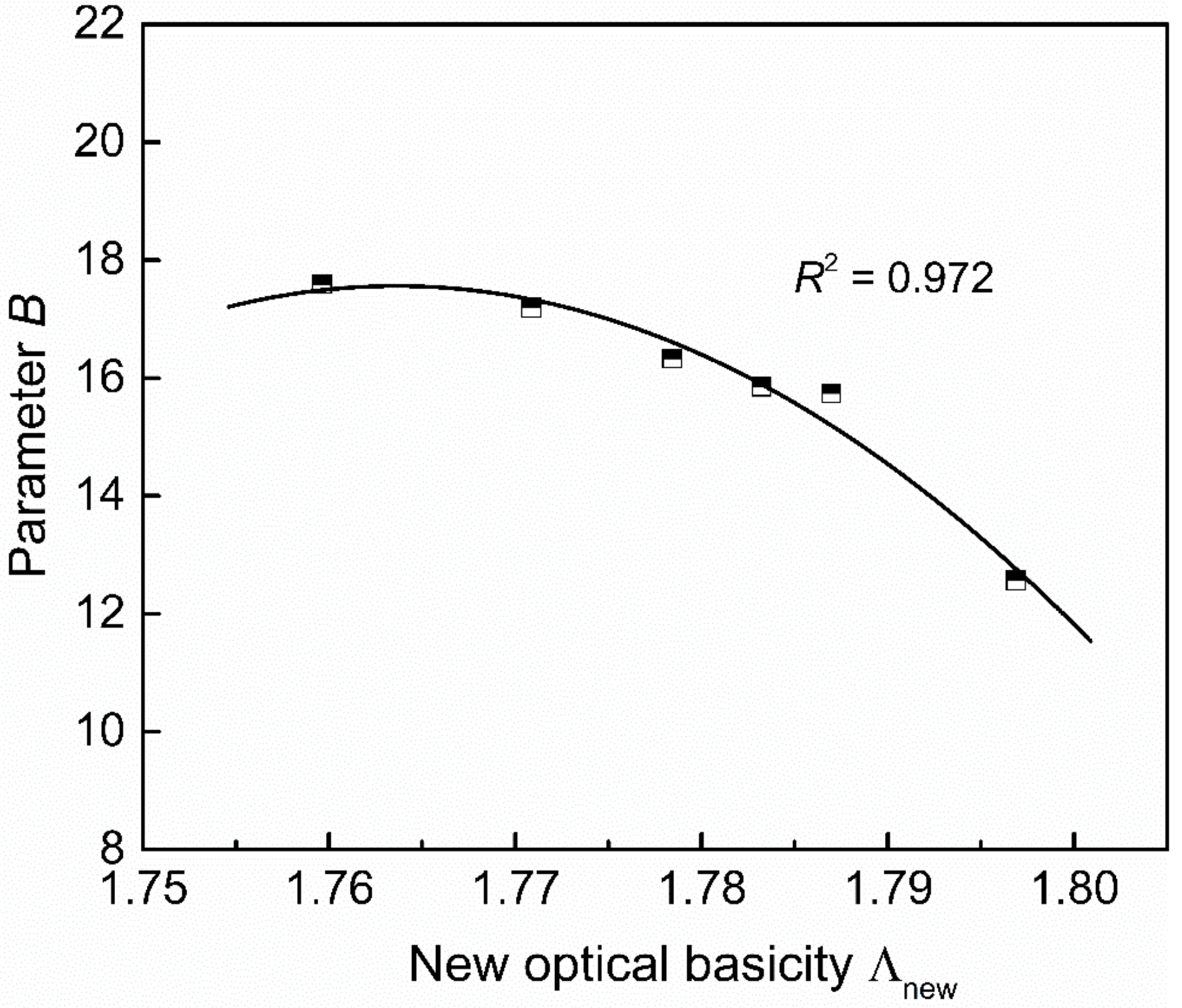
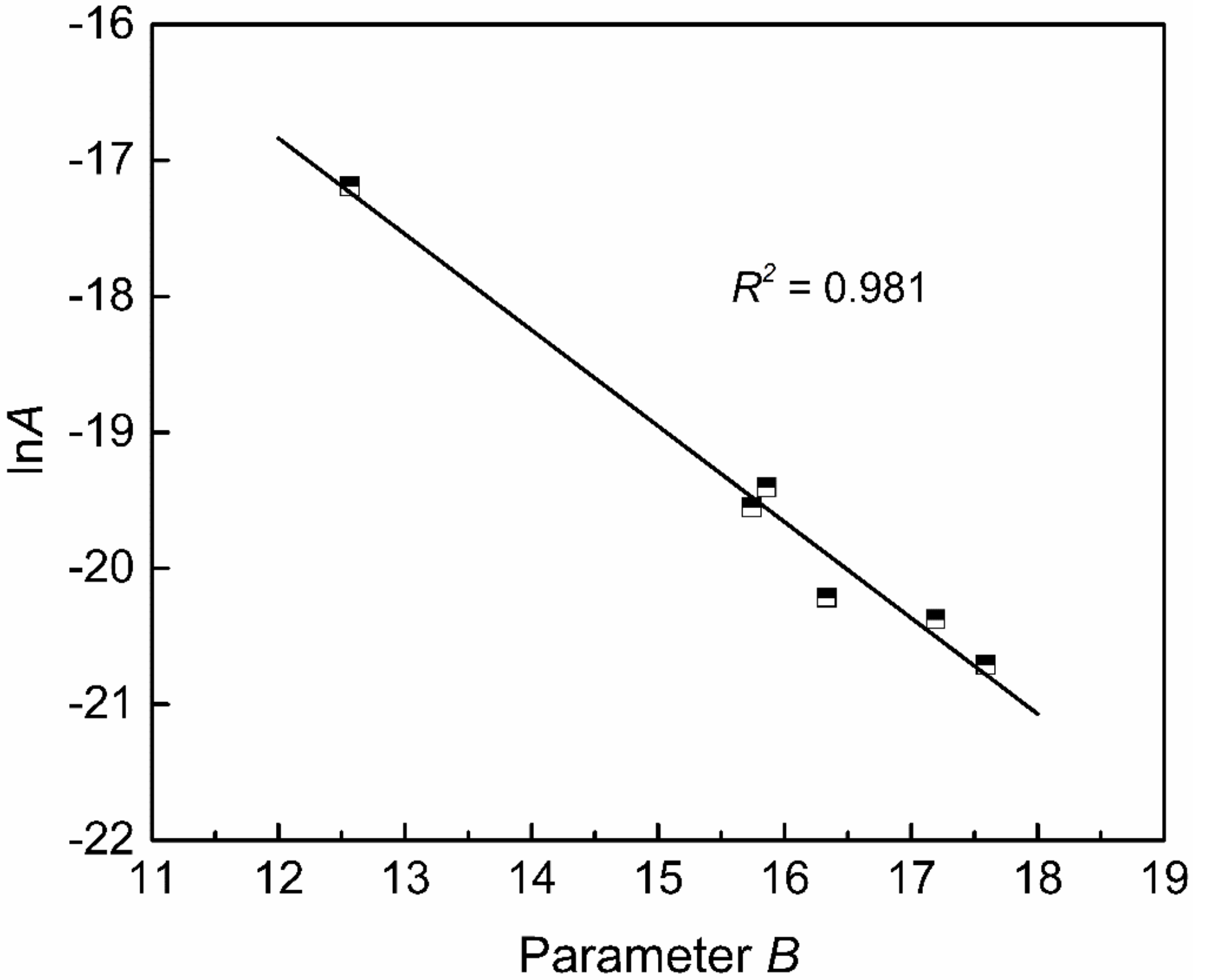
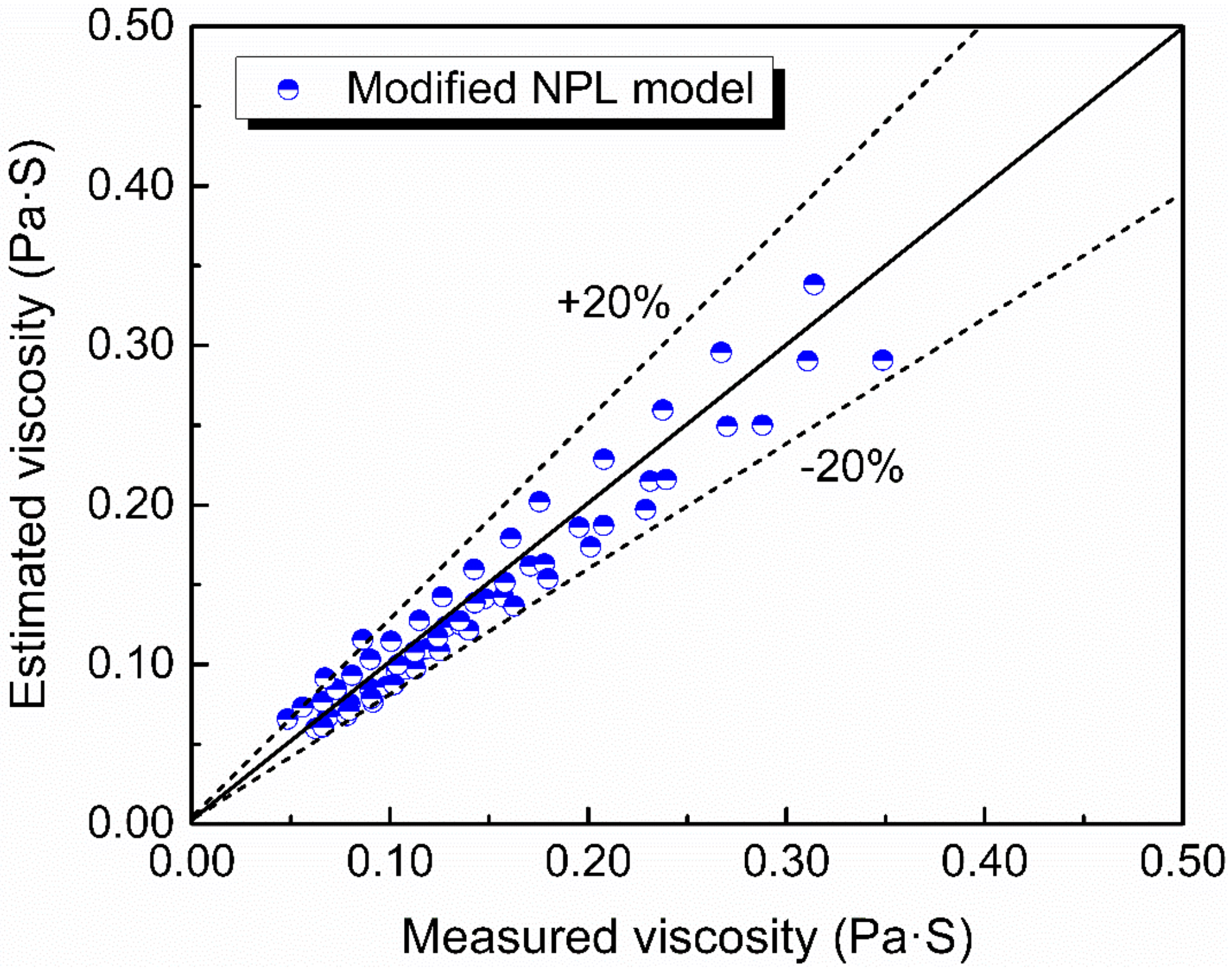
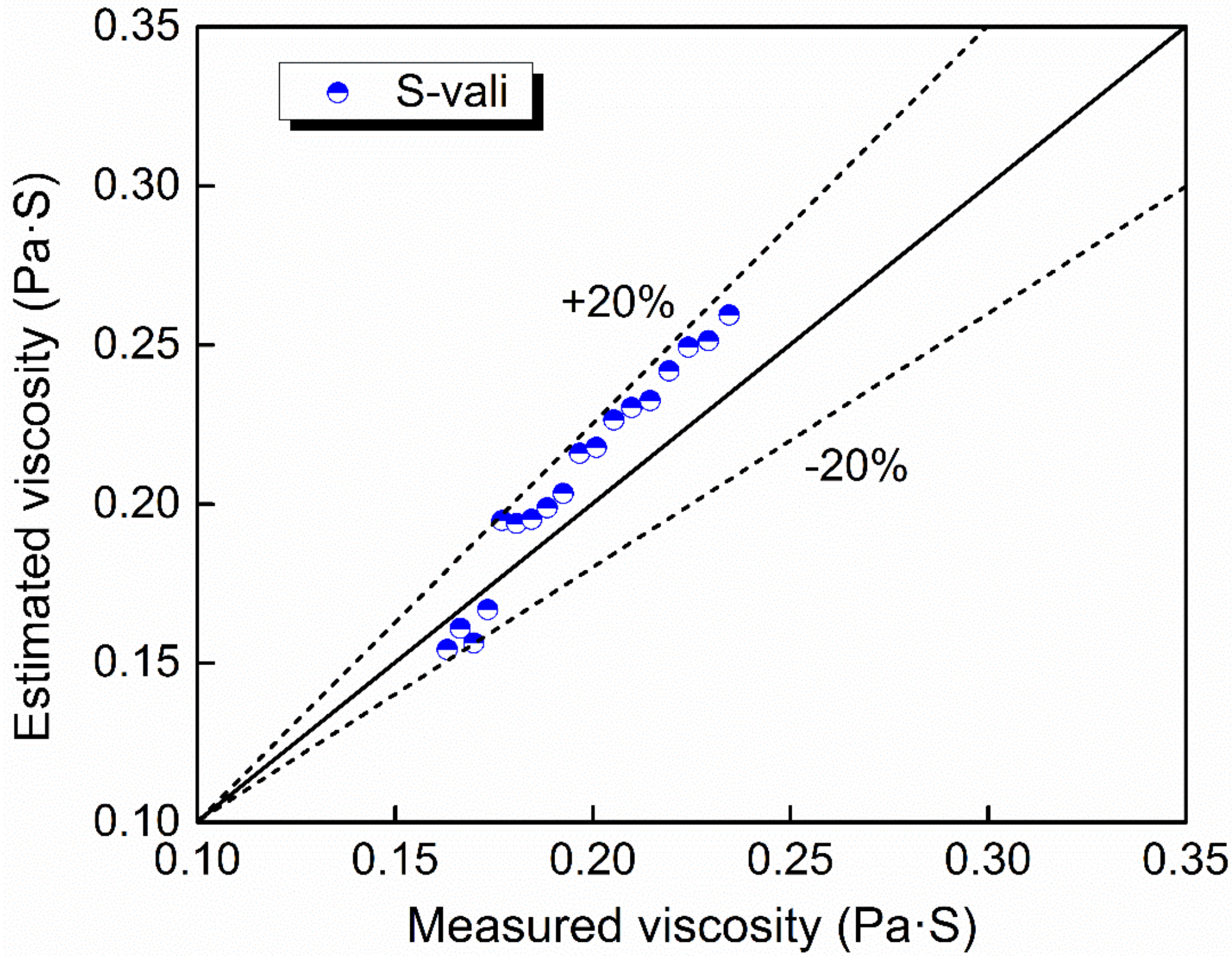
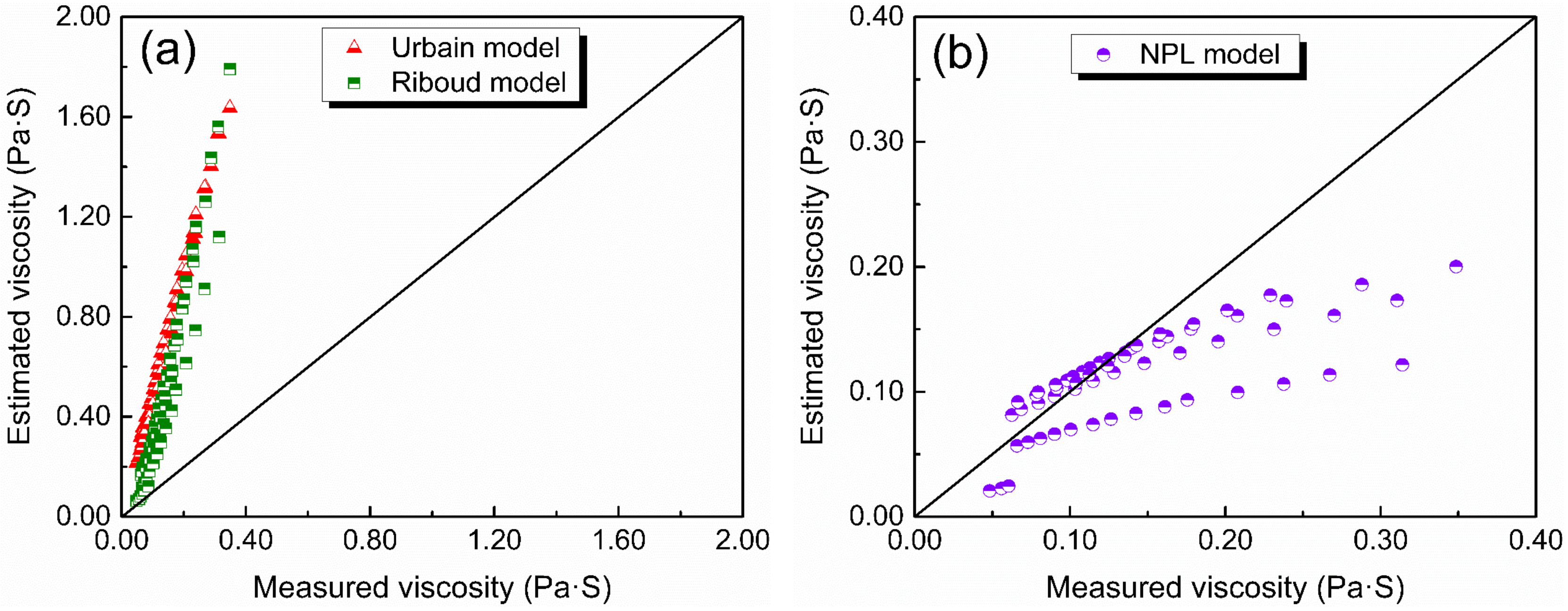
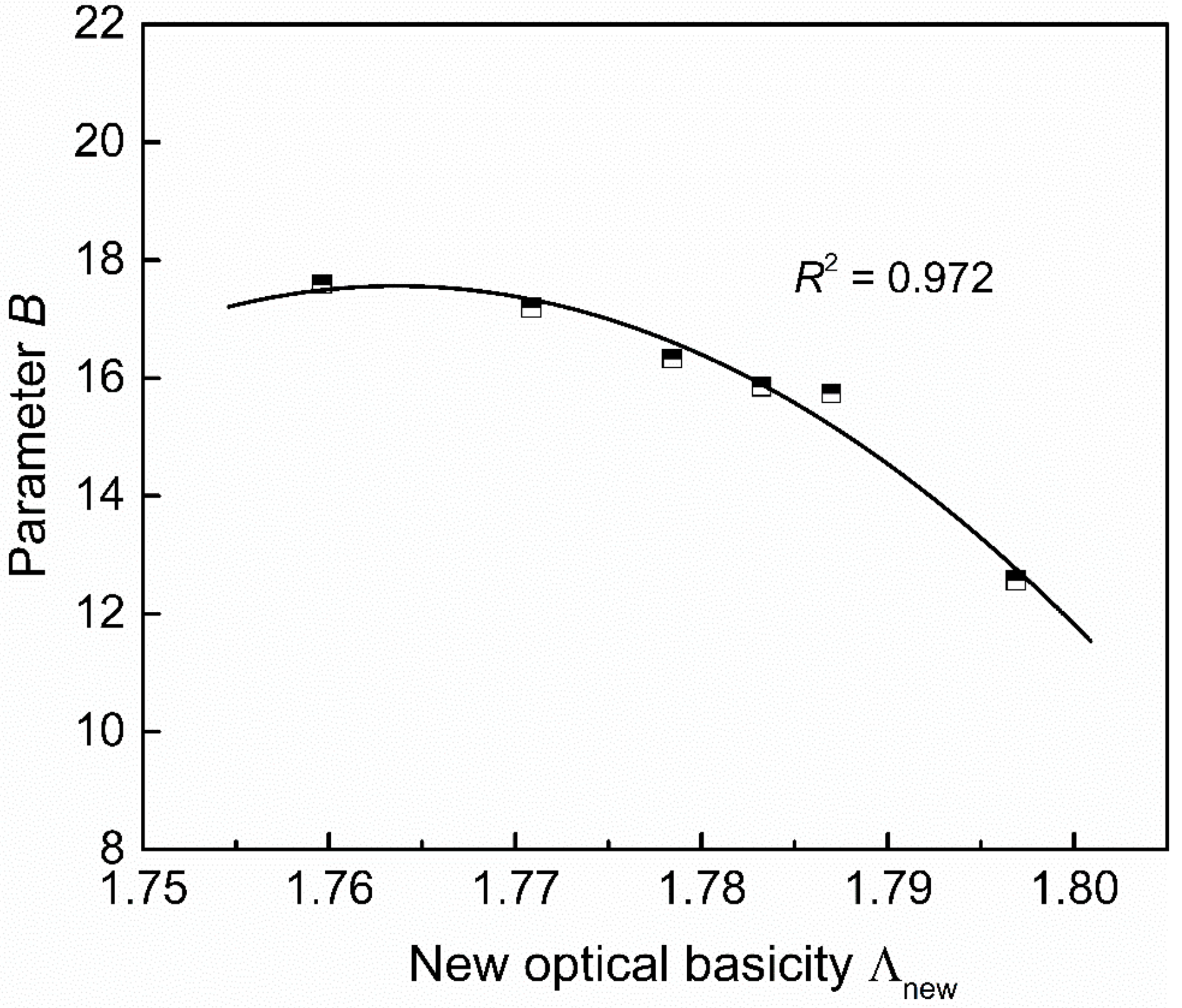
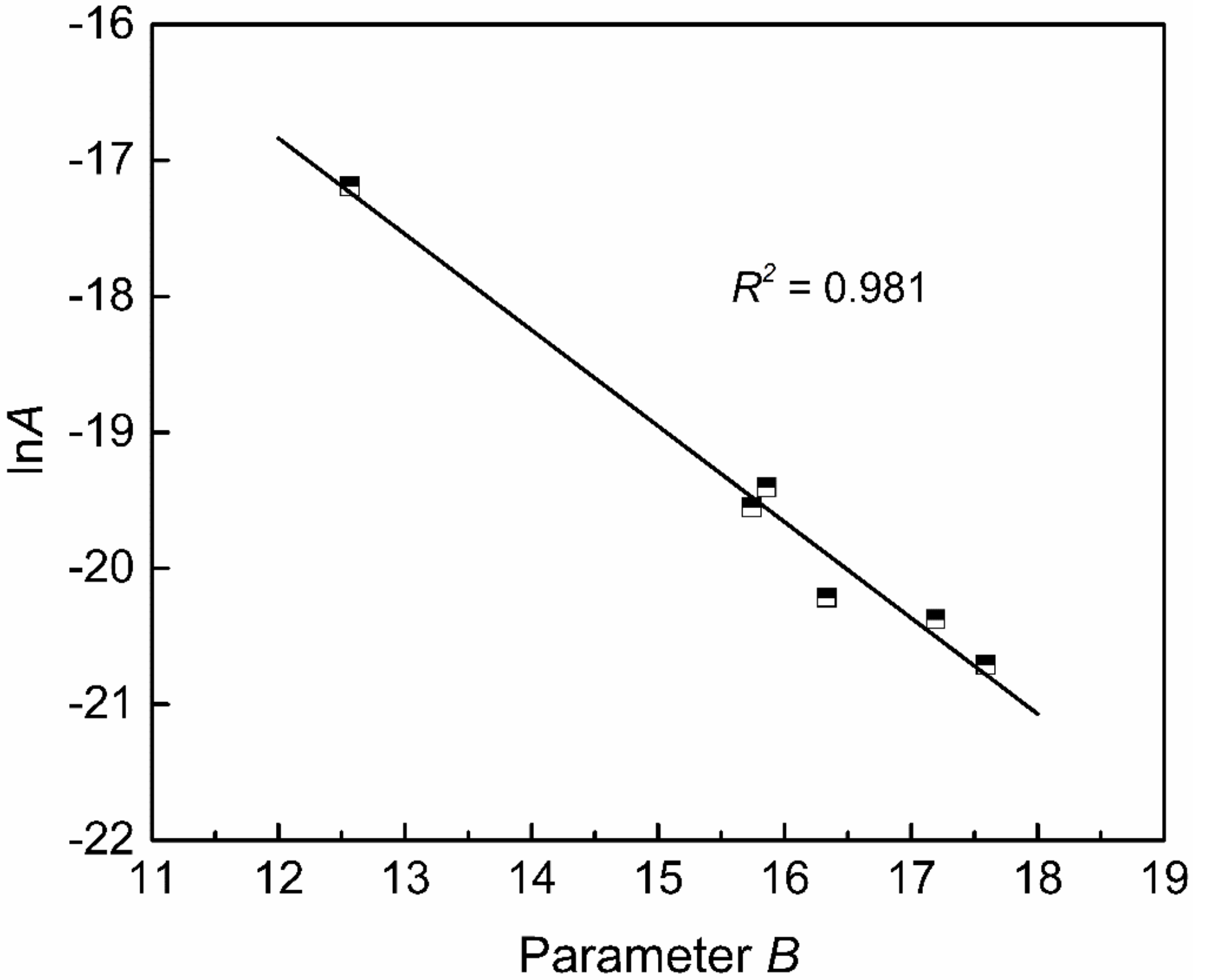
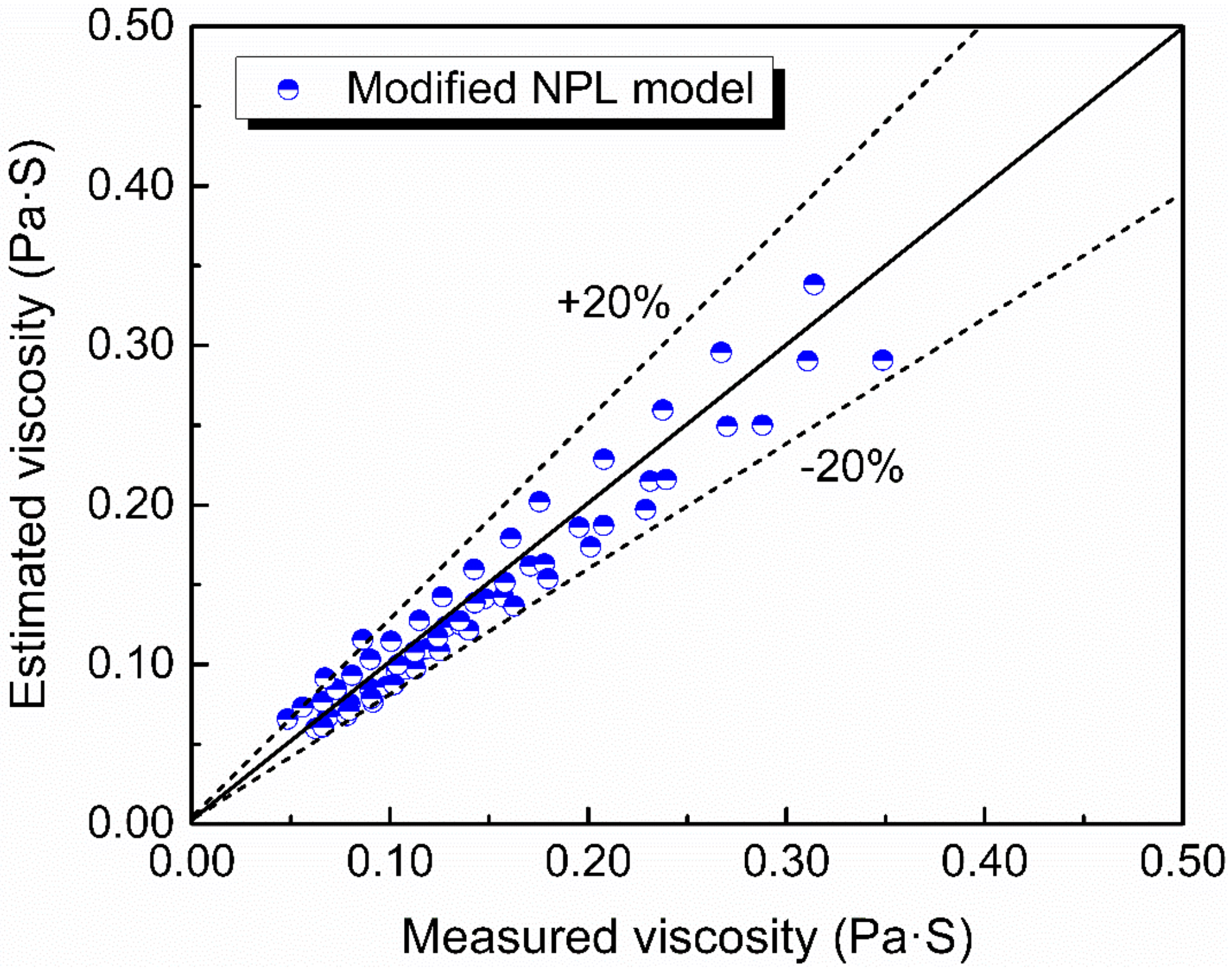
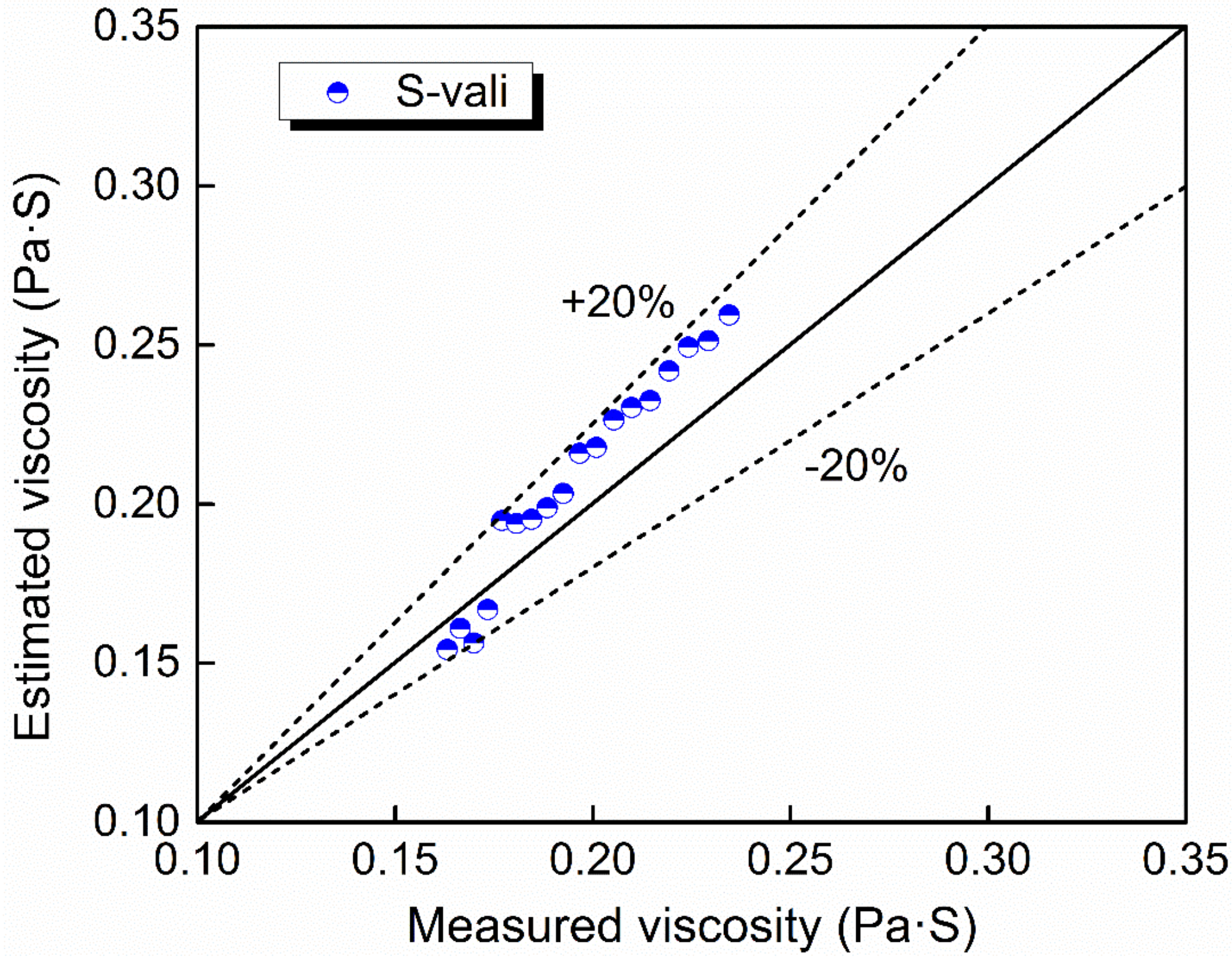
4. Viscosity Model
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Neu, R. Performance and characterization of TWIP steels for automotive applications. Mater. Perform. Charact. 2013, 2, 244–284. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L. High strength Fe–Mn–(Al,Si) TRIP/TWIP steels development–properties–application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- He, S.; Li, Z.; Chen, Z.; Wu, T.; Wang, Q. Review of mold fluxes for continuous casting of high-alloy (Al,Mn,Ti) steels. Steel Res. Int. 2019, 90, 1800424. [Google Scholar] [CrossRef]
- Fu, X.; Wen, G.; Liu, Q.; Tang, P.; Li, J.; Li, W. Development and evaluation of CaO–SiO2 based mould fluxes for casting high aluminum TRIP steel. Steel Res. Int. 2015, 86, 110–120. [Google Scholar] [CrossRef]
- Becker, J.J.; Madden, M.A.; Natarajan, T.T.; Piccone, T.; Serrano, E.; Story, S.; Ecklund-Baker, S.; Nickerson, I.; Schlichting, W. Liquid/Solid Interactions during Continuous Casting of High-Al Advanced High Strength Steels. In Proceedings of the AISTech-Conference, Charlotte, NC, USA, 9–12 May 2005. [Google Scholar]
- Blazek, K.; Yin, H.; Skoczylas, G.; McClymonds, M.; Frazee, M. Evaluation of Lime-silica and Lime-alumina Mold Powders Developed for Casting High Aluminum TRIP Steel Grades. In Proceedings of the METEC InSteelCon 2011, Düsseldorf, Germany, 27 June–1 July 2011. [Google Scholar]
- Street, S.; James, K.; Minor, N.; Roelant, A.; Tremp, J. Production of high-aluminum steel slabs. Iron Steel Technol. 2008, 5, 38–49. [Google Scholar]
- Xiong, Y.; Wen, G.-H.; Ping, T.; Huan, W. Behavior of mold slag used for 20Mn23Al nonmagnetic steel during casting. J. Iron Steel Res. Int. 2011, 18, 20–25. [Google Scholar]
- Wu, T.; He, S.; Zhu, L.; Wang, Q. Study on reaction performances and applications of mold flux for high-aluminum steel. Mater. Trans. 2016, 57, 58–63. [Google Scholar] [CrossRef]
- Ji, C.; Yang, C.; Zhi, Z.; Tian, Z.; Zhao, C.; Zhu, G. Continuous casting of high-Al steel in Shougang Jingtang steel works. J. Iron Steel Res. Int. 2015, 22, 53–56. [Google Scholar] [CrossRef]
- He, S.; Wang, Q.; Zeng, J.; Zhang, M.; Xie, B. Properties control of mold fluxes for high aluminum steel. J. Iron Steel Res. 2009, 12, 59–62. [Google Scholar]
- Cho, J.; Blazek, K.; Frazee, M.; Yin, H.; Park, J.H.; Moon, S.W. Assessment of CaO–Al2O3 based mold flux system for high aluminum TRIP casting. ISIJ Int. 2013, 53, 62–70. [Google Scholar] [CrossRef]
- Liu, Q.; Wen, G.; Li, J.; Fu, X.; Tang, P.; Li, W. Development of mould fluxes based on lime–alumina slag system for casting high aluminium TRIP steel. Ironmak. Steelmak. 2014, 41, 292–297. [Google Scholar] [CrossRef]
- Yu, X.; Wen, G.; Tang, P.; Wang, H. Investigation on viscosity of mould fluxes during continuous casting of aluminium containing TRIP steels. Ironmak. Steelmak. 2009, 36, 623–630. [Google Scholar] [CrossRef]
- Wu, T.; He, S.; Guo, Y.; Wang, Q. Study on reactivity between mould fluxes and high-Al molten steel. Charact. Miner. Met. Mater. 2014, 265–270. [Google Scholar]
- Nakano, T.; Kishi, T.; Koyama, K.; Komai, T.; Naitoh, S. Mold powder technology for continuous casting of aluminum-killed steel. Trans. Iron Steel Inst. Jpn. 1984, 24, 950–956. [Google Scholar] [CrossRef]
- Zhang, Z.; Wen, G.; Tang, P.; Sridhar, S. The influence of Al2O3/SiO2 ratio on the viscosity of mold fluxes. ISIJ Int. 2008, 48, 739–746. [Google Scholar] [CrossRef]
- Xu, J.F.; Zeng, T.; Sheng, M.Q.; Jie, C.; Wan, K.; Zhang, J.Y. Viscosity of low silica CaO–5MgO–Al2O3–SiO2 slags. Ironmak. Steelmak. 2014, 41, 486–492. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, T.; Xue, X.; Hu, B. Influence of MgO/Al2O3 ratio on viscosity of blast furnace slag with high Al2O3 content. Steel Res. Int. 2016, 87, 87–94. [Google Scholar] [CrossRef]
- Kim, G.H.; Sohn, I. Effect of Al2O3 on the viscosity and structure of calcium silicate-based melts containing Na2O and CaF2. J. Non-Cryst. Solids 2012, 358, 1530–1537. [Google Scholar] [CrossRef]
- Li, J.; Shu, Q.; Chou, K. Effect of Al2O3/SiO2 mass ratio on viscosity of CaO–Al2O3–SiO2–CaF2 slag. Ironmak. Steelmak. 2015, 42, 154–160. [Google Scholar] [CrossRef]
- Behera, R.; Mohanty, U. Viscosity of Molten Al2O3–Cr2O3–CaO–CaF2 Slags at Various Al2O3/CaO Ratios. ISIJ Int. 2001, 41, 834–843. [Google Scholar] [CrossRef]
- Wu, T.; Wang, Q.; Yao, T.; He, S. Molecular dynamics simulations of the structural properties of Al2O3-based binary systems. J. Non-Cryst. Solids 2016, 435, 17–26. [Google Scholar] [CrossRef]
- Kang, Y.; Morita, K. Thermal conductivity of the CaO–Al2O3–SiO2 system. ISIJ Int. 2006, 46, 420–426. [Google Scholar] [CrossRef]
- Wu, T.; Wang, Q.; He, S.; Xu, J.; Long, X.; Lu, Y. Study on properties of alumina-based mould fluxes for high–Al steel slab casting. Steel Res. Int. 2012, 83, 1194–1202. [Google Scholar] [CrossRef]
- Urbain, G. Viscosity estimation of slags. Steel Res. 1987, 58, 111–116. [Google Scholar] [CrossRef]
- Riboud, P.; Roux, Y.; Lucas, L.; Gaye, H. Improvement of continuous casting powders. Fachberichte Huttenpraxis Metallweiterverarbeitung 1981, 19, 859–869. [Google Scholar]
- Iida, T.; Sakai, H.; Kita, Y.; Shigeno, K. An equation for accurate prediction of the viscosities of blast furnace type slags from chemical composition. ISIJ Int. 2000, 40, S110–S114. [Google Scholar] [CrossRef]
- Iida, T.; Sakai, H.; Kita, Y.; Murakami, K. Equation for estimating viscosities of industrial mold fluxes. High. Temp. Mater. Processes 2000, 19, 153–164. [Google Scholar] [CrossRef]
- Mills, K.; Sridhar, S. Viscosities of ironmaking and steelmaking slags. Ironmak. Steelmak. 1999, 26, 262–268. [Google Scholar] [CrossRef]
- Wang, Z.; Sohn, I. Effect of substituting CaO with BaO on the viscosity and structure of CaO–BaO–SiO2–MgO–Al2O3 slags. J. Am. Ceram. Soc. 2018, 101, 4285–4296. [Google Scholar] [CrossRef]
- Sukenaga, S.; Saito, N.; Kawakami, K.; Nakashima, K. Viscosities of CaO–SiO2–Al2O3–(R2O or RO) melts. ISIJ Int. 2006, 46, 352–358. [Google Scholar] [CrossRef]
- Whittaker, E.; Muntus, R. Ionic radii for use in geochemistry. Geochim. Cosmochim. Acta 1970, 34, 945–956. [Google Scholar] [CrossRef]
- Kou, T.; Mizoguchi, K.; Suginohara, Y. The Effect of Al sub 2 O sub 3 on the Viscosity of Silicate Melts. J. Jpn. Inst. Met. 1978, 42, 775–781. [Google Scholar] [CrossRef]
- Licheron, M.; Montouillout, V.; Millot, F.; Neuville, D.R. Raman and 27Al NMR structure investigations of aluminate glasses: (1 − x)Al2O3 − xMO, with M = Ca, Sr, Ba and 0.5 < x < 0.75. J. Non-Cryst. Solids 2011, 357, 2796–2801. [Google Scholar]
- Gao, E.; Wang, W.; Zhang, L. Effect of alkaline earth metal oxides on the viscosity and structure of the CaO–Al2O3 based mold flux for casting high-Al steels. J. Non-Cryst. Solids 2017, 473, 79–86. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, J.; Jie, C.; Ruan, F.; Chou, K. Experimental measurements and modelling of viscosity in CaO–Al2O3–MgO slag system. Ironmak. Steelmak. 2011, 38, 329–337. [Google Scholar] [CrossRef]
- Neuville, D.R.; Henderson, G.S.; Cormier, L.; Massiot, D. The structure of crystals, glasses, and melts along the CaO–Al2O3 join: Results from Raman, Al L-and K-edge X-ray absorption, and 27Al NMR spectroscopy. Am. Mineral. 2010, 95, 1580–1589. [Google Scholar] [CrossRef]
- Mills, K.C. The influence of structure on the physico-chemical properties of slags. ISIJ Int. 1993, 33, 148–155. [Google Scholar] [CrossRef]
- Brandaleze, E.; Di Gresia, G.; Santini, L.; Martín, A.; Benavidez, E. Mould Fluxes in the Steel Continuous Casting. In Science and Technology of Casting Processes; Srinivasan, M., Ed.; IntechOpen: London, UK, 2012; pp. 212–215. [Google Scholar]
- Sridhar, S.; Mills, K.; Afrange, O.; Lörz, H.; Carli, R. Break temperatures of mould fluxes and their relevance to continuous casting. Ironmak. Steelmak. 2000, 27, 238–242. [Google Scholar] [CrossRef]
- Kim, J.W.; Choi, J.; Kwon, O.H.; Lee, I.R.; Shin, Y.K.; Park, J.S. Viscous Characteristics of Synthetic Mold Powder for High Speed Continuous Casting. In Proceedings of the 4th International Conference on Molten Slags and Fluxes, Sendai, Japan, 8–11 June 1992. [Google Scholar]
- Mills, K.; Yuan, L.; Jones, R. Estimating the physical properties of slags. J. South. Afr. Inst. Min. Metall. 2011, 111, 649–658. [Google Scholar]
- Urbain, G.; Cambier, F.; Deletter, M.; Anseau, M.R. Viscosity of silicate melts. Trans. J. Br. Ceram. Soc. 1981, 80, 139–141. [Google Scholar]
- Ji, F.Z.; Sichen, D.; Seetharaman, S. Experimental studies of the viscosities in the CaO–FenO–SiO2 slags. Metall. Mater. Trans. B 1997, 28, 827–834. [Google Scholar] [CrossRef]
- Ray, H.; Pal, S. Simple method for theoretical estimation of viscosity of oxide melts using optical basicity. Ironmak. Steelmak. 2004, 31, 125–130. [Google Scholar] [CrossRef]
- Shankar, A.; Görnerup, M.; Lahiri, A.; Seetharaman, S. Estimation of viscosity for blast furnace type slags. Ironmak. Steelmak. 2007, 34, 477–481. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slag No. | CaO | BaO | Al2O3 | F− | Li2O | BaO/CaO | CaO/Al2O3 |
|---|---|---|---|---|---|---|---|
| S-1 | 36 | 14 | 34 | 8 | 8 | 0.39 | - |
| S-2 | 32 | 18 | 34 | 8 | 8 | 0.56 | - |
| S-3 | 28 | 22 | 34 | 8 | 8 | 0.79 | - |
| S-4 | 24 | 26 | 34 | 8 | 8 | 1.08 | 0.71 |
| S-5 | 28 | 26 | 30 | 8 | 8 | - | 0.93 |
| S-6 | 32 | 26 | 26 | 8 | 8 | - | 1.23 |
| S-vali 1 | 24 | 30 | 30 | 8 | 8 | 1.25 | 0.80 |
| Slag No. | Tm (°C) | Tbr (°C) | Λcorr | Λnew | Eη (kJ·mol−1) | Ew (kJ·mol−1) |
|---|---|---|---|---|---|---|
| S-1 | 1087 | 1132 | 0.760 | 1.760 | 133.4 | 146.2 |
| S-2 | 1096 | 1148 | 0.753 | 1.771 | 131.0 | 143.9 |
| S-3 | 1114 | 1196 | 0.748 | 1.783 | 119.1 | 132.2 |
| S-4 | 1119 | 1285 | 0.743 | 1.797 | 91.2 | 101.3 |
| S-5 | 1114 | 1124 | 0.777 | 1.787 | 118.1 | 130.9 |
| S-6 | 1080 | 1268 | 0.811 | 1.778 | 121.9 | 135.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; You, X.; Li, M.; Wang, Q.; He, S.; Wang, Q. Effect of Substituting CaO with BaO and CaO/Al2O3 Ratio on the Viscosity of CaO–BaO–Al2O3–CaF2–Li2O Mold Flux System. Metals 2019, 9, 142. https://doi.org/10.3390/met9020142
Li Z, You X, Li M, Wang Q, He S, Wang Q. Effect of Substituting CaO with BaO and CaO/Al2O3 Ratio on the Viscosity of CaO–BaO–Al2O3–CaF2–Li2O Mold Flux System. Metals. 2019; 9(2):142. https://doi.org/10.3390/met9020142
Chicago/Turabian StyleLi, Zhirong, Xinchen You, Min Li, Qian Wang, Shengping He, and Qiangqiang Wang. 2019. "Effect of Substituting CaO with BaO and CaO/Al2O3 Ratio on the Viscosity of CaO–BaO–Al2O3–CaF2–Li2O Mold Flux System" Metals 9, no. 2: 142. https://doi.org/10.3390/met9020142
APA StyleLi, Z., You, X., Li, M., Wang, Q., He, S., & Wang, Q. (2019). Effect of Substituting CaO with BaO and CaO/Al2O3 Ratio on the Viscosity of CaO–BaO–Al2O3–CaF2–Li2O Mold Flux System. Metals, 9(2), 142. https://doi.org/10.3390/met9020142